Область техники, к которой относится изобретение
Настоящее изобретение относится в общем к самостопорящейся гайке такого типа, который имеет цилиндрический конец, сжимаемый винтовой пружиной.
Предпосылки к созданию изобретения
Известны различные типы самостопорящихся гаек. Например, патент США 4893977 раскрывает самостопорящуюся гайку, в цилиндрическом конце которой предусмотрены V-образные или U-образные щели с возможностью упругого сжатия внешней винтовой пружиной, действующей в радиальном направлении.
Патент США 5160227 раскрывает самостопорящуюся гайку вышеупомянутого типа, в которой для того, чтобы улучшить характеристики коррозионной прочности и позволить использование при температурах свыше 250°С, предусматривается выполнение винтовой пружины из нержавеющей пружинной стали, такой как сталь AISI 302 (так называемая сталь 302 Американского Института Железа и Стали).
Заявитель обратил внимание, в целом, что в результате технологической эволюции различных устройств с точки зрения повышенных скоростей подвижных деталей, повышенных вибраций таких деталей и повышенных рабочих температур существует растущая потребность в гайках, имеющих, в частности, высокий стопорный крутящий момент при разборке (стопорный крутящий момент при отвинчивании) для использования как при температуре окружающей среды, так и при высоких температурах.
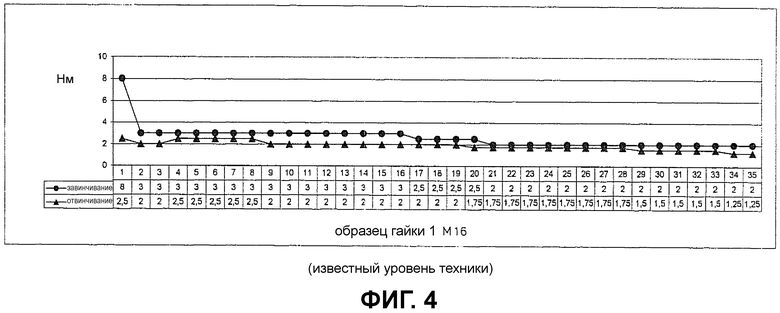
Известные гайки, в которых пружины выполнены из нержавеющей пружинной стали, такой как сталь AISI 302, хотя и имеют очень высокий стопорный крутящий момент при их первом отвинчивании, показывают, как проиллюстрировано на фиг.1 и 2 (соответствующих использованию при температуре окружающей среды, например, от 50°С до 100°C) и на фиг.3 и 4 (соответствующих использованию при высокой температуре, например, от 300°С до 400°С), прогрессивное снижение характеристик или измерений стопорного крутящего момента в ньютонометрах (Нм), когда количество циклов завинчивания/отвинчивания увеличивается, в результате чего их повторное использование по существу является не очень надежным.
На фиг.1 и 2 показаны значения стопорного крутящего момента при сборке и разборке (стопорный крутящий момент при завинчивании), измеренные во время испытаний при температуре окружающей среды для 35 циклов завинчивания/отвинчивания двух образцов гаек М12 и М16 соответственно.
На фиг.3 и 4 показаны значения стопорного крутящего момента при сборке и разборке (стопорный крутящий момент при завинчивании), измеренные во время испытаний при высокой температуре для 35 циклов завинчивания/отвинчивания двух образцов гаек М12 и М16 соответственно.
Как становится понятно из значений, гайки известного уровня техники не позволяют удовлетворить требованиям сохранения характеристик гаек постоянными и высокими с точки зрения стопорного крутящего момента, в особенности в таких технологических ситуациях, в которых гайки должны быть многократно безопасно использованы на так называемых изнашиваемых деталях, которые требуют большого количества замен в течение срока службы устройств, деталями которого они являются.
В качестве примера такого использования может быть изнашиваемая деталь для автомобиля, в котором предусматривается, что после каждой замены использованной детали новая установленная деталь сохраняет высокую рабочую надежность.
Эта проблема существует, конечно, как для использования при температуре окружающей среды (фиг.1 и 2), так и для использования при высокой температуре (фиг.3 и 4).
Заявитель обратил внимание, по существу, что в результате технологической эволюции в существующей практике при применении гаек известного уровня техники, в особенности для крепежных изнашиваемых деталей, существует проблема в том, что замена использованных деталей также обязательно связана с заменой гаек для того, чтобы избежать риска ухудшения характеристик самих гаек.
Поэтому существует техническая проблема в том, чтобы избегать замены гаек, которая происходит, например, после ремонтных работ на изнашиваемых деталях, потому что замена гаек включает в себя как высокие ремонтные затраты, так и расход материала; это последнее является проблемой относительно возросшей чувствительности рынка к видимому ограничению использования энергетических ресурсов.
Сущность изобретения
Целью настоящего изобретения является создание гайки, которая при сохранении структуры гаек известного уровня техники позволяет при ограниченных материальных затратах получить преимущества в:
- работе при температуре окружающей среды и при повышенных температурах, например, по меньшей мере, свыше 300°С;
- обеспечении при всех условиях стопорных крутящих моментов при отвинчивании приблизительно в 2 раза выше, чем у гаек известного уровня техники;
- обеспечении по существу неизменяющихся тормозных стопорных крутящих моментов при завинчивании и отвинчивании для большого числа циклов завинчивания/отвинчивания, например, по меньшей мере, для 30 циклов завинчивания/отвинчивания.
Эта цель достигается посредством улучшенной самостопорящейся гайки и соответствующего процесса изготовления согласно формуле изобретения.
Согласно предпочтительному варианту осуществления самостопорящаяся гайка содержит верхний резьбовой фланец, имеющий продольные щели V-образной или U-образной формы с острой кромкой, образующие в самом фланце множество круговых дуговых сегментов, и одну наружную винтовую пружину, установленную для сжатия сегментов и выполненную из дисперсионно-твердеющей нержавеющей стали.
Согласно дополнительному признаку гайки в соответствии с настоящим изобретением пружина выполнена из дисперсионно-твердеющей стали полуаустенитного типа.
Краткое описание чертежей
Эти и дополнительные признаки и преимущества настоящего изобретения будут более понятны из последующего подробного описания предпочтительного варианта осуществления, приведенного с помощью неограничивающего примера со ссылкой на прилагаемые чертежи, на которых компоненты, обозначенные одинаковыми ссылочными позициями, обозначают компоненты, имеющие одинаковую функциональность и структуру, и на которых:
Фиг.1 (предшествующий уровень техники) показывает значения стопорного крутящего момента в ньютонометрах (Нм), измеренных при повышении числа циклов закручивания/откручивания; значения относятся к испытаниям на использование при температуре окружающей среды, в которых используются два образца гаек М12 известного типа;
Фиг.2 (предшествующий уровень техники) показывает значения стопорного крутящего момента в ньютонометрах (Нм), измеренных при повышении числа циклов закручивания/откручивания; значения относятся к испытаниям на использование при температуре окружающей среды, в которых используются два образца гаек М16 известного типа;
Фиг.3 (предшествующий уровень техники) показывает значения стопорного крутящего момента в ньютонометрах (Нм), измеренных при повышении числа циклов закручивания/откручивания; значения относятся к испытаниям на использование при высокой температуре, в которых используются два образца гаек М12 известного типа;
Фиг.4 (предшествующий уровень техники) показывает значения стопорного крутящего момента в ньютонометрах (Нм), измеренных при повышении числа циклов закручивания/откручивания; значения относятся к испытаниям на использование при высокой температуре, в которых используются два образца гаек М16 известного типа;
Фиг.5 показывает перспективный вид гайки согласно изобретению;
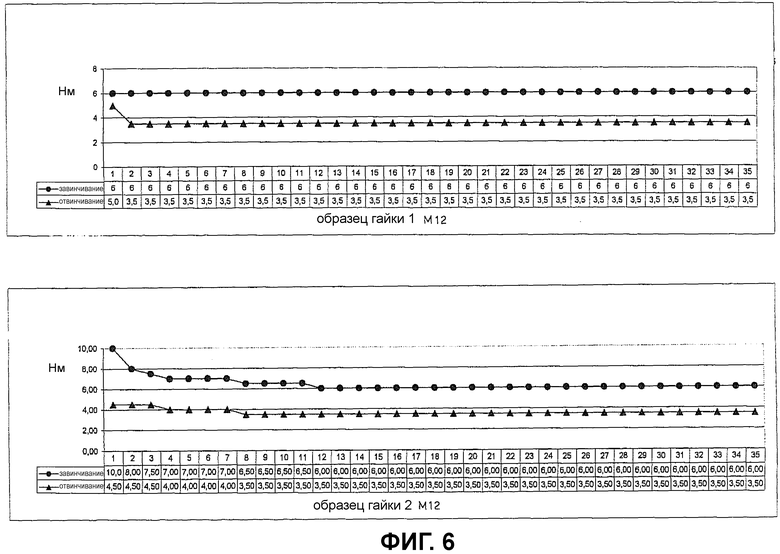
Фиг.6 (предшествующий уровень техники) показывает значения стопорного крутящего момента в ньютонометрах (Нм), измеренных при повышении числа циклов закручивания/откручивания; значения относятся к испытаниям на использование при температуре окружающей среды, в которых используются два образца гаек М12 согласно изобретению;
Фиг.7 (предшествующий уровень техники) показывает значения стопорного крутящего момента в ньютонометрах (Нм), измеренных при повышении числа циклов закручивания/откручивания; значения относятся к испытаниям на использование при температуре окружающей среды, в которых используются два образца гаек М16 согласно изобретению;
Фиг.8 (предшествующий уровень техники) показывает значения стопорного крутящего момента в ньютонометрах (Нм), измеренных при повышении числа циклов закручивания/откручивания; значения относятся к испытаниям на использование при высокой температуре, в которых используются два образца гаек М12 согласно изобретению;
Фиг.9 (предшествующий уровень техники) показывает значения стопорного крутящего момента в ньютонометрах (Нм), измеренных при повышении числа циклов закручивания/откручивания; значения относятся к испытаниям на использование при высокой температуре, в которых используются два образца гаек М16 согласно изобретению.
Предпочтительный вариант осуществления изобретения
На фиг.5 показана гайка в соответствии с настоящим изобретением, выполненная с возможностью завинчивания на резьбовой стержень, не показанный на фигуре, расположенный внутри гайки, и выполнена с возможностью, например, закрепления изнашиваемых деталей устройств.
Гайка имеет конструкцию известного типа и содержит фланец 3, на которой намотана винтовая пружина 5, действующая посредством радиального давления на фланец 3 и через него на резьбовой стержень, на который установлена гайка.
Конструкция гайки 1 содержит множество щелей 7, предпочтительно U-образной формы, предусмотренных в самом фланце.
Очевидно, что щели в других вариантах осуществления могут быть V-образной или U-образной формы с острой кромкой.
Щели 7 образуют на фланце 3 множество круговых арочных сегментов 9, имеющих маленькое внешнее верхнее ребро 11.
В предпочтительном варианте осуществления на верхней поверхности конструкции гайки 1 предусмотрено полое гнездо 13; в такое гнездо посажена винтовая пружина 5, которая намотана вокруг фланца 3 и которая выполнена с возможностью радиального сжатия сегментов 9, которые, в свою очередь, выполнены с возможностью приложения определенного давления или силы к резьбовому стержню, на который закручена гайка 1.
При использовании пружина предпочтительно установлена в положении напротив детали, к которой прикреплена гайка, например, к изнашиваемой детали, посредством чего, как может быть легко понятно специалисту в данной области техники, пружина обычно подвергается воздействию температур ниже, чем те, которые достигаются закрепленными деталями.
Винтовая пружина, разработанная в соответствии с размерными параметрами, направленными на достижение заданных значений стопорного крутящего момента, выполнена из проволоки, имеющей различный диаметр в зависимости от размеров гайки.
В предпочтительном варианте осуществления пружина 5 выполнена из дисперсионно-твердеющей нержавеющей стали, называемой также «PH»-сталью (Precipitation Hardening steel), в которой предусмотрено присутствие упрочняющих компонентов или элементов, растворимых при высоких температурах, таких как алюминий или алюминиевые компаунды.
Более предпочтительно пружина выполнена из «PH»-стали полуаустенитного типа, такой как «17-7 РН» сталь, также называемой «AISI 631» сталь.
Предпочтительно процесс производства пружин 5 предусматривает то, что проволочные стержни или прутки из литого сортового проката, выполненные из дисперсионно-твердеющей стали, доводятся до нужного размера, то есть до диаметра, предусмотренного для проволоки пружин, посредством одного или более этапов волочения и промежуточного отжига. На таком этапе получается проволока заданных размеров, выполненная из дисперсионно-твердеющей стали.
В конце этого этапа проволока наматывается в соответствии с заданными размерами диаметров в зависимости от конструкционных параметров и нарезается на длины, составляющие несколько витков, например 2 витка, для того, чтобы достичь заданных значений стопорного крутящего момента.
На последнем этапе таким образом сформированные винтовые пружины подвергаются стабилизирующей термической обработке, предпочтительно термического типа, и устанавливаются на конструкцию гайки так, чтобы выполнить гайку в соответствии с изобретением.
Заявитель экспериментально обнаружил, например, при выполнении испытаний с пружинами, выполненными из дисперсионно-твердеющей стали типа «17-7 РН», что гайки, выполненные с использованием дисперсионно-твердеющей нержавеющей стали, показывают высокие стопорные крутящие моменты при разборке даже для повторяющихся циклов завинчивания/отвинчивания, например, по меньшей мере, 30 циклов.
В частности, заявитель обнаружил, что при повторяющихся циклах завинчивания/отвинчивания характеристики стопорного крутящего момента остаются постоянными, как в случае использования при температуре окружающей среды, например, как при температурах в диапазоне от -50°С до 100°С, так и при повышенной температуре, например, при температурах в интервале от 300°С до 400°С.
Вкратце, заявитель отметил высокое постоянство характеристик стопорного крутящего момента после повторяющихся циклов завинчивания/отвинчивания при температурах, содержащихся в диапазоне от -50°С до 400°С, посредством чего гайки согласно изобретению в особенности удобны в ситуациях, когда требуется их надежное повторное использование.
С помощью примера и для ясности на Фиг.6, 7, 8 и 9 показаны характеристики стопорного крутящего момента образцов гаек, имеющих конструкцию, по существу идентичную конструкции одной из гаек из Фиг.1, 2, 3 и 4 согласно предшествующему уровню техники.
Экспериментальные испытания гаек согласно изобретению были выполнены как с помощью испытаний при температуре окружающей среды (Фиг. 6, 7), так и с помощью испытаний, в которых гайки были подвергнуты термическому напряжению посредством нагревания приблизительно до 300°С (Фиг.8 и 9) таким же способом, что и для испытаний, выполненных на гайках согласно предшествующему уровню техники (Фиг.1-4).
Испытания были выполнены на гайках М12 (Фиг.6 и 8) и М16 (Фиг.7 и 9).
Во всех случаях значения были измерены при повторяющихся циклах завинчивания/отвинчивания (35 циклов).
Для специалиста в данной области техники легко понятно, что возможно сделать вывод из вышеупомянутых значений, например, путем сравнения значений, показанных на Фиг.1, 2, 3 и 4, относящихся к гайкам согласно предшествующему уровню техники, и значений, показанных на Фиг.6, 7, 8, 9, относящихся к гайкам согласно изобретению, что стопорные крутящие моменты в случае использования пружин согласно изобретению лучше приблизительно в два раза, чем стопорные крутящие моменты гаек согласно предшествующему уровню техники, и, главным образом, по существу постоянны при повышении числа циклов закручивания/раскручивания.
Поэтому благодаря изобретению возможно использовать несколько раз и без рисков гайку согласно изобретению на изнашиваемых деталях, которые требуют большого числа замен за их срок работы, независимо от того, используется ли гайка на деталях, которая работает при низкой или при высокой температуре.
Конечно, возможны очевидные изменения и/или варианты к вышеупомянутому раскрытию относительно размеров, форм и компонентов, а также деталей описанной конструкции и способу работы без отхода от объема изобретения, определенного в последующей формуле изобретения.






Настоящее изобретение относится к самостопорящейся гайке (1), содержащей верхний резьбовой фланец (3), в котором предусмотрены щели (7) V-образной или U-образной формы, образующие во фланце множество круговых дуговых сегментов, сжимаемых наружной винтовой пружиной (5). Щели фланца имеют такую ширину, которая не позволяет взаимный контакт круговых дуговых сегментов (9), сжимаемых пружиной. Пружина самостопорящейся гайки выполнена из дисперсионно-твердеющей нержавеющей стали полуаустенитного типа. Обеспечивается постоянный высокий стопорный крутящий момент при разборке для повторяющихся циклов завинчивания/отвинчивания. Изобретение относится также к способу изготовления гайки. 2 н. и 4 з.п. ф-лы, 9 ил.
1. Самостопорящаяся гайка (1), содержащая верхний резьбовой фланец (3), в котором предусмотрены продольные щели (7) V-образной или U-образной формы, причем с острой кромкой, образующие во фланце множество круговых дуговых сегментов (9), сжимаемых наружной винтовой пружиной (5), причем упомянутые щели имеют такую ширину, чтобы не позволить взаимного контакта упомянутых круговых дуговых сегментов (9), отличающаяся тем, что
упомянутая пружина выполнена из дисперсионно-твердеющей нержавеющей стали полуаустенитного типа,
причем гайка обеспечивает постоянный высокий стопорный крутящий момент при разборке для повторяющихся циклов завинчивания/отвинчивания.
2. Самостопорящаяся гайка (1) по п.1, отличающаяся тем, что пружина содержит в качестве упрочняющего элемента упомянутой стали алюминий или его компаунд, содержащий алюминий.
3. Способ производства самостопорящейся гайки, содержащий этапы:
- выполнения конструкции гайки (1), содержащей верхний резьбовой фланец (3), имеющий продольные щели (7) V-образной или U-образной формы, причем с острой кромкой, образующие во фланце множество круговых дуговых сегментов (9), выполненных с возможностью сжимания внешней винтовой пружиной (5);
- изготовления винтовой пружины (5) из дисперсионно-твердеющей нержавеющей стали полуаустенитного типа;
- установки пружины (5) на конструкцию гайки (1);
и измерение постоянно высоких значений стопорного крутящего момента при разборке для повторяющихся циклов завинчивания/отвинчивания.
4. Способ по п.3, отличающийся тем, что этап изготовления винтовой пружины, выполненной из дисперсионно-твердеющего сплава, содержит этапы:
- получения проволоки заданного диаметра из проволочных стержней или прутков из сортового проката, выполненных из дисперсионно-твердеющей нержавеющей стали, посредством одного или более этапов волочения и отжига;
- наматывания проволоки в соответствии с заданным диаметром;
- нарезания намотанной проволоки в соответствии с заданной длиной для получения упомянутой винтовой пружины (5).
5. Способ по п.3 или 4, отличающийся тем, что этап изготовления винтовой пружины содержит дополнительный этап:
- подвергания пружины обработке стабилизацией.
6. Способ по п.3 или 4, отличающийся тем, что этап изготовления винтовой пружины содержит дополнительный этап:
- подвергания пружины обработке стабилизацией термического типа.
| US 5160227 A, 03.11.1992 | |||
| Печь для сжигания твердых и жидких нечистот | 1920 |
|
SU17A1 |
| ДИСПЕРСИОННО-ТВЕРДЕЮЩАЯ МАРТЕНСИТНАЯ НЕРЖАВЕЮЩАЯ СТАЛЬ | 1994 |
|
RU2099437C1 |
| US 4893977 A, 16.01.1990 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ОДИНОЧНОГО ТВЕРДООКСИДНОГО ТОПЛИВНОГО ЭЛЕМЕНТА | 2007 |
|
RU2424604C1 |

