Область техники
Изобретение относится к атомной энергетике, а более конкретно - к тепловыделяющим сборкам (ТВС) для ядерных реакторов.
Предшествующий уровень техники
Дистанционирующие решетки (ДР) современных бесчехловых ТВС имеют ряд особенностей, среди которых можно отметить высокую скорость ползучести материала ячеек ДР в реакторных условиях. В реакторных условиях за счет радиационной ползучести материала ячеек ДР, выполняющихся, как правило, из циркониевых сплавов, и контактного взаимодействия ячеек с твэльными оболочками, происходит увеличение внутреннего вписанного диаметра ячеек. С учетом уменьшения диаметра твэльных оболочек, характерного для начального и среднего периода эксплуатации ТВС, между ячейками ДР и твэльными оболочками, обычно появляется зазор, и условия контактного взаимодействия оболочек твэлов с ДР качественно изменяются, так как в этом случае твэлы могут контактировать с ячейками ДР не по трем пуклевкам, как обычно бывает в самом начале эксплуатации, а по двум или по одной пуклевке. Таким образом, надежность фиксации твэльных оболочек ухудшается, и в контактных парах «твэл-ячейка ДР» при воздействии пульсирующих нагрузок со стороны потока теплоносителя, могут возникнуть взаимные перемещения, что, в принципе, может привести к проблемам, связанным с фреттинг-износом твэльных оболочек.
Известен способ изготовления дистанционирующих решеток (Патент РФ №2322710 "Способ изготовления дистанционирующих решеток для тепловыделяющей сборки ядерного реактора", заявлен 02.05.2006, МПК G21C 3/344), включающий механическую формовку отдельных ячеек, набор их в поле с введением в отверстия под направляющие каналы и трубу центральную технологических вкладышей, размер которых учитывает деформацию дистанционирующей решетки при сварке и термообработке. Данный способ изготовления обладает тем недостатком, что не учитывает условия взаимодействия твэльных оболочек с ячейками дистанционирующих решеток как в процессе сборки пучка, так и при последующей эксплуатации.
Известен способ изготовления дистанционируюшей решетки (Патент РФ №2360306 "Способ дистанционирующих решеток тепловыделяющей сборки ядерного реактора и устройство для его осуществления", заявлен 19.04.2007, МПК G21C 3/34, G21C 2/00), включающий размещение ячеек в ободе и сварку их между собой и ободом. После отжига ячейки контролируют при помощи шаров-калибров и по результатам контроля выполняют дорновку или обжим ячеек для получения нужного вписанного диаметра отверстия чяеек под установку твэл. Недостатком данного решения является также неучет последующих условий взаимодействия твэльных оболочек с ячейками дистанционирующих решеток как в процессе сборки пучка, так и при последующей эксплуатации.
Известен способ изготовления дистанционирующей решетки (Патент РФ №2256960 "Дистанционирующая решетка и способ изготовления дистанционирующей решетки", заявлен 22.10.2003 МПК G21C 3/34, G21C 21/00), при котором на сопрягаемых поверхностях фигурных ячеек выполнены монтажные площадки с калиброванием их до заданного размера наружной поверхности путем пластической деформации заготовок и последующей термофиксацией. Данный способ изготовления дистанционирующих решетек позволят уменьшить отклонения размера "под ключ" дистанционирующей решетки. Но он также не решает вопросов, связанных с оптимизацией условий взаимодействия твэльных оболочек с ячейками ДР в реакторных условиях.
Наиболее близким по технической сущности и достигаемому эффекту является способ изготовления дистанционирующих решеток /2/, что и принимаем за прототип.
Раскрытие изобретения
Целью изобретения является улучшение термомеханического поведения тепловыделяющей сборки при эксплуатации.
Задачей изобретения является оптимизация взаимодействия оболочек твэлов с ячейками дистанционирующих решеток в процессе эксплуатации, уменьшение вероятности возникновения зазоров между твэльными оболочками и ячейками дистанционирующих решеток в процессе эксплуатации.
Техническим результатом изобретения является создание технологии изготовления ячеек дистанционирующих решеток, способствующей уменьшению зазоров между твэльными оболочками и ячейками в процессе эксплуатации.
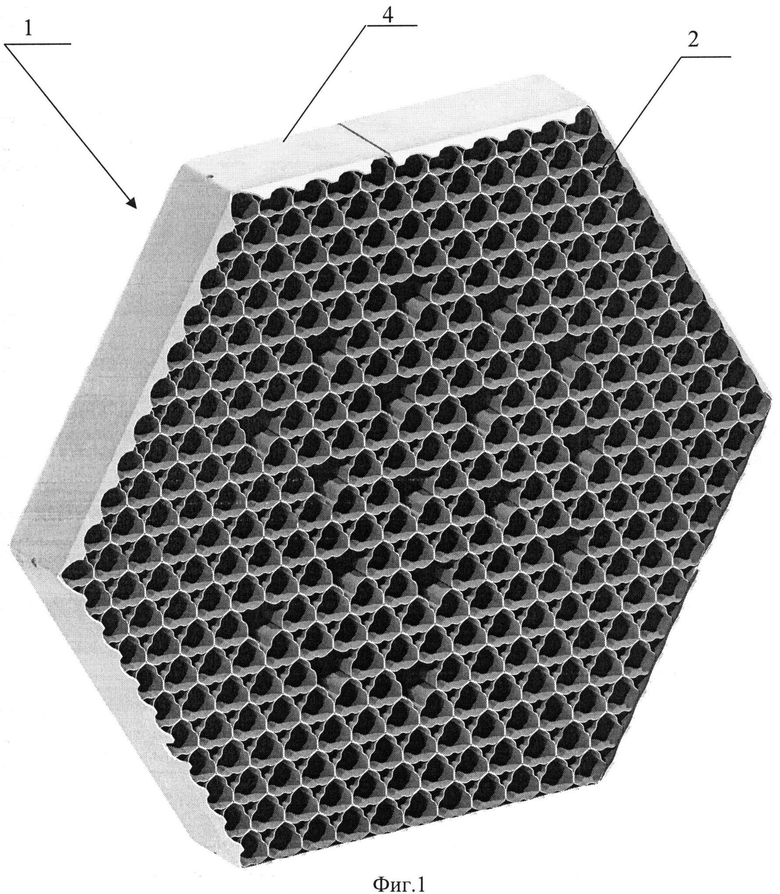
Поставленная цель достигается тем, что предлагается способ изготовления ячеек дистанционирующей решетки (1) тепловыделяющей сборки, включающий изготовление ячеек (2) с внутренними выступами (3), закрепленные между собой и ободом (4) с последующим отжигом. Новым является то, что на конечном этапе изготовления дистанционирующей решетки в ячейках (2) создают определенные остаточные напряжения, за счет которых при эксплуатации ТВС в реакторных условиях внутренний вписанный диаметр ячеек постепенно уменьшается, обеспечивая более плотный контакт с твэльными оболочками.
При данном способе изготовления используется эффект частичного возврата формы ячеек дистанционирующих решеток после их пластического деформирования за счет релаксации остаточных напряжений в материале ячеек в условиях, при которых проявляется ползучесть конструкционных материалов, в том числе в реакторных условиях. Возврат формы ячеек ДР в реакторных условиях должен приводить к постепенному уменьшению внутреннего вписанного диаметра ячеек за счет релаксации остаточных напряжений в материале ячеек.
Данное решение позволяет обеспечить более длительную работу контактной пары «твэл-ячейка ДР» в упругой области и более надежную фиксацию твэльных оболочек при эксплуатации. Данное решение также может быть использовано в целях уменьшения начальных упругих натягов в контактных парах «твэл-ячейка ДР», что приведет к снижению максимальных усилий в элементах ТВС, возникающих в ходе эксплуатации при избыточном удлинении твэлов относительно направляющих каналов.
Краткое описание чертежей
Сущность изобретения поясняется чертежами, на которых представлены:
фиг.1 - дистанционирующая решетка;
фиг.2 - ячейка с внутренними выступами.
Варианты осуществления изобретения
Способ изготовления ячеек дистанционирующей решетки (1) тепловыделяющей сборки включает изготовление ячеек (2) с внутренними выступами (3), закрепление их между собой и ободом (4), последующий отжиг. На конечном этапе изготовления дистанционирующей решетки в ее ячейках создают определенные остаточные напряжения, за счет которых при эксплуатации ТВС в реакторных условиях внутренний вписанный диаметр ячеек постепенно уменьшается, обеспечивая более плотный контакт с твэльными оболочками.
Для создания необходимых остаточных напряжений в материале ячеек ДР, при которых в реакторных условиях должно происходить постепенное уменьшение внутреннего вписанного диаметра ячеек вследствие протекания процессов релаксации за счет радиационной ползучести материала ячеек, предлагается на этапе штамповки ячеек использовать такую настройку оборудования, при которой внутренний вписанный диаметр ячеек, получаемый после их штамповки и последующего отжига, был бы заведомо меньше проектного значения (для ячеек ДР ТВС для ВВЭР - на величину порядка нескольких десятых долей миллиметра). Температура и длительность отжига может быть стандартной, при которой обеспечивается релаксация остаточных напряжений в материале ячеек ДР.
На последнем этапе изготовления дистанционирующей решетки, или при сборке пучка твэлов, необходимо вновь пластически деформировать ячейки в сторону увеличения их внутреннего вписанного диаметра с целью создания в ячейках внутренних остаточных напряжений, которые впоследствии при эксплуатации будут релаксировать за счет ползучести конструкционного материала ячеек, уменьшая их внутренний вписанный диаметр, осуществляя частичный возврат ячеек к первоначальной (до пластического деформирования) форме. Величина повторной пластической деформации ячеек ДР должна быть такой, при которой внутренний вписанный диаметр ячеек увеличивается на величину, приблизительно на порядок большую по сравнению с упругой деформацией ячеек (для ячеек ДР ТВС для ВВЭР - на величину порядка нескольких десятых долей миллиметра).
Для выполнения данной операции при сборке пучка твэлов предлагается использовать технологический дорн, вызывающий увеличение внутреннего вписанного диаметра ячеек ДР за счет пластического деформирования материала ячеек. При этом проектное значение внутреннего вписанного диаметра ячеек ДР после их раздорновки должно быть выбрано с учетом его последующего уменьшения в процессе эксплуатации за счет частичного возврата формы ячеек ДР в ходе релаксации остаточных напряжений в материале ячеек в реакторных условиях.
После выполнения пластического деформирования ячеек ДР с целью увеличения их внутреннего вписанного диаметра ячейки не должны подвергаться воздействиям, при которых возможны ползучесть либо пластическое деформирование их конструкционного материала вплоть до начала эксплуатации ТВС.
Промышленная применимость
Изобретение имеет промышленную применимость для активных зон реакторных установок отечественного производства типа ВВЭР и активных зон зарубежных PWR. Изобретение также может быть реализовано в любом промышленном теплообменном оборудовании, содержащем нагревательные элементы, сформированные в пучок, и дистанционирующие решетки.
Изобретение распространяется на любые виды дистанционирующих решеток сотового типа, используемые в активных зонах реакторных установок.
Предлагаемое изобретение позволит улучшить условия изготовления тепловыделяющей сборки, снизить вероятность фреттинг-износа тепловыделяющих элементов и уменьшить максимальные усилия в элементах ТВС в процессе эксплуатации.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДИСТАНЦИОНИРОВАНИЯ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ | 2013 |
|
RU2532261C1 |
| Дистанционирующая решетка тепловыделяющей сборки ядерного реактора (варианты) | 2022 |
|
RU2778040C1 |
| ДИСТАНЦИОНИРУЮЩАЯ РЕШЕТКА СБОРКИ ТЕПЛОВЫДЕЛЯЮЩЕЙ | 2010 |
|
RU2461086C2 |
| ТЕПЛОВЫДЕЛЯЮЩАЯ СБОРКА ЯДЕРНОГО РЕАКТОРА | 2007 |
|
RU2340019C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСТАНЦИОНИРУЮЩЕЙ РЕШЕТКИ ТЕПЛОВЫДЕЛЯЮЩЕЙ СБОРКИ ЯДЕРНОГО РЕАКТОРА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2360306C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСТАНЦИОНИРУЮЩИХ РЕШЁТОК ДЛЯ ТЕПЛОВЫДЕЛЯЮЩИХ СБОРОК | 2002 |
|
RU2223558C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСТАНЦИОНИРУЮЩИХ РЕШЕТОК ДЛЯ ТЕПЛОВЫДЕЛЯЮЩЕЙ СБОРКИ | 2002 |
|
RU2246769C2 |
| СПОСОБ ПРЕДОТВРАЩЕНИЯ ОБРАЗОВАНИЯ ЗАДИРОВ НА ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТАХ И ДИСТАНЦИОНИРУЮЩАЯ РЕШЕТКА | 1999 |
|
RU2175456C2 |
| Тепловыделяющая сборка ядерного реактора и способ ее изготовления | 2024 |
|
RU2829499C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСТАНЦИОНИРУЮЩИХ РЕШЕТОК ДЛЯ ТЕПЛОВЫДЕЛЯЮЩЕЙ СБОРКИ ЯДЕРНОГО РЕАКТОРА | 2006 |
|
RU2322710C2 |
Изобретение относится к тепловыделяющим сборкам ядерных реакторов. Способ изготовления ячеек дистанционирующей решетки тепловыделяющей сборки включает изготовление ячеек с внутренними выступами, закрепление их между собой и ободом, последующий отжиг. На конечном этапе изготовления дистанционирующей решетки в ее ячейках создают определенные остаточные напряжения, за счет которых при эксплуатации ТВС в реакторных условиях внутренний вписанный диаметр ячеек постепенно уменьшается, обеспечивая более плотный контакт с твэльными оболочками. 2 ил.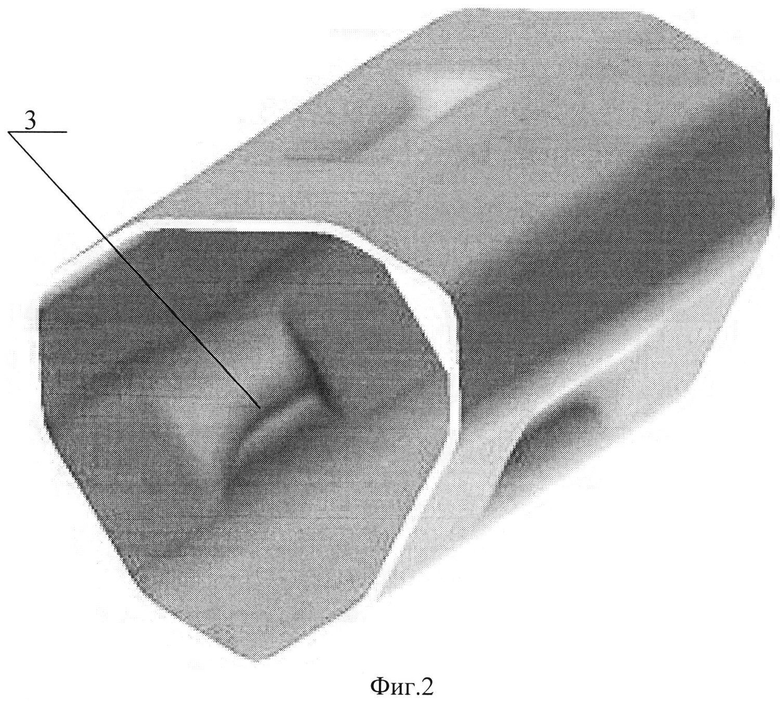
Способ изготовления ячеек дистанционирующей решетки (1) тепловыделяющей сборки, включающий изготовление ячеек (2) с внутренними выступами (3), закрепление их между собой и ободом (4), последующий отжиг, отличающийся тем, что на конечном этапе изготовления дистанционирующей решетки в ее ячейках создают остаточные напряжения, за счет которых при эксплуатации ТВС в реакторных условиях внутренний вписанный диаметр ячеек постепенно уменьшается, как максимум на величину возможного зазора (Δ) между внутренними выступами и оболочкой твэла, обеспечивая более плотный контакт с твэльными оболочками.
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛОВЫДЕЛЯЮЩЕЙ СБОРКИ ЯДЕРНОГО РЕАКТОРА | 2003 |
|
RU2255383C2 |
| Судовой вспомогательный парогенератор | 1982 |
|
SU1084188A1 |
| US7561654 B2, 14.07.2009 | |||
| US20090257546 A1, 15.10.2009 | |||

