Изобретение относится к атомной энергетике и может найти применение в тепловыделяющих сборках (ТВС) ядерных реакторов для дистанционирования тепловыделяющих элементов (ТВЭЛ).
Известен способ изготовления дистанционирующей решетки, включающий изготовление из сплава циркония с 1% ниобия шестигранного обода и ячеек с внутренними выступами, размещение в нем и закрепление точечной сваркой между собой и к ободу ячеек с внутренними выступами (см. Б.А.Дементьев. "Ядерные энергетические ректоры, 11е издание. - М., Энергоатомиздат, 1990 г., стр.44). Недостатками способа изготовления дистанционирующей решетки из циркониевого сплава являются:
- невысокая упругость выступов ячеек, не способных при установке тепловыделяющих элементов в достаточной мере упруго деформироваться;
- склонность циркония к налипанию и схватыванию (см. Металлургия циркония, перевод с английского. - М., Иностранная литература, 1959 г., стр.162-163), что не исключает повреждений поверхности циркониевой оболочки ТВЭЛ при сборке ТВС;
- внутренние напряжения, возникающие при точечной сварке ячеек между собой, не исключающие деформацию и перекос ячеек в дистанционирующей решетке и соответственно не исключающие повреждений поверхности тепловыделяющих элементов при запрессовке их в ячейки.
Известен способ изготовления дистанционирующей решетки из циркониевого сплава, включающий изготовление из сплава циркония с 1% ниобия шестигранного обода и ячеек с внутренними выступами, размещение в нем и закрепление точечной сваркой между собой и к ободу ячеек с внутренними выступами (см. Патент RU 2127001 по заявке 97104685/25 от 27.03.1997, опубликован 27.02.1999, бюллетень №6, МКИ 6 G21C 3/34 "Дистанционирующая решетка ТВС"). Известные недостатки известного способа присущи и способу по патенту 2127001.
Известно, что в дистанционирующей решетке тепловыделяющей сборки ядерного реактора ВВЭР-1000 имеется 312 ячеек под тепловыделяющие элементы, 18 отверстий под направляющие каналы и одно отверстие для центральной трубы.
Отверстия под направляющие каналы и под центральную трубу не содержат ячеек и образованы стенками ячеек, периферийно расположенных вокруг каждого направляющего канала и центральной трубы (см. "Разработка, производство и эксплуатация тепловыделяющих элементов энергетических реакторов". Книга 1./Под ред. Ф.Г.Решетникова. - М.: Энергоатомиздат, 1995 г., с.184, табл.7.1). В процессе изготовления дистанционирующей решетки в результате пружинящих свойств стенок ячеек вписанная окружность в отверстиях между ячейками под направляющие каналы и центральную трубу становится по диаметру меньше заданного, в связи с чем требуется ее восстановление до заданного исполнительного размера путем дорнования, которое, в свою очередь, приводит к деформации ячеек вокруг каждого направляющего канала и центральной трубы, потере межосевых размеров между ячейками и размеров вписанных окружностей в ячейки под тепловыделяющие элементы.
Наиболее близким по технической сущности и достигаемому эффекту является способ изготовления дистанционирующих решеток для тепловыделяющей сборки, включающий механическую формовку отдельных ячеек, химическую обработку, набор ячеек в поле с введением в отверстия под направляющие каналы и центральную трубу технологических вкладышей, сварку ячеек в решетку и термическую обработку (см. патент РФ №2246769, МПК7 G21C 3/34) - прототип.
Недостатком способа-прототипа является увеличение времени термообработки за счет разогрева и охлаждения дополнительного объема металла, недолговечность технологических вкладышей из-за многократных температурных изменений и окислений, а также усложнение процесса из-за необходимости фиксации технологических вкладышей при технологических перемещениях, химической и термообработке.
Технической задачей изобретения является уменьшение времени термообработки, увеличение срока службы технологических вкладышей и упрощение процесса изготовления дистанционирующей решетки.
Эта техническая задача решается тем, что в способе изготовления дистанционирующих решеток для тепловыделяющей сборки ядерного реактора из нержавеющих сталей или сплавов циркония, включающем механическую формовку отдельных ячеек, химическую обработку, набор ячеек в поле с введением в отверстия под направляющие каналы и центральную трубу технологических вкладышей, сварку ячеек в решетку и термическую обработку, согласно изобретению, технологические вкладыши выполняют размером, равным произведению диаметра направляющего канала, в одном случае, и диаметра центральной трубы в другом, на коэффициент, учитывающий деформацию решетки при сварке и термообработке, и удаляют вкладыши после сварки.
Такое выполнение способа изготовления дистанционирующей решетки позволит повысить качество изготовления за счет использования технологических вкладышей, устанавливаемых в отверстия для направляющих каналов и центральной трубы, предупреждающих деформацию ячеек в сторону этих отверстий при сварке, увеличить срок службы технологических вкладышей и упростить процесс изготовления дистанционирующей решетки, уменьшить норму расхода ячеек.
На чертежах представлены:
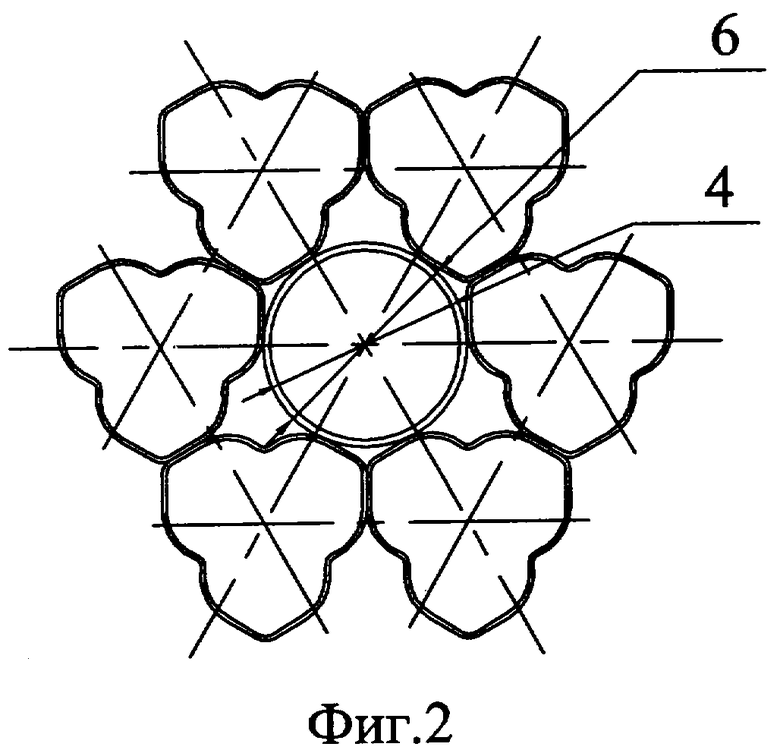
фиг.1 - дистанционирующая решетка для тепловыделяющей сборки;
фиг.2 - технологический вкладыш в дистанционирующей решетке.
Дистанционирующая решетка для ядерного реактора ВВЭР-1000 включает ячейки 1, закрепленные между собой точечной сваркой с образованием восемнадцати отверстий 2 под направляющие каналы (не показаны) и одного отверстия 3 под центральную трубу (не показана) с заданной вписанной окружностью 4 в каждом отверстии 2, 3. В каждое отверстие 2, 3 перед сваркой введены технологические вкладыши 5 диаметром 6. Обод 7 закреплен к периферийным ячейкам 1 точечной сваркой.
Способ изготовления дистанционирующей решетки осуществляют следующим образом.
Ячейки 1 из циркониевого сплава с 1% ниобия или из нержавеющей стали с внутренними выступами выкладывают с образованием поля ячеек 1 с внутренними выступами, в образованные отверстия 2, 3 с вписанной окружностью 4 под направляющие каналы и одну центральную трубу вводят вкладыши 5, точечной сваркой закрепляют между собой ячейки 1 и удаляют вкладыши 5 из поля ячеек.
Например, для решеток из нержавеющей стали вкладыши 5 изготавливают диаметром 12,75 мм при диаметре канальной трубы 12,6 мм, поскольку коэффициент учета деформации решетки при сварке и термообработке равен 1,012.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСТАНЦИОНИРУЮЩИХ РЕШЕТОК ДЛЯ ТЕПЛОВЫДЕЛЯЮЩЕЙ СБОРКИ | 2002 |
|
RU2246769C2 |
| СПОСОБ ПРЕДОТВРАЩЕНИЯ ОБРАЗОВАНИЯ ЗАДИРОВ НА ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТАХ И ДИСТАНЦИОНИРУЮЩАЯ РЕШЕТКА | 1999 |
|
RU2175456C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСТАНЦИОНИРУЮЩЕЙ РЕШЕТКИ ТЕПЛОВЫДЕЛЯЮЩЕЙ СБОРКИ ЯДЕРНОГО РЕАКТОРА | 2006 |
|
RU2322709C2 |
| Тепловыделяющая сборка ядерного реактора и способ ее изготовления | 2024 |
|
RU2829499C1 |
| ТЕПЛОВЫДЕЛЯЮЩАЯ СБОРКА ЯДЕРНОГО РЕАКТОРА | 2000 |
|
RU2195719C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСТАНЦИОНИРУЮЩЕЙ РЕШЕТКИ ТЕПЛОВЫДЕЛЯЮЩЕЙ СБОРКИ ЯДЕРНОГО РЕАКТОРА | 2010 |
|
RU2450374C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСТАНЦИОНИРУЮЩЕЙ РЕШЕТКИ | 2013 |
|
RU2524172C1 |
| СПОСОБ КОНТРОЛЯ КОНТАКТНО-ТОЧЕЧНЫХ СВАРНЫХ СОЕДИНЕНИЙ | 2001 |
|
RU2196668C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛОВЫДЕЛЯЮЩЕЙ СБОРКИ ЯДЕРНОГО РЕАКТОРА | 2003 |
|
RU2255383C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСТАНЦИОНИРУЮЩЕЙ РЕШЕТКИ ИЗ ЦИРКОНИЕВОГО СПЛАВА | 2003 |
|
RU2244348C2 |
Изобретение относится к атомной энергетике и может найти применение в тепловыделяющих сборках (ТВС) ядерных реакторов для дистанционирования тепловыделяющих элементов (ТВЭЛ). Изготовление дистанционирующих решеток включает механическую формовку отдельных ячеек, химическую обработку, набор ячеек в поле с введением в отверстия под направляющие каналы и центральную трубу технологических вкладышей, сварку ячеек в решетку и термическую обработку, технологические вкладыши выполняют размером, равным произведению диаметра направляющего канала или диаметра центральной трубы на коэффициент, учитывающий деформацию дистанционирующей решетки при сварке и термообработке, и удаляют вкладыши после сварки. Изобретение позволяет уменьшить время термообработки, увеличить срок службы технологических вкладышей и упростить процесс изготовления дистанционирующих решеток. 2 ил.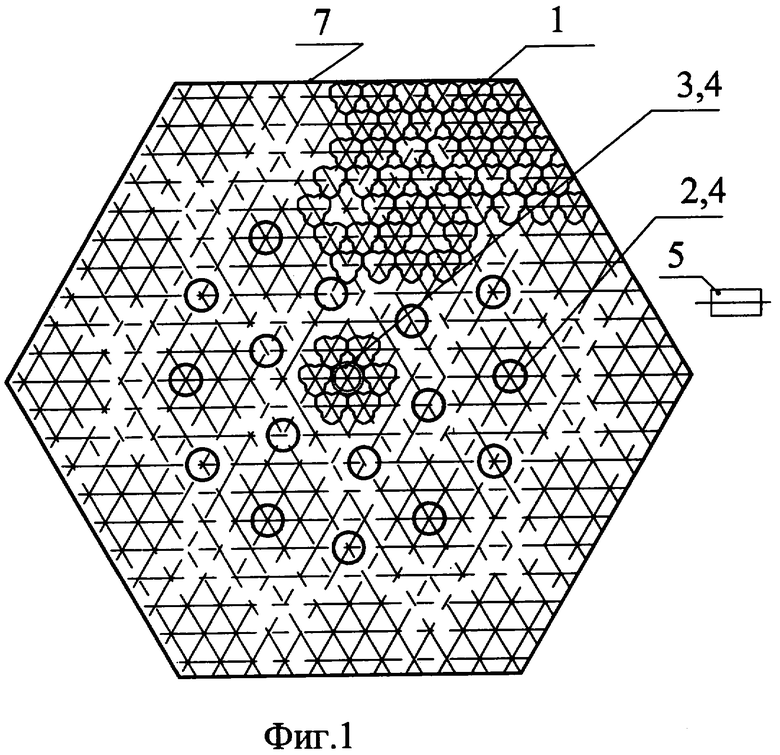
Способ изготовления дистанционирующих решеток для тепловыделяющей сборки ядерного реактора, включающий механическую формовку отдельных ячеек, химическую обработку, набор ячеек в поле с введением в отверстия под направляющие каналы и центральную трубу технологических вкладышей, сварку ячеек в решетку и термическую обработку, отличающийся тем, что технологические вкладыши выполняют размером, равным произведению диаметра направляющего канала или диаметра центральной трубы на коэффициент, учитывающий деформацию дистанционирующей решетки при сварке и термообработке, и удаляют вкладыши после сварки.
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСТАНЦИОНИРУЮЩИХ РЕШЕТОК ДЛЯ ТЕПЛОВЫДЕЛЯЮЩЕЙ СБОРКИ | 2002 |
|
RU2246769C2 |
| ДИСТАНЦИОНИРУЮЩАЯ РЕШЕТКА И СПОСОБ ИЗГОТОВЛЕНИЯ ДИСТАНЦИОНИРУЮЩЕЙ РЕШЕТКИ | 2003 |
|
RU2256960C1 |
| РЕШЕТКА ДЛЯ КАССЕТЫ С ЯДЕРНЫМ ТОПЛИВОМ И ВКЛАДЫШ ДЛЯ ТАКОЙ РЕШЕТКИ | 1998 |
|
RU2173485C2 |
| US 4306937 A, 22.12.1981. | |||

