Изобретение относится к плавучим средствам, предназначенным для специальных целей, а именно к понтонам, плавучим докам, плотам и другим плавучим сооружениям, в частности к способам изготовления крепежных элементов, отливаемых из пластика и предназначенных для соединения плавучих элементов и образования плавучих платформ.
Наиболее близким по технической сущности к предлагаемому изобретению является выбранный в качестве прототипа способ изготовления пластикового крепежного элемента плавучей платформы, заключающийся в отливе крепежного элемента, выполняемого за единое целое методом экструзионно-выдувного формования (патент США №3824644, фиг. 5 и 6, от 23.07.1974 года).
Недостатками прототипа являются низкие технологические возможности изготовления пластикового крепежного элемента из-за необходимости применения дорогостоящего и громоздкого оборудования при изготовлении крепежного элемента в виде единой детали методом экструзионно-выдувного формования, а также из-за низкого качества изготовления изделия и в случае выполнения его с дефектом из-за необходимости замены всей детали целиком.
Технический результат, достигаемый предлагаемым изобретением, заключается в повышении технологичности изготовления за счет снижения трудоемкости изготовления и материалозатрат путем уменьшения отходов при производстве и удешевления оснастки при исключении использования дорогостоящего и громоздкого оборудования и за счет рациональности выбора оборудования при отливе отдельных небольших деталей в пресс-формах меньшего размера, а также в повышении точности изготовления при отливе отдельных частей крепежного элемента с заданными размерами его стенок и улучшения качества отлива.
Поставленный технический результат достигается тем, что способ изготовления пластикового крепежного элемента плавучей платформы по варианту 1 заключается в том, что изготавливают пресс-формы для шляпки с по крайней мере одним гнездом для ключа и по крайней мере двумя фиксирующими защелками и для концевой части крепежного элемента с по крайней мере одним запорным выступом на боковой поверхности, отливают в соответствующих пресс-формах путем впрыска расплавленного пластика под давлением изделие в виде коаксиально расположенных тарелки, основного и дополнительного стаканов и изделие в виде концевой части с по крайней мере одним запорным выступом на боковой поверхности, экструзионным способом изготавливают трубку, обрезают ее до заданного размера и далее сваривают ее концы соответственно с горловиной дополнительного стакана и концевой частью крепежного элемента с образованием неразрывных соединений, а способ изготовления пластикового крепежного элемента плавучей платформы по варианту 2 заключается в том, что изготавливают пресс-формы для шляпки с по крайней мере одним гнездом для ключа, для дополнительной трубки с по крайней мере двумя фиксирующими защелками и для концевой части крепежного элемента с по крайней мере одним запорным выступом на боковой поверхности, отливают в соответствующих пресс-формах путем впрыска расплавленного пластика под давлением изделие в виде коаксиально расположенных тарелки, основного и охватывающего последний дополнительного стаканов, изделие в виде дополнительной трубки с выступами на внешней поверхности и изделие в виде концевой части с по крайней мере одним запорным выступом на боковой поверхности, экструзионным способом изготавливают основную трубку, обрезают ее до заданного размера и далее сваривают концы последней соответственно с одним концом дополнительной трубки и концевой частью крепежного элемента, а другой конец дополнительной трубки сваривают с горловиной основного стакана с образованием неразрывных соединений.
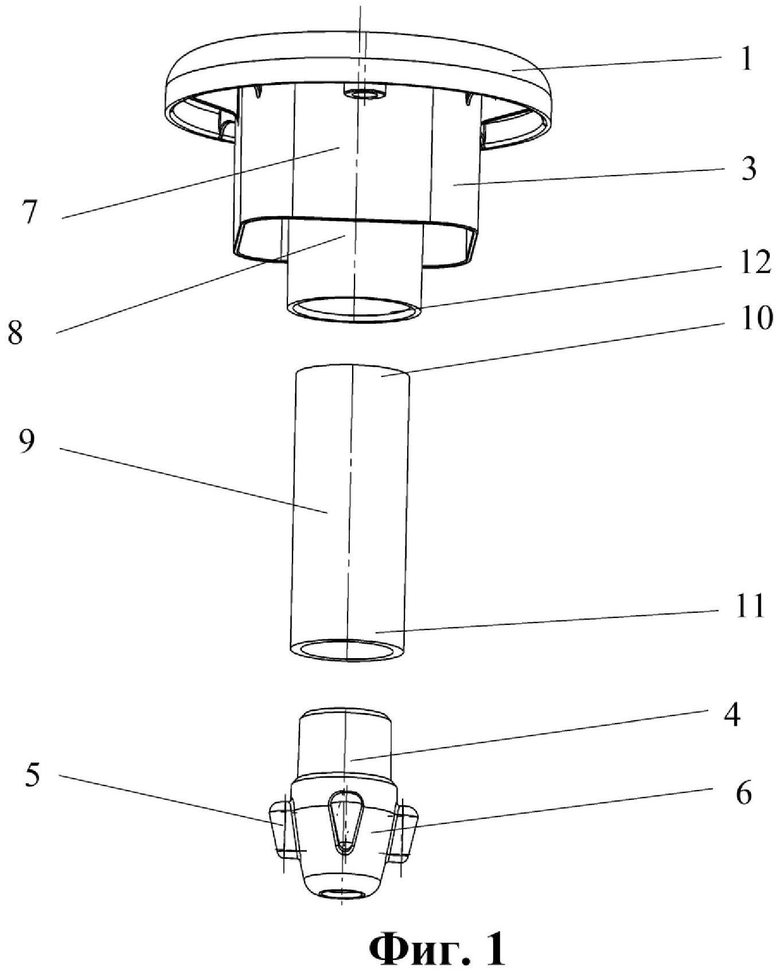
На фиг. 1 изображены отдельные детали пластикового крепежного элемента плавучей платформы, в изометрии, (вариант 1),
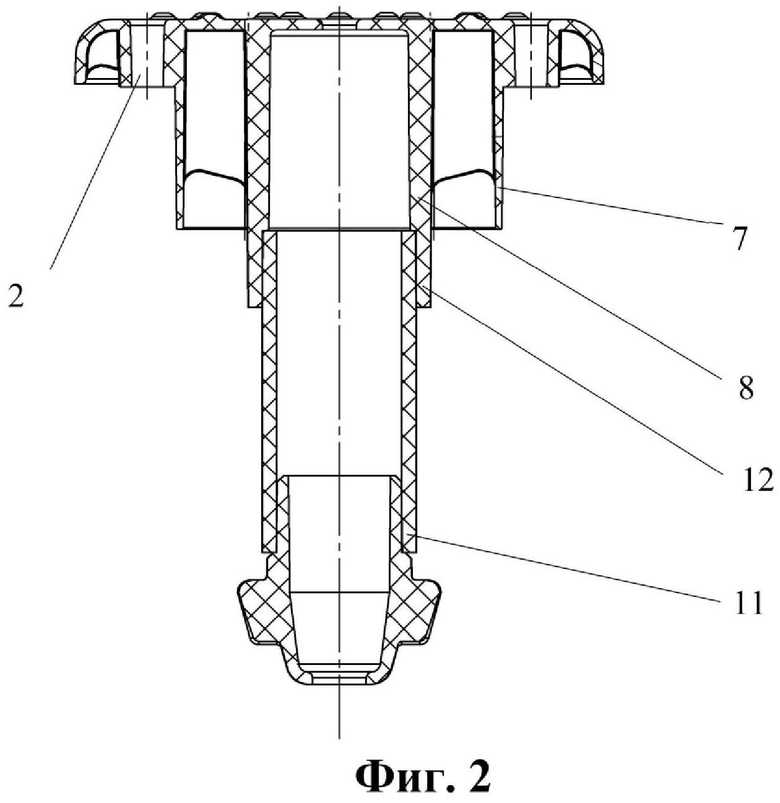
на фиг. 2 - продольный разрез изготовленного пластикового крепежного элемента, (вариант 1),
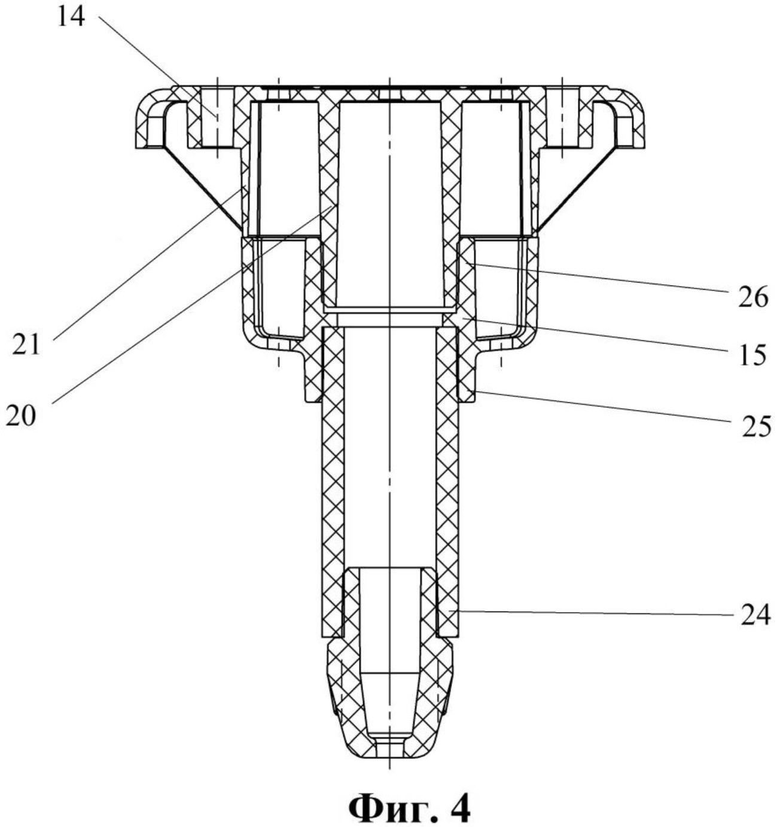
на фиг. 3 - отдельные детали пластикового крепежного элемента плавучей платформы, в изометрии, (вариант 2),
на фиг. 4 - продольный разрез изготовленного пластикового крепежного элемента, (вариант 2).
Способ изготовления пластикового крепежного элемента плавучей платформы по варианту 1 заключается в том, что изготавливают пресс-формы (на чертежах не показаны) для шляпки 1 с, по крайней мере, одним гнездом 2 (на фиг. 2 показаны два отверстия) для ключа (на чертежах не показан) и по крайней мере двумя фиксирующими защелками 3 (на фиг. 1 показаны четыре защелки) и для концевой части 4 крепежного элемента с по крайней мере одним запорным выступом 5 (на фиг. 1 показаны четыре запорных выступа) на боковой поверхности 6, отливают в соответствующих пресс-формах путем впрыска расплавленного пластика под давлением изделие в виде коаксиально расположенных тарелки (1), основного 7 и дополнительного 8 стаканов и изделие в виде концевой части 4 с по крайней мере одним запорным выступом 5 на боковой поверхности 6, экструзионным способом изготавливают трубку 9, обрезают ее до заданного размера и далее сваривают ее концы 10 и 11 (например, с помощью диффузной сварки, включающей нагревание соединяемых участков и их плотное прижатие) соответственно с горловиной 12 дополнительного стакана 8 и концевой частью 4 крепежного элемента с образованием неразрывных соединений (см. фиг. 2), а способ изготовления пластикового крепежного элемента плавучей платформы по варианту 2 заключается в том, что изготавливают пресс-формы (на чертежах не показаны) для шляпки 13 с, по крайней мере, одним гнездом 14 (на фиг. 4 показаны два отверстия) для ключа (на чертежах не показан), для дополнительной трубки 15 с по крайней мере двумя фиксирующими защелками 16 (на фиг. 3 показаны четыре защелки) и для концевой части 17 крепежного элемента с по крайней мере одним запорным выступом 18 (на фиг. 3 показаны четыре запорных выступа) на боковой поверхности 19, отливают в соответствующих пресс-формах путем впрыска расплавленного пластика под давлением изделие в виде коаксиально расположенных тарелки (13), основного 20 и охватывающего последний дополнительного 21 стаканов, изделие в виде дополнительной трубки 15 с выступами (защелками 16) на внешней поверхности и изделие в виде концевой части 17 с по крайней мере одним запорным выступом 18 на боковой поверхности, экструзионным способом изготавливают основную трубку 22, обрезают ее до заданного размера и далее сваривают концы 23 и 24 последней (например, с помощью электромуфтовой сварки) соответственно с одним концом 25 дополнительной трубки 15 и концевой частью 17 крепежного элемента, а другой конец 26 дополнительной трубки 15 сваривают с горловиной 27 основного стакана 20 с образованием неразрывных соединений (см. фиг. 4).
Пластиковый крепежный элемент плавучей платформы, изготовленный способом по вариантам 1 и 2, работает следующим образом.
После изготовления крепежного элемента его вставляют в проушины плавучих элементов (на чертежах не показаны), поворачивают ключом и с помощью запорных выступов 5 (вариант 1) или 18 (вариант 2) и фиксирующих защелок 3 или 16 надежно соединяют плавучие элементы в единую плавучую платформу.
Данное техническое решение за счет изготовления пластикового крепежного элемента (способами по вариантам 1 и 2) составным из отдельных деталей позволяет улучшить качество отлива отдельных небольших деталей в пресс-формах меньшего размера путем впрыска расплавленного пластика под давлением, обеспечить точность отлива при выборе заданных размеров стенок крепежного элемента, исключить использование дорогостоящего и громоздкого оборудования экструзионно-выдувного формования, тем самым удешевить оснастку, снизить трудоемкость изготовления и материалозатраты.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПЛАСТИКОВЫЙ КРЕПЕЖНЫЙ ЭЛЕМЕНТ ПЛАВУЧЕЙ ПЛАТФОРМЫ | 2013 |
|
RU2531882C1 |
| ПЛАСТИКОВЫЙ КРЕПЕЖНЫЙ ЭЛЕМЕНТ ПЛАВУЧЕЙ ПЛАТФОРМЫ | 2013 |
|
RU2531881C1 |
| ПЛАСТИКОВЫЙ КНЕХТ ПЛАВУЧЕЙ ПЛАТФОРМЫ | 2013 |
|
RU2520635C1 |
| ГОРЯЧЕКАНАЛЬНОЕ СОПЛО ДЛЯ ВПРЫСКА РАСПЛАВА В БОКОВОМ НАПРАВЛЕНИИ | 2010 |
|
RU2530103C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЩЕТОЧНЫХ ИЗДЕЛИЙ И ЩЕТОЧНОЕ ИЗДЕЛИЕ | 2001 |
|
RU2257826C2 |
| Платформа | 2021 |
|
RU2757142C1 |
| Платформа | 2021 |
|
RU2758070C1 |
| Платформа | 2021 |
|
RU2757492C1 |
| Платформа | 2021 |
|
RU2757140C1 |
| Платформа | 2021 |
|
RU2758069C1 |
(57) Группа изобретений относится к способам (вариантам) изготовления крепежных элементов, отливаемых из пластика и предназначенных для соединения плавучих элементов и образования плавучих платформ. Технический результат, достигаемый при использовании изобретений, заключается в повышении технологичности изготовления за счет снижения трудоемкости изготовления и за счет рациональности выбора оборудования при литье отдельных небольших деталей в пресс-формах меньшего размера и повышении точности качества отлива отдельных частей крепежного элемента с заданными размерами его стенок. Способ изготовления пластикового крепежного элемента плавучей платформы (вариант 1) заключается в том, что изготавливают пресс-формы для шляпки с по крайней мере одним гнездом для ключа и по крайней мере двумя фиксирующими защелками и для концевой части крепежного элемента с по крайней мере одним запорным выступом на боковой поверхности. Затем отливают в пресс-формах путем впрыска расплавленного пластика под давлением изделие в виде коаксиально расположенных тарелки, основного и дополнительного стаканов и изделие в виде концевой части с по крайней мере одним запорным выступом на боковой поверхности. Экструзионным способом изготавливают трубку, обрезают ее до заданного размера и далее сваривают ее концы соответственно с горловиной дополнительного стакана и концевой частью крепежного элемента с образованием неразрывных соединений. Способ изготовления пластикового крепежного элемента плавучей платформы (вариант 2) включает операции, как (в варианте 1) до отлива деталей, при этом в пресс-форме изготавливают дополнительную трубку. Отливают в соответствующих пресс-формах путем впрыска расплавленного пластика под давлением изделие в виде коаксиально расположенных тарелки, основного и охватывающего последний дополнительного стаканов, изделие в виде дополнительной трубки с выступами на внешней поверхности и изделие в виде концевой части с по крайней мере одним запорным выступом на боковой поверхности. Далее экструзией изготавливают основную трубку. Ее обрезают до заданного размера и далее сваривают концы последней соответственно с одним концом дополнительной трубки и концевой частью крепежного элемента. Другой конец дополнительной трубки сваривают с горловиной основного стакана с образованием неразрывных соединений. 2 н.п. ф-лы, 4 ил.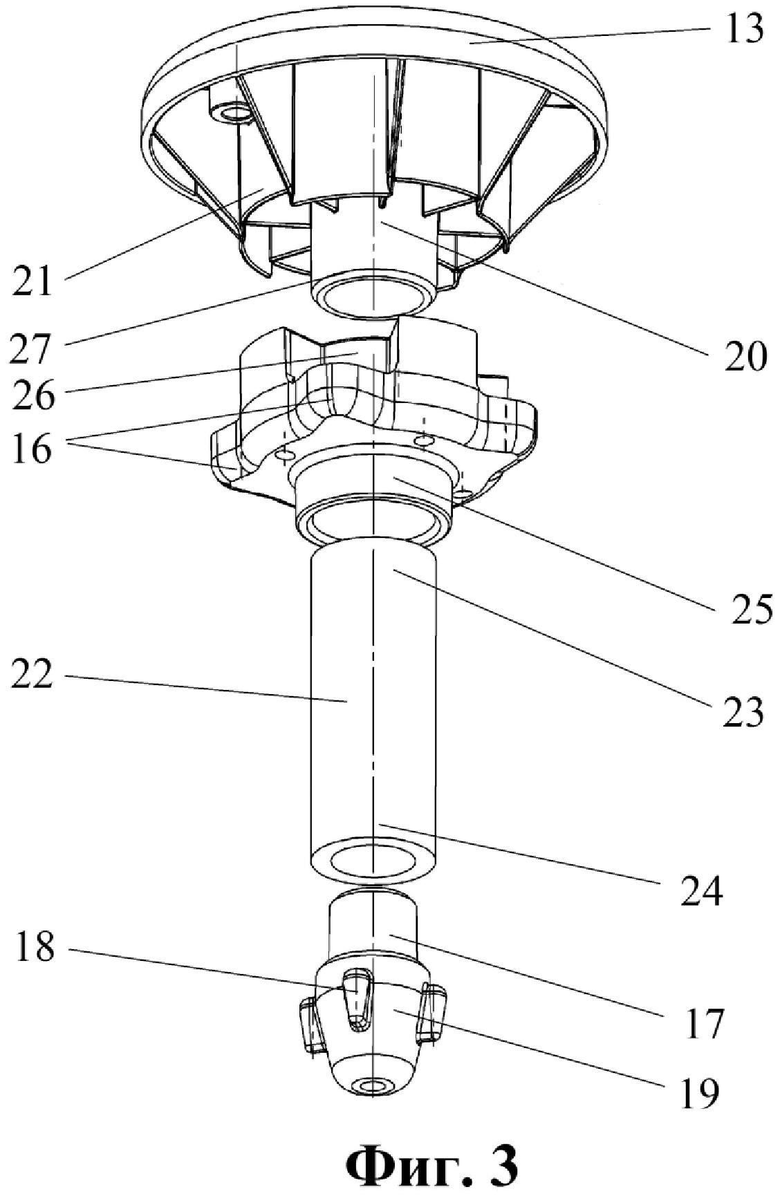
1. Способ изготовления пластикового крепежного элемента плавучей платформы, заключающийся в отливе крепежного элемента, отличающийся тем, что изготавливают пресс-формы для шляпки с по крайней мере одним гнездом для ключа и по крайней мере двумя фиксирующими защелками и для концевой части крепежного элемента с по крайней мере одним запорным выступом на боковой поверхности, отливают в соответствующих пресс-формах путем впрыска расплавленного пластика под давлением изделие в виде коаксиально расположенных тарелки, основного и дополнительного стаканов и изделие в виде концевой части с по крайней мере одним запорным выступом на боковой поверхности, экструзионным способом изготавливают трубку, обрезают ее до заданного размера и далее сваривают ее концы, соответственно, с горловиной дополнительного стакана и концевой частью крепежного элемента с образованием неразрывных соединений.
2. Способ изготовления пластикового крепежного элемента плавучей платформы, заключающийся в отливе крепежного элемента, отличающийся тем, что изготавливают пресс-формы для шляпки с по крайней мере одним гнездом для ключа для дополнительной трубки с по крайней мере двумя фиксирующими защелками и для концевой части крепежного элемента с по крайней мере одним запорным выступом на боковой поверхности, отливают в соответствующих пресс-формах путем впрыска расплавленного пластика под давлением изделие в виде коаксиально расположенных тарелки, основного и охватывающего последний дополнительного стаканов, изделие в виде дополнительной трубки с выступами на внешней поверхности и изделие в виде концевой части с по крайней мере одним запорным выступом на боковой поверхности, экструзионным способом изготавливают основную трубку, обрезают ее до заданного размера и далее сваривают концы последней, соответственно, с одним концом дополнительной трубки и концевой частью крепежного элемента, а другой конец дополнительной трубки сваривают с горловиной основного стакана с образованием неразрывных соединений.
| US 3824644 A, 23.07.1974 | |||
| Привод прерывистого движения роторов упаковочных машин | 1980 |
|
SU975504A1 |
| КРЕПЕЖНАЯ ДЕТАЛЬ С МОЛНИЕЗАЩИТОЙ | 2008 |
|
RU2438047C2 |
| Г.О.ТАТЕВОСЬЯН, ПРЕССОВЩИК ПЛАСТМАСС, ПРОФТЕХИЗДАТ, МОСКВА,1961 | |||
| Способ получения борнеола из пихтового или т.п. масел | 1921 |
|
SU114A1 |
| ЛИТЬЕВЫЕ ФОРМЫ ДЛЯ ДЕТАЛЕЙ ИЗ ТЕРМОПЛАСТОВ, МОСКВА, 1978, с | |||
| Зубчатое колесо со сменным зубчатым ободом | 1922 |
|
SU43A1 |

