Изобретение относится к способу изготовления щеточных изделий, содержащих, по меньшей мере, один держатель и находящиеся на нем щетинки из литьевого пластика, причем щетинки получают из расплава пластика путем литья под давлением в формовочных каналах, выполненных в форме щетинок. Изобретение также относится к устройству для изготовления щеточных изделий и к самим щеточным изделиям.
Щеточные изделия, в данном случае, прежде всего всевозможные щетки, малярные кисти и метлы, изготовляют, преимущественно, механическим путем, вначале изготовляя держатель с отверстиями, а затем механически вставляя туда пучки щетинок. С появлением пластмасс корпуса щеток стали изготовлять литьем или литьем под давлением, а щетинки закрепляют там либо обычным механическим способом, либо в последнее время термическим. В любом случае сначала необходимо получить экструдированием либо прядением моноволокно для щетинок, затем нарезать из него щетинки и закрепить их в держателе. Согласно преобладающей до сих пор технологии щетинки сгибают в петлю и заделывают в корпус щетки с помощью металлического якоря.
Неоднократно предпринимались попытки упростить этот процесс за счет изготовления щетинок или пучков щетинок воедино с держателем и установки держателя в корпус щетки. Более ста лет назад (GB 788/1861, GB 24895/1896) было предложено отливать щетинки и связывающий их держатель из эластичного материала типа резины или т.п. и затем насаживать на жесткий корпус щетки. Также предлагалось изготовлять чистящие элементы, объединенные в группы, вместе с держателем за одну операцию литья под давлением, возможно, путем раздельной подачи двух потоков расплава с последующим прикреплением держателя к корпусу щетки (DE 941364, GB 2151971, US 301644, US 4244076, US 5040260, US 5966771, WO 98/03097). Наконец, в US 5926900 предложено изготовлять все тело щетки и щетинки как цельную деталь при литье под давлением.
Щетки такого типа на практике используются только для ухода за волосами или, в меньшей степени, как одноразовые. Для многих целей такие щетки не пригодны, поскольку прочность на изгиб щетинок, получаемых литьем под давлением, неприемлемо мала. В отличие от щетинок, полученных прядением, они не обладают необходимой для стабильности молекулярной структурой, которая прежде всего характеризуется продольной ориентацией молекулярных цепочек в параллельном щетинкам направлении. Поэтому их следует рассматривать скорее как рабочие или чистящие элементы, а не как настоящие щетинки. Отсутствие стабильности особенно заметно в зоне соединения рабочих элементов с держателем, где молекулы совершенно лишены ориентации. Вследствие этого рабочие элементы, правильно установленные в момент производства, после недолгого пользования утрачивают свое положение и склонны гнуться, ломаться и не возвращаться в исходное положение (упругое восстановление после изгиба). Эта технология требует также, чтобы рабочие элементы и держатель изготовлялись из одного материала. Это ведет к росту себестоимости, потому что качественные щетинки можно получить только из материала высокого качества. Любая попытка снизить затраты ведет к компромиссу в выборе пластика. При этом сфера потребления таких щеток остается крайне ограниченной. Выполнить держатель и щетинки или одни и другие щетинки из разных материалов невозможно, особенно с учетом требований к механической прочности, коэффициенту трения, окраске и т.п.
Известны также щетки (US 2621639), содержащие рабочие элементы ("штыри"), которые по существу являются не щетинками, а штырями, стержнями, полосами и т.п. Они получены литьем под давлением из резины или резиноподобного пластика, например, эластомера, и имеют большее сечение, а часто и меньшую длину, чем щетинки. Такая компактная конструкция "щетинок" в щетках данного типа необходима по двум причинам: для получения требуемой стабильности и износостойкости и для того, чтобы обеспечить достаточное заполнение формы и последующее удаление материала, при этом формовочные каналы должны быть не слишком узкими и не слишком глубокими. Эти "штыри" мягко воздействуют на обрабатываемую поверхность и обладают повышенным коэффициентом трения, т.е. они как бы поглаживают и массируют, а не расчесывают. Типичная область применения их - щетки для волос, которые предназначены для разделения и укладки волос, а кожу головы лишь массируют. Жесткость этих элементов обеспечивается, по существу, только за счет диаметра и отношения диаметр-длина, а также твердости пластика. Щетка по US 2621639 получается в процессе литья под давлением путем ввода тонкой гибкой пластины держателя с отверстиями в пресс-форму в соответствии с расположением рабочих элементов, причем пресс-форма содержит множество каналообразных формовочных полостей, которые совмещаются с отверстиями в держателе и формуют рабочие элементы в виде штырей. Противоположная, напорная, сторона снабжена распределительными каналами, которые направляют расплав пластика, например, нейлона, в отдельные отверстия и соответствующие формовочные каналы. Формовочные каналы имеют уширения сразу за отверстиями держателя, создающие утолщения с обеих сторон тонкой пластины держателя для осевой фиксации рабочего элемента в обоих направлениях. Хотя применяемый нейлон обладает свойствами, требуемыми для получения щетинок, они здесь не используются, потому что из-за утолщений нельзя получить продольную ориентацию молекул, по меньшей мере, у основания чистящих элементов. То же относится и к другой известной щетке для волос (EP-B1 0120229), где сначала формуют держатель сразу с гильзообразными коническими выступами, а затем впрыскивают дополнительный пластик в качестве ядра внутрь этих гильз, где он, упираясь в открытый конец гильзы, образует утолщение. С задней стороны ядра соединены второй пластиной держателя из того же материала. Целью такой технологии является в первую очередь обеспечение прочного, осеустойчивого соединения между обеими частями, при этом рабочие элементы получаются весьма громоздкими.
Чистящие элементы такого типа известны также для зубных щеток и метел (US 5040260, US 5966771). Такие щетки формуют из двух частей. Наконец, известны зубные щетки (US 1924152, US 2139242, DE 826440, WO 00/64307), где блок щетинок представляет собой сочетание обычных щетинок с признанным чистящим действием и стержне- или штыреобразных чистящих элементов из эластичного резиноподобного пластика.
В основу настоящего изобретения положена задача создать способ и устройство для получения щеточных изделий, в котором можно было бы использовать известные преимущества технологии литья под давлением при обеспечении качества и потребительских свойств получаемых щеточных изделий на уровне содержащих щетинки, полученные прядением. Поставленная задача решена всей совокупностью признаков, изложенных в формуле изобретения.
Исходя из известного способа, при котором щетинкоподобные рабочие элементы, находящиеся на держателе, получают путем впрыска расплава пластика в формовочные каналы, поставленная задача согласно изобретению решается тем, что:
изготовляют держатель со сквозными отверстиями, действующими подобно прядильным фильерам и;
- отверстия, к которым присоединяют каналы, имеют минимальную ширину ≤3 мм на, по меньшей мере, части своей глубины; причем соотношение между этой шириной и длиной пути прохождения расплава, обусловленное глубиной сквозных отверстий и длиной каналов, составляет ≤1:5;
- а расплав пластика впрыскивают с, по меньшей мере, одной стороны держателя - входной стороны расплава - через отверстия в каналы с образованием щетинок.
Указанное соотношение выбирают предпочтительно меньше/равно 1:10. Нижний предел этого соотношения может быть около 1:250.
Способ согласно изобретению открывает новый путь в производстве щеточных изделий. Опора, на которой находятся щетинки и которая может образовывать само тело щетки или его часть, например, в виде вставки и т.п., одновременно служит одноразовым "приспособлением" для изготовления щетинок путем литья под давлением. Благодаря динамическим силам и трению о стенки, в отверстиях образуется растянутый поток, подобный действующему в прядильной фильере, обладающий относительно большим усилием сдвига в зоне, прилегающей к стенкам. Это вынуждает молекулярную структуру ориентироваться в направлении течения расплавленного или пластифицированного материала, продолжаясь в формовочных каналах для щетинок, где отношение между наиболее узкой частью сквозных отверстий и длиной текущего потока расплава, выбранное в соответствии с изобретением, оптимизирует продольную ориентацию молекул. Это самоупрочнение щетинок за счет ориентации молекулярных цепочек в продольном направлении особенно ярко проявляется у частично кристаллических термопластичных материалов. Более того, в противовес щеточным изделиям, полученным в цельном виде, щеточное изделие в соответствии с изобретением охватывает небольшую часть длины щетинки, а именно ее корень или основание, в держателе, на который щетинка опирается. Эта корневая зона наиболее слаба в смысле жесткости, поскольку молекулы в ней почти или совсем не ориентированы. Такая стабилизация обеспечивает не только повышенную прочность на изгиб, в частности, усталостную прочность на изгиб, но и более высокую прочность на растяжение. По сравнению с известными щетками, изготовленными как цельные изделия, прочность на изгиб щетинки, необходимая при заданном отклонении, может увеличиваться на 40% и более, при этом значительно возрастает модуль упругости. Поскольку существенно увеличивается и прочность на растяжение, щетинки с большим сечением и большой длиной легко удаляются из пресс-формы.
В принципе, способ согласно изобретению применим к обработке всех поддающихся литью пластиков. Однако с учетом требуемых свойств щетинок предпочтительно использовать термопластичные или термоупругие материалы или их смеси (сплавы), поскольку эти пластики также обеспечивают наиболее выраженную ориентацию молекул.
В принципе для держателя может использоваться любой материал, в частности, пластики, отличающиеся по механическим свойствам от материала щетинок, пластики других модификаций, цветов и т.п., а также и непластичные материалы - дерево, металл и другие. Сквозные отверстия можно получать литьем, плавлением, лазерной обработкой, литьем под давлением, перфорированием, сверлением и т.п. в зависимости от материала носителя. Им может быть придано любое расположение. Если отверстия находятся близко друг к другу, что обеспечивается способом согласно изобретению, то и щетинки расположатся более плотно в виде пучков, полос или пакетов. Можно, напротив, делать большие расстояния между отверстиями для размещения в них индивидуальных щетинок, отстоящих дальше друг от друга. Возможно сочетать эти подходы, получая блоки щетинок любой конфигурации. Наконец, сквозные отверстия могут иметь осепараллельный профиль, чтобы придать продольный профиль щетинкам.
В предпочтительном варианте осуществления изобретения сами сквозные отверстия выполнены с таким поперечным и/или продольным сечением, и/или давление впрыска выбирают так, чтобы расплав, проходя через сквозные отверстия, подвергался продольной ориентации молекул, по меньшей мере, в периферийной зоне щетинок, подобно тому, как это происходит при прядении моноволокон щетинок.
На степень продольной ориентации молекул могут влиять сечение и абсолютная глубина отверстий. Чем уже сечение и больше глубина отверстий, тем сильнее сдвиг при литье расплава под давлением. На величину сдвига воздействуют также давление или скорость литья под давлением. Оказалось, что при способе согласно изобретению, чем выше скорость литья под давлением, тем заметнее возрастает прочность на изгиб щетинки, особенно если учесть наименьшую ширину отверстия и отношение между этой шириной и длиной пути, проходимой расплавом.
На сдвиг потока может также влиять форма сквозных отверстий в радиальном и осевом направлении. Если сквозные отверстия имеют фигурное сечение, то усилие сдвига на профилированных участках больше, чем в ядре потока. При сужающемся сечении от стороны впрыска к противоположной стороне кривая скорости становится круче ближе к выходу. Например, коническое или ступенчатое сужение создает растянутый поток, который вытягивает молекулярные цепочки в продольном направлении.
Глубина сквозных отверстий в держателе предпочтительно такова, что отливаемые под давлением щетинки охватываются держателем в той зоне, где продольная ориентация молекул недостаточна. Это, например, зона примыкания щетинок.
Способ согласно изобретению позволяет также отливать под давлением щетинки различной длины так, чтобы концы щетинок в готовой щетке образовывали неплоскую поверхность.
Сквозные отверстия в держателе, действуя подобно прядильным фильерам, создают продольную ориентацию молекул независимо от длины щетинок так, чтобы щетинки разной длины одинаково хорошо вели себя при изгибе и восстанавливались после деформации. Формовочные каналы для щетинок можно изготовлять с высокой точностью, получая заданную топографию готового блока щетинок в соответствии с назначением щетки. В известных щетках, в частности, зубных, такая топография достигается приемами механической обработки, не обеспечивающими высокой точности.
Можно также формовать щетинки путем литья под давлением с получением концов различной формы, подгоняя тем самым работу отдельных щетинок или блока щетинок в целом к конкретным условиям применения.
В другом варианте осуществления способа расплав пластика направляют через сквозные отверстия в кольцевом режиме с целью получения полых щетинок.
В этом случае расплав пластика прокачивают в кольцевом режиме через отверстия в каналы. Получаются полые щетинки с открытым либо закрытым свободным концом. В первом случае они имеют форму каналов, где трение о стенки обеспечивает ориентацию молекул не только по наружным, но и по внутренним стенкам полой щетинки. Полая щетинка может при желании заполняться наполнителями соответственно ее назначению.
Как вариант, после формования и удаления полых щетинок из формы в полости щетинок впрыскивают дополнительно расплав пластика, получая щетинку с ядром, на поверхности которого также обеспечена продольная ориентация молекул благодаря усилию сдвига на входе в полую щетинку и трению о ее внутреннюю стенку.
Таким образом, получают составную щетинку, в которой пластиковые материалы подбирают опять-таки соответственно назначению. Ядро, заполняющее полую щетинку, может состоять, например, из недорогого и/или жесткого на изгиб материала, наружная поверхность которого отвечает назначению щетки, например, служит рабочим слоем для усиления полирующего или шлифующего действия. Наружная поверхность может также образовывать более мягкий рабочий слой. Когда этот слой изнашивается, внутреннее ядро обнажается и служит индикатором износа, особенно если ядро и оболочка имеют разные цвета. Внутреннюю стенку полой щетинки или впрыснутое ядро можно также делать профилированными для улучшения адгезии. Увеличение поверхности ведет также к усиленному трению расплава о стенки, что дополнительно способствует продольной ориентации молекул.
Полую щетинку можно выполнять с отверстиями, через которые затем впрыскивают дополнительный расплав с образованием отходящих от стенки щетинки выступов. Тогда на поверхности щетинки образуются различные структуры в зависимости от формы выступов и выбора материала. Выступы могут иметь форму шишки, пальца или нити. При правильном подборе размеров эти отверстия также действуют подобно прядильным фильерам.
Можно также сначала экструдировать ядро щетинки, а затем, по меньшей мере, частично окружить его впрыскиваемым расплавом пластика, получая полую щетинку.
В еще одном предпочтительном варианте осуществления изобретения на стороне подачи расплава в держателе выполняют, по меньшей мере, одно углубление, и, по меньшей мере, одно отверстие, отходящее от этого углубления к противолежащей стороне, а затем под давлением заполняют это углубление, по меньшей мере, частично расплавом пластика, образуя щетинки.
Это создает соответствующий запас расплава для подачи под повышенным давлением дополнительного расплава в щетинки по мере необходимости. Кроме того, таким образом, задние части щетинок полностью или частично соединяются между собой и прочно фиксируются против сил выдергивания. Поскольку щетинки не приварены к стенкам отверстий, любые силы выдергивания передаются на этот запас пластика на задней стороне держателя и поглощаются им. Углубление может быть выполнено с большой поверхностью на стороне держателя, противоположной щетинкам, или в виде каналов на некотором расстоянии друг от друга, образуя решетчатую конструкцию, ведущую к отверстиям. После впрыска материала щетинок задние участки щетинок соединяются между собой посредством гибких полос или решеток в углублении. Поскольку, как правило, только щетинки должны изготовляться из высококачественного пластика, получается экономичная конструкция, выполняющая также и декоративную функцию на обратной стороне держателя.
В другом варианте объемный, например, по меньшей мере, частично цилиндрический держатель снабжают отверстиями, действующими подобно прядильным фильерам, и экструдируют расплав пластика для щетинок через эти отверстия изнутри.
Это позволяет изготовлять щеточные изделия со сводчатым держателем, причем в противоположность механическим методам крепления, можно добиться точного выравнивания и взаиморазмещения щетинок, а при желании также получить требуемую топографию концов щетинок.
В соответствии с одним из вариантов осуществления способа, держатель выполняют в виде отрезка трубки, и расплав пластика для щетинок впрыскивают через отверстия изнутри.
Это позволяет получать круглые щетки, щетки для ресниц и т.п. с любой топографией поверхностей щетинок, которые могут иметь различную длину. С помощью известных приемов осуществить это в достаточной степени на круглых щетках было невозможно.
Если закрыть отрезок трубки с одного конца, то способом согласно изобретению можно получать туалетные щетки, щетки для мытья бутылок и т.п.
Полое пространство, образованное объемным держателем, можно, по меньшей мере, частично заполнять расплавом пластика для щетинок. Если держатель имеет малое поперечное сечение, как в случае щеток для ресниц, держатель можно заполнять полностью, чтобы получить массивное изделие. При больших сечениях можно заполнять лишь отдельные участки, испытывающие наибольшие нагрузки. Можно также придавать частичному наполнению пластиком форму упрочняющих ребер и т.п. или каналов для подачи или отвода материала между щетинками.
Держатель предпочтительно получают из пластика литьем под давлением. Его можно изготовить заранее и поместить в пресс-форму, снабженную каналами.
В ином предпочтительном варианте осуществления способа держатель и щетинки получают многокомпонентным литьем под давлением, в котором после отливки под давлением держателя с отверстиями подают под давлением через отверстия расплав пластика для щетинок.
Таким образом, можно изготовить держатель и щетинки в одной пресс-форме. Во многих случаях они образуют цельную щетку. При желании можно получать держатель с материалом для щетинок в многокомпонентном экструдере или в две или более стадий литья под давлением, с тем, чтобы покрыть также и заднюю сторону держателя щетинок с целью получения тела щетки больших размеров или одновременного изготовления ручки, рукоятки и т.п. Тело держателя и щетинки можно получать из разных пластиков с наполнителями или без, или из пластиков различного цвета.
Отверстия в держателе могут быть выполнены соосно с каналами или под углом к ним так, чтобы придать щетинкам любую требуемую ориентацию относительно тела готовой щетки.
Предпочтительно отверстиям придают коническое сечение от стороны ввода расплава к противоположной стороне, желательно ступенчатое, чтобы получить профиль потока расплава по типу прядильной фильеры.
Отверстия могут также снабжаться входными откосами на стороне ввода расплава, чтобы расширить и стабилизировать корень щетинки внутри держателя и в то же время получить растянутый поток.
Более того, отверстия могут быть снабжены буртиками на стороне ввода расплава и/или на противоположной стороне, где внутренний буртик вместе с пластиком, заполняющим углубление, позволяет углубить ножку щетинки, тогда как наружный буртик облегчает связывание материала щетинок и держателя по большей длине. То и другое обеспечивает усилие сдвига на большей длине внутри держателя.
Отверстия в держателе предпочтительно имеют продольный и/или поперечный профиль. Это позволяет получать профилированную наружную рабочую поверхность щетинки в зависимости от назначения щеточного изделия. Увеличенная площадь поверхности также создает большее трение о стенки и тем самым - усилие сдвига.
Держатель может состоять из одного или, по меньшей мере, в некоторых местах, нескольких слоев, либо может быть изготовлен из поверхностных сегментов из различных материалов. Он может быть плоским или иметь любую кривизну.
Щетинки также можно получать из, по меньшей мере, двух различных пластиков.
В предпочтительном варианте осуществления изобретения сквозные отверстия в держателе выполнены в соответствии с размещением щетинок в готовом блоке щетинок щеточного изделия, причем, как отмечалось выше, можно выбирать расположение в виде пучков, полос, пакетов или отдельных щетинок либо их различных сочетаний.
В следующем предпочтительном варианте осуществления изобретения щетинки, впрыскиваемые под давлением через держатель, затем вытягивают, что само по себе известно для стержневидных рабочих элементов (DE 2155888). Это можно осуществить сразу после впрыска еще внутри пресс-формы путем соответствующей перемены частей формы, либо же при следующей после выброса операции. За счет удлинения под воздействием растягивающего усилия происходит дальнейшая продольная ориентация молекул. Кроме того, знакопеременные изгибающие силы позволяют повысить гибкость щетинок, способствуя ориентации молекул. Тем самым создается запас прочности на изгиб при последующей эксплуатации щетинок.
Чтобы облегчить вытягивание путем приложения растягивающих усилий, можно впрыскивать выступы, например, утолщения на концах щетинок. Вытягивание осуществляется растягивающими силами в промежутке между держателем и выступом, что позволяет одновременно деформировать утолщения, совмещая их со щетинками. Возможно также экструдировать выступы, которые соединяют между собой все или некоторые щетинки, а затем отделяются. Вытягивание можно осуществлять в одну или несколько стадий с тем, чтобы уменьшить растягивающие силы на каждой из стадий. Можно ограничивать вытягивание отдельными участками щетинки.
Вместо вытягивания или в дополнение к нему можно осуществлять стабилизацию - термическую, химическую либо путем модифицирования пластика. Полученные литьем под давлением щетинки тем самым обретают стабильность на уровне экструдированных или выпряденных щетинок.
Если держатель и щетинки выполнены из одного пластика, то можно регулировать процесс литья под давлением таким образом, чтобы щетинки приваривались к держателю. Это возможно и в случае применения разных пластиков, обладающих достаточным сродством друг к другу. Тогда материалы держателя и щетинок подбирают или модифицируют с тем, чтобы они отвечали соответствующим требованиям, причем для щетинок обычно применяют термопласты более высокого качества. При приваривании или при плавлении щетинок к держателю получают соединение без зазоров. Такая щетка удовлетворяет самым высоким гигиеническим требованиям, предъявляемым, например, к зубным, терапевтическим щеткам или щеткам, служащим для обработки пищевых продуктов. Дополнительным преимуществом может быть изготовление щетинок и/или держателя из пластика с антибактериальными свойствами.
По меньшей мере, щетинки могут быть изготовлены из пластика, который воздействует на их химические, физические, механические или потребительские свойства. Такой пластик может иметь наполнитель в виде, например, частиц, волокон и т.п. Волокна в расплаве также вытягиваются в продольном направлении при впрыске через отверстия, тем самым дополнительно усиливая самоупрочнение щетинки за счет ориентации молекул. Волокна или наполнители могут состоять из того же полимера, что и расплав, и их можно примешивать к полимеру расплава или модифицировать, чтобы повысить точку плавления так, что они остаются в расплаве в твердом состоянии и структурируют поверхность щетинки. Если точки плавления материалов щетинок и волокон близки, улучшается связь между ними за счет поверхностного расплавления. Стабилизирующее действие волокон особенно велико, если они получены из пряденого моноволокна.
Изобретение также относится к устройству для получения щеточных изделий с, по меньшей мере, одним держателем и расположенными на нем щетинками из пригодного для литья пластика, содержащему пресс-форму с входным каналом для расплава пластика, соединительного пространства для держателя и формовочных каналов, отходящих от указанного пространства, в которые впрыскивается расплав. Известно устройство подобного типа для литья изготовляемых за одно целое держателя и щетинкоподобных рабочих элементов (GB 2151971 А).
В соответствии с первым вариантом осуществления изобретения такое устройство отличается тем, что держатель с отверстиями, выполненными аналогично прядильным фильерам и имеющими минимальную ширину на, по меньшей мере, части своей длины, меньше/равной 3 мм, вставляется в полость, к которой примыкают сквозные отверстия, так, что сквозные отверстия совмещаются с формовочными каналами и связывают формовочные каналы с каналом подачи для экструдирования расплава пластика в формовочные каналы, причем отношение между наименьшей шириной сквозных отверстий и суммарной длиной каналов и глубиной сквозных отверстий меньше/равно 1:5, предпочтительно меньше/равно 1:10-1:250.
Отверстия в держателе из любого материала выполнены литьем, литьем под давлением или механической обработкой, и держатель вставляется в полость пресс-формы так, что отверстия расположены перед каналами и предпочтительно прямо совмещены с ними, образуя связь между каналом подачи расплава пластика и формовочными каналами для щетинок. В цикле впрыска расплав поступает из канала подачи в полость пресс-формы и через отверстия держателя в формовочные каналы. Молекулы расплава или пластифицированного материала в отверстиях ориентируются в продольном направлении благодаря их свойствам прядильных фильер. Корневая часть щетинок с менее выраженной ориентацией и, соответственно, меньшей прочностью на изгиб и растяжение, примыкает к держателю.
В другом устройстве согласно изобретению часть многоместной пресс-формы содержит второй канал подачи расплава пластика, открывающийся в полость пресс-формы для экструдирования держателя со сквозными отверстиями, действующими аналогично прядильным фильерам, и несколькими подвижными шпильками, соответствующими количеству отверстий, которые на первой стадии впрыска проникают через полость для держателя и закрывают формовочные каналы и которые выводятся из полости на второй стадии литья под давлением. На первой стадии отливается под давлением держатель с отверстиями. После удаления шпилек на второй стадии отливаются под давлением щетинки через открывшиеся отверстия.
Либо можно предусмотреть средство для перемещения держателя, отлитого под давлением в полость пресс-формы, в положение, при котором отверстия почти соосно совмещаются с формовочными каналами и связывают формовочные каналы с каналом подачи с целью впрыска расплава пластика в формовочные каналы.
В третьем варианте вначале в полости пресс-формы отливается под давлением держатель, возможно, в несколько стадий, а затем он устанавливается перед второй пресс-формой, содержащей формовочные каналы для щетинок, после чего через держатель подается под давлением расплав для получения щетинок.
Во всех указанных вариантах выполнения устройства держатель состоит из пригодного для литья пластика и выполнен с отверстиями, аналогичными прядильным фильерам, сформован в соответствующей полости пресс-формы и затем, как в известном процессе многокомпонентного литья под давлением, второй пластик для щетинок подается под давлением в ту же пресс-форму или в дополнительную пресс-форму после перемещения держателя или пресс-формы с держателем. Таким образом при соответствующем расчете установки для литья под давлением удается добиться высокой ритмичности цикла. Если пластиковые материалы держателя и щетинок обладают достаточным сродством, они свариваются друг с другом в зоне отверстий. В любом случае сквозные отверстия обладают минимальной шириной на, по меньшей мере, части своей длины, которая меньше/равна 3 мм, а отношение этой ширины к сумме глубин отверстий и длин формовочных каналов меньше/равно 1:5, предпочтительно ≤1:10. При этом достигаются те же преимущества, что и в вышеописанном устройстве.
Во всех вариантах устройства можно предусмотреть выполнение в держателе, по меньшей мере, одного углубления на стороне канала подачи, откуда начинаются отверстия, принимающего часть расплава пластика для щетинок.
Либо держатель заранее изготовляется с углублением и затем вставляется в полость пресс-формы, либо углубление делается в держателе в ходе подачи под давлением первого компонента. При последующем литье под давлением щетинок углубление, по меньшей мере, частично заполняется вторым компонентом, образующим щетинки, так что щетинки у своих оснований соединяются между собой. Здесь под "углублением" имеется в виду полость любого типа, служащая для соединения щетинок. Оно может полностью охватывать задние части всех щетинок либо состоять, по существу, из отдельных мостиков, или из мостиков, расположенных в виде решетки и соединяющих щетинки. Запас расплава в углублении может подавать дополнительный расплав к щетинкам при приложении дополнительного давления к пресс-форме. В твердом состоянии он обеспечивает своего рода соединение с геометрическим замыканием между щетинками и держателем и воспринимает, по меньшей мере, часть сил вытягивания, воздействующих на щетинку. Он также может вместе с держателем образовывать тело щетки. Поскольку держатель зажат в пресс-форме, расплав пластика для щетинок можно впрыскивать под высокими давлениями, даже когда держатель еще не застыл или выполнен из податливого пластика, например, эластомера, поскольку аналогичные прядильным фильерам отверстия сохраняют свою форму.
Кроме того, по меньшей мере, у части формовочных каналов сечение их устьев, обращенных к держателю, может сужаться на конус относительно сечения соответствующего отверстия, что ведет к дополнительному обжатию потока расплава и, соответственно, продольному ориентированию молекул.
Формовочные каналы могут иметь различную длину, чтобы получать фигурную рабочую поверхность на концах щетинок готового блока щетинок. При необходимости отверстия могут находиться на различных расстояниях друг от друга и иметь различные сечения, что позволяет получать более или менее плотное расположение щетинок, если требуется, с различной прочностью в готовом блоке щетинок.
Очертания концов формовочных каналов могут различаться, например, могут быть более или менее сферичными или заканчиваться острием. Формовочный канал может также заканчиваться несколькими тонкими капиллярными каналами для получения пальчиковых щетинок.
В следующем варианте устройства формовочные каналы открываются своими концами в расширенную полость с образованием головки щетинки увеличенного сечения или выступа на конце щетинки. В последнем случае предусмотрено средство для увеличения расстояния между держателем и выступом, чтобы после отливки под давлением растягивать впрыскиваемые через держатель щетинки.
Подобно вытягиванию моноволокон устройство согласно изобретению позволяет улучшать качество литых щетинок после их формования путем увеличения продольной ориентации молекул полимера за счет последующего вытягивания всей или части длины щетинки. Это придает щетинке отличную прочность на изгиб, прежде всего, усталостную прочность на изгиб при одновременном повышении модуля упругости. Тем самым даже литые щетинки сохраняют форму после длительной эксплуатации. Улучшается также поверхностная прочность, и даже локализованные внешние силы при пользовании не вызывают дефектов поверхности, способных привести к поломке. Это особенно относится к кристаллическим или частично кристаллическим полимерам, а в соответствующей степени и к более или менее аморфным полимерам.
В особо предпочтительном варианте осуществления изобретения средство для увеличения расстояния представляет собой средство для открывания и закрывания пресс-формы для литья под давлением. В зависимости от требуемого или возможного удлинения щетинки и от величины ее сечения, большая или меньшая часть длины хода открывания пресс-формы может использоваться для вытягивания. После вытягивания выступы на концах щетинки, образовавшиеся при литье под давлением, отделяются и удаляются. Свободные концы щетинок можно подвергать механической обработке, например, шлифованию, либо скруглять или затачивать на конус иным образом. Если выступы образованы только на одном конце каждой отдельной щетинки, их также можно деформировать заподлицо со щетинкой при вытягивании.
В еще одном предпочтительном варианте осуществления изобретения в стенках полости пресс-формы, противоположных формовочным каналам, выполнены шпилькообразные ползунки, которые могут вводиться через отверстия держателя в формовочные каналы без контакта с их стенками, образуя кольцевые пространства между собой и отверстием, и отводиться после ввода под давлением расплава пластика через кольцевое пространство с образованием полых щетинок, причем формовочные каналы и/или шпильки выполнены и расположены относительно друг друга так, что полые щетинки получаются открытыми или закрытыми.
На второй стадии литья под давлением в полую щетинку или ее часть вводится дополнительный расплав пластика, и получается щетинка с ядром.
Подобные прядильным фильерам отверстия в держателе предпочтительно совмещаются по оси с формовочными каналами пресс-формы. Они также могут подводиться под углом по отношению к соответствующим сквозным отверстиям держателя. Возможны сочетания того и другого.
В следующем предпочтительном варианте осуществления изобретения полость для отливки держателя со сквозными отверстиями содержит формовочные элементы для образования удлиняющих откосов, которые создаются с одной или обеих сторон отверстий так, что получаются удлиненные сквозные отверстия или входные и/или выходные уклоны отверстий. Это служит в первую очередь для обеспечения нужного направления потока с достижением требуемой продольной ориентации молекул. Особенно в тонких держателях они также увеличивают длину закрепления щетинок в держателе.
Сквозные отверстия и формовочные каналы могут быть продольно и/или поперечно профилированы. Продольное профилирование служит для придания щетинке соответствующей формы и для увеличения усилия сдвига. Поперечное профилирование в сквозных отверстиях предназначено для улучшения прикрепления основания щетинки, а в формовочных каналах - для придания щетинке соответствующей формы.
Сечение формовочных каналов предпочтительно непрерывно сужается к концу, чтобы придать щетинке углы сгиба, которые изменяются по длине. Это также облегчает удаление щетинок из пресс-формы.
Формовочные каналы могут сужаться к концу непрерывно либо ступенчато. Каждая ступень создает растянутый поток, что способствует выравниванию молекул. Готовая щетинка приобретает ступенчатые очертания.
Дополнительную формовочную полость можно получить или сделать доступной несколькими путями. Это может быть многосекционная пресс-форма или вторая пресс-форма, сообщающаяся с первой. Вместе с держателем она образует формовочное пространство для экструдирования тела щетки, а при желании также ручки или рукоятки таким образом, что готовое щеточное изделие может быть получено в одной многосекционной пресс-форме.
В наиболее предпочтительном варианте осуществления изобретения часть пресс-формы, в которой находятся формовочные каналы, содержит уложенные параллельными слоями плиты, образуя с соседними плитами один или несколько формовочных каналов, причем плиты можно отделять друг от друга при удалении щетинок из пресс-формы.
Для очень тонких и длинных щетинок необходимы формовочные каналы соответствующей длины и очень узкого сечения, которые можно получать известными способами - сверлением, эрозией и т.п. Многослойная конструкция пресс-формы для литья под давлением в соответствии с изобретением дает каждой формовочной плите образовывать лишь часть формовочного канала. Эти открытые каналы легко получаются известными способами обработки металла - фигурной шлифовкой, электроэрозионной шлифовкой, лазерной обработкой и т.п. Открытые каналы пары соседних формовочных плит взаимодействуют, образуя единый формовочный канал. Многослойная структура позволяет, начиная с одной стороны пресс-формы для литья под давлением, слегка смещать отдельные формовочные плиты друг относительно друга, что упрощает удаление щетинок из пресс-формы. Достаточно отвести их друг от друга на несколько микрон.
Еще один предпочтительный вариант осуществления изобретения предусматривает установку в той части пресс-формы, где находятся формовочные каналы плит с направлением слоев поперек формовочных каналов так, чтобы их можно было смещать по отдельности или группами в направлении формовочных каналов и/или поперек его.
Существенным преимуществом такой конструкции является возможность вентиляции формовочных каналов в плоскостях раздела между плитами так, что воздух, находящийся в формовочном канале, легко отсасывается в нескольких местах при поступлении в канал введенного под давлением на высокой скорости расплава, и при этом не требуются специальные вентиляционные отверстия в конце формовочного канала, искажающие форму концов щетинок. Такая конструкция имеет еще и то преимущество, что удаление щетинки из пресс-формы возможно путем последовательного раздвигания плит, начиная с той, что находится в конце формовочного канала, и при этом ослабляются силы, воздействующие на щетинку при удалении из пресс-формы, хотя они и остаются локализованными.
Эта послойная укладка плит и способ их разведения могут также использоваться для ступенчатого вытягивания отлитых под давлением щетинок, ограничиваясь при этом, если нужно, только определенными участками щетинки.
Поперечное разведение плит может использоваться для изгибания щетинок путем их вытягивания близко к поверхности. Изгибание попеременно в разные стороны придает щетинкам дополнительную гибкость, позволяя улучшить их поведение при изгибе и способность возвращаться в исходное положение. С помощью поперечного разведения можно также осуществлять обрезку щетинок, в частности, посредством плиты, принимающей концы формовочного канала.
Более того, эта слоистая конструкция позволяет осуществлять замену отдельных плит, в частности, той, что образует конец формовочного канала. Эту плиту можно заменять плитой, образующей другую конфигурацию полости в конце формовочного канала, и тем самым вносить изменения в конфигурацию концов щетинок. Эта концевая плита может, в частности, образовывать полость для формования выступов на щетинках, способствующих вытягиванию. Другие плиты также можно заменять, варьируя конфигурацию тех или иных участков щетинки.
Для удаления из пресс-формы щетинок с профилированными концами, по меньшей мере, плита, образующая конец формовочного канала, состоит из параллельных слоистых сегментов, причем каждый из соседних сегментов образует формовочный канал или ряд формовочных каналов так, что сегменты можно разводить с целью удаления концов щетинки из пресс-формы.
В соответствии с дополнительным вариантом осуществления изобретения пресс-форма с формовочными каналами, по меньшей мере, частично состоит из концентричных элементов, образующих формовочные каналы и имеющих соответствующее концентричное расположение своих обращенных друг к другу поверхностей. Это позволяет сводить щетинки в пучки и т.п., причем при желании только в некоторых частях блока щетинок.
Способ и устройство согласно изобретению впервые открывают возможность полной автоматизации производства. Здесь нет никаких полуфабрикатов, и, по существу, из сырья сразу получается готовое изделие. Материалы держателя и тела щетки поступают со склада сырья (гранулированный пластик, красители и другие добавки) в машину для литья под давлением, предпочтительно многосекционную. Щетинки изготовляются не отдельно, а в той же пресс-форме, например, на второй стадии процесса. Система управления может включать автоматическую замену всех или некоторых инструментов. По существу, можно начинать производство партии изделий сразу после получения заказа и поставлять ее точно в срок.
Наконец, изобретение относится к щеточному изделию, содержащему держатель и щетинки, полученные литьем под давлением из термопласта или термоэластичного пластика и находящиеся на держателе, отличающемуся тем, что держатель содержит, по меньшей мере, одно отверстие, имеющее наименьшую ширину ≤3 мм на, по меньшей мере, части своей длины, в каждом отверстии находится одна проходящая сквозь него щетинка с максимальной шириной поперек своей оси ≤3 мм, причем отношение этой поперечной ширины к длине щетинки составляет ≤1:5, предпочтительно ≤1:10-1:250. Сечение щетинок предпочтительно соответствует сечению сквозных отверстий, но может быть и меньше его.
Более того, по меньшей мере, часть щетинок может быть полой, а их свободные концы - открытыми или закрытыми. Они также могут окружать ядро щетинки, заполняющее ее и предпочтительно выполненное из другого пластика.
Полая щетинка может также быть перфорирована, и через эти перфорации проникает заполняющее щетинку ядро, образуя при этом снаружи щетинки шиповидные выступы из более мягкого или более твердого материала.
В другом варианте осуществления изобретения, по меньшей мере, часть щетинок содержит пальцевидные выступы, образуемые прямо на цельной щетинке или, в случае полой щетинки, получаемые продавливанием материала ядра щетинки через соответствующие перфорации.
Предпочтительно, по меньшей мере, часть щетинок содержит пластик с наполнителем из частиц и/или волокон. В то время как волокна в первую очередь дополнительно усиливают щетинки, самоукрепленные за счет продольной ориентации молекул, порошкообразные наполнители выбираются в зависимости от назначения, например, они оказывают абразивное или полирующее действие на поверхности щетинки. Частицы могут быть также окрашивающими пигментами, действующими веществами и т.п., например, порошкообразные частицы, оказывающие гигиеническое или терапевтическое действие при контакте с влагой.
В соответствии с еще одним вариантом осуществления изобретения, по меньшей мере, часть щетинок имеет структуру, проходящую, по существу, параллельно оси и уменьшающую действие вторичных сил связывания поперек ориентации молекул с тем, чтобы при случайном механическом давлении или при пользовании щеточным изделием щетинки расщеплялись вдоль своей структуры на флажки, пальцы и т.п.
Более того, по меньшей мере, часть щетинок может быть выполнена из проводящего энергию пластика с тем, чтобы создавать электрические или магнитные поля на других участках щетинок, в частности, при пользовании. Щетинки могут также состоять из прозрачного светопроводящего пластика, предпочтительно только в зоне ядра. Попадающий сзади свет, например, лазерный, переносится к концам щетинки, запуская фотохимические реакции и т.п.
В соответствии с еще одним вариантом осуществления изобретения, держатель содержит, по меньшей мере, одно углубление. От каждого углубления отходит, по меньшей мере, одно отверстие, а углубление заполняется пластиковым материалом щетинок.
Углубление может быть сплошным или решеткообразным, в форме полос или решеток, заполняемых материалом щетинки при литье под давлением щетинок, откуда затем расплав продавливается через отверстия, образуя опорную структуру в виде полос или решеток для щетинок на задней стороне держателя, которая может быть жесткой или гибкой в зависимости от конфигурации и размеров.
Держатель и/или щетинки могут состоять из разных пластиков, отвечающих противоречивым требованиям к держателю и щетинкам.
По меньшей мере, участки держателя могут быть многослойными, в частности, по меньшей мере, частично состоять из гибкого и/или эластичного пластика, позволяющего приспособление к обрабатываемой поверхности.
Поскольку держатель и щетинки соединены без зазоров, щеточные изделия удовлетворяют самым жестким гигиеническим требованиям, что еще усиливается, если щетинки и/или держатель выполнены из материала с антибактериальными свойствами.
Далее изобретение подробно описывается со ссылками на некоторые варианты осуществления изобретения, представленные на чертежах, причем на фиг.1-4 идет сравнение с известным уровнем техники.
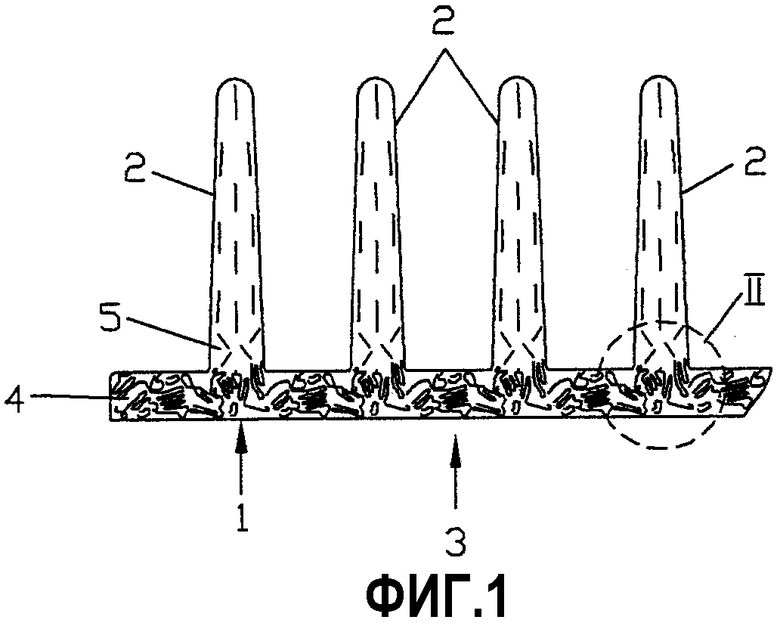
Фиг.1 - частичный разрез держателя, изготовленного известным способом, вместе со щетинками как цельное изделие.
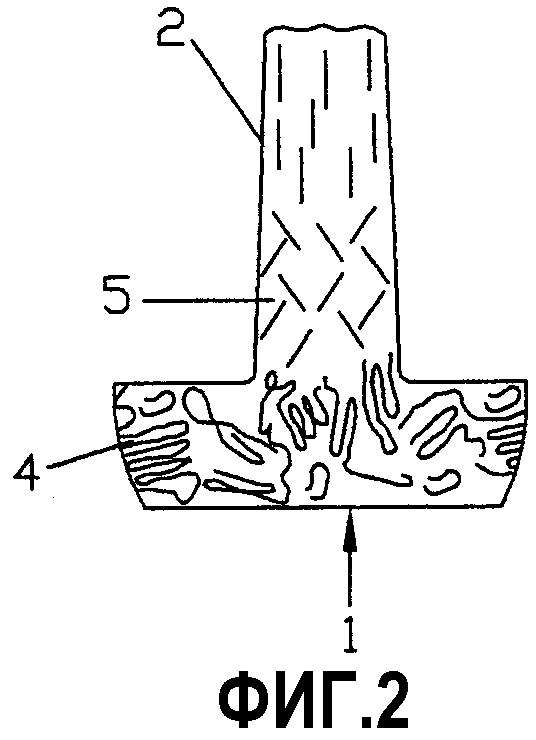
Фиг.2 - увеличенный вид детали II по фиг.1.
Фиг.3 - частичный разрез, аналогичный представленному по фиг.1, первого варианта выполнения щеточного изделия, полученного согласно изобретению.
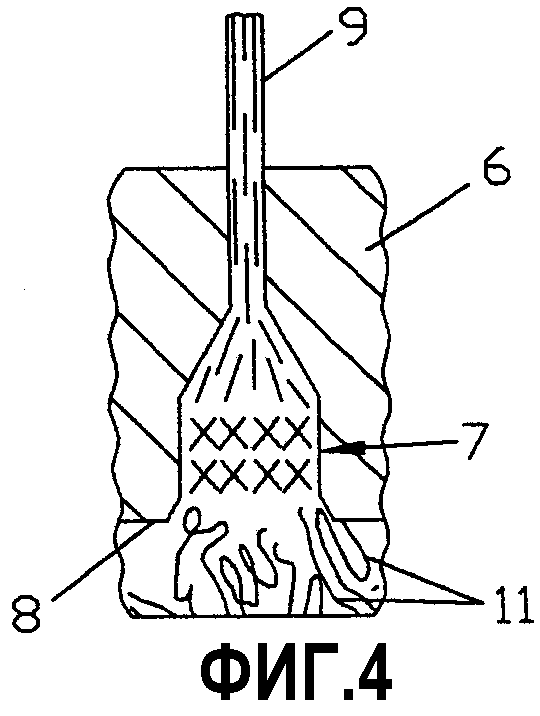
Фиг.4 - увеличенный вид детали IV по фиг.3.
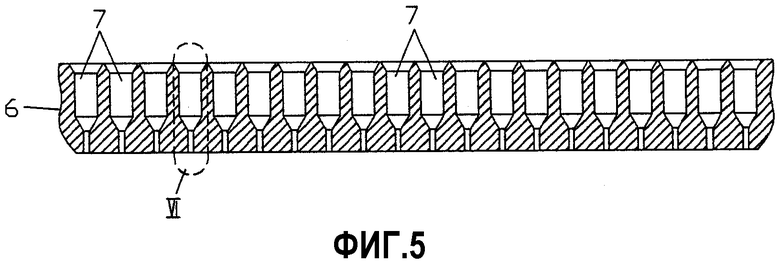
Фиг.5 - поперечный разрез держателя до размещения в нем щетинок.
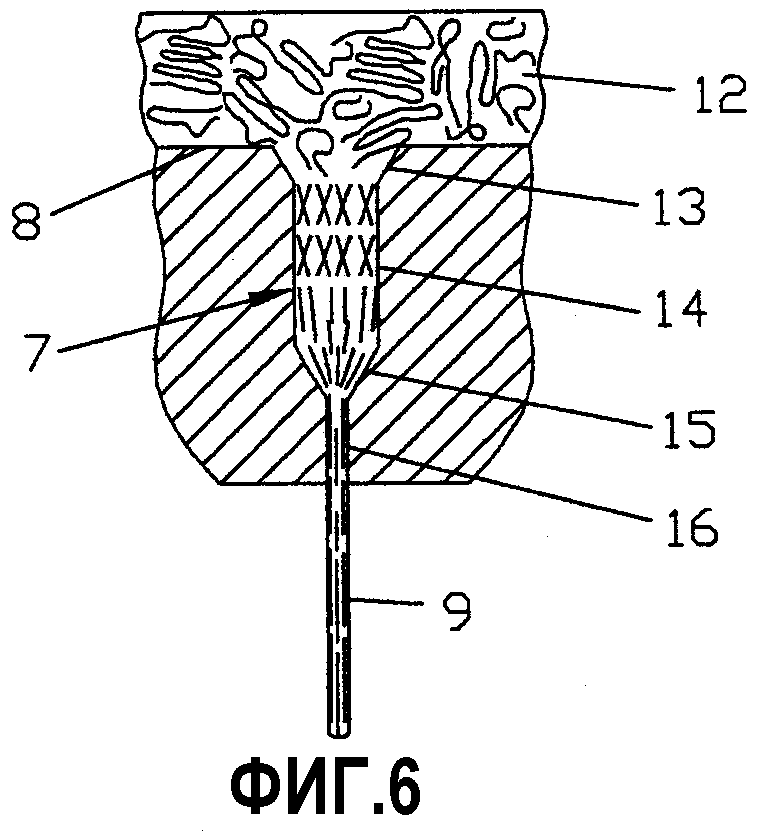
Фиг.6 - увеличенный вид детали VI по фиг.5 после отливки под давлением щетинок.
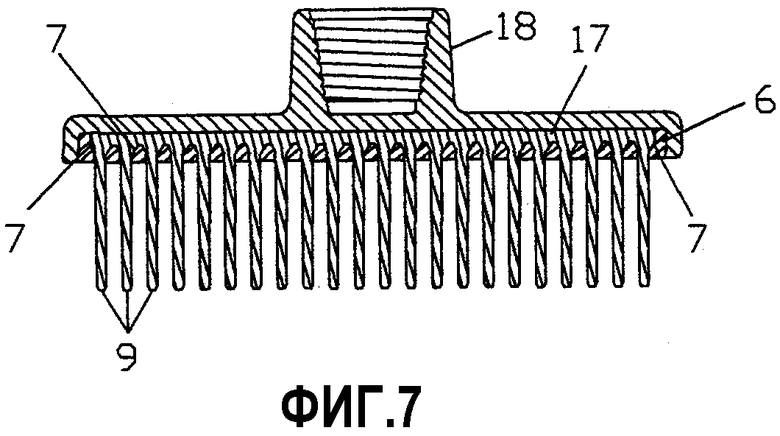
Фиг.7 - продольный разрез варианта выполнения в виде метлы.
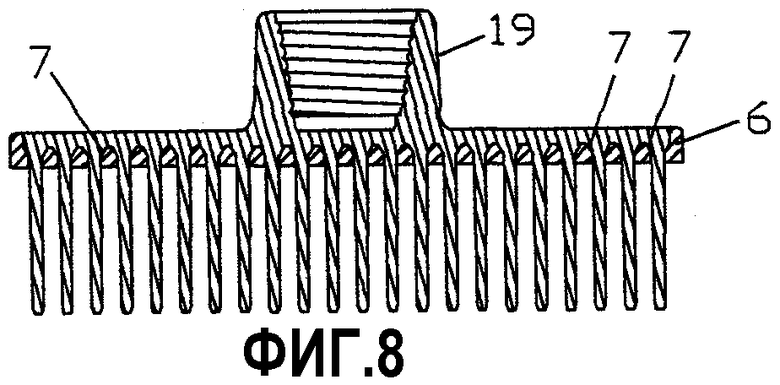
Фиг.8 - продольный разрез другого варианта выполнения, аналогичного фиг.7.
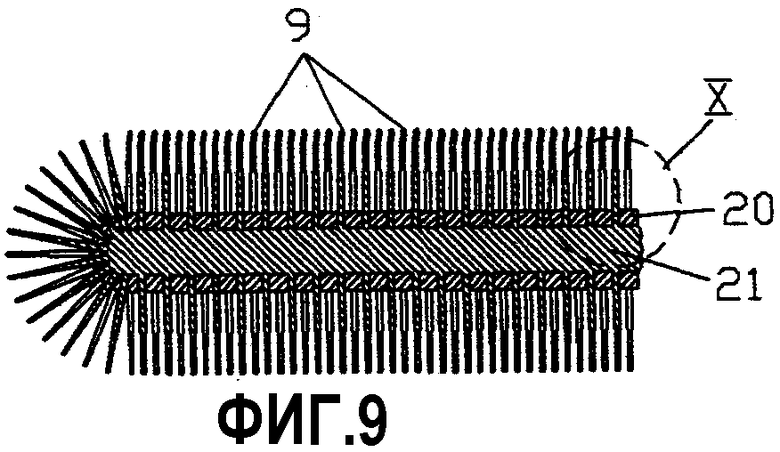
Фиг.9 - частичный разрез цилиндрической щетки.
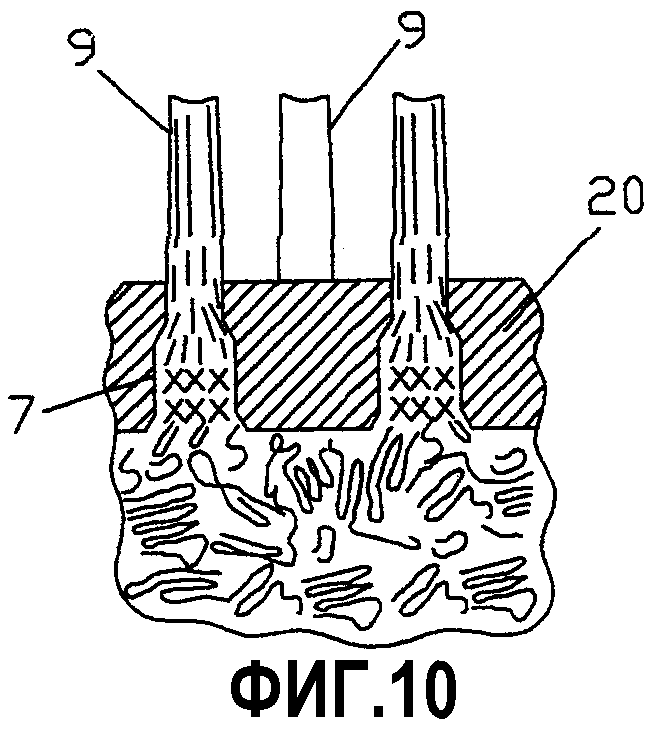
Фиг.10 - увеличенный вид детали X по фиг.9.
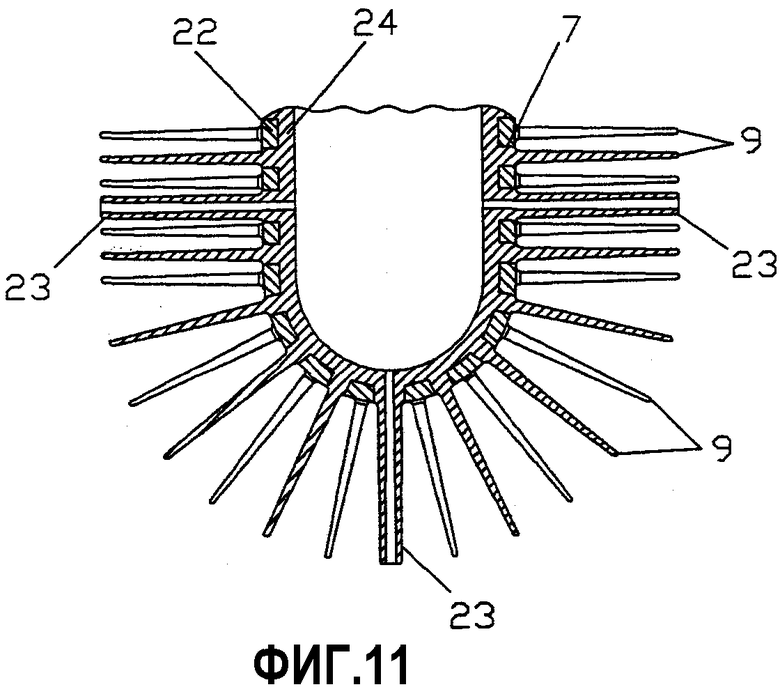
Фиг.11 - частичный разрез головки щетки.
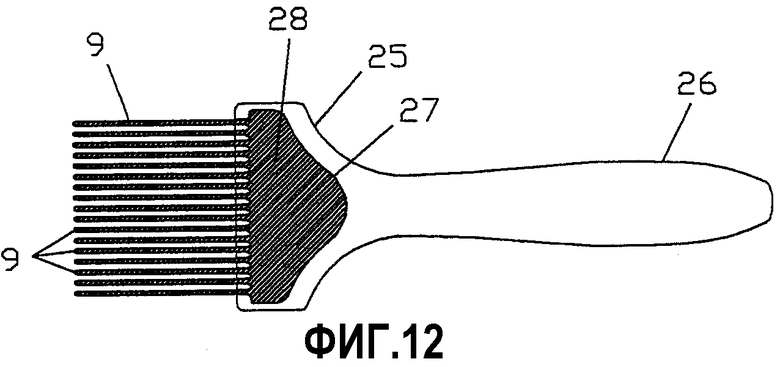
Фиг.12 - вид плоской кисти с частичным вырезом.
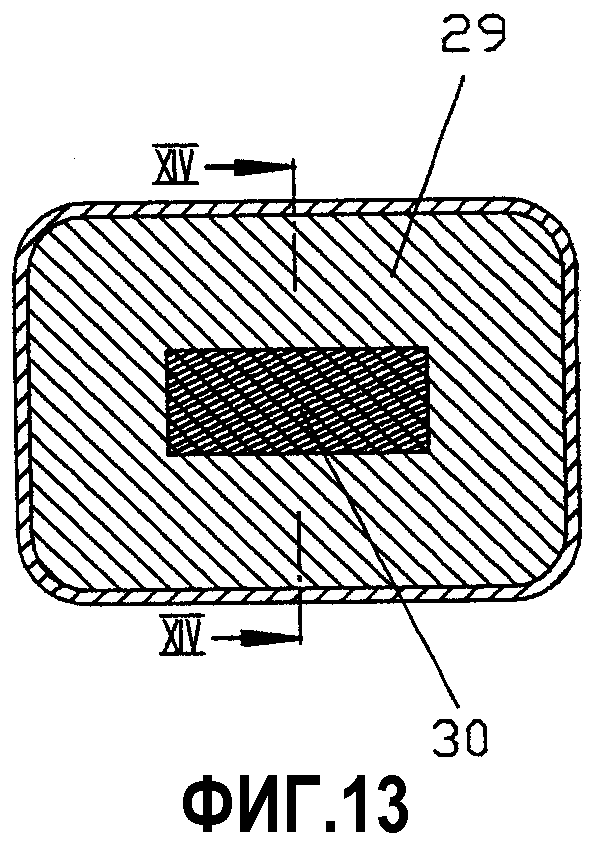
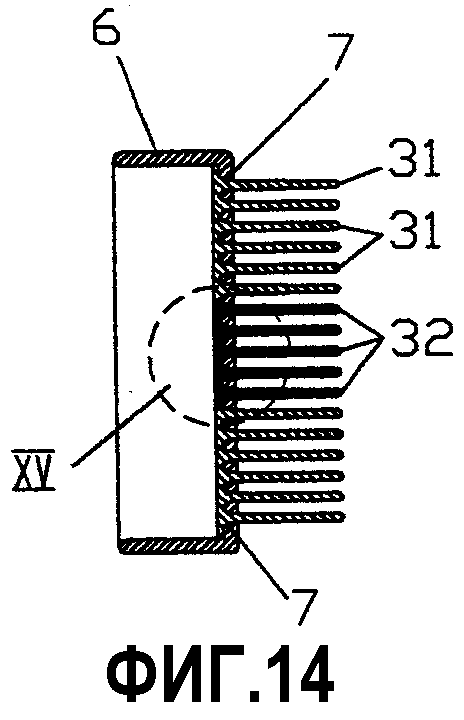
Фиг.13 - схематический вид сверху блока щетинок квадратной щетки.
Фиг.14 - сечение XIV-XIV по фиг.13.
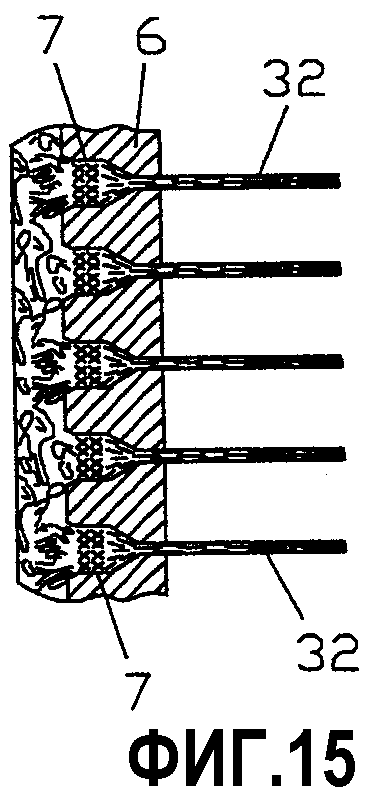
Фиг.15 - увеличенный вид детали XV по фиг.14.
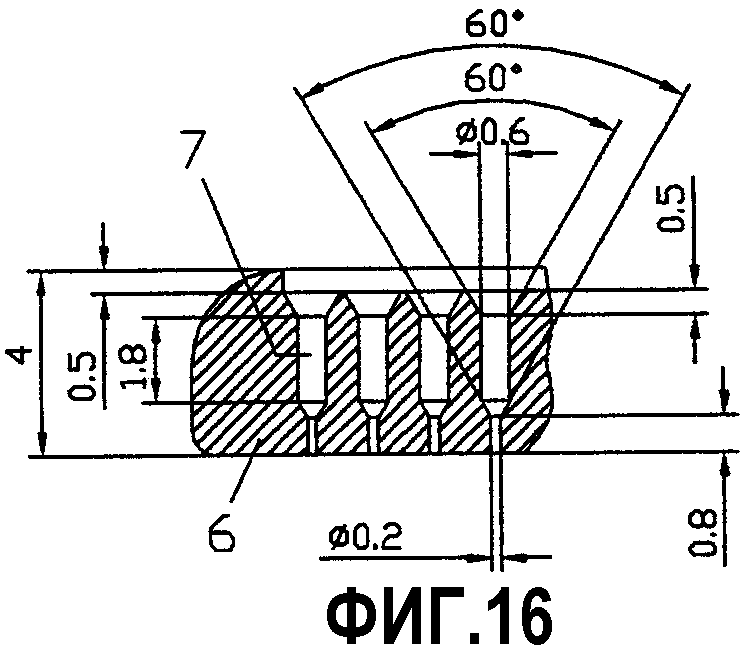
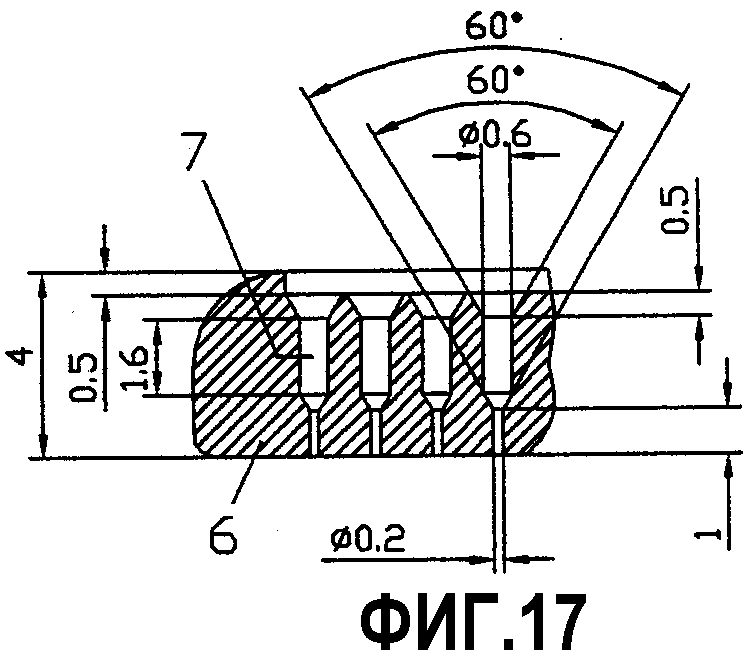
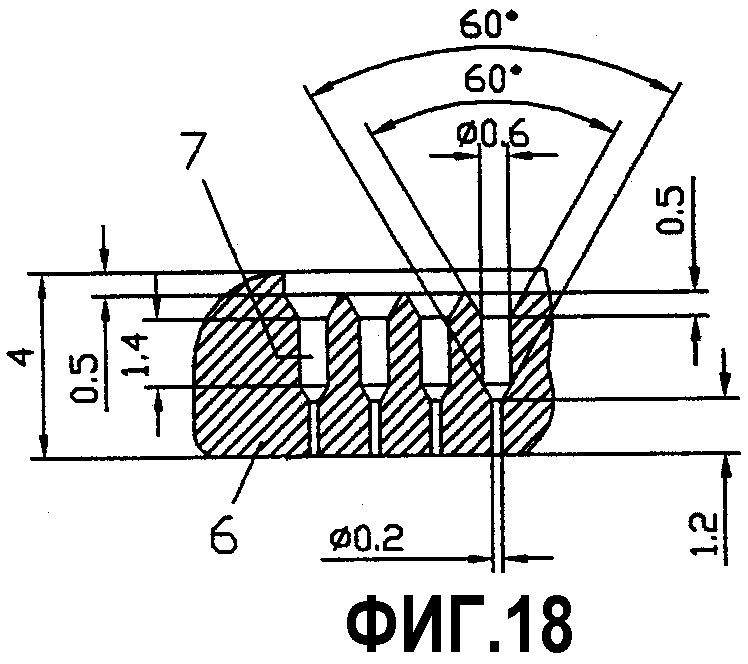
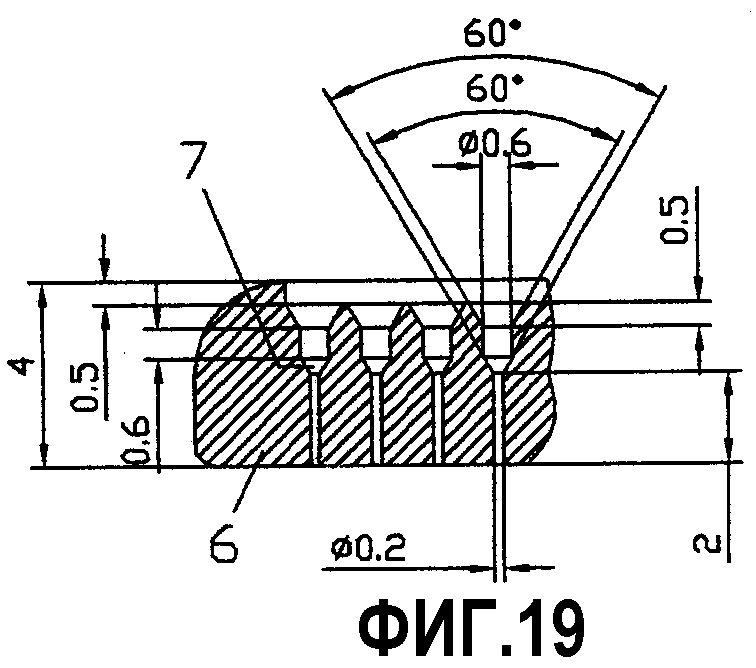
Фиг.16-19 - частичные разрезы держателя с различными геометрическими формами отверстий.
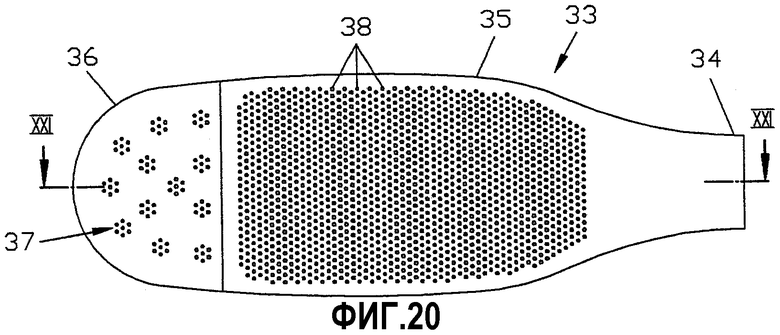
Фиг.20 - вид сверху блока щетинок головки зубной щетки.
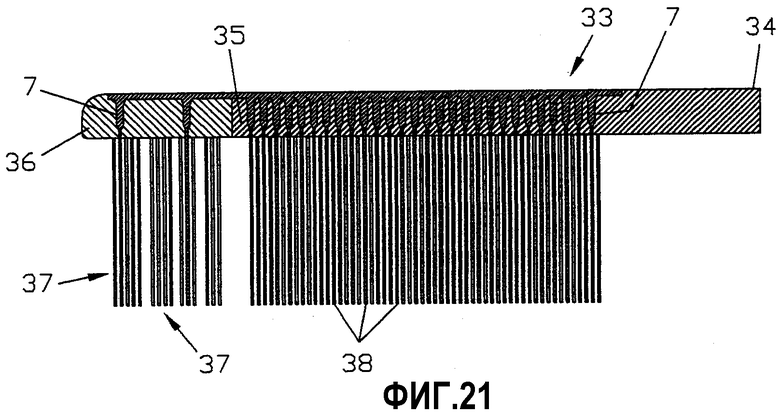
Фиг.21 - продольный разрез XXI-XXI головки зубной щетки по фиг.20.
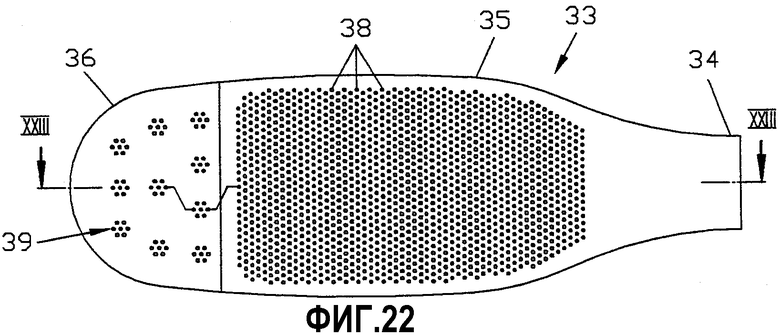
Фиг.22 - вид сверху другого варианта выполнения держателя в головке зубной щетки.
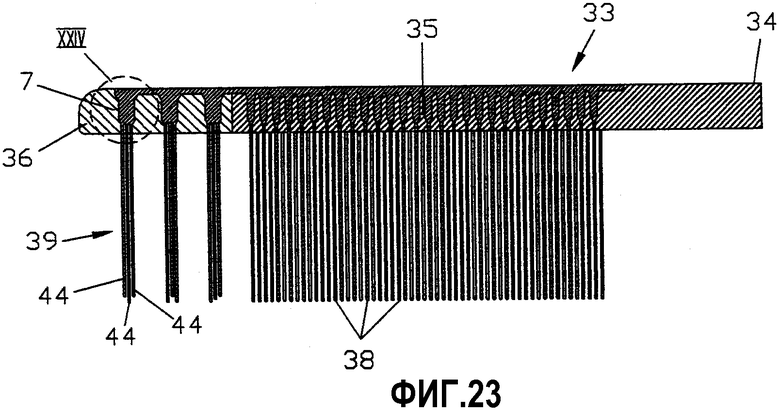
Фиг.23 - продольный разрез головки зубной щетки по фиг.22.
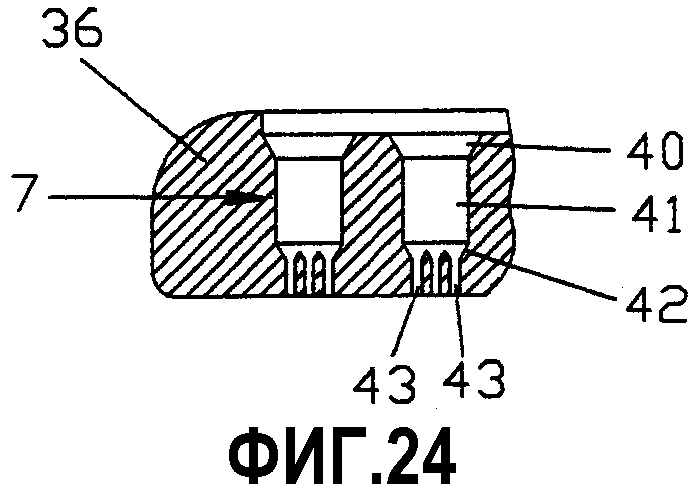
Фиг.24 - увеличенный вид детали XXIV по фиг.23 до отливки под давлением щетинок.
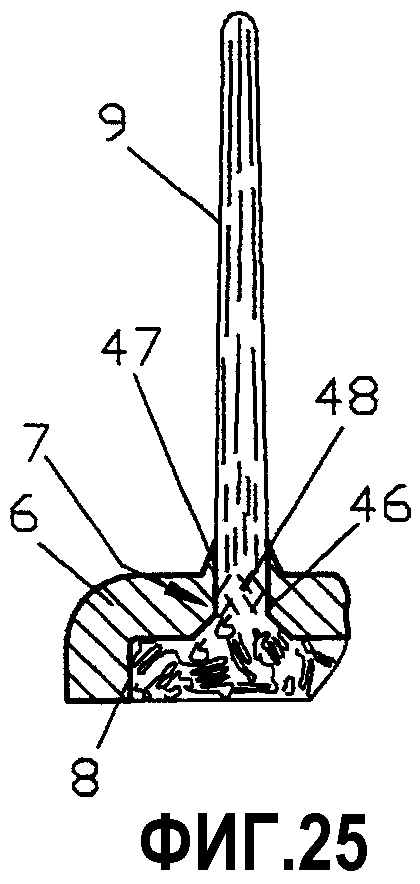
Фиг.25-29 - частичные разрезы держателя с отлитыми под давлением щетинками в различных вариантах выполнения отверстий.
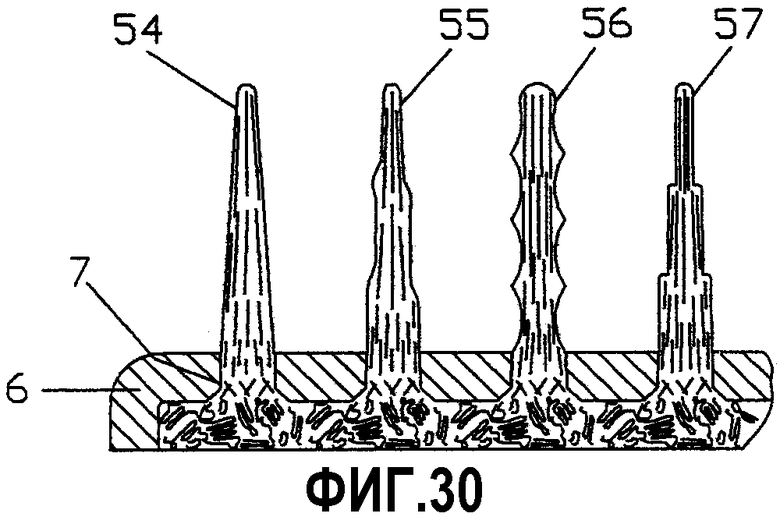
Фиг.30 - частичный разрез держателя со щетинками различной конфигурации.
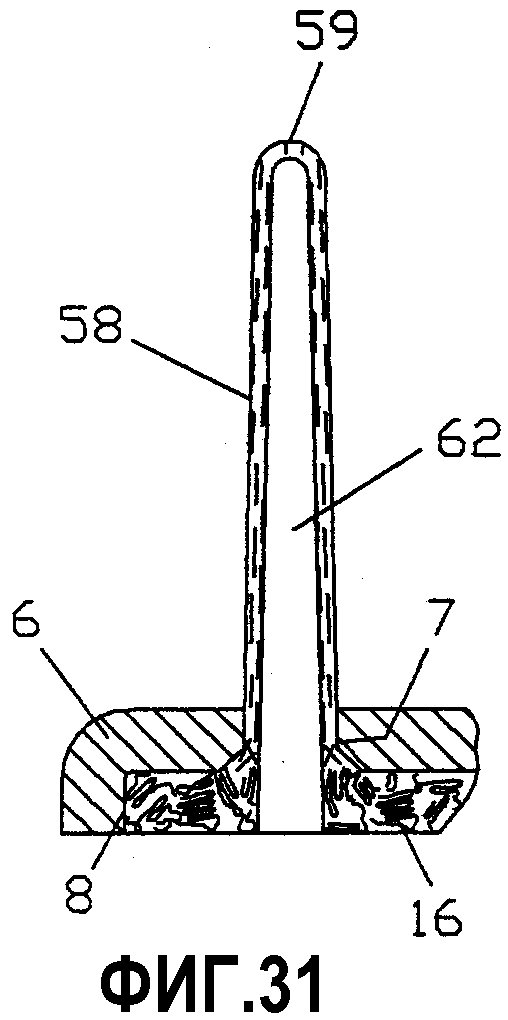
Фиг.31 - частичный разрез держателя с отлитой под давлением полой щетинкой.
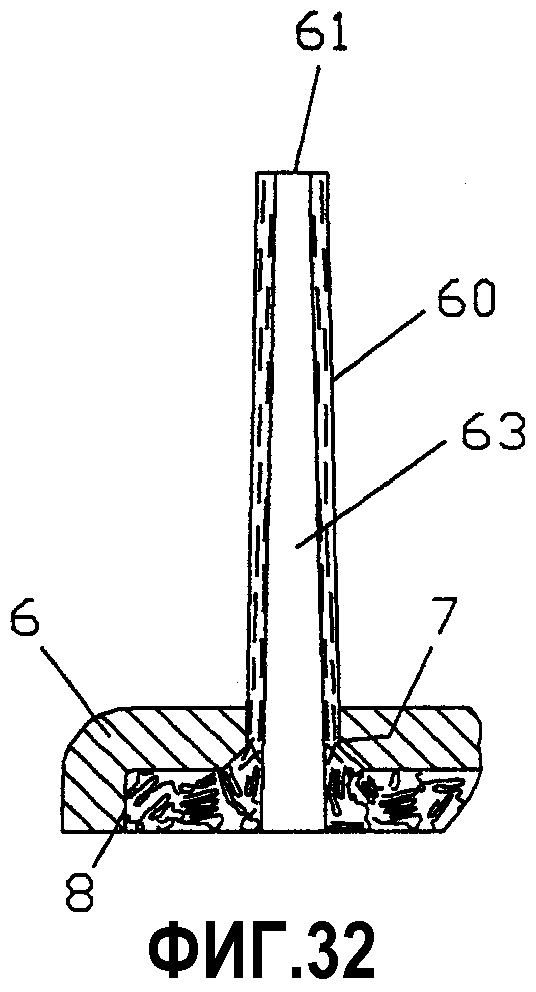
Фиг.32 - частичный разрез с другим вариантом щетинки, аналогичный фиг.31.
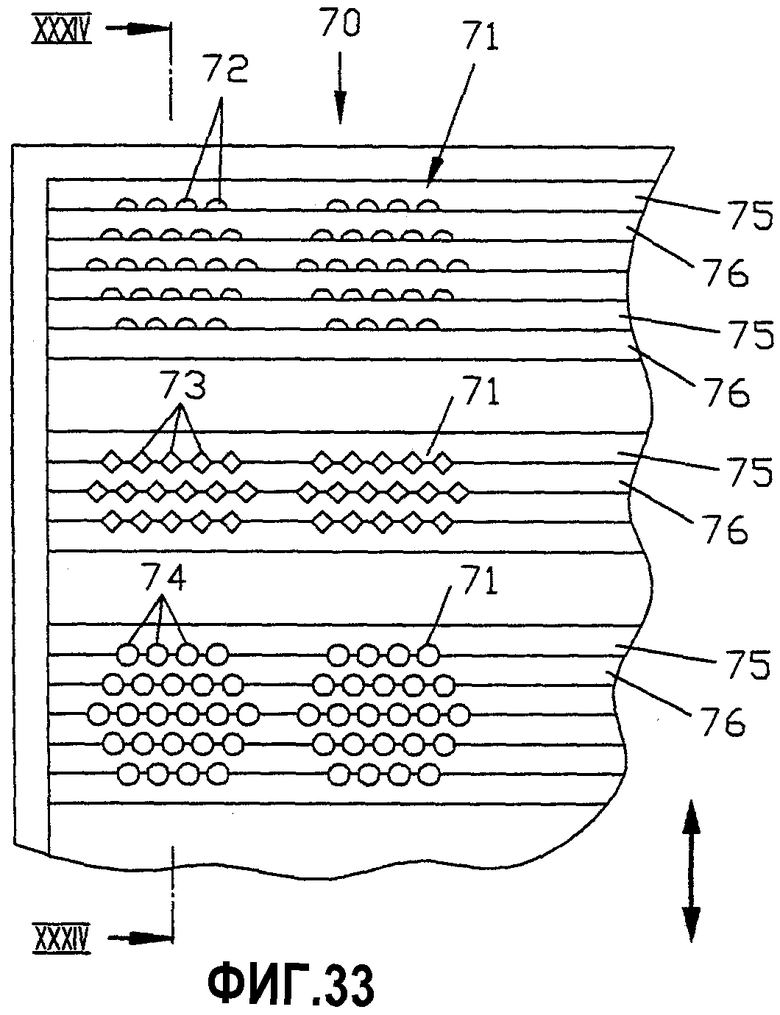
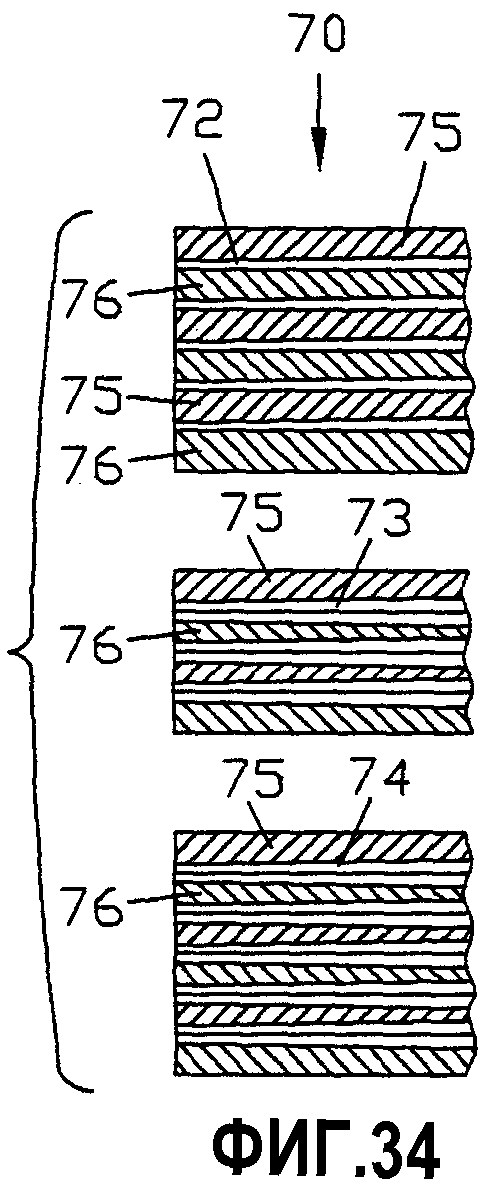
Фиг.33 - схематическое изображение напорной стороны пресс-формы с формовочными каналами различных конструкций.
Фиг.34 - частичное сечение по XXXIV-XXXIV по фиг.33.
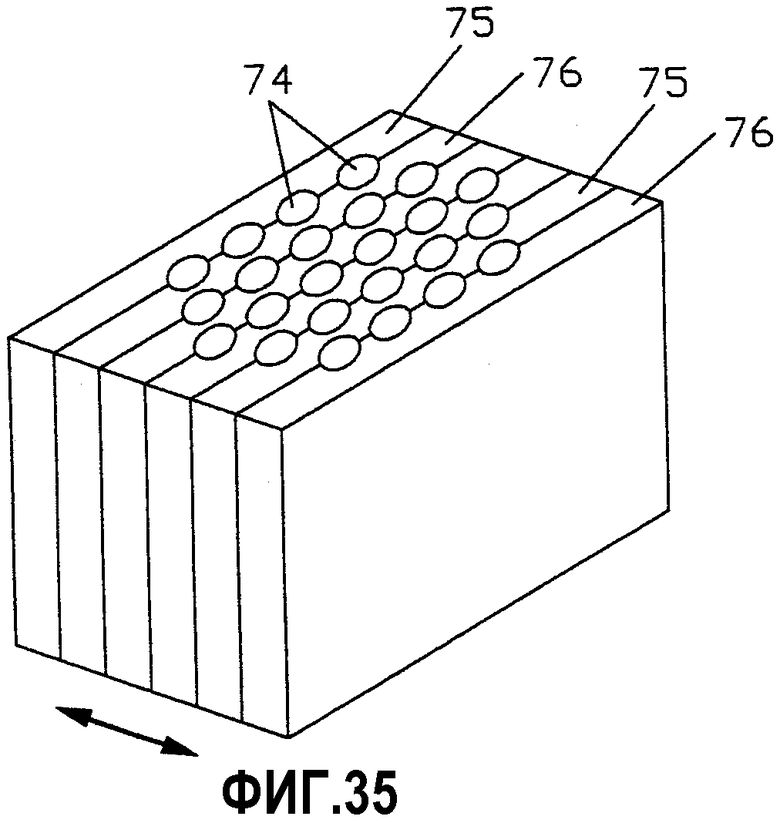
Фиг.35 - схематический вид в перспективе части пресс-формы для литья под давлением по фиг.33.
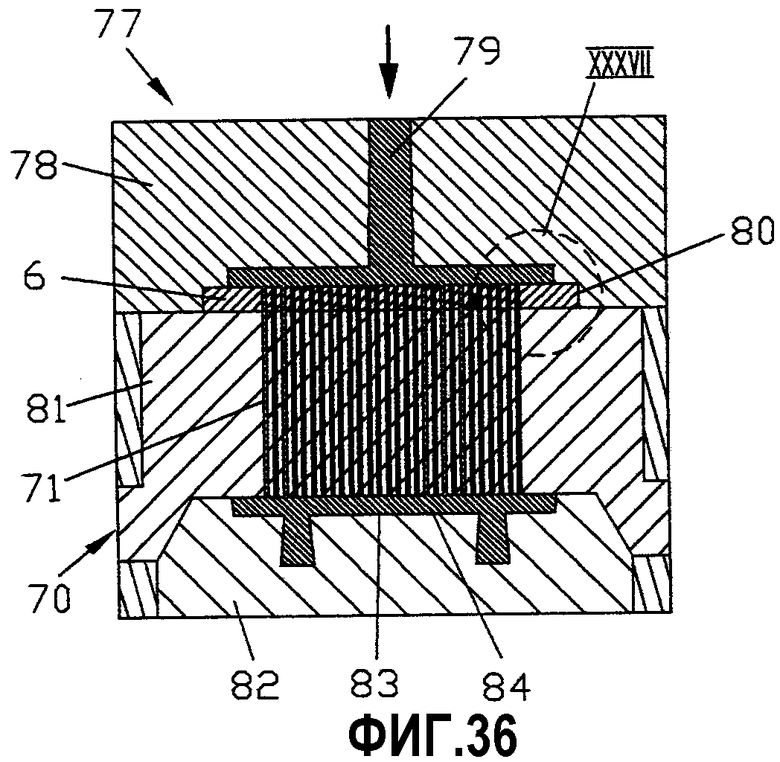
Фиг.36 - разрез многосекционной пресс-формы в фазе подачи материала под давлением.
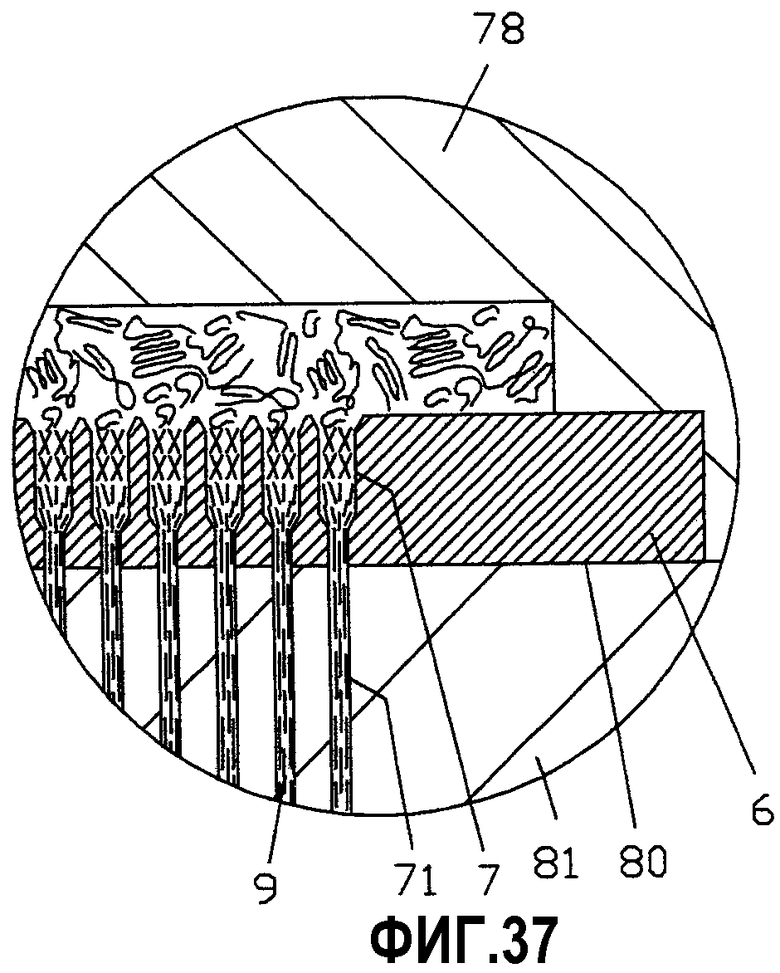
Фиг.37 - увеличенный вид детали XXXVII по фиг.36.
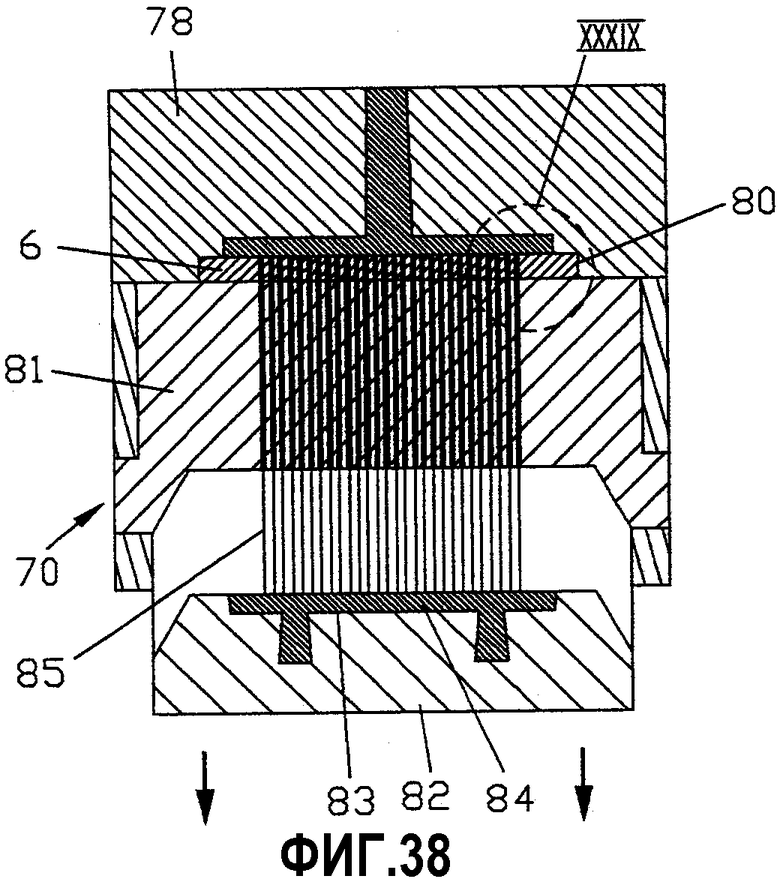
Фиг.38 - пресс-форма по фиг.36 по завершении фазы подачи материала под давлением в ходе вытягивания щетинок.
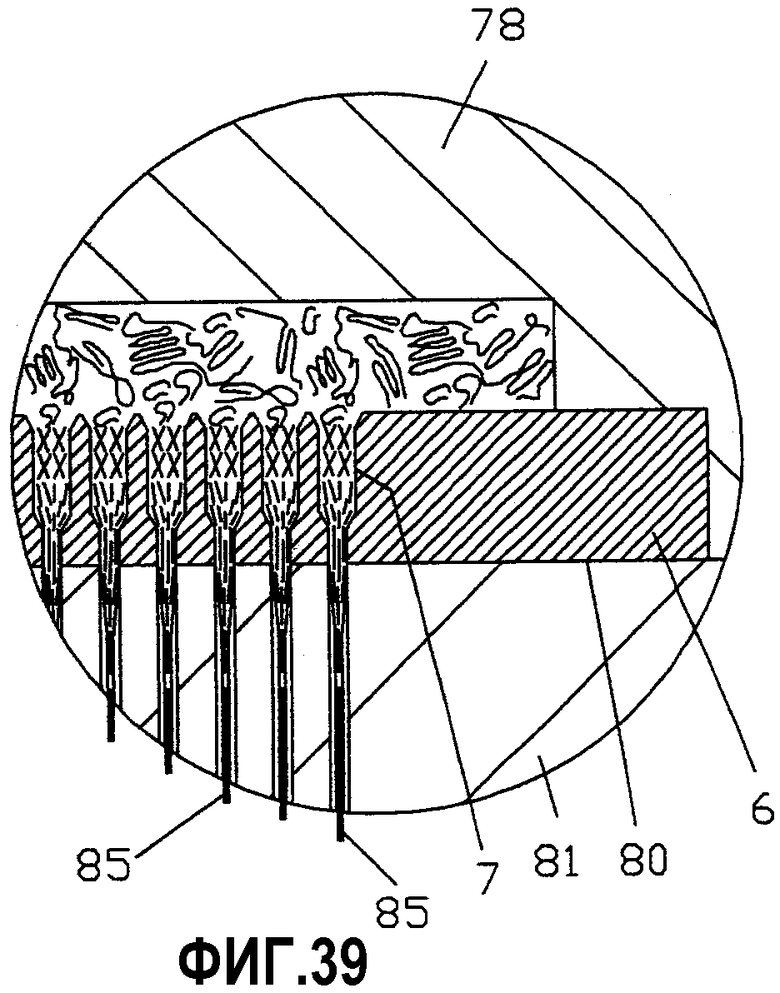
Фиг.39 - увеличенный вид детали XXXIX по фиг.38.
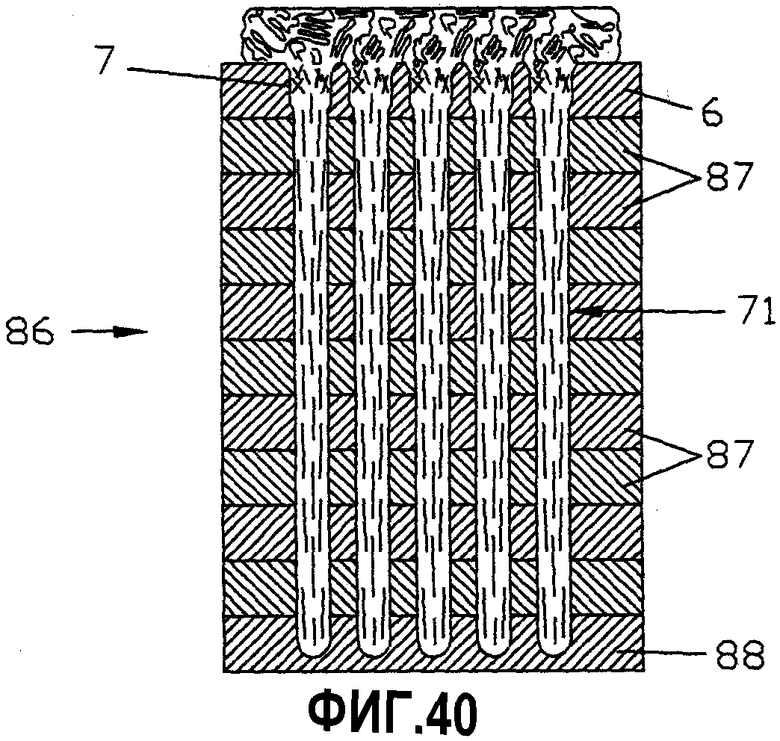
Фиг.40 - разрез пресс-формы с формовочными каналами в каждой фазе литья под давлением.
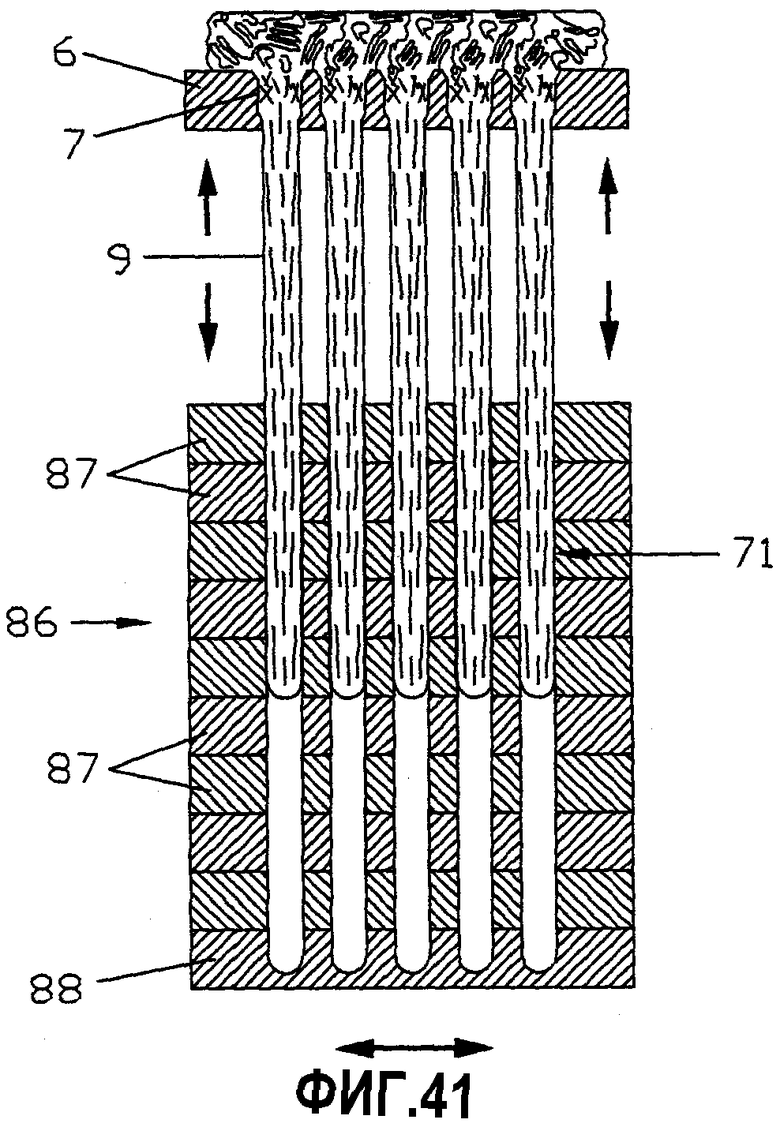
Фиг.41 - пресс-форма по фиг.40 в ходе удаления отливки.
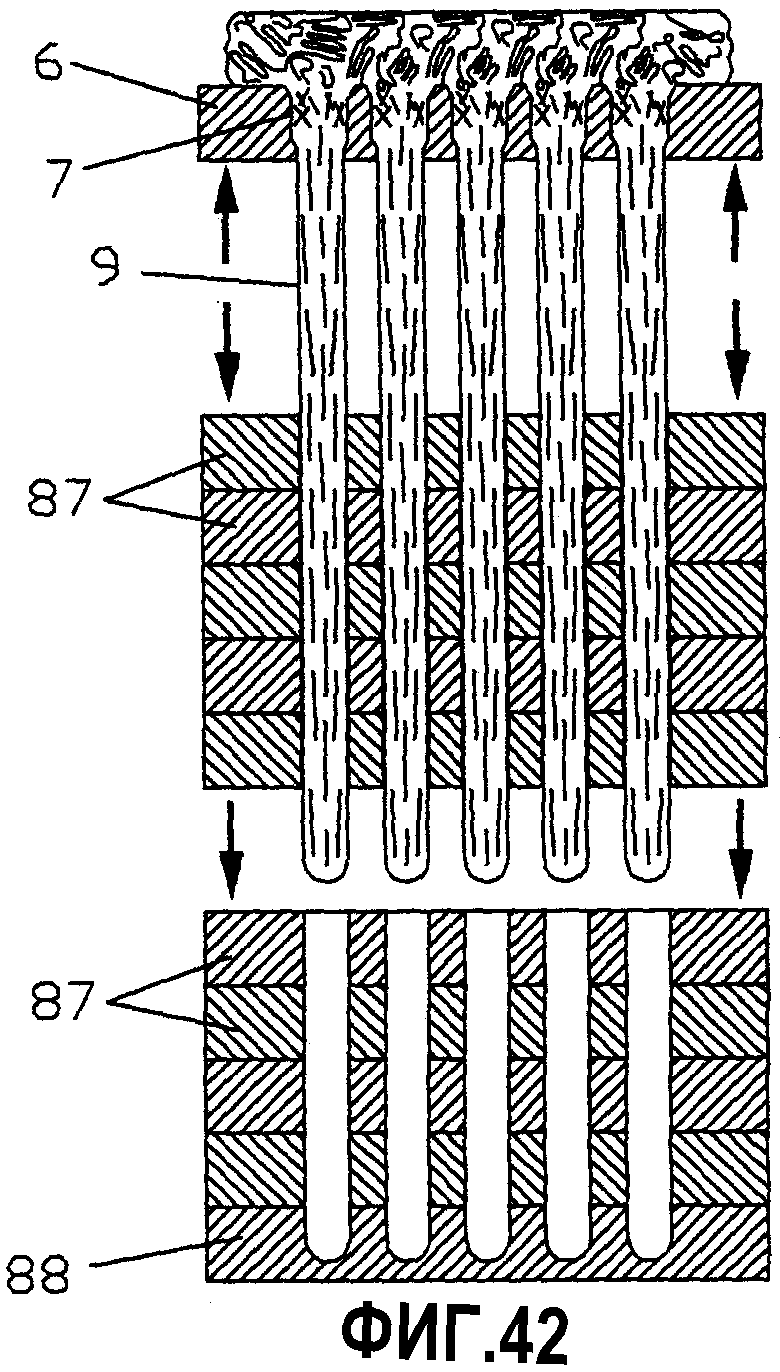
Фиг.42 - пресс-форма по фиг.42 в ходе поэтапного удаления отливки.
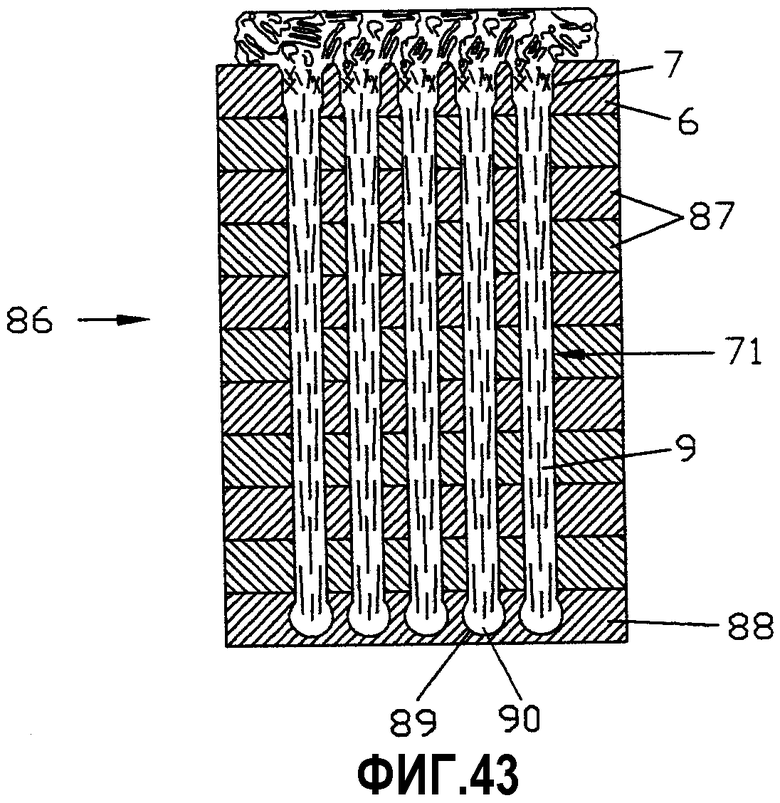
Фиг.43 - другой вариант выполнения пресс-формы по фиг.40 в фазе литья под давлением.
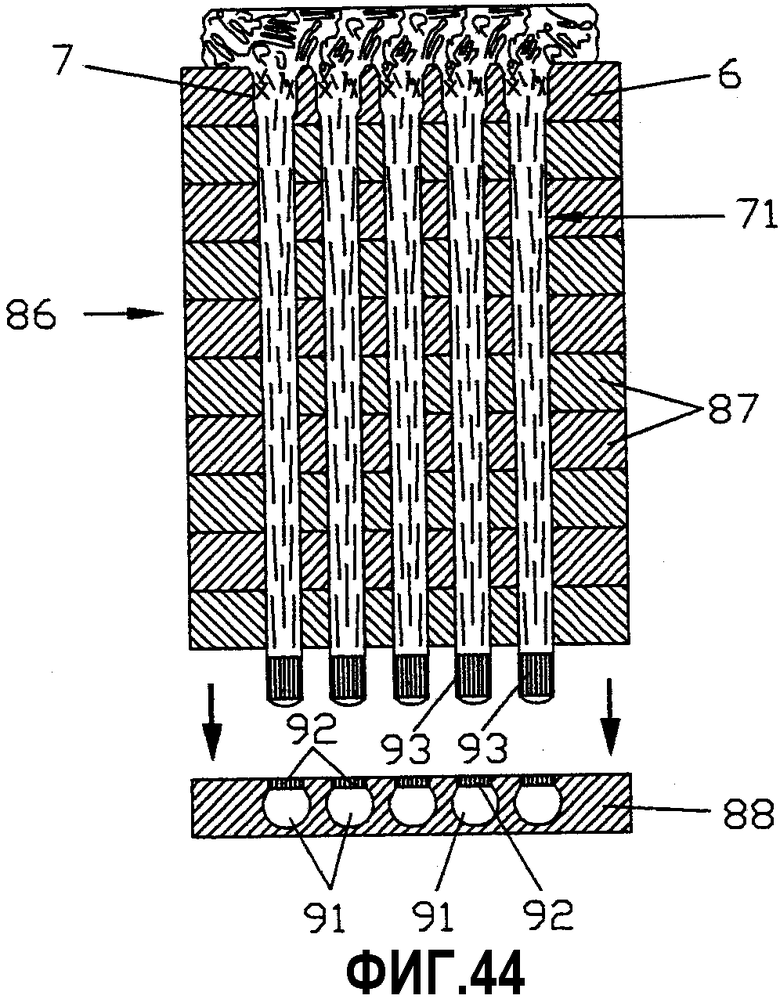
Фиг.44 - пресс-форма по фиг.43 в первой фазе удаления отливки.
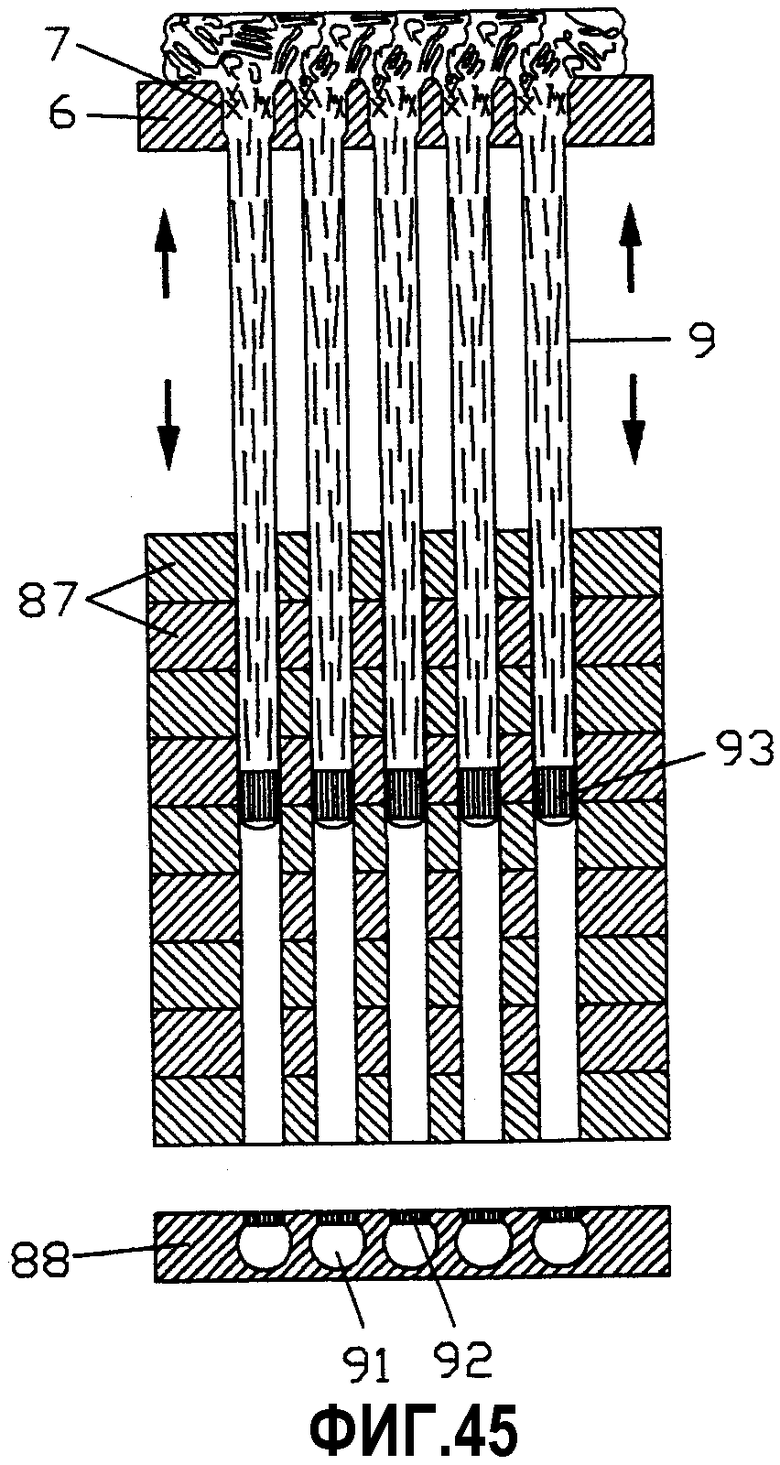
Фиг.45 - пресс-форма по фиг.43 в следующей фазе удаления.
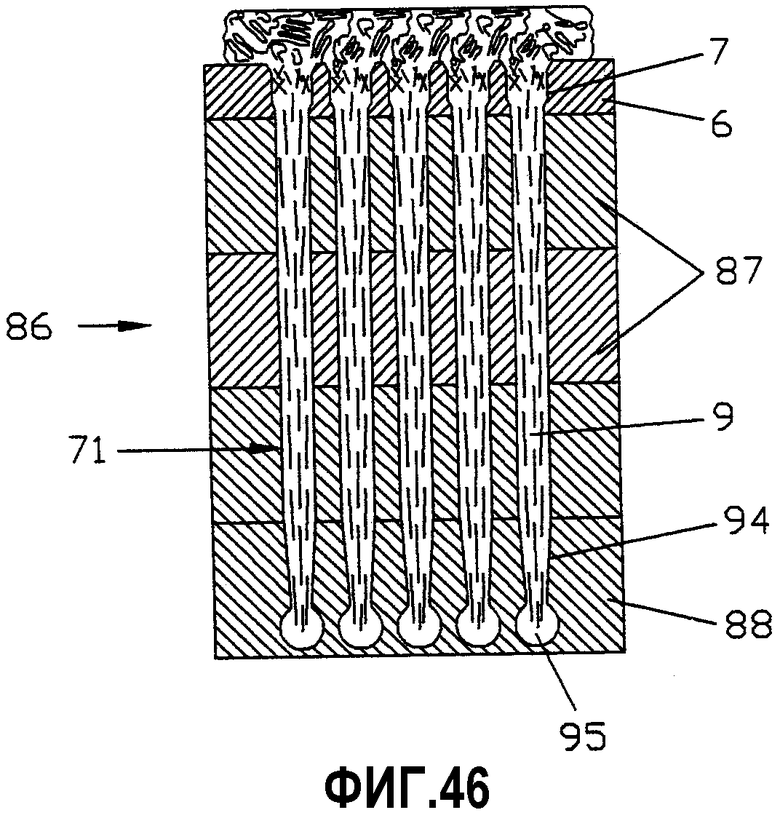
Фиг.46 - следующий вариант выполнения пресс-формы в фазе литья под давлением.
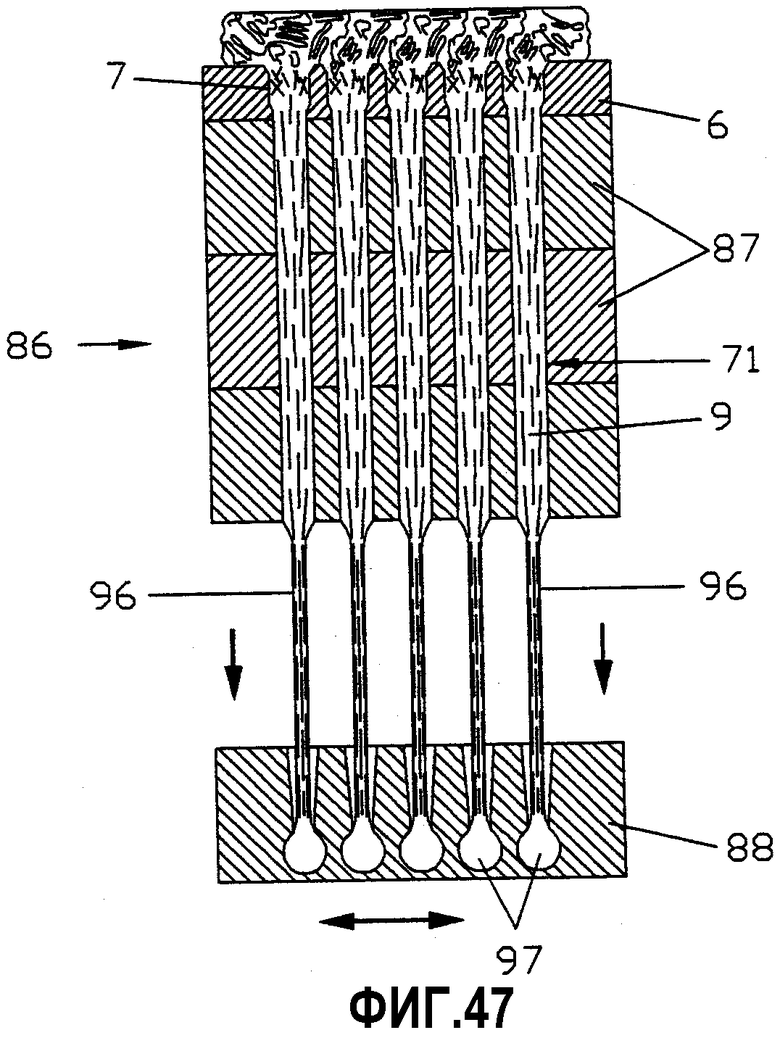
Фиг.47 - пресс-форма по фиг.46 в ходе вытягивания щетинок.
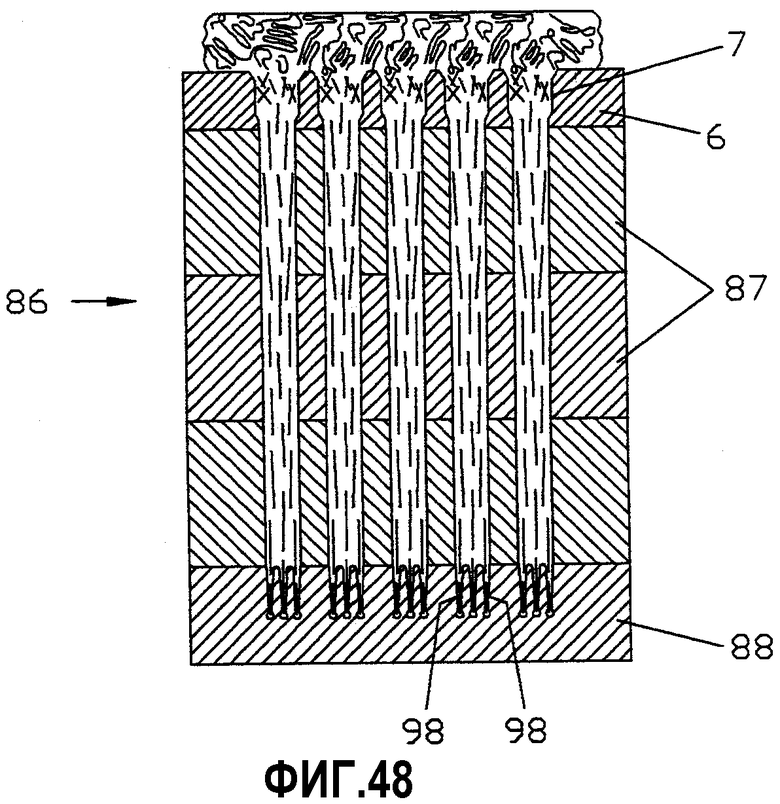
Фиг.48 - другой вариант выполнения пресс-формы с формовочными каналами в фазе литья под давлением.
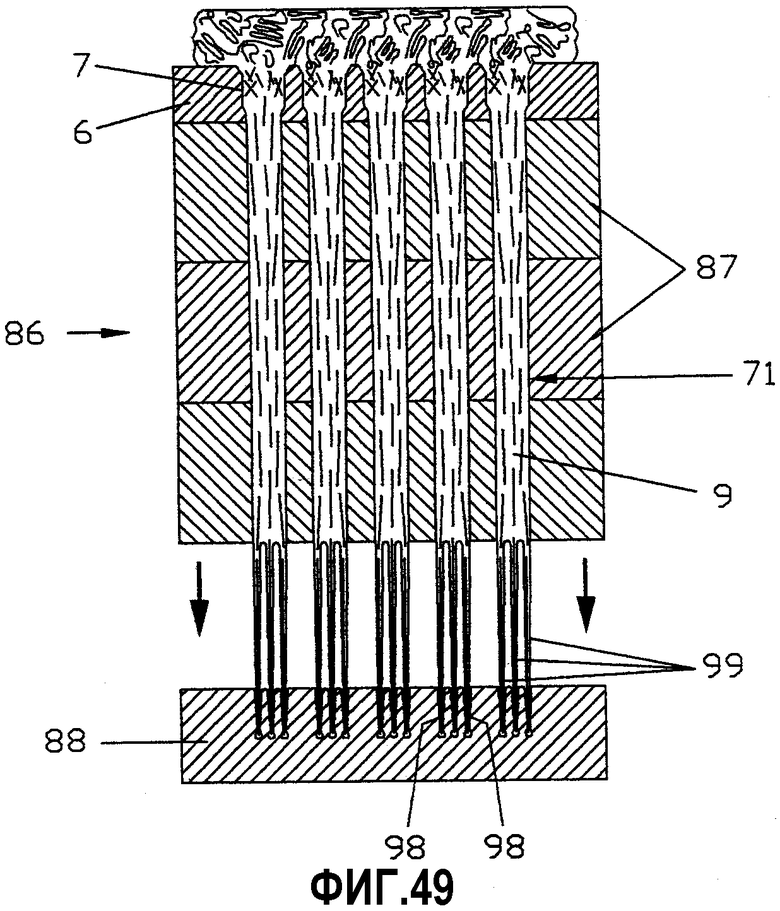
Фиг.49 - пресс-форма по фиг.48 в ходе вытягивания щетинок.
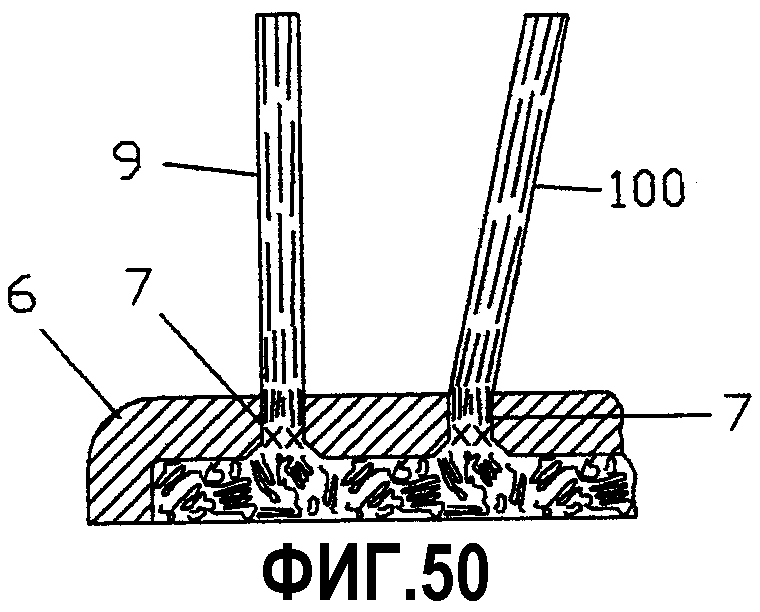
Фиг.50 - частичный разрез держателя с отлитыми щетинками.
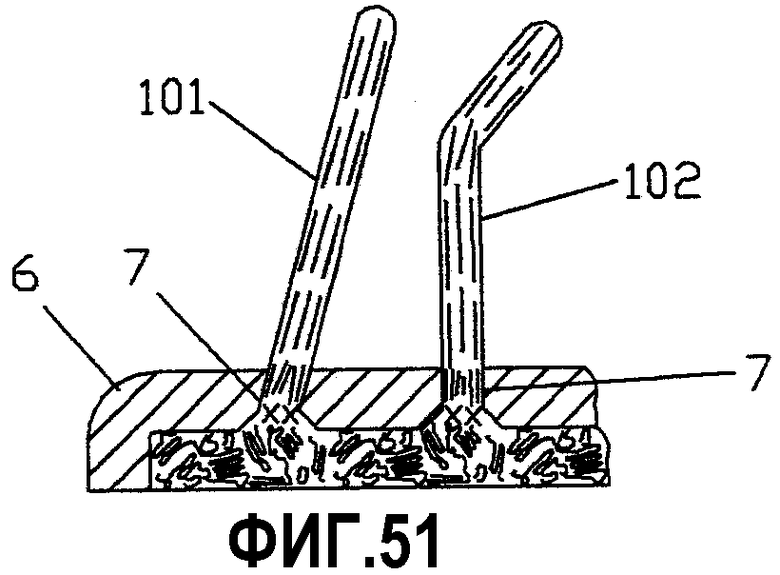
Фиг.51 - частичный разрез держателя с отлитыми щетинками.
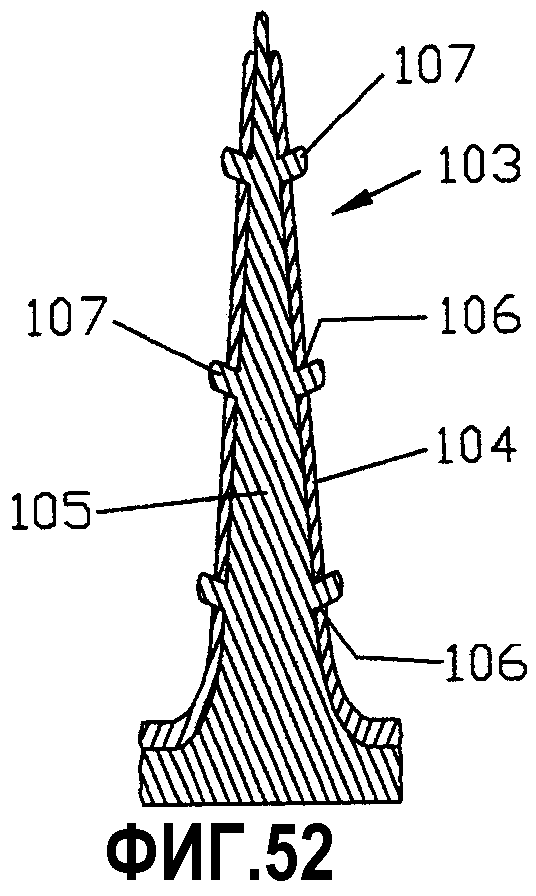
Фиг.52 - продольный разрез двухкомпонентной щетинки.
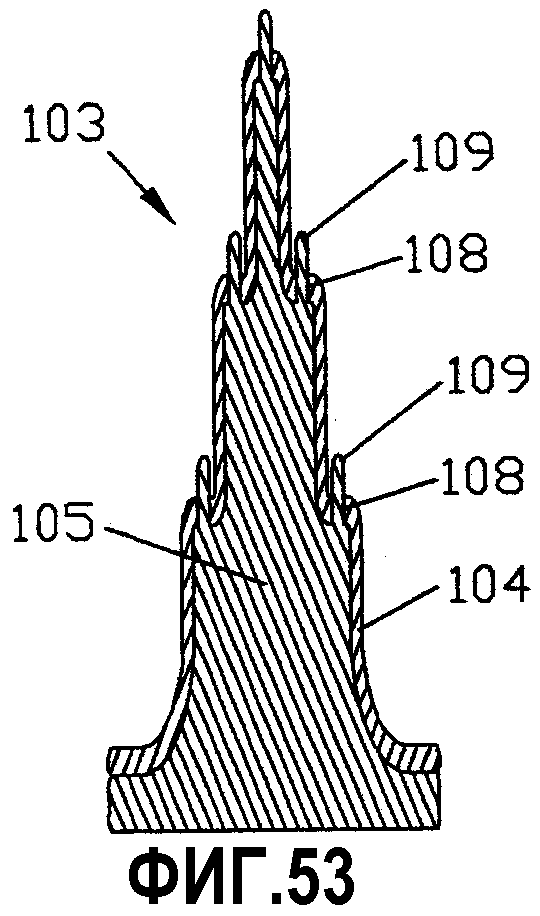
Фиг.53 - продольный разрез другого варианта двухкомпонентной щетинки, аналогичный фиг.52.
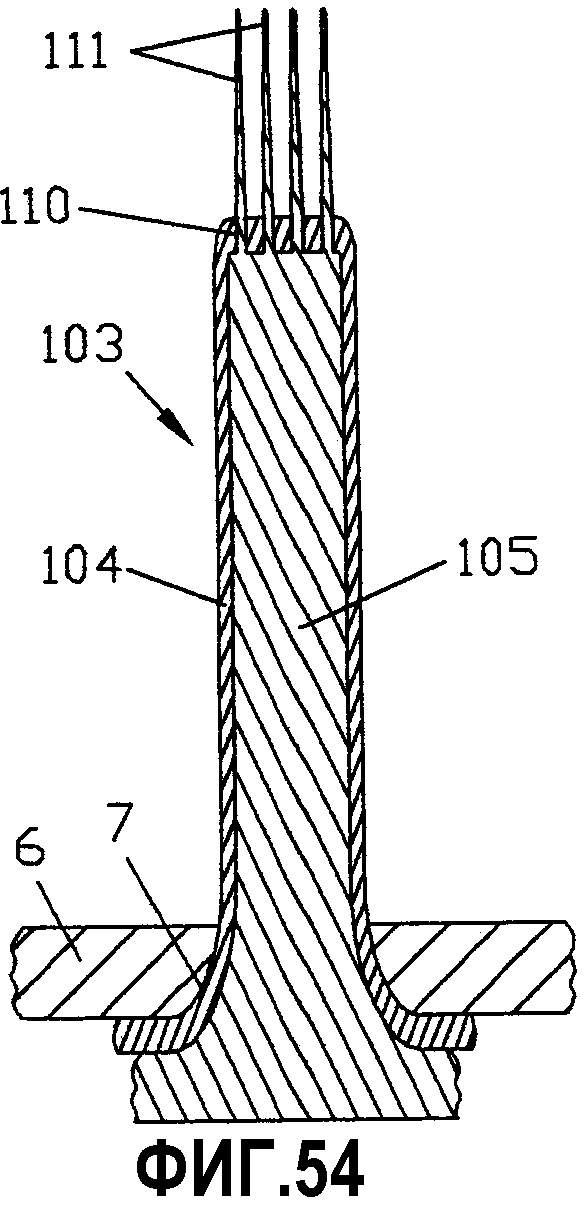
Фиг.54 - третий вариант двухкомпонентной щетинки.
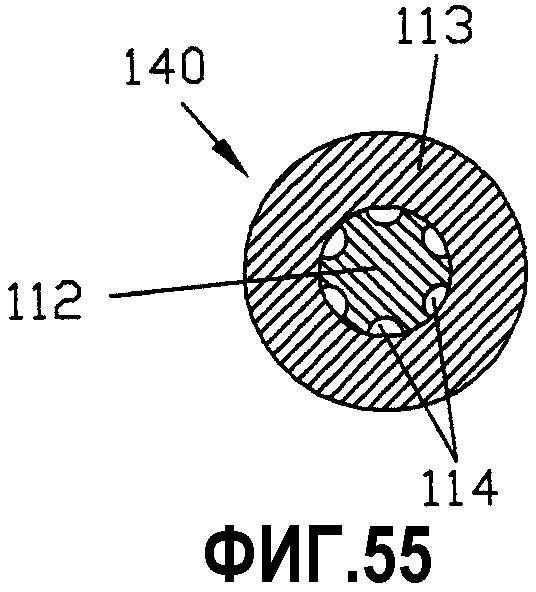
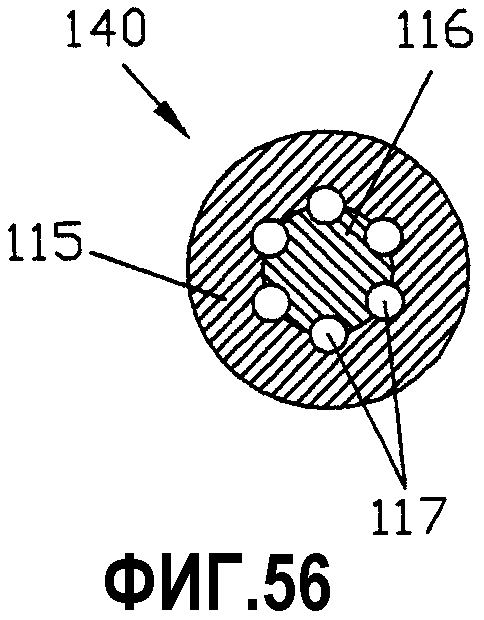
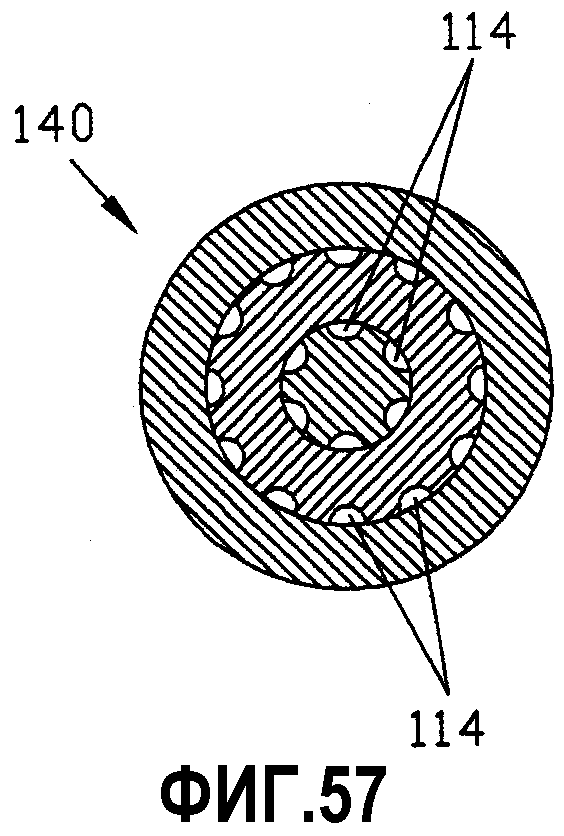
Фиг.55-58 - различные варианты формовочных элементов пресс-формы в разрезе.
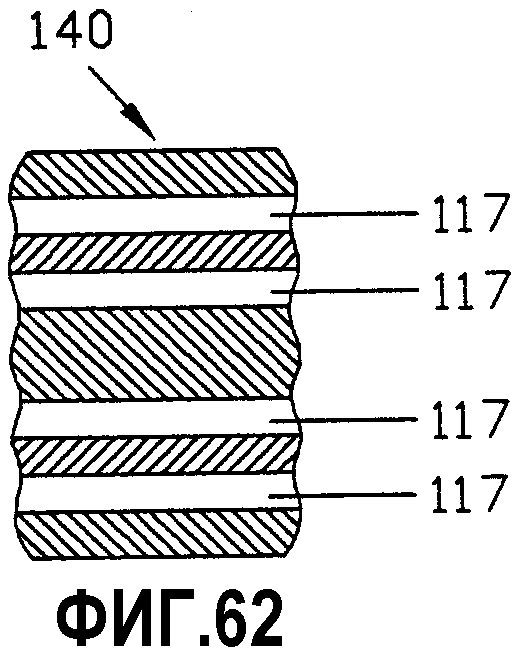
Фиг.59-62 - частичные продольные разрезы формовочных элементов по фиг.55-58.
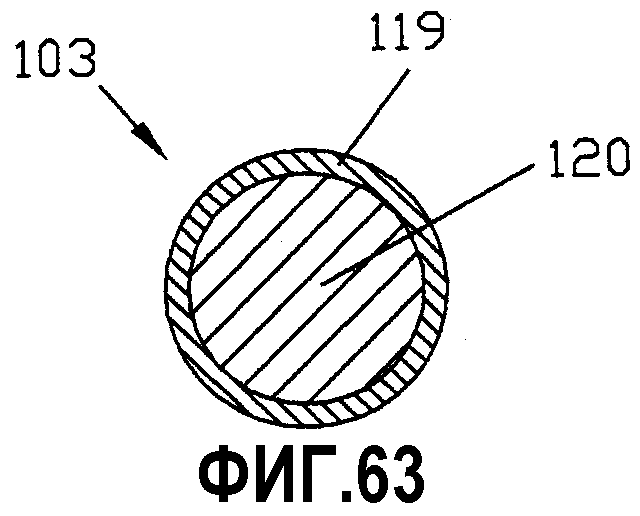
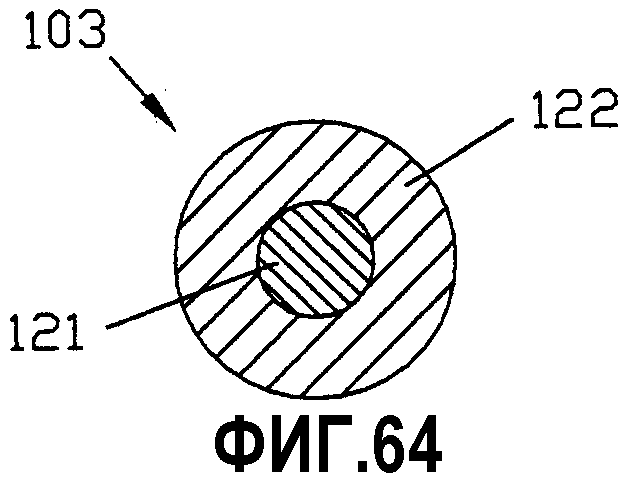
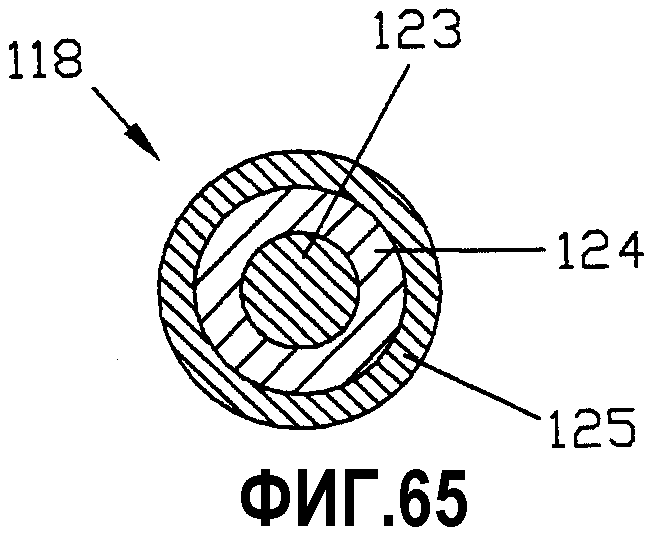
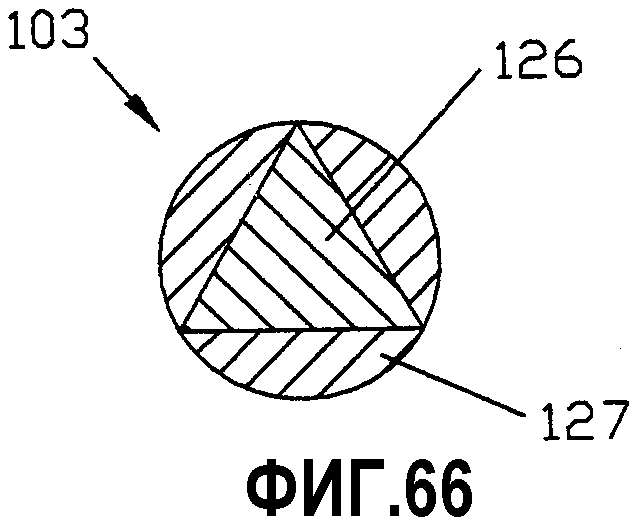
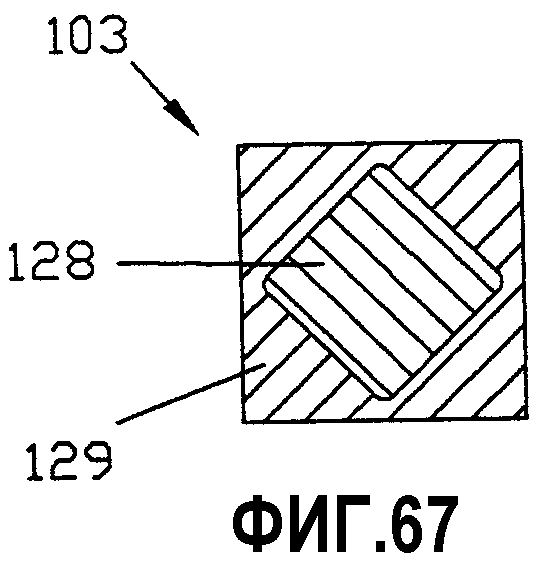
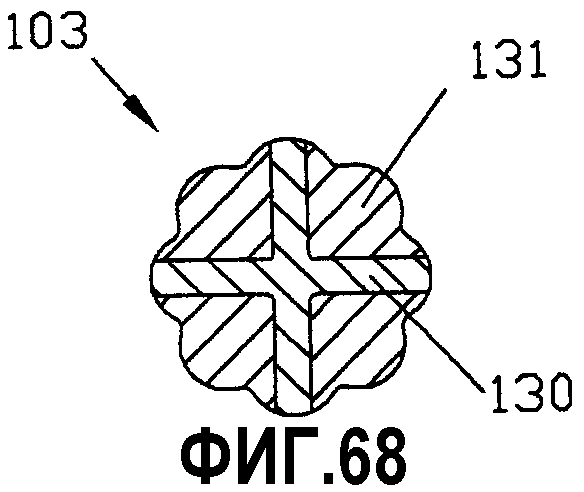
Фиг.63-68 - различные разрезы других вариантов выполнения многокомпонентных щетинок.
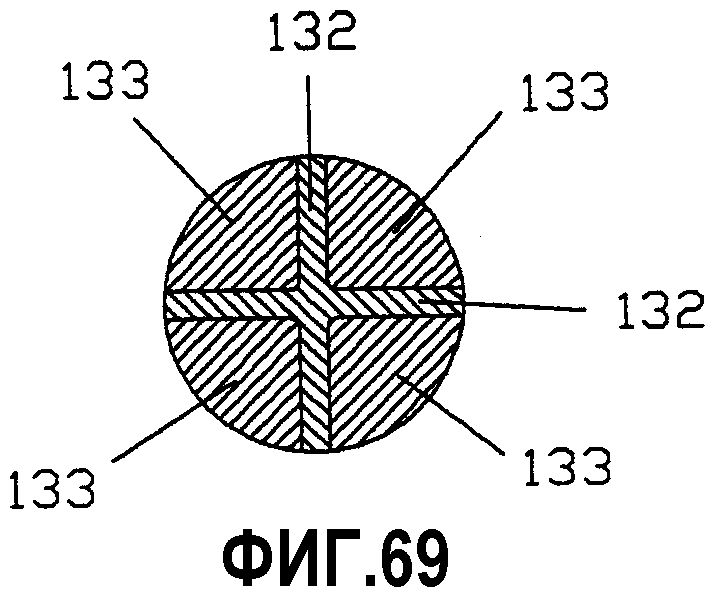
Фиг.69 - разрез расщепляемой щетинки.
Фиг.1 и 2 - частичные разрезы щеточного изделия, например, в области головки зубной щетки, полученной известным способом литья под давлением как цельное изделие (см., например, US 5926900). Она содержит держатель 1 и параллельные щетинкоподобные рабочие элементы в виде "стержней" или "шипов", отходящих от держателя и конически сужающихся к своему свободному концу. Держатель и рабочие элементы изготовляют в пресс-форме, полость которой соответствует готовому изделию. При подаче расплава пластика в направлении стрелки 3 сначала заполняется часть полости, образующая держатель, а затем заполняются формовочные каналы для рабочих элементов 2, благодаря чему получаются рабочие элементы с большим диаметром и относительно малым отношением диаметра к длине. Молекулы полимера в расплаве имеют неправильную, комковатую структуру, которая в целом остается такой и в области держателя 4. Как видно на переходном участке 5, молекулярные цепочки приобретают до некоторой степени продольную ориентацию, когда попадают в формовочные каналы для рабочих элементов 2, за счет уменьшения сечения. Трение о стенки создает усилие сдвига на дальнейшем пути расплава, что также до некоторой степени способствует ориентации молекул, по крайней мере, в наружной зоне вблизи поверхности стержневидного рабочего элемента. Степень продольной ориентации играет решающую роль в обеспечении упругости при изгибе, усталостной прочности на изгиб и восстановления исходного положения чистящих элементов. Как показано на фиг.2, слабейшим местом рабочего элемента 2 является переходной участок 5 к держателю 4, поскольку ориентация молекул там совершенно недостаточна и, более того, вообще имеет место на остальных отрезках по существу только вблизи поверхности.
Способом согласно изобретению, как показано на фиг.3-4, сначала формуют держатель 6 со сквозными отверстиями 7 по типу прядильных фильер. В идеале такие сквозные отверстия имеют форму сопел, как принято в технике прядения. Однако они могут иметь и более простую геометрию, лишь бы достигалась, как при прядении, главная цель - самоупрочнение за счет продольной ориентации молекул, которая начинается уже в сквозных отверстиях.
Держатель 6 в представленном варианте содержит углубление 8 на задней стороне, через которое проходят сквозные отверстия 7. Расплав пластика для щетинок 9 подают под давлением в углубление 8 с напорной стороны, показанной стрелкой 3, и одновременно продавливают его через сквозные отверстия 7 в формовочные каналы (не показаны) пресс-формы для литья под давлением, которая будет описана ниже. Щетинки 9 соединены по материалу с пластиком 10, заполняющим углубление 8, как показано, в частности, на фиг.4. Поскольку сквозные отверстия по форме подобны прядильным фильерам, неориентированные молекулы 11 получают предварительную ориентацию при входе в отверстия 7 и на дальнейшем пути расплава почти полностью вытягиваются в продольном направлении щетинки еще до выхода из держателя 6. Соответствующее самоупрочнение (за счет ориентации молекул) придает щетинкам 9 свойства, близкие к свойствам щетинок 9, полученных экструзией или прядением моноволокон.
На фиг.5 показан полностью держатель 6. Он может образовывать тело щетки или, по меньшей мере, часть такового и потому имеет соответствующую конфигурацию. Он снабжен рядом сквозных отверстий 7, количество которых соответствует блоку щетинок готовой щетки, причем каждое из отверстий предназначено для одной щетинки. Сквозные отверстия выполнены в виде прядильных фильер (идеальный случай представлен на фиг.6). В терминологии прядильного производства расплав пластика образует в углублении 8 так называемую прядильную подушку 12, которая поступает во входную воронку в виде конически сужающегося сечения 13. Эта входная воронка открывается в направляющую зону 14 (иначе называемую зоной сдвига) цилиндрического сечения, а та через переходной конический участок 15 открывается в так называемую зону 16 выравнивания уменьшенного сечения. Отношение диаметра к длине в зоне выравнивания составляет от 1:1 до 1:6. Отверстие 7 такой формы обеспечивает оптимальное вытягивание и продольную ориентацию молекул в щетинке 9.
Чтобы получить щетинкоподобную структуру, наименьшая ширина сквозных отверстий 7, например, в зоне 16 выравнивания, должна быть ≤3 мм. Отношение между длиной щетинки и наименьшим сечением отверстия 7 должно быть ≤1:5, предпочтительно ≤1:10 и может достигать 1:250. Экспериментально показано, что в отверстии, имеющем только зону 16 выравнивания, конический входной участок которой сужается до диаметра этой зоны, при отношении диаметра к длине 1:4 увеличиваются скорость литья под давлением и трение о стенки расплава, что отлично самоупрочняет щетинку. При больших отношениях диаметра к длине, например, 1:1, облегчается применение более тонкого, а следовательно, более гибкого держателя.
При конфигурации отверстия 7 в соответствии с фиг.6 входной диаметр воронки 8,5 мм и диаметр зоны выравнивания 0,5 мм увеличивают скорость течения расплава в 28,5 раз. Чем выше скорость, тем круче кривая распределения скоростей и ярче выражено усилие сдвига, еще увеличиваемое за счет конических переходов.
Плавильная подушка 12 в соответствии с фиг.6 при обычном прядении волокон служит источником расплава. В соответствии с изобретением она также является источником расплава при литье под давлением щетинок 9 и средством дополнительного распределения. Более того, дополнительный расплав поступает в сквозные отверстия 7 и далее в формовочные каналы по мере необходимости под действием обычного литейного давления, обеспечивая полное заполнение формы. Эта подушка после литья под давлением также образует часть конструкции готового щеточного изделия, включающего щетинки 9, составляя вместе с держателем слоистую структуру, показанную на фиг.3. Либо же углубление 8 может разделяться по длине носителя 6 с образованием параллельных мостиков или решеток, с которыми соединяются щетинки 9. В случае решеток соединение может иметь место в точках пересечения.
На фиг.7 схематически представлен вариант выполнения щетки, в котором держатель 6, как и на фиг.3 и 5, имеет, по существу, форму пластины и снабжен сквозными отверстиями 7, через которые отливаются под давлением щетинки 9. Задняя сторона держателя 6 заполнена пластиком щетинок 9 и соединена с телом 17 метлы механическим путем или литьем под давлением. Тело 17 охватывает края держателя 6 и содержит по центру гнездо 18 для ручки метлы. Вариант в соответствии с фиг.8, по существу, соответствует фиг.7, однако, гнездо 19 для ручки выполнено из того же материала, что щетинки 9, и отлит воедино с ними.
На фиг.9 показана часть щетки для ресниц, в которой держатель 20 имеет, по существу, форму трубки и закрыт с закругленного конца. Трубчатый держатель 20 содержит плотно расположенные сквозные отверстия 21 в виде прядильных фильер (фиг.10). Расплав для щетинок подают под давлением в трубчатый держатель 20, и через сквозные отверстия 21 он попадает в формовочные каналы (не показаны) пресс-формы, образуя плотно расположенные тонкие щетинки 9. При этом трубчатый держатель 20 целиком заполняется расплавом пластика с получением упрочняющего его цилиндрического ядра 21. Держатель 20 и/или ядро 21 могут одновременно образовывать ручку с правой стороны фиг.9.
Держатель 22 в варианте по фиг.11 представляет собой короткий цилиндр с закругленным концом и сквозными, проходящими, по существу, радиально отверстиями 7. Отношение диаметр-длина в сквозных отверстиях составляет порядка 1:1. И в этом случае расплав пластика для щетинок 9 поступает изнутри и проникает через сквозные отверстия 7 наружу, образуя тем самым щетинки 9. Отдельные щетинки 23 можно делать полыми, чтобы они служили, например, направляющими для жидкости. В этом случае пресс-форма (не показана) между формовочными каналами для щетинок 9 снабжена переставляемыми шпильками, которые образуют полую внутренность 23 щетинок и после литья под давлением щетинок 9 отводятся назад. С помощью дополнительных шпилек можно выполнить сквозные отверстия между щетинками для подачи жидкой среды. Внутреннее покрытие 24, образованное расплавом пластика на внутренней поверхности держателя 22, укрепляет частично цилиндрический держатель 22. Его внутреннюю полость можно целиком или частично заполнить дополнительным пластиком. Применяемый для этой цели расплав пластика может также заполнять полые щетинки 23 или при необходимости продавливаться через них, образуя на выходе полых щетинок 23 продолжения щетинок из другого материала. Вариант, изображенный на фиг.11, пригоден, например, для щеток для мытья туалетов. Подобным способом можно также получать сферические щетки с единственной точкой подачи материала под давлением на сферическом держателе.
На фиг.12 схематически изображена плоская кисть с корпусом 25 и ручкой 26, изготовленная целиком, например, литьем под давлением или пневмоформованием. На торцевой стороне корпуса 25 выполнены сквозные отверстия, начинающиеся от полости 27, по типу прядильных фильер. Расплав пластика для щетинок 9 кисти подают под давлением в полость 27 через одну или две точки подачи. Расплав проникает через сквозные отверстия 7 в формовочные каналы (не показаны) пресс-формы, образуя таким образом щетинки 9. Одновременно этот расплав образует ядро 28, заполняющее полость 27, укрепляющее корпус 25 и место крепления ручки. Такое укрепление особенно важно для корпуса кисти, полученного пневмоформованием.
На фиг.13 показана, по существу, квадратная щетка для рук или ее насадка, которая также может служить головкой малярной кисти. Держатель 6 здесь представляет собой готовую раму, которая с одной стороны открыта, а на закрытой стороне снабжена сквозными отверстиями 7. Блок щетинок состоит из наружного поля 29 и внутреннего поля 30, которые на фиг.13 показаны разной штриховкой. В процессе одно- или двухстадийного литья под давлением первый расплав пластика подают под давлением через сквозные отверстия 7 второго поля 30, получая щетинки 31 или 32 с различными механическими и/или физическими свойствами. Наружные щетинки 31 могут иметь больший диаметр, чем внутренние щетинки 32 (показанные в увеличенном масштабе на фиг.15). Они также могут иметь различные наполнители или разную окраску.
На фиг.16-19 представлены различные конструктивные исполнения держателя 6 со сквозными отверстиями 7, причем размеры даны в миллиметрах. Эти размеры обеспечивают отличный эффект прядильных фильер, если пользоваться терминологией прядильного производства, использованной при рассмотрении фиг.6. Входные воронки и переходные зоны во всех вариантах по фиг.16-19 сужаются на конус под 60°. Выпускные диаметры входной воронки и переходной зоны, а следовательно, впускные диаметры выравнивающих участков, или зон сдвига, в каждом случае равны 0,6 мм. Толщина подушки расплава составляет 0,5 мм, а диаметр выравнивающего участка равен 0,2 мм во всех четырех случаях. Длина направляющих и выравнивающих участков сквозных отверстий 7 различается. Она составляет соответственно 1,8 и 0,88 мм для фиг.16, 1,6 и 1,0 мм для фиг.17, 1,4 и 1,2 мм для фиг.18 и 0,6 и 2,0 мм для фиг.19. Продольная ориентация молекул расплава достигается, в частности, за счет длин направляющего и выравнивающего участков, где усилие сдвига велико благодаря трению о стенки.
Фиг.20 и 21 изображают головку 33 зубной щетки, получаемую путем литья под давлением за одно целое с ручкой 34 зубной щетки (целиком не показана). Головка 33 зубной щетки состоит из части 35 ближе к ручке и передней части 36, удаленной от нее; вместе они образуют держатель для щетинок, причем передняя часть 36 изготовлена литьем под давлением из более мягкого пластика, например, эластомера. На задней стороне частей 35 и 36 имеется углубление, в которое подают под давлением расплав пластика для щетинок. Часть блока щетинок на передней части 36 головки состоит из пучков 37, образованных отдельно стоящими щетинками, а на близкой к ручке части 35 головки плотно вставлены отдельные щетинки 38. Образующие держатель части 35 и 36 головки щетки имеют сквозные отверстия 7 для формования пластикового расплава, прошедшего на углубленную при необходимости заднюю сторону обеих частей. Щетинки, образующие пучки 37, и плотно набранные щетинки 38 могут быть выполнены из пластиков с различными свойствами, окраской и т.п.
На фиг.22 и 23 показана головка зубной щетки. Здесь описываются только отличия от фиг.20 и 21. В данном случае передняя часть 36 также содержит пучки 39, но конструкция сквозных отверстий 7 для их получения иная. Для формования целого пучка служит единственное отверстие, как видно на фиг.23. На фиг.24 сечение таких сквозных отверстий дано в увеличенном масштабе. Они содержат входную воронку 40, направляющий участок 41 и переходную зону 42, которая открывается в несколько соседних выходных участков 43. Количество выходных участков 43 соответствует количеству щетинок в пучке 39 (фиг.22 и 23). Отдельные щетинки 44 в пучке 39 могут иметь различную длину с тем, чтобы их концы образовывали наклонную или криволинейную поверхность (см. фиг.23). Концы щетинок точно закруглены.
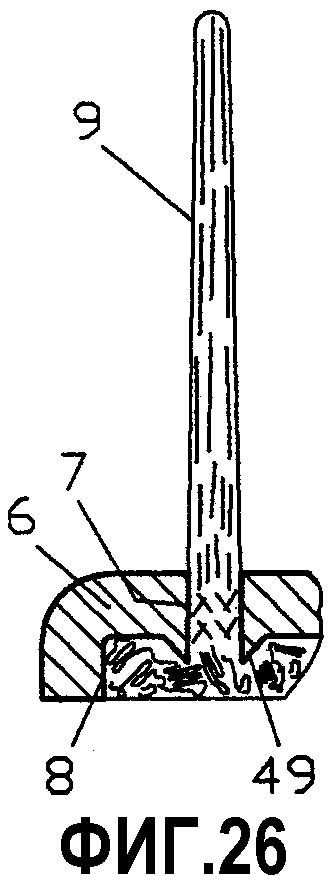
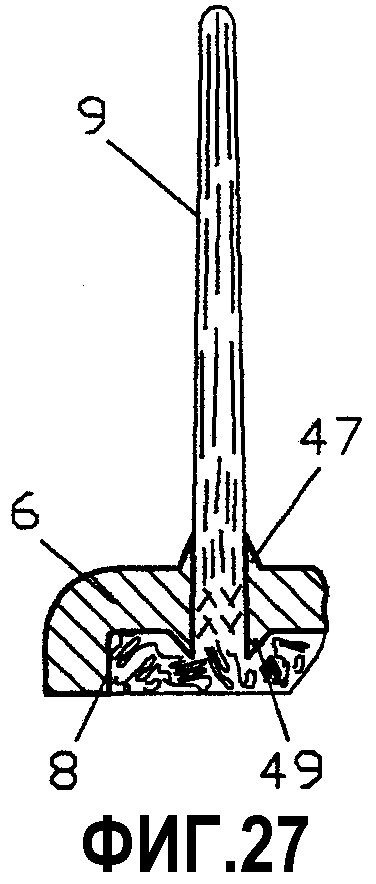
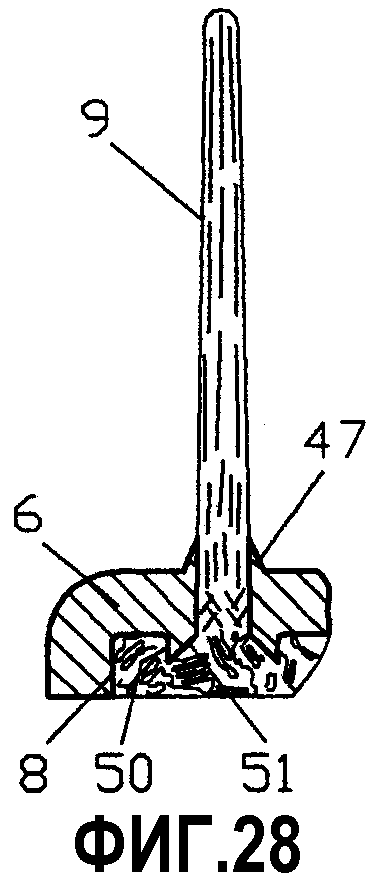
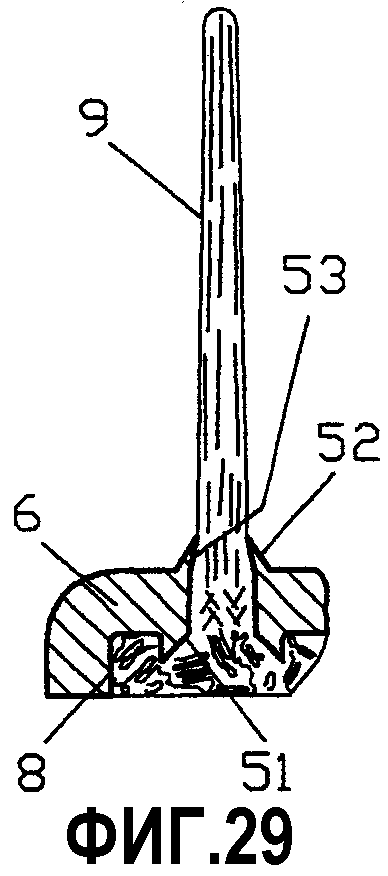
В описанных выше вариантах осуществления изобретения конфигурация сквозных отверстий 7, по существу, повторяет прядильные фильеры. Добиться нужной ориентации молекул можно и с помощью более простой конструкции сквозных отверстий, как показано на фиг.11 и фиг.25-29. В соответствии с фиг.25 держатель 6 содержит отверстие 7, соединенное с углублением 8 с помощью конически сужающегося участка 45, соответствующего входной воронке, за ним следует по существу цилиндрический, при необходимости, с небольшой конусностью, участок 46, который продолжается буртиком 47 на держателе 6, удлиняя тем самым зону сдвига. В то же время участок 48 щетинки 9, где ориентация молекул еще почти или совсем не произошла, охвачен буртиком 47 держателя 6. Вариант по фиг.26 отличается от фиг.25 тем, что держатель снабжен буртиком 49, заходящим в углубление 8, тогда как на фиг.27 показаны наружный и внутренний буртики 47 или 49, а внутренний буртик 50 на фиг.28 образует дополнительную входную воронку 51. Наконец, вариант по фиг.29 отличается от фиг.28 тем, что держатель 6 снабжен наружным буртиком 52, который сужается на конус внутрь, создавая еще одно узкое место для текущего расплава.
На фиг.30 показаны различные варианты щетинок, получаемых в сквозных отверстиях 7 держателя 6 одинаковой формы, а именно гладкостенная коническая щетинка 54, щетинка 55 с неравномерным по длине профилированием, щетинка 56 с равномерным по длине профилированием и ступенчатая коническая щетинка 57. Их можно получить литьем под давлением в пресс-форме с уложенными слоями плитами, как это будет показано далее.
На фиг.31 и 32 изображен держатель 6 со сквозными отверстиями 7 и углублениями 8, как описано выше, в котором щетинки отливают под давлением как полые щетинки 58 с закрытыми концами 59 или полые щетинки 60 с открытыми концами 61. Полость 62 или 63 получают с помощью переставляемых формовочных шпилек (не показаны), расположенных на напорной стороне, которые вставляют в сквозные отверстия и формовочные каналы (не показаны) перед экструдированием щетинок. Расплав пластика для щетинок 58 или 60 вводят под давлением в углубление 8 и закачивают через сквозное отверстие 7 в кольцевой зазор между стенками формовочных каналов и вставленной шпилькой, причем продольная ориентация по внутренней стенке формовочного канала и по стенке формовочной шпильки осуществляется благодаря трению о стенки и увеличенной скорости расплава так, что обеспечивает самоупрочнение щетинки за счет продольной ориентации молекул по всему сечению и длине полой щетинки.
На фиг.33-35 схематически изображена часть 70 многосекционной пресс-формы, содержащая формовочные каналы 71 для щетинок, выполненные в соответствии с расположением щетинок в блоке щетинок готового щеточного изделия. Показанные в верхней части схемы формовочные каналы 72 имеют полукруглое сечение, каналы 73 в центре схемы - квадратное, а внизу представлены формовочные каналы 74 круглого сечения. Пресс-форма 70 состоит из плит, набранных слоями параллельно формовочным каналам так, что соседние плиты 75, 76 образуют часть каждого формовочного канала. Ввиду малых сечений и большой длины формовочных каналов 71, что затрудняет удаление отливок в направлении формовочных каналов, плиты 75, 76 можно слегка сдвигать в направлениях, показанных двойной стрелкой.
Фиг.36 изображает агрегат 77 для литья под давлением с многосекционной пресс-формой, как правило, неподвижная часть 78 которой содержит канал подачи 79 расплава пластика для щетинок и полость 80, в которую вставляют ранее изготовленный держатель 6 со сквозными отверстиями, или отливают его прямо в полости. Подвижная часть 81 содержит формовочные каналы 71 для щетинок. В этом показанном варианте имеется еще третья часть 82 с полостью 83, куда поступает расплав, подаваемый под давлением через канал подачи 79, через сквозные отверстия (не показаны) держателя 6 и формовочные каналы 71; заполняя эту полость, расплав образует плитообразный упор 84. На фиг.37 подробно показана плоскость раздела между частями 78 и 81 агрегата 77 для литья под давлением. После литья под давлением часть 82 с плитообразным упором 84, который соединяет концы щетинок 9, сначала смещается в направлении стрелок так, что щетинки 9 вытягиваются, и получаются щетинки 85 с еще более улучшенной продольной ориентацией молекулярных цепочек. Вытягивание можно осуществлять сразу после отливки или с некоторой задержкой в зависимости от материала и от геометрических размеров формовочных каналов, т.е. от полученной геометрии щетинки.
На фиг.40-49 представлена пресс-форма 86 с формовочными каналами 71, которая состоит из отдельных плит 87, уложенных слоями поперек оси формовочных каналов 71, и концевой плиты 88, причем каждая из плит 87 образует продольный участок формовочного канала 71. Концевая плита 88 формует концы щетинок. Расплав пластика подают под давлением через сквозные отверстия 7 держателя 6 в формовочные каналы 71, пока он не достигнет концевой плиты 88. Вентиляция может осуществляться в плоскости раздела между плитами 87, как известно в обычной технологии литья под давлением. Плиты 87 и 88 можно смещать относительно держателя 6 или неподвижной части пресс-формы, либо по отдельности, либо, как на фиг.41 и 42, группами. Это можно осуществить в одну стадию (см. фиг.41). Однако предпочтительно сначала сдвигать концевую плиту 88, при необходимости вместе с соседними плитами 87, при этом сначала высвобождаются концы щетинок 9, а затем их остальная длина.
Как показано двойной стрелкой на фиг.41, плиты 87, 88 можно сдвигать касательно поперек формовочных каналов 71 или поворачивать так, что щетинки подвергаются знакопеременным изгибающим нагрузкам относительно держателя 6, что ведет к самоупрочнению вблизи поверхности щетинки в месте сгиба и тем самым еще улучшает гибкость щетинок и способность возвращаться в исходное положение.
Концевая плита 88 предпочтительно является сменной, образуя либо упор при вытягивании, либо придавая различные очертания щетинке 9. На фиг.43 показана такая концевая плита 88 со скругленными уширениями 89 для формования круглых головок на щетинках 9. С целью удаления готовых щетинок концевая плита 88 разделена на сегменты параллельно формовочным каналам, как описано при рассмотрении фиг.33-35. Если скругленная головка 90 служит только упором при вытягивании щетинок 9 и затем подлежит удалению, это можно сделать поперечным смещением концевой плиты 88, выполняющей в данном случае функцию режущей пластины.
Другой вариант концевой плиты 88 представлен на фиг.44. Она также содержит закругленные уширения 91 с продольным профилем 92 на стороне подачи. Для удаления пресс-формы сначала отводят концевую плиту 88 и переформуют головки, образованные в скругленном уширении 91 так, чтобы они были параллельны щетинкам, одновременно придавая им продольный профиль 93. После этого извлекают из формы так, как было описано в связи с фиг.41 и 42.
Следующий вариант концевой плиты 88, имеющей участок 94 с увеличенной конусностью и следующее за ним уширение 95, благодаря чему отливаемая под давлением щетинка 9 получает сужающийся, и затем утолщенный конец, как показано на фиг.46 и 47. При отводе концевой плиты 88 вытягивается только передняя часть щетинки, как показано на фиг.47, а ее диаметр уменьшается так, что полученная щетинка в своей передней части 96 тоньше, чем в остальных частях, зато благодаря дополнительному вытягиванию имеет повышенную усталостную прочность на изгиб. Концевая плита 88 также разбита на сегменты для удаления утолщенных концов 97 щетинок. Если утолщенные концы 97 служат только упорами при вытягивании, их затем отделяют. И в этом случае касательное поперечное движение концевой плиты 88 создает знакопеременную изгибающую нагрузку в области уменьшенного сечения щетинки на переходе к участку 96, придавая ей дополнительную гибкость.
На фиг.48 и 49 показана пресс-форма 86 для получения так называемых пальчиковых щетинок. В этом случае концевая плита 88 из набора плит 87 каждого формовочного канала 71 имеет несколько формовочных каналов 98 меньшего сечения, которые конически сужаются от плоскости раздела между концевой плитой 88 и соседней плитой 87 и могут снабжаться небольшими уширениями на концах. При удалении щетинок из формы сначала смещается концевая плита 88, при этом формуется и вытягивается пластмасса, находящаяся в формовочных каналах 98. Каждая отдельная щетинка 9 содержит на конце пальчиковидные продолжения 99.
Формовочные каналы 71 в пресс-форме 86 могут совмещаться соосно со сквозными отверстиями 7 в держателе 6 так, что щетинки 9 располагаются перпендикулярно держателю 6, как показано на фиг.50. Формовочные каналы могут также располагаться на держателе 6 под углом относительно сквозных отверстий 7 с получением щетинок 100, изогнутых под соответствующим углом. На фиг.51 представлен вариант, где держатель 6 содержит щетинку 101, проходящую под углом, и гнутую щетинку 102, сформованную изгибом в соответствующем формовочном канале.
Наконец, на фиг.52-54 показаны некоторые варианты составных щетинок, которые можно получить способом в соответствии с изобретением. Составная щетинка 103 на фиг.52 состоит из полой щетинки 104 и ядра 105. Полая щетинка 104, как показано на фиг.31 и 32, получается подачей под давлением расплава в кольцевой зазор сквозного отверстия 7 в держателе 6, а затем в ее полость вводят под давлением ядро 105. В данном варианте полая щетинка 105 содержит перфорации 106, через которые пластик ядра 105 проникает наружу, образуя выступы 107. Составная щетинка 103 на фиг.53 состоит из полой щетинки 104 и ядра 105, причем перфорации 108 в полой щетинке 104 проходят в направлении подачи пластика, и через них экструдируют расплав ядра 105 с образованием пальчикообразных выступов 109.
В варианте по фиг.54 составная щетинка 103 содержит полую щетинку 104 и ядро 105, причем на конце полой щетинки выполнены перфорации 110, и через них расплав ядра 105 выступает с образованием пальчикообразных выступов 111.
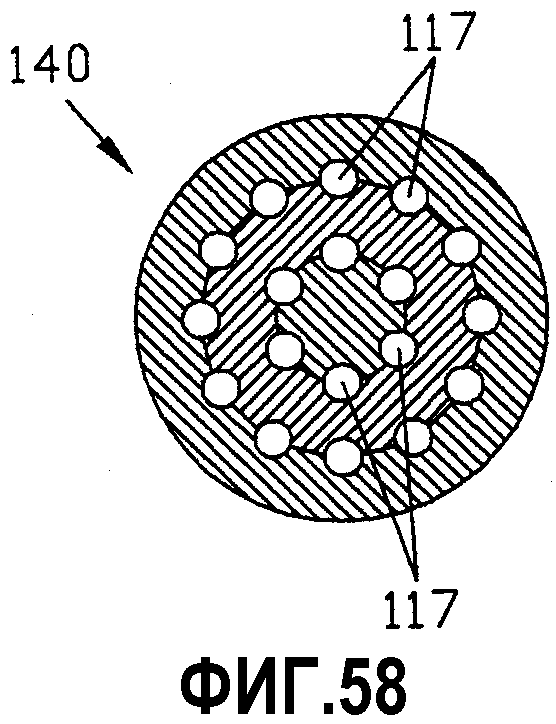
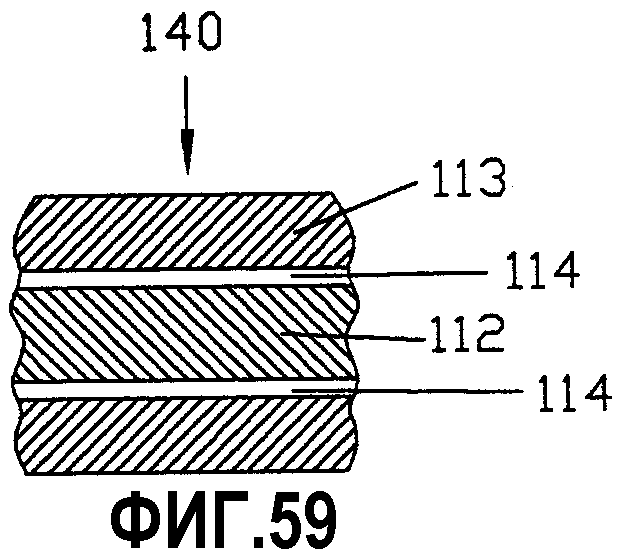
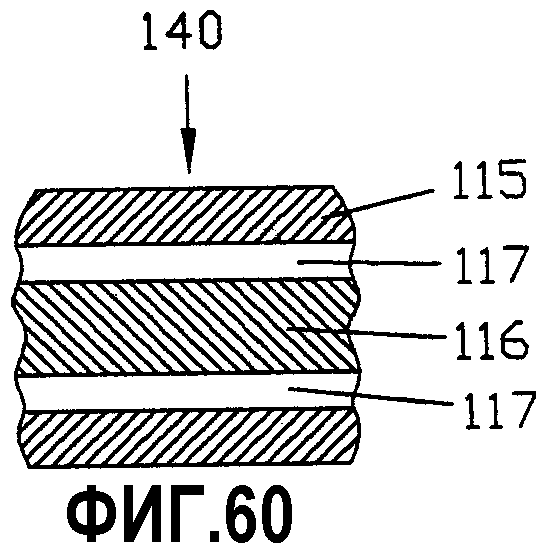
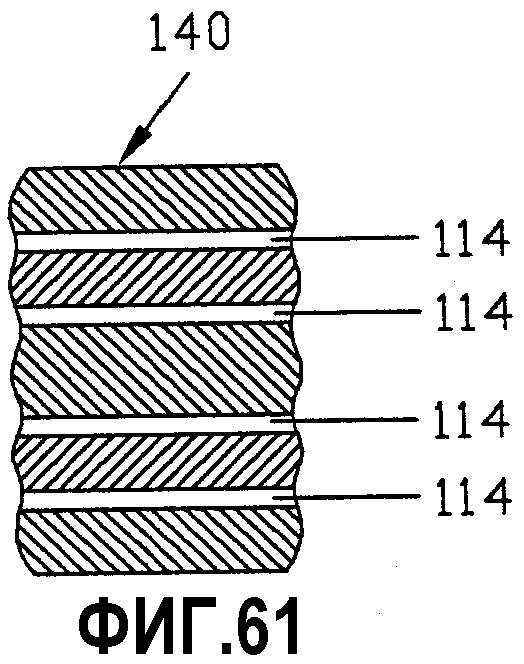
Фиг.55-62 изображают различные варианты концентрических формовочных элементов 140 пресс-формы в продольном и поперечном сечениях. На фиг.55 показаны профилированная стержневая форма 112 с, например, каналами параллельно ее оси, и полая цилиндрическая кольцевая форма 113, образующие формовочные каналы 114 на их обращенных друг к другу перифериях. Соответствующее продольное сечение дано на фиг.59. Формовочный элемент 140 на фиг.56 состоит из стержневой формы 116 и кольцевой формы 115, в которой обе обращенные друг к другу поверхности содержат каналы в продольном направлении, создавая промежуточные формовочные каналы 117 круглого сечения. Формовочные элементы 140 на фиг.57 и 61 и фиг.58 и 62 имеют несколько концентричных составных частей, придающих концентричную конфигурацию формовочным каналам 114, 117. Эти формовочные элементы 140, которые могут представлять собой отдельную пресс-форму или часть пресс-формы по фиг.36-42, могут использоваться для получения размещения щетинок пучками. Эти соседние элементы 112, 113 предпочтительно могут смещаться по оси друг относительно друга, например, последовательно, начиная изнутри наружу, чтобы удалять щетинки из формы после подачи под давлением расплава через сквозные отверстия держателя в формовочные каналы 114, 117.
Фиг.63-68 представляют дополнительные варианты составных щетинок. Составная щетинка по фиг.63 содержит массивное ядро 119 и тонкую оболочку 120, которые могут изготовляться из различных пластиковых материалов, или наполненных или ненаполненных пластиков, как описано выше при рассмотрении составных щетинок. Тонкая оболочка 120 может демонстрировать степень износа ядра 119 по мере его обнажения.
Составная щетинка 103 по фиг.64 состоит из ядра 121 и оболочки 122, которая толще, чем на фиг.61, а трехкомпонентная составная щетинка 118 содержит ядро 123, промежуточный слой 124 и оболочку 125.
Сечение ядра и оболочки щетинки не обязательно должно быть круглым. На фиг.66 показана составная щетинка 103 с треугольным ядром 126 и оболочкой 127, дополняющей ядро до круглой формы, тогда как составная щетинка 103 на фиг.67 имеет треугольное ядро 128, ориентированное по диагонали относительно квадратной оболочки 129. Фиг.68 представляет составную щетинку 103 с продольным профилированием, где крестовидное ядро 130 доходит до периферии второго компонента 131, заполняющего пустоты крестовидной части. Благодаря различной твердости и/или различному наполнению пластиковых материалов ядра 130 и оболочки 131 получаются более твердые рабочие поверхности на обнаженных концах крестовидного ядра. Наконец, в составной щетинке 103 по фиг.69 вторичные силы связывания ослаблены благодаря введенным в нее пограничным слоям 132. При пользовании или случайно под механическим воздействием эти силы ослабляются настолько, что щетинка расщепляется на секторовидные пальцы.
Способ получения щеточных изделий, содержащих, по меньшей мере, один держатель и расположенные на нем щетинки из пригодного для литья под давлением пластика, при котором щетинки получают из расплава пластика путем его ввода под давлением в изготовленные по форме щетинок формовочные каналы. Держатель изготавливают со сквозными отверстиями по типу прядильных фильер, которые совмещаются с формовочными каналами, выполненными по форме щетинок, и расплав пластика для щетинок подают под давлением с, по меньшей мере, одной стороны держателя - стороны подачи расплава - через отверстия в каналы, образуя тем самым щетинки, причем сквозные отверстия имеют на, по меньшей мере, части своей длины наименьшую ширину ≤3 мм, а отношение между этой шириной и длиной пути прохождения расплава, то есть, суммарной глубиной сквозных отверстий и длиной каналов, составляет ≤1:5. Описано также устройство для осуществления способа и щеточные изделия, полученные способом согласно изобретению. Изобретение обеспечивает получение высококачественных щеточных изделий. 4 н. и 86 з.п. ф-лы, 69 ил.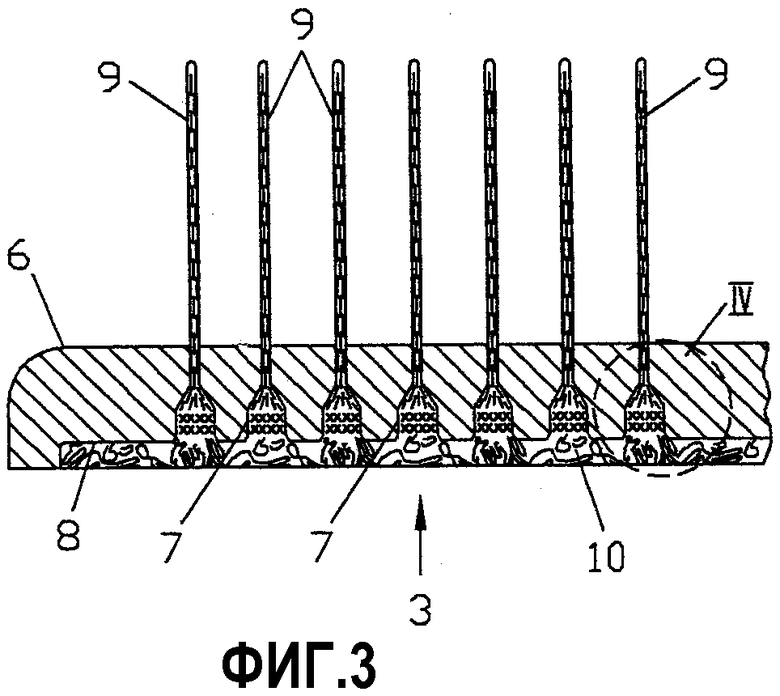
| DE 4034811 A1, 07.05.1992 | |||
| ГАЗОТУРБОГЕНЕРАТОР | 1997 |
|
RU2151971C1 |
| СПОСОБ, УСТРОЙСТВО И КОМПЬЮТЕРНЫЙ ПРОГРАММНЫЙ ПРОДУКТ ДЛЯ ОБЪЕДИНЕНИЯ ДИСПЛЕЕВ МНОЖЕСТВА УСТРОЙСТВ | 2011 |
|
RU2538297C2 |
| US 3408112 A, 29.10.1968 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ КИСТИ | 1991 |
|
RU2009655C1 |

