Заявляемый способ предназначен для использования в дефектоскопии для определения типа скрытого дефекта в упругих металлических средах.
Определение типа скрытого дефекта является в настоящий момент одной из основных проблем в неразрушающем контроле, в том числе ультразвуковом, поскольку потенциальная опасность этого дефекта зависит во многом от его типа. Так, дефекты с острыми краями, являющиеся концентраторами напряжений, как правило, недопустимы, дефекты с округлой поверхностью допускаются, но с учетом ограничений на их размеры.
Известен ряд способов ультразвукового (УЗ) контроля, которые позволяют судить о типе дефекта. Способы относятся к неразрушающим методам контроля, где о типе дефекта судят по косвенным характеристикам - информативным признакам. Обобщенная суть методов состоит в том, что, выбрав тип волн, углы ввода, число преобразователей, частоты колебаний, измеряют абсолютные или относительные значения временных, амплитудных или спектральных характеристик принимаемых сигналов, формируют из них информативные признаки, наиболее полно характеризующие дефекты, и по конкретным значениям этих информативных признаков относят реальные дефекты к тому или иному типу.
Известен способ УЗ контроля изделий, заключающийся в том, что наклонными преобразователями излучают поперечные УЗ колебания в изделие, принимают эхо- и зеркально отраженные сигналы, дополнительно принимают донные сигналы на основном металле и прошедшие через сварной шов. Одновременно измеряют амплитуды принятых эхо, отраженных от дефекта и донной поверхности, донных в основном металле и прошедших через сварной шов импульсов, сравнивают их с опорными значениями и между собой, и по совместному анализу полученных данных судят о типе дефекта и его размере по высоте [Заявка на изобретение РФ 99104668].
Основным недостатком этого способа является зависимость получаемых результатов от амплитуды. Амплитуда принятого эхо- сигнала сильно зависит от качества контролируемой поверхности и от стабильности акустического контакта. Необходимое качество поверхности объема контроля возможно обеспечить с учетом требуемых пределов шероховатости. Качество акустического контакта во многом зависит от специалиста, проводящего контроль (от силы нажатия), и контакт зачастую оказывается нестабильным, что отражается на величине амплитуды, а следовательно, и на конечных результатах оценки типа дефекта.
Известен также способ распознавания типа дефекта при ультразвуковом контроле, заключающийся в том, что принимают ультразвуковой сигнал, отраженный от дефекта, измеряют его параметры, сравнивают с параметрами эталонного отражателя и на основе этого сравнения судят о дефекте, при этом в принятом акустическом сигнале выделяют активную и реактивную составляющие, на комплексной плоскости. Определяют составляющую с максимальной амплитудой, измеряют угол, под которым находится эта составляющая на комплексной плоскости, сравнивают с соответствующим углом эталонного отражателя, и по разности этих углов судят о типе дефекта [Авторское свидетельство СССР 1061709].
В отличие от предыдущего аналога, в этом способе вводится новый информативный признак - разность углов, между максимальными составляющими эхо-сигнала, полученными на комплексной плоскости для эталонного сигнала и сигнала от дефекта. Т.е. здесь проводится не просто сравнительный анализ эхо-сигналов, а вычисляется значение некоего параметра - разности между углами и, следовательно, результат представлен в численном выражении.
Но этот способ также является амплитудно=зависимым. Амплитуда принятого эхо-сигнала сильно зависит от качества контролируемой поверхности и от стабильности акустического контакта. Кроме того, в этом способе приходится использовать сигнал от эталонного отражателя.
Наиболее близким к заявляемому является способ определения типа дефекта в металлических изделиях, включающий импульсное облучение исследуемой зоны УЗ колебаниями, регистрацию исходного отраженного сигнала, его компьютерную обработку для выявления информативных параметров, по которым судят о наличии и типе дефекта. В качестве анализируемого параметра используют спектр эхо-сигнала [1. Экспериментальное исследование ультразвукового спектрального метода определения характера дефектов, Дефектоскопия. 1977, №6, С.40-53. 2. Теоретическое исследование ультразвукового спектрального метода определения характера дефектов, Дефектоскопия. 1977, №6, С.75-84].
В этом способе ультразвуковое импульсное излучение возбуждают спектроскопом, который обладает широкополосным спектром УЗ излучения, т.е. дефекты озвучивают ультразвуковыми колебаниями в широкой полосе частот. Далее принимают колебания, рассеянные на дефекте в направлении искателя.
Затем селектируют во времени первый эхо-сигнал и анализируют спектр эхо-сигнала. Спектр эхо-сигналов, отраженных от дефектов, зависит от формы дефекта и от соотношения размера дефекта и длины волны ультразвука, поэтому, анализируя огибающую спектра, можно получить информацию о дефекте.
Способ позволяет делать выводы о типе дефекта, используя частотные характеристики эхо-сигнала (по огибающей спектра). Способ не использует эталонных образцов и не требуется проводить сравнительный анализ эхо-сигналов.
К недостаткам данного способа можно отнести следующее. Для выявления связи между формой огибающей спектра и характеристиками дефекта требуется проводить дополнительные исследования. Выявленные информативные признаки того или иного дефекта зависят от его размеров, частоты волны, глубины залегания дефекта. При формировании информативного признака - формы огибающей спектра, принимает участие амплитуда отраженного сигнала, следовательно, этот способ является амплитудно-зависимым. На результат измерений будут влиять качество контролируемой поверхности и качество акустического контакта. Для реализации способа необходимы два преобразователя, вследствие чего могут возникнуть разные условия контакта на поверхности, что приводит к искажению данных.
В основу изобретения положена задача расширения возможностей определения типа скрытых дефектов при неразрушающем УЗ контроле за счет введения нового информативного признака - мгновенной частоты недетектированного радиочастотного импульса, определяемой в различные моменты внутри импульса.
Поставленная задача решается тем, что в способе определения типа дефекта в металлических изделиях, включающем импульсное облучение исследуемой зоны УЗ колебаниями, регистрацию исходного отраженного сигнала, его компьютерную обработку для выявления информативных параметров, по которым судят о наличии и типе дефекта, согласно изобретению, к исходному отраженному сигналу от каждого обнаруженного дефекта применяют преобразование Гильберта, получая аналитический сигнал, затем вычисляют модуль аналитического сигнала, получая огибающую исходного сигнала, на огибающей находят моменты времени t0, t1 и t2, соответствующие максимуму амплитуды огибающей и половине ее максимального значения слева и справа от максимума, применяя непрерывное вейвлетное преобразование к аналитическому сигналу, по формуле:

где ξ*=ξ*(θ) - значение масштабного коэффициента соответствующее максимуму модуля вейвлетного спектра аналитического сигнала при 
θ - параметр сдвига вейвлетного преобразования,
находят зависимость мгновенной частоты от времени, на которой выбирают для дальнейшего анализа частоты ƒ0, ƒ1 и ƒ2, соответствующие моментам времени t0, t1 и t2.
Затем, используя частоты ƒ0, ƒ1 и ƒ2, формируют новые безразмерные параметры - нормированные девиации частоты 
ƒн - несущая (номинальная) частота импульсного ультразвукового излучения,
ƒ0, ƒ1 и ƒ2, - значения мгновенной частоты в трех точках, соответствующих моментам времени t0, t1, и t2;
отображают значения ƒr1 и ƒr2 в виде точки на двумерной диаграмме, по расположению которой в определенной области диаграммы судят о типе дефекта.
В заявляемом способе определение типа скрытых дефектов осуществляют при неразрушающем УЗ контроле за счет введения нового информативного признака. Таким признаком является мгновенная частота недетектированного радиочастотного импульса, определяемая в различные моменты внутри импульса. Алгоритм ее оценки основан на использовании непрерывного вейвлетного преобразования, которое в свою очередь увеличивает помехоустойчивость метода. Мгновенная частота - это нестационарная характеристика сигнала. Эхо-сигналы, отраженные от дефектов разного типа, имеют различные нестационарные характеристики: их доминирующая частота изменяется во времени, то есть значение мгновенной частоты может быть различным на фронте, на срезе и в середине импульса, а огибающая может иметь сложную форму. Различие мгновенных частот возникает за счет влияния дифракции и частотной зависимости коэффициента затухания.
В отличие от наиболее близкого аналога в заявляемом способе анализируют не спектр, который является характеристикой всего эхо-сигнала, а мгновенную частоту недектированного радиочастотного сигналя, которая в свою очередь является его локальной характеристикой. Кроме того, результаты, полученные предлагаемым способом, не зависят от качества акустического контакта, то есть от амплитуды эхо-сигнала.
На фиг.1 представлены результаты эксперимента при оценке мгновенной частоты эхо-сигнала, отраженного от двугранного угла (ПЭП П121-5-400-⌀8), с использованием его вейвлетного спектра, где частоте ƒ1 соответствует значок квадрата на графиках, частоте ƒ2 соответствует значок треугольника и частоте ƒ0 соответствует значок круга. Фиг.1а - зависимость мгновенной частоты от времени, фиг.1б эхо-сигнал с огибающей.
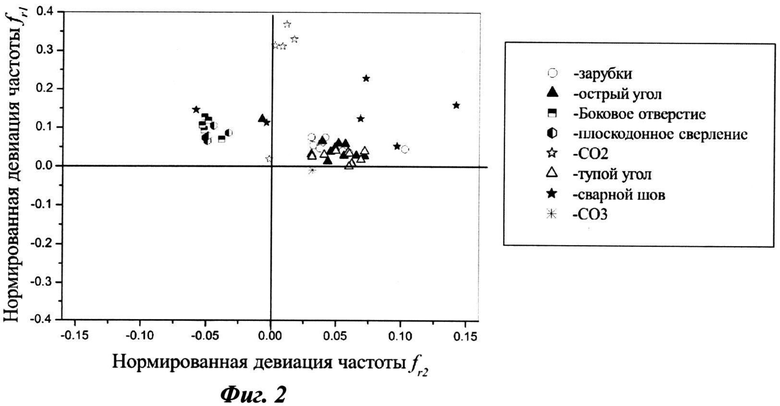
На фиг.2 приведены результаты измерения мгновенных частот для следующих дефектов: зарубки с разной площадью плоской передней грани, двугранные тупые и острые углы с различными углами раскрытия, сквозные боковые цилиндрические отверстия, плоскодонные сверления, донная поверхность стандартного образца CO2 и стандартного образца CO3 и естественный дефект - непровар в корне шва.
Способ осуществляют следующим образом.
Первоначально производится сканирование преобразователем ПЭП П121-5,0-400-⌀8 по поверхности образца. Сканирование проводится по стандартной методике для данного прибора. При перемещении преобразователя по поверхности образца находят положение, в котором эхо-сигнал имеет наибольшую амплитуду. Импульсный эхо-сигнал, полученный в данной позиции, принимается за исходный сигнал и используется для анализа.
В качестве информативного признака определения типа дефекта используют значения мгновенной частоты ультразвукового импульсного эхо-сигнала, соответствующие определенным моментам времени внутри импульса. Достоинством предлагаемого способа определения типа дефекта является тот факт, что его можно реализовать при той же схеме акустического тракта, что обычно используется в ультразвуковой дефектоскопии, и с применением типового УЗ дефектоскопа (например: УЗ цифровой дефектоскоп PCUS - 10) со стандартным совмещенным пьезоэлектрическим преобразователем (ПЭП).
Эхо-сигналы, отраженные от реальных дефектов, имеют различные нестационарные характеристики: их доминирующая частота изменяется во времени, то есть значение мгновенной частоты может быть различным на фронте, на срезе и в середине импульса, а огибающая может иметь сложную форму. Различие мгновенных частот возникает за счет влияния дифракции и частотной зависимости коэффициента затухания.
Мгновенная частота дает более полную информацию о частотных параметрах эхо-сигнала, чем спектр. Поэтому используемый впервые в заявляемом способе определения типа формы дефекта алгоритм оценки мгновенной частоты, основанный на непрерывном вейвлетном преобразовании, обладает высокой достоверностью обнаружения и обладает повышенной помехоустойчивостью.
В описании применяется термин ″мгновенная частота″, которую только условно можно назвать “мгновенной”. В действительности для определения этой мгновенной частоты нужен конечный промежуток времени порядка периода радиочастотного сигнала.
Алгоритм оценки мгновенной частоты на основе представлений об аналитическом сигнале был предложен Денисом Габором в 1946 г. [Вайнштейн Л.А., Вакман Д.Е., Разделение частот в теории колебаний и волн. - М.: Наука, 1983. - 288 с].
При анализе сигнала s(t), который является функцией времени t, можно получить соответствующий ему комплексный аналитический сигнал 

где
Мгновенная частота 

Так как в формуле (1) присутствует оператор дифференцирования, то результат вычислений будет очень сильно зависеть от шума, присутствующего в анализируемом сигнале. Влияние шумов на результат вычислений можно снизить, используя методы численного дифференцирования, но есть и другой способ. Если провести модификацию формулы (1), используя непрерывное вейвлетное преобразование, можно получить более устойчивый результат.
Вейвлетный спектр аналитического сигнала

или

где 



По известному вейвлетному спектру аналитического сигнала 

где ξ*=ξ*(θ) - значение масштабного коэффициента ξ, соответствующее максимуму модуля вейвлетного спектра аналитического сигнала, то есть условию:
Для вычисления вейвлетного спектра по формуле (1) был использован МНАТ-вейвлет:

Процедура оценки мгновенной частоты следующая. При перемещении преобразователя по поверхности образца находят положение, в котором эхо-сигнал имеет наибольшую амплитуду. Этот эхо-сигнал представляет собой радиоимпульс, который в дальнейшем и используется для анализа. Каждый полученный эхо-сигнал анализировали следующим образом:
1. Из исходного сигнала, изображенного на фиг.1а, получают аналитический сигнал, используя преобразование Гильберта.
2. Вычисляя модуль аналитического сигнала, получают огибающую исходного сигнала, которая на фиг.1б показана вместе с исходным сигналом.
3. На огибающей находят моменты времени, соответствующие максимуму амплитуды огибающей и половине ее максимального значения слева и справа от максимума.
4. Применяя непрерывное вейвлетное преобразование к аналитическому сигналу, находят значения мгновенной частота исходного сигнала в моменты времени t1 , t2 и t0 (фиг.1б).
5. Анализируют значения ƒ1, ƒ2 и ƒ0 мгновенной частоты в трех точках, соответствующих моментам времени t1, t2 и t0.
Для практической реализации предложенного алгоритма целесообразно представлять полученные результаты в виде безразмерных параметров - нормированных девиаций частоты.
Результатом проведенных экспериментов являются диаграммы (фиг.2), построенные на плоскости, где по осям отложены значения параметров ƒr1 и ƒr2, где ƒr1, ƒr2 - нормированная девиация частоты между точками в центре, на фронте и срезе импульса, выражение для которых записывается в виде:

где ƒн - номинальная частота ПЭП, ƒ1, ƒ2 и ƒ0 - значения мгновенной частоты в трех точках, соответствующих моментам времени t1, t2 и t0.
Результаты оценки мгновенной частоты для каждого дефекта отображаются на диаграмме одной точкой. Для качественных результатов и классификации дефектов по форме важно, в какую область диаграммы попадает эта точка.
Исследования, проведенные на искусственных дефектах, показали, что для плоскостных отражателей, выходящих на поверхность, значения ƒr1 и ƒr2 положительны во всем диапазоне измерений. Для плоскостных отражателей, не выходящих на поверхность, ƒr1 принимает положительные, a ƒr2 отрицательные значения, как и для сквозных боковых цилиндрических отверстий. Можно только перечислить основные факторы, влияющие на отклонение частоты: степень соответствия формы волнового фронта форме поверхности отражателя, различие частотного спектра колебаний в разных частях пучка и частотная зависимость затухания ультразвука. В частности, было установлено, что если форма отражающей поверхности совпадает с формой волнового фронта, то отраженная волна достигает приемного преобразователя с фронтом, близким к плоскому. В результате девиация частоты оказывается минимальной.
Таким образом, предлагаемый способ определения типа дефекта в металлических изделиях позволяет расширить функциональные возможности способов ультразвукового эхо-метода неразрушающего контроля за счет использования в качестве информативного признака определения типа дефекта значения мгновенной частоты ультразвукового импульсного эхо-сигнала, соответствующего моментам времени внутри импульса.
Практическая реализация предлагаемого способа, в которой полученные результаты представлены в виде безразмерных параметров - нормированных девиаций частоты, определенных в трех точках (одна - в максимуме огибающей, и две другие - в точках на фронте и срезе импульса, где амплитуда огибающей равна половине ее максимального значения) позволяет отличать друг от друга, в частности, эхо-сигналы, отраженные от плоскостных дефектов, выходящих на поверхность объекта контроля (зарубки, двугранные углы, непровары сварного шва), плоских поверхностей образца и локальных дефектов с криволинейной поверхностью (сквозных боковых цилиндрических отверстий и плоскодонных сверлений). Таким образом, используя в качестве информативного признака соотношение между девиациями частоты ƒr1 и ƒr2 можно отличить плоскостные дефекты, выходящие на поверхность, от плоскостных дефектов, не выходящих на поверхность, и от дефектов типа ″сквозное боковое цилиндрическое отверстие″.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЦИФРОВОЙ СПОСОБ ИЗМЕРЕНИЯ ПАРАМЕТРОВ ПЬЕЗОЭЛЕКТРИЧЕСКИХ ЭЛЕМЕНТОВ | 2014 |
|
RU2584719C1 |
| СПОСОБ ПЕРЕДАЧИ ИНФОРМАЦИИ И СИСТЕМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2581774C1 |
| СПОСОБ ИЗМЕРЕНИЯ ВЗАИМНОЙ ЗАДЕРЖКИ MSK СИГНАЛОВ ПАКЕТНЫХ РАДИОСЕТЕЙ В РАЗНОСТНО-ДАЛЬНОМЕРНОЙ СИСТЕМЕ МЕСТООПРЕДЕЛЕНИЯ | 2016 |
|
RU2623094C1 |
| Способ выделения ритма сердечных сокращений из сигналов электрокардиограммы и/или фотоплетизмограммы на основе скелетонного анализа непрерывного вейвлетного преобразования | 2024 |
|
RU2841467C1 |
| СПОСОБ РАСПОЗНАВАНИЯ МАТЕРИАЛОВ АКУСТИЧЕСКИХ ЦЕЛЕЙ | 2016 |
|
RU2635829C2 |
| СПОСОБ ИЗМЕРЕНИЯ ПОЛОЖЕНИЯ ГРАНИЦЫ РАЗДЕЛА ДВУХ ВЕЩЕСТВ В РЕЗЕРВУАРЕ | 2018 |
|
RU2698575C1 |
| Способ определения высоты рельефа местности радиолокатором с синтезированной апертурой антенны | 2019 |
|
RU2707556C1 |
| Способ тонометрии глаза | 2017 |
|
RU2667962C1 |
| СПОСОБ РАДИОАКУСТИЧЕСКОГО НАКЛОННОГО ЗОНДИРОВАНИЯ АТМОСФЕРЫ | 1999 |
|
RU2152055C1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ПОЛОЖЕНИЯ ГРАНИЦ РАЗДЕЛА МЕЖДУ КОМПОНЕНТАМИ ТРЕХКОМПОНЕНТНОЙ СРЕДЫ В ЕМКОСТИ | 2020 |
|
RU2765799C1 |
Использование: для определения типа дефекта в металлических изделиях. Сущность изобретения заключается в том, что выполняют импульсное облучение исследуемой зоны ультразвуковым излучением, регистрацию исходного отраженного сигнала, его компьютерную обработку для определения информативных параметров, по которым судят о наличии и типе дефекта, при этом к исходному отраженному сигналу от каждого обнаруженного дефекта применяют преобразование Гильберта, получая аналитический сигнал, затем вычисляют модуль аналитического сигнала, получая огибающую исходного сигнала, на огибающей находят моменты времени t0, t1, и t2, соответствующие максимуму амплитуды огибающей и половине ее максимального значения слева и справа от максимума, применяя непрерывное вейвлетное преобразование к аналитическому сигналу, по определенной формуле находят зависимость мгновенной частоты от времени, на которой выбирают для дальнейшего анализа частоты ƒ0, ƒ1 и ƒ2, соответствующие моментам времени t0, t1, и t2, затем используя частоты ƒ0, ƒ1 и ƒ2 формируют новые безразмерные параметры - нормированные девиации частоты ƒr1 и ƒr2, отображают значения ƒr1 и ƒr2 в виде точки на двумерной диаграмме, по расположению которой в определенной области диаграммы судят о типе дефекта. Технический результат: обеспечение возможности расширения возможностей определения типа скрытых дефектов при неразрушающем ультразвуковом контроле. 2 ил.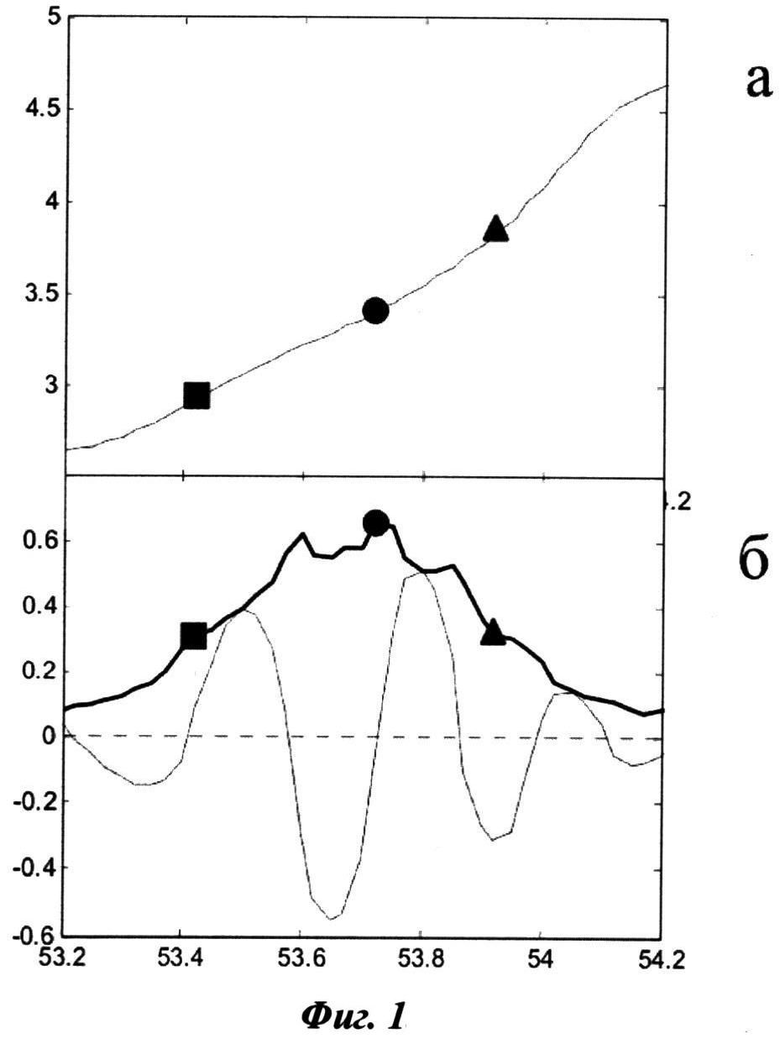
Способ определения типа дефекта в металлических изделиях, включающий импульсное облучение исследуемой зоны ультразвуковым излучением, регистрацию исходного отраженного сигнала, его компьютерную обработку для определения информативных параметров, по которым судят о наличии и типе дефекта, отличающийся тем, что к исходному отраженному сигналу от каждого обнаруженного дефекта применяют преобразование Гильберта, получая аналитический сигнал, затем вычисляют модуль аналитического сигнала, получая огибающую исходного сигнала, на огибающей находят моменты времени t0, t1, и t2, соответствующие максимуму амплитуды огибающей и половине ее максимального значения слева и справа от максимума, применяя непрерывное вейвлетное преобразование к аналитическому сигналу, по формуле
, где
ξ*=ξ*(θ) - значение маштабного коэффициента ξ, соответствующее максимуму модуля вейвлетного спектра аналитического сигнала при  ;
;
θ - параметр сдвига вейвлетного преобразования;
находят зависимость мгновенной частоты от времени, на которой выбирают для дальнейшего анализа частоты ƒ0, ƒ1 и ƒ2, соответствующие моментам времени t0, t1, и t2, затем используя частоты ƒ0, ƒ1 и ƒ2 формируют новые безразмерные параметры - нормированные девиации частоты
, где
ƒн - несущая (номинальная) частота импульсного ультразвукового излучения;
ƒ0, ƒ1, и ƒ2 - значения мгновенной частоты в трех точках, соответствующих моментам времени t0, t1 и t2;
отображают значения ƒr1 и ƒr2 в виде точки на двумерной диаграмме, по расположению которой в определенной области диаграммы судят о типе дефекта.
| Экспериментальное исследование ультразвукового спектрального метода определения характера дефектов, Дефектоскопия | |||
| Шеститрубный элемент пароперегревателя в жаровых трубках | 1918 |
|
SU1977A1 |
| Приспособление с иглой для прочистки кухонь типа "Примус" | 1923 |
|
SU40A1 |
| Теоретическое исследование ультразвукового спектрального метода определения характера дефектов, Дефектоскопия | |||
| Шеститрубный элемент пароперегревателя в жаровых трубках | 1918 |
|
SU1977A1 |
| Фальцовая черепица | 0 |
|
SU75A1 |
| Способ ультразвукового контроля качества изделий | 1989 |
|
SU1668933A1 |
| СПОСОБ КОНТРОЛЯ ДЕФЕКТНОСТИ ОБЪЕКТА | 2005 |
|
RU2308028C2 |
| Способ ультразвукового контроля качества изделия | 1984 |
|
SU1206690A1 |
| JP 4058148A, 25.02.1992 | |||
| US 8074520B1, 13.12.2011 | |||

