Группа изобретений относится к трубопроводной запорной арматуре, в частности к изготовлению износостойкого шарового затвора для технологических линий с абразивными и высокотемпературными средами в нефтехимической, горной и других отраслях промышленности.
Известен шаровой затвор, изготовленный из металлических материалов, имеющий композиционное керамико-металлическое (керметное) покрытие на сферической поверхности, состоящее из карбидов вольфрама или титана и металла-связки, выбранного из ряда металлов и сплавов на основе никеля, кобальта, хрома [RU 57413, F16K 5/06, 10.10.2006].
Покрытие наносится известными методами (ионно-плазменное, высокоскоростное газопламенное напыления и т.д.) и обладает высокой твердостью и износостойкостью, которые сопоставимы с аналогичными показателями керметов.
Недостатком шарового затвора является большая разница физико-механических свойств металлического основания и керметного покрытия, например термического расширения, что приводит к появлению внутренних напряжений и отслаиванию покрытия от металлического основания при нагреве и охлаждении, что недопустимо. Для исключения этого недостатка покрытия выполняют многослойными с плавным переходом химического состава от материала основания к материалу твердого керметного покрытия, что значительно удорожает изделие.
Известны шаровые затворы, полностью выполненные из керамических материалов на основе оксидов алюминия или циркония, карбида или нитрида кремния [US 4795133, F16K 5/06, 03.01.1989; JP 4351382, 16K 5/06, 12.07.1992; PL 108889 U, F16K 5/08, 10.05.1999; JP 2001074149, F16K 5/06, 23.03.2001].
Керамические материалы обладают высокой твердостью, износостойкостью и ресурсом при эксплуатации в абразивных и высокотемпературных технологических средах.
Недостатки аналогов:
- низкая стойкость против термических ударов, например термостойкость (нагрев до критической температуры и быстрое охлаждение без образования трещин в образце ≈⌀30*30 мм), составляет для окиси алюминия -120, двуокиси циркония -250, карбида кремния -450, нитрида кремния -550°C;
- нулевая пластичность и низкая стойкость против механических ударов;
- большие припуски на механообработку изделий сложной конфигурации, как шаровой затвор, в связи с технической сложностью получения однородной заготовки при формовании керамического порошка, которая при спекании претерпевает значительную (до 30%) линейную усадку. Это связано с тем, что исходная неравноплотная «сырая формовка» имеет до 60% объема пор, которая при последующем спекании уменьшается до 0,5-1,0%. Такая большая усадка при спекании и неоднородность температурного поля при нагреве приводят к возникновению недопустимо высоких внутренних напряжений, сопровождающихся появлением трещин в спеченной заготовке, и большому проценту брака, что резко повышает трудоемкость и себестоимость изделий. Трудоемкость обработки высока также из-за чрезвычайно высокой твердости чисто керамических материалов.
Из уровня техники известен шаровой затвор из кермета (прототип), содержащего частицы карбида титана, равномерно расположенные в однородной металлической матрице, количество которой находится в пределах 33-46 об.% [RU 2319580 C2, 20.03.2008].
Изделие из кермета может состоять полностью из «матричной» структуры с изолированными зернами карбида титана или «каркасной» структуры, в которой зерна карбида образуют непрерывный каркас. При этом керметы с «каркасной» структурой обладают более высокой твердостью и износостойкостью, а с «матричной структурой - высокой конструкционной прочностью. Требования к трущимся и остальным зонам шарового затвора, определяющие его качество (ресурс), различны: трущиеся зоны должны обладать высокой твердостью и износостойкостью, а остальные зоны - конструкционной прочностью с соответствующей структурой.
Недостатком прототипа является отсутствие в изделии функционально различных зон с разной структурой и свойствами.
Известен способ получения изделий из кермета на основе карбида титана, включающий подготовку из огнеупорного материала керамической формы с верхним отверстием, размещение в ней порошка карбида титана, вибрационное уплотнение, спекание порошка карбида титана в форме в нагревательной камере печи с неокислительной средой с получением пористого карбидного полуфабриката, размещение пропитывающего металла в форме, нагрев карбидного полуфабриката и пропитывающего металла до точки, превышающей температуру ликвидуса, подвод расплава металла к карбидному полуфабрикату и его инфильтрацию расплавом металла (RU 2401719, C2, 20.10.2010).
Недостатком аналога является возникновение неоднородности структуры и химического состава изделия по объему. Это связано с тем, что все многокомпонентные сплавы в процессе нагрева при переходе из твердого состояния в жидкое имеют температурный интервал плавления: при нагреве сначала плавится низкотемпературная фаза одного состава вблизи точки солидуса, а через некоторое время в конечной стадии плавится высокотемпературная фаза другого состава вблизи точки ликвидуса. Для сталей и никелевых сплавов величина интервала кристаллизации составляет 20…70°C. Так как пропитывающий металл размещен на пористом полуфабрикате, сначала поры карбидного полуфабриката инфильтруются низкотемпературной фазой, далее оставшееся поровое пространство заполняется высокотемпературной фазой. Это приводит к неоднородности состава и физико-механических свойств керметного материала.
Кроме того, аналог не позволяет получать шаровой затвор из кермета с заданной структурой и свойствами по различным зонам.
Из уровня техники известен способ (прототип), включающий проведение инфильтрации при поддержании температуры размещенного в камере карбидного полуфабриката на уровне, превышающем температуру ликвидуса пропитывающего металла для обеспечения полной инфильтрации, при этом пропитывающий металл расплавляют в тигле, расположенном в той же камере, расплав заливают в форму до соприкосновения с карбидным полуфабрикатом и поддерживают температуру формы в течение времени, обеспечивающего инфильтрацию карбидного полуфабриката расплавом металла [US 6338906 B1, 15.01.2002].
Однако в качестве материала карбидного полуфабриката прототип не включает карбид титана, поэтому не обеспечивает высокое качество изделий.
Задачей изобретения является повышение качества шаровых затворов из кермета на основе карбида титана с металлическими связками в условиях работы с абразивными и высокотемпературными средами за счет создания изделия с двумя или более зонами требуемой структуры.
Задачей изобретения является также способ, обеспечивающий получение шаровых затворов из кермета на основе карбида титана с требуемой структурой.
Техническим результатом является шаровой затвор из кермета, содержащего карбид титана и металлическую связку, в котором он выполнен из кермета одного химического состава, структура которого состоит из чередующихся зон с непрерывной металлической матрицей и равномерно расположенными в ней изолированными друг от друга карбидными зернами и зон с непрерывной металлической матрицей и равномерно расположенными в ней карбидными зернами, образующими непрерывный каркас, при этом объемное содержание металлической матрицы в кермете составляет 25…70%.
Техническим результатом является также способ получения шарового затвора из кермета, включающий подготовку из огнеупорного материала керамической формы с верхним отверстием, размещение в ней порошка карбида титана, вибрационное уплотнение, спекание порошка карбида титана в нагревательной камере печи с неокислительной средой с получением пористого карбидного полуфабриката, расплавление пропитывающего металла в тигле, расположенном в той же камере, поддерживание температуры карбидного полуфабриката на уровне выше температуры ликвидуса пропитывающего металла, заливку расплава пропитывающего металла в форму до соприкосновения с карбидным полуфабрикатом, поддерживание указанной температуры в течение времени, обеспечивающего инфильтрацию карбидного полуфабриката расплавом металла и направленную кристаллизацию расплава металла в поровом пространстве карбидного полуфабриката и охлаждение путем перемещения формы вниз относительно нагревательного фронта с получением изделия.
Для получения изделия из кермета, имеющего разные зоны по структуре, предварительно готовят спеченные вставки из карбидного полуфабриката одной структуры, их устанавливают и фиксируют в отдельных зонах керамической формы, свободную полость заполняют порошком карбида, уплотняют и спекают с получением карбидного полуфабриката второй структуры, при этом керметный материал с разными зонами по структуре образуется в ходе инфильтрации расплавом металла карбидных полуфабрикатов, последующего охлаждения и кристаллизации металлической связки.
В качестве металла-связки наиболее предпочтительными являются никелевые сплавы и хромоникелевые стали.
Изобретение поясняется фигурами:
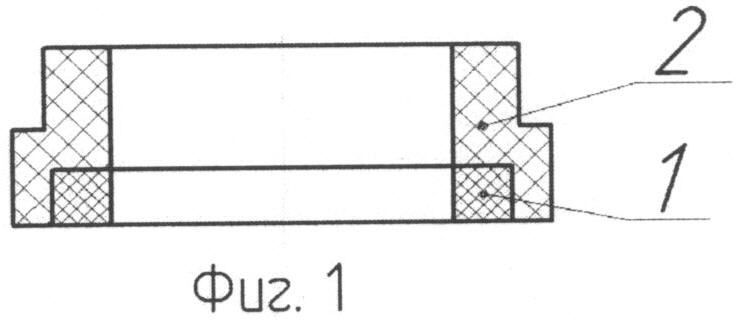
Фиг.1 - Заготовка седла из кермета с разными зонами по структуре:
1 - зона с «каркасной» структурой кермета;
2 - зона с «матричной» структурой кермета.
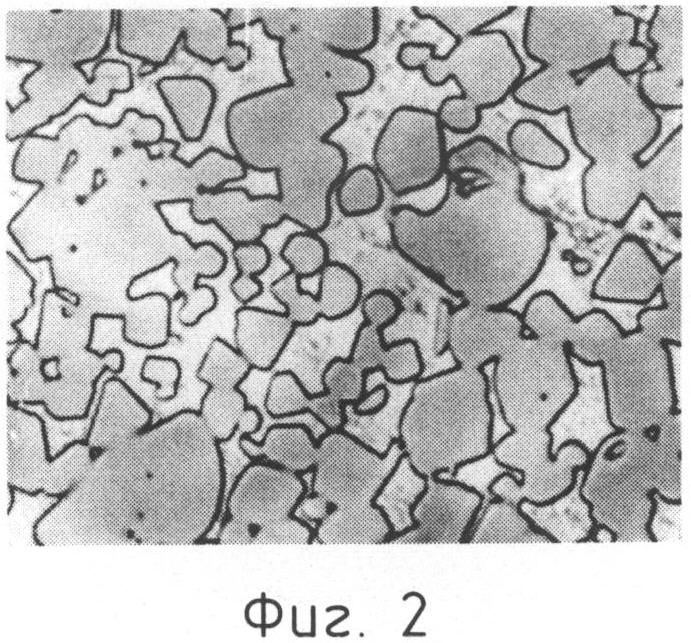
Фиг.2 - «Каркасная» структура кермета TiC-ЖС6У (×1000): серые частицы - TiC, остальное - ЖС6У.
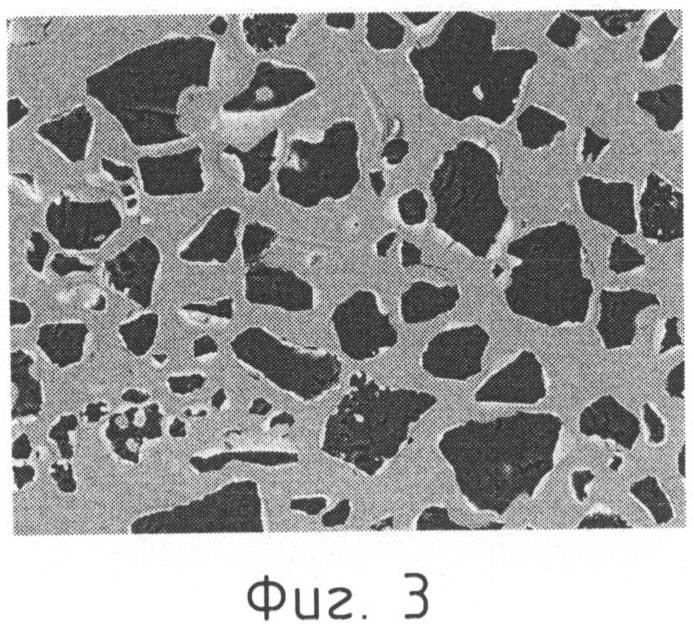
Фиг.3 - «Матричная» структура кермета TiC-ЖС6У (×1000): темно-серые частицы - TiC, остальное - ЖС6У.
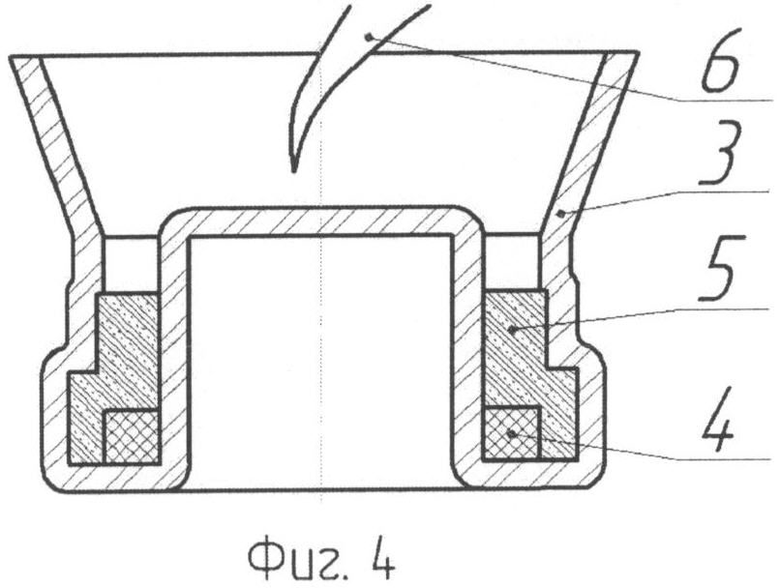
Фиг.4 - Сборка керамической формы для получения заготовки седла из кермета с разными зонами по структуре.
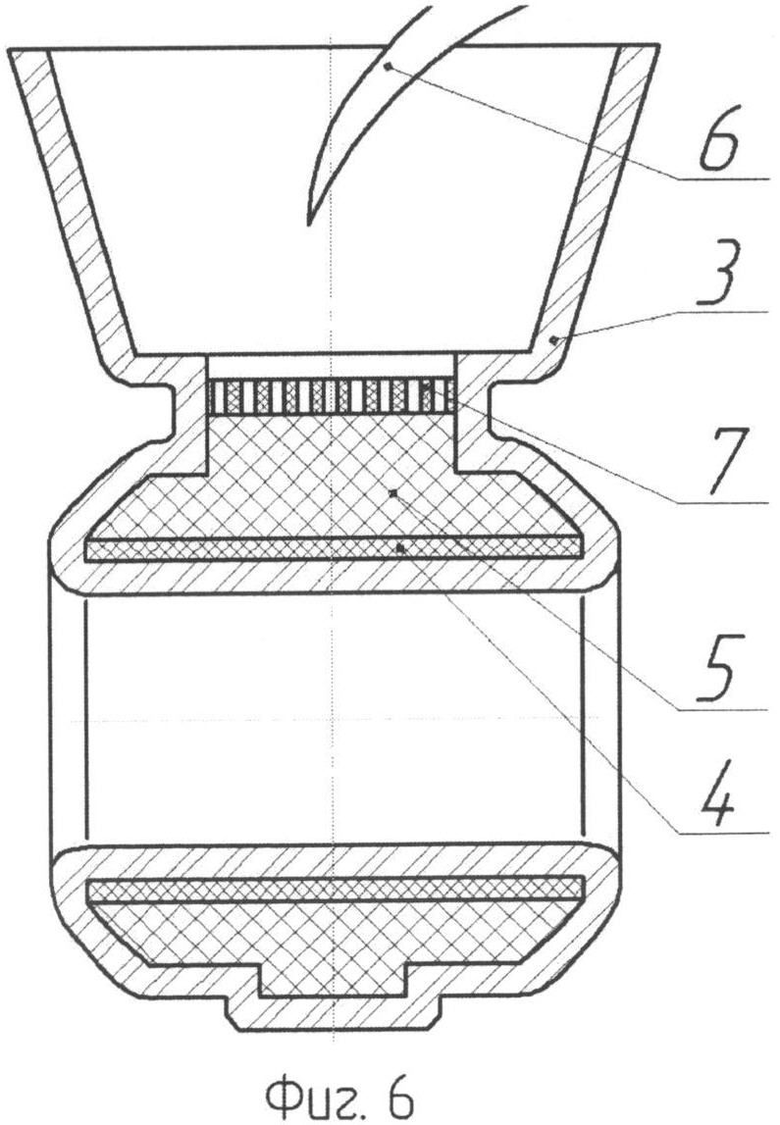
3 - керамическая форма (электрокорунд);
4 - вставка из карбида титана (спеченный полуфабрикат);
5 - формовка из карбида титана (спеченный полуфабрикат);
6 - струя расплава металла при заливке формы.
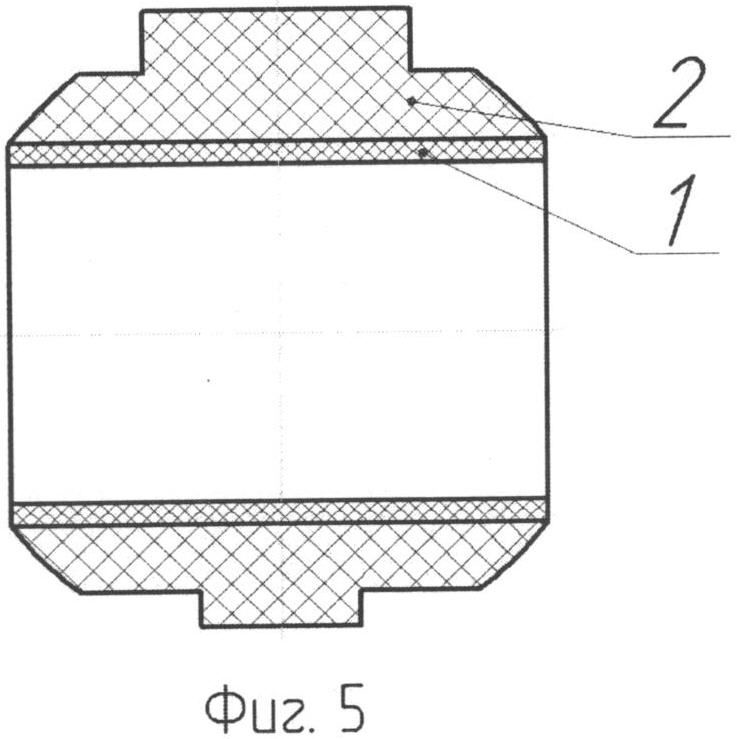
Фиг.5 - Заготовка шаровой пробки из кермета с разными зонами по структуре.
Фиг.6 - Сборка керамической формы для получения заготовки шаровой пробки из кермета с разными зонами по структуре:
7 - перфорированная крышка с отверстиями (электрокорунд).
Пример 1
Изготавливали заготовку седла шарового затвора (фиг.1), рабочая зона 1 которого выполнена из кермета, с «каркасной» структурой и более высокой твердостью. Остальная зона 2 выполнена из кермета с «матричной структурой». На фиг.2 представлена типичная «каркасная» структура с зернами карбида титана, образующими непрерывный каркас, на фиг.3 - типичная «матричная» структура с изолированными друг от друга зернами карбида титана.
Из порошка карбида титана фракции 14…20 мкм с добавкой 20% пластификатора (4%-ный раствор синтетического каучука СКИ-3 в растворителе Нефрас С2-80/120) по известной технологии формованием и спеканием получали кольцевые полуфабрикаты вставок. После удаления пластификатора при температуре 250°C «сырые» заготовки вставок спекали в вакуумной электропечи при температуре 1700°C в течение 2 ч. После такой термообработки между частицами карбида титана образуются большие площадки контакта, которые при инфильтрации расплавом металла нарушаются лишь частично. Пористость карбидных вставок составляла 42…44%.
По легкоплавкой модели облицовкой электрокорундом получали разовую керамическую форму 3, в которой зафиксировали карбидную вставку 4 (фиг.4). Порошок карбида титана фракции 3...60 мкм разместили и виброуплотнили в форме с получением карбидной формовки пористостью 42…44%. Далее форму поместили в печь подогрева в камере вакуумно-индукционного плавильно-заливочного комплекса. Камеру комплекса герметизировали, остаточное давление довели до уровня не более 0,1 Па, которое поддерживали в течение всего процесса. Печь подогрева и форму с карбидной формовкой нагрели до 1600°C, выдержали 1 ч с получением в форме спеченного карбидного полуфабриката пористостью 42…44% и охладили до температуры 1500°C. В тигле индукционной печи, расположенной в камере комплекса, расплавили никелевый сплав ЖС6У и при температуре 1550°C залили в форму. Объем сплава взяли на 20…30% больше объема пор карбидного полуфабриката. После заливки форму выдержали при температуре 1500°C в течение 10 мин, в результате чего расплав полностью инфильтровал поровое пространство полуфабриката и вывели вниз из высокотемпературной зоны со скоростью 5-6 мм/мин.
При температуре 700°C форму извлекли из комплекса и дальнейшее охлаждение вели на воздухе.
Контроль температуры формы и расплава металла проводили инфракрасным термометром Кельвин АРТО 1800 и вольфрам-рениевым термоэлектрическим преобразователем ВР5/20.
Результат: получили беспористую заготовку седла полностью из кермета на основе карбида титана со связкой из сплава ЖС6У. При этом рабочая зона 1, в которой располагалась карбидная вставка, имеет «каркасную» структуру, основа седла 5 - «матричную» структуру. Объемное содержание связки во всем объеме заготовки составляла 42…44%, твердость в рабочей зоне 64…66 HRC, а в остальной зоне - 59…62 HRC.
Пример 2
Изготавливали заготовку шаровой пробки по примеру 1 с более износостойким проходным каналом для транспортировки сильноабразивных сред. При этом карбидную формовку сверху закрывали перфорированной крышкой из электрокорунда 7. В качестве металла-связки использовали хромоникелевую сталь 12Х18Н10Т. Температуру формы после спекания охладили до 1560°C, а заливку расплавом металла проводили при температуре 1580°C.
Результат: получили беспористую заготовку шаровой пробки полностью из кермета на основе карбида титана со связкой из стали 12Х18Н10Т с однородной структурой. Объемное содержание связки во всем объеме заготовки составляла 42…44%, твердость в рабочей зоне 58…60 HRC, а в остальной зоне - 53…55 HRC.
Пример 3
По примеру 1 из порошка карбида титана фракции 14…20 мкм изготовили кольцевую вставку для седла, зафиксировали в керамической форме и инфильтровали сплавом ЖС6У в соответствии с указанными температурно-временными режимами.
При этом пористость спеченного карбидного полуфабриката снизили до 20% путем соответствующего режима прессования и спекания порошка.
Результат: остаточная пористость (из-за наличия в карбидном полуфабрикате большого объема закрытых пор, не заполняемых расплавом металла) в кольцевой заготовке из кермета составила 6…9%. Из-за неоднородности структуры твердость кермета колебалась от 40 до 60 HRC.
Пример 4
По примеру 3 из порошка карбида титана фракции 14…20 мкм изготовили кольцевую вставку для седла.
При этом пористость спеченного карбидного полуфабриката увеличили до 75% за счет введения в пресс-массу легкоплавких порообразователей.
Результат: значительная зональная неоднородность структуры кольцевой заготовки из кермета и нарушение ее геометрии (коробление) из-за заметного растворения материала полуфабриката в расплаве металла, захвата расплавом металла фрагментов полуфабриката при проведении процесса инфильтрации.
Таким образом, заявленное изобретение позволяет получить высокое качество шарового затвора за счет обеспечения заданной структуры в требуемых зонах изделия.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ КЕРМЕТА НА ОСНОВЕ КАРБИДА ТИТАНА | 2015 |
|
RU2623565C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ИЗДЕЛИЙ ИЛИ ИЗДЕЛИЙ С ВНУТРЕННЕЙ ПОЛОСТЬЮ ИЗ КОМПОЗИТА НА ОСНОВЕ КАРБИДА | 2005 |
|
RU2319580C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ КОМПОЗИТА НА ОСНОВЕ КАРБИДА ТИТАНА | 2008 |
|
RU2401719C2 |
| ОПРАВКА ПРОШИВНОГО СТАНА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2018 |
|
RU2683169C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ТВЕРДОСПЛАВНЫХ ИЗДЕЛИЙ | 2005 |
|
RU2299788C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ СТАЛЬНЫХ ИЗДЕЛИЙ | 2008 |
|
RU2393063C2 |
| НОВЫЙ СПОСОБ ПОЛУЧЕНИЯ ЦЕМЕНТИРОВАННОГО КАРБИДНОГО ИЛИ КЕРМЕТНОГО МАТЕРИАЛА | 2015 |
|
RU2703951C2 |
| Способ получения изделия из композиционного материала на основе карбидов вольфрама и титана (варианты) | 2021 |
|
RU2775048C1 |
| Твердый сплав с уменьшенным содержанием карбида вольфрама для изготовления режущего инструмента и способ его получения | 2023 |
|
RU2802601C1 |
| КЕРМЕТЫ С МНОГОМАСШТАБНОЙ СТРУКТУРОЙ ДЛЯ ЭКСПЛУАТАЦИИ ПРИ ВЫСОКОЙ ТЕМПЕРАТУРЕ В УСЛОВИЯХ ЭРОЗИИ И КОРРОЗИИ | 2004 |
|
RU2360024C2 |
Изобретение относится к порошковой металлургии, в частности к изготовлению шарового затвора из кермета на основе карбида титана. Структура кермета шарового затвора состоит из чередующихся зон с неперывной металлической матрицей и равномерно расположенными в ней изолированными друг от друга карбидными зернами и зон с напрерывной металлической матрицей и равномерно расположенными в ней карбидными зернами, образующими непрерывный каркас. Содержание металлической матрицы в кермете составляет 25-70 об.%. При получении шарового затвора форму с пористым карбидным полуфабрикатом после спекания не извлекают из печи подогрева и поддерживают его температуру выше температуры ликвидуса пропитывающего металла. Пропитывающий металл расплавляют в тигле, размещенном в той же камере, заливают в форму до соприкосновения с карбидным полуфабрикатом и поддерживают необходимую температуру в течение времени, обеспечивающего полную инфильтрацию расплавом металла и направленную кристаллизацию металла в поровом пространстве полуфабриката. Обеспечивается повышение качества изделия из кермета за счет формирования нескольких зон с разной структурой. 2 н.п. ф-лы, 6 ил., 4 пр.
1. Шаровой затвор из кермета, содержащего карбид титана и металлическую связку, отличающийся тем, что он выполнен из кермета одного химического состава, структура которого состоит из чередующихся зон с непрерывной металлической матрицей и равномерно расположенными в ней изолированными друг от друга карбидными зернами и зон с непрерывной металлической матрицей и равномерно расположенными в ней карбидными зернами, образующими непрерывный каркас, при этом объемное содержание металлической матрицы в кермете составляет 25-70 %.
2. Способ получения шарового затвора по п. 1, включающий подготовку из огнеупорного материала керамической формы с верхним отверстием, размещение в ней порошка карбида титана, вибрационное уплотнение, спекание порошка карбида титана в нагревательной камере печи с неокислительной средой с получением пористого карбидного полуфабриката, расплавление пропитывающего металла в тигле, расположенном в той же камере, поддерживание температуры карбидного полуфабриката на уровне выше температуры ликвидуса пропитывающего металла, заливку расплава пропитывающего металла в форму до соприкосновения с карбидным полуфабрикатом, поддерживание указанной температуры в течение времени, обеспечивающего инфильтрацию карбидного полуфабриката расплавом металла и направленную кристаллизацию расплава металла в поровом пространстве карбидного полуфабриката, и охлаждение путем перемещения формы вниз относительно нагревательного фронта с получением изделия.
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ИЗДЕЛИЙ ИЛИ ИЗДЕЛИЙ С ВНУТРЕННЕЙ ПОЛОСТЬЮ ИЗ КОМПОЗИТА НА ОСНОВЕ КАРБИДА | 2005 |
|
RU2319580C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ КОМПОЗИТА НА ОСНОВЕ КАРБИДА ТИТАНА | 2008 |
|
RU2401719C2 |
| US 6338906 B1, 15.01.2002 | |||
| US 6502623 B1, 07.01.2003 | |||

