Изобретение относится к пиротехническому производству, а более конкретно к технологии изготовления многослойных пиротехнических зарядов последовательным прессованием в роторном штамповом инструменте.
Уровень данной области техники характеризует описанный в патенте US №3063390, нац. кл. 107-1, 1962 г. способ последовательного автоматического прессования композитных зарядов в многопозиционной поточной линии, заключающийся в том, что на каждом технологическом участке последовательного прессования слоев в матрицу порционно загружают порошковый состав, который уплотняют соосными пуансонами, встречно перемещаемыми под действием кулачков.
Особенностью этого способа является то, что следующую порцию порошка загружают на отпрессованную таблетку и далее прессуют, прикладывая давление на порошок через нее, что определяет дополнительные технологические ограничения.
В частности, не представляется технически возможным прессование трехслойного изделия из-за пружинящего действия отпрессованных слоев (таблеток), которые демпфируют заданное усилие прессования.
При увеличении усилия прессования, необходимого для уплотнения третьего слоя, готовые таблетки могут разрушаться, то есть гарантированно не обеспечивается монолитность многослойного изделия из-за низкой адгезионной связи структурных составляющих в монолит, что искажает заданный режим горения изготовленного слоеного пиротехнического заряда.
При этом необходимо в каждом конкретном случае сочетания материалов и количества слоев в заряде экспериментально устанавливать реологические коэффициенты в зависимости от физико-механических свойств сыпучих материалов, габаритных параметров многослойного заряда и соотношения толщин его слоев, что трудоемко и требует высокой квалификации технологов и лаборантов.
Кроме того, технологический поток для практической реализации способа громоздкий, протяженный и сложный в регулировании автоматической системы синхронизации параллельно действующих исполнительных механизмов послойного последовательного прессования пиротехнических зарядов.
При этом для обеспечения заданной равноплотности в объеме заряда, необходимой для стабильности его горения, по описанному способу возможно прессовать не более двух совмещенных слоев пиротехнических составов.
Отмеченные недостатки устранены в способе последовательного послойного прессования пиротехнических зарядов в роторном прессе, описанном в книге Л.И. Клячко, A.M. Уманский, В.Н. Бобров, Оборудование и оснастка для формования порошковых материалов, М., «Металлургия», 1986, с. 41-45 (рис.3), который по технической сущности и числу совпадающих признаков выбран в качестве наиболее близкого аналога предложенному способу.
Известный способ прессования изделий из металлических порошков реализуется в прессе с двеннадцатигнездным поворотным столом, ход которого синхронизирован с возвратно-поступательными рабочими перемещениями ползуна пресса, причем поворот стола происходит во время холостого хода пресса, когда ползун идет вверх.
Рабочая поверхность матриц очищается от пыли и остатков порошка предыдущего прессования и смазывается специальным войлочным штоком, затем вручную устанавливают центральный стержень, засыпают дозу порошкового материала и проводят прессование, после чего прессовый инструмент разнимают, извлекают центральный стержень, который формирует осевой канал, и выпрессовывают выталкивателем готовое изделие.
Для формирования многослойного пиротехнического заряда из порошковых составов необходимо кратно повторить описанную последовательность операций на аналогичных роторных штампах с межстаночной автоматической перегрузкой полуфабрикатов, так как не представляется технически возможным послойное прессование чувствительных к трению пиротехнических составов в общем штампе последовательно-параллельного действия из-за технической сложности устройства и его огромных габаритов.
Этот недостаток усугубляется тем, что для обеспечения условий безопасности работ каждая позиция кратного последовательного прессования прослоек заряда локализована посредством шлюзования в бронекабинах, что усложняет конструкцию и обслуживание прессового оборудования.
Недостатками известной технологии изготовления многослойных пиротехнических зарядов в роторном многопозиционном штампе является громоздкость оборудования с прецизионной точностью наладки каждой рабочей позиции во взаимосвязи и взаимодействии, что представляет собой техническую и технологическую проблему.
Известный способ небезопасен из-за триботехнических нагрузок при неизбежных перекосах многопозиционного штампового инструмента, в результате чего возможно воспламенение прессуемых пиротехнических составов, что недопустимо по условиям безопасности производства.
Технической задачей, на решение которой направлено настоящее изобретение, является усовершенствование известного способа для его реализации в роторном штампе безопасного послойного прессования пиротехнических зарядов в условиях серийного производства.
Требуемый технический результат достигается тем, что в известном способе изготовления слоеных пиротехнических зарядов в многопозиционном штампе с поворотным столом, несущим матрицы с извлекаемым осевым стержнем, содержащий операции установки в подготовленные матрицы цилиндрического корпуса под заряд с картонной цилиндрической обечайкой, загрузки дозированного сыпучего материала, его послойное уплотнение пуансоном выгрузки готового изделия из разъемного прессового инструмента, согласно изобретению, послойное последовательное уплотнение дозируемого материала проводят на одной позиции регулируемого хода пуансона, для чего после операций уплотнения промежуточных слоев пиротехнических составов поворотный стол реверсируют на шаг под загрузку очередной дозы сыпучего материала.
Отличительные признаки предложенного технического решения обеспечили унификацию безопасного прессования разнообразных пиротехнических многослойных зарядов на одной рабочей позиции компактного штампа с прецизионной точностью прессового инструмента и с минимальным числом роторного позиционирования.
При этом увеличена жесткость штампового инструмента на общей рабочей позиции, соосность структурных составляющих которого исключает задиры и замины уплотняемого пиротехнического материала, предотвращая локальные динамические воздействия, инициирующие недопустимое его воспламенение.
Предложенная технологичная схема устройства пресса с реверсируемой подачей рабочего стола проста в наладке и обслуживании.
Следовательно, каждый существенный признак необходим, а их совокупность является достаточной для достижения новизны качества, не присущего признакам в разобщенности, то есть поставленная техническая задача решается не суммой эффектов, а новым эффектом суммы признаков.
Сущность предложенного способа послойного прессования пиротехнических зарядов поясняется чертежом, где изображено:
на фиг.1 - технологическая схема предложенного способа;
на фиг.2 - позиция послойного прессования;
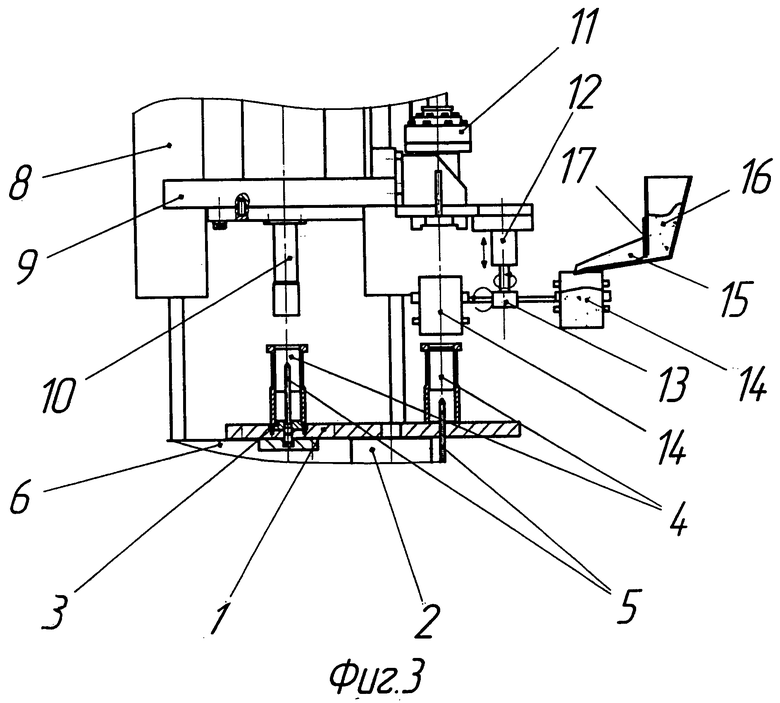
на фиг.3 - позиция дозирования и загрузки пиротехнического состава.
Предложенный способ реализуется в штампе с трехпозиционным поворотным столом 1 (фиг.1): I - прессование, II - дозирование. III - извлечение изделия.
В поворотном столе 1, связанном с приводом 2, закреплены равно распределенные поддоны 3 под установку матриц 4, оснащенные осевыми отверстиями для размещения технологических стержней 5, формующих центральный канал в изготавливаемых пиротехнических зарядах.
На станине 6 штампа закреплен пружинный фиксатор 7 для захвата и жесткого позиционирования стола 1 при его поворотах.
В станине 6 смонтированы направляющие колонки 8 прямоугольного профиля и прецизионной точности, которые обеспечивают продольное перемещение траверсы 9 (фиг.2, 3), несущей пуансон 10, длина которого автоматически выставляется посредством кинематически связанного кулисного механизма (условно не показано).
На траверсе 9 смонтировано захватное устройство 11 извлечения готового изделия, совмещенное с механизмом очистки матриц 4.
На позиции II дозирования установлен связанный с поворотным подъемником 12 (фиг.3) манипулятор 13, оснащенный двумя диаметрально расположенными объемными мерниками 14, примыкающими к подающему лотку 15 бункера 16, в котором подвижно установлена шиберная заслонка 17, для формирования необходимого расхода загружаемого сыпучего материала.
Функционирует описанный штамп следующим образом.
В бункер 16 загружается приготовленный пиротехнических состав для прессования функциональных зарядов. Заслонкой 17 выставляется в лотке 15 необходимый зазор для формирования толщины слоя, обеспечивающего заданный расход материала, перемещающегося под действием вибратора (условно не показан).
Сыпучий материал заполняет контролируемый объем мерника 14, после чего он манипулятором 13 поднимается и переносится вращением на позицию загрузки и высыпается в матрицу 4, где установлены комплектующие заряда: стальной корпус с картонной обечайкой и технологический центральный стержень 5, при этом манипулятором 13 второй мерник 14 устанавливается под лотком 15 для загрузки следующей дозы пиросостава.
Затем стол 1 поворачивается, позиционируя, посредством геометрического и силового замыкания подпружиненного фиксатора 7 в профильном кулачке на торце стола 1, наполненную матрицу 4 на позиции I прессования, где от привода пресса через траверсу 8 пуансон 10 осуществляет рабочий ход, уплотняя слой пиротехнического состава.
Далее обратным ходом траверсы 8 пуансон 10 возвращается в крайнее верхнее положение, а стол 1 поворачивается и переносит матрицу 4 на позицию II дозирования и загрузки следующей отмеренной порции пиросостава, которая высыпается поверх отпрессованной прослойки заряда, после чего порядок действий повторяется.
Особенностью штамповой оснастки является автоматический мерный подъем пуансона 10 за счет кинематической связи с приводом поворота стола 1, адекватно высоте отпрессованной пиротехнической прослойки.
Таким образом, формируют требуемое количество отпрессованных прослоек, формируя необходимый функциональный заряд, который может изготавливаться из различных пиротехнических композиций, причем на позиции II дозирования предусмотрена засыпка сразу двух слоев разного состава и назначения.
После этого поворотный стол 1 переносит матрицу 4 с готовым зарядом на позицию III извлечения, где удаляют центральный стержень 5 из канала спрессованного заряда, который захватным устройством за стальной корпус извлекается из матрицы 4 и выводится из пресса в приемный бункер.
Свободную от изготовленного функционального заряда матрицу 4 на позиции III стола 1 войлочным шомполом очищают от пыли и остатков пиротехнической смеси, а затем наносят технологическую смазку под прессование.
Далее цикл работы повторяется.
В описанном штампе, используя описанный порядок технологических операций, можно изготавливать многослойные заряды из одного пиротехнического состава и без осевого канала, когда не устанавливается в матрице 4 центральный стержень 5, что расширяет технические возможности способа.
Испытания опытного образца предложенного штампа подтвердили практическую возможность изготовления разнообразных многослойных пиротехнических зарядов, которые нельзя было изготовить за один рабочий ход прессового инструмента, что позволит за счет вариативности технологических переходов, инструмента, материалов и их сочетаний расширить номенклатуру специзделий и область их применения.
Проведенный сопоставительный анализ предложенного технического решения с выявленными аналогами уровня техники, из которого изобретение явным образом не следует для специалиста по пиротехнике, показал, что оно неизвестно, а с учетом возможности промышленной реализации способа многослойного прессования пиротехнических зарядов можно сделать вывод о соответствии критериям патентоспособности.
| название | год | авторы | номер документа |
|---|---|---|---|
| МНОГОПОЗИЦИОННЫЙ РОТОРНЫЙ ПРЕСС ДЛЯ ПРЕССОВАНИЯ ПОРОШКОВОГО МАТЕРИАЛА | 2016 |
|
RU2637190C1 |
| СПОСОБ ПРЕССОВАНИЯ МНОГОСЛОЙНЫХ ПИРОТЕХНИЧЕСКИХ ЗАРЯДОВ | 2013 |
|
RU2519604C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПИРОТЕХНИЧЕСКИХ ЗАРЯДОВ | 2014 |
|
RU2552550C1 |
| ПРЕСС БРИКЕТИРОВОЧНЫЙ | 2009 |
|
RU2421337C2 |
| Способ прессования пиротехнических зарядов на автоматических роторных линиях | 2019 |
|
RU2712900C1 |
| МНОГОПОЗИЦИОННЫЙ РОТОРНЫЙ ПРЕСС | 2012 |
|
RU2510672C2 |
| ПРЕССОВЫЙ ИНСТРУМЕНТ | 2011 |
|
RU2484966C2 |
| ПРЕСС-ИНСТРУМЕНТ ДЛЯ ПРОХОДНОГО ПРЕССОВАНИЯ ПОРОШКОВЫХ МАТЕРИАЛОВ | 2013 |
|
RU2529329C1 |
| СПОСОБ ГОРЯЧЕГО ПРЕССОВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2037380C1 |
| УСТРОЙСТВО ДЛЯ ПРЕССОВАНИЯ ЭКЗОТЕРМИЧЕСКОЙ ШИХТОВОЙ ЗАГОТОВКИ | 2014 |
|
RU2566101C1 |

Изобретение относится к пиротехническому производству, а более конкретно, к технологии изготовления многослойных пиротехнических зарядов последовательным прессованием в роторном штамповом инструменте. Согласно способу изготовления слоёных пиротехнических зарядов в штампе с поворотным столом, несущим матрицы с извлекаемым осевым стержнем, в подготовленные матрицы устанавливают цилиндрические корпуса под заряд с картонной цилиндрической обечайкой, загружают дозированный сыпучий материал, затем его послойно уплотняют пуансоном и выгружают готовое изделие из разъемного прессового инструмента. Послойное последовательное уплотнение дозируемого материала проводят на одной позиции регулируемого хода пуансона, для чего после операций уплотнения промежуточных слоев пиротехнических составов поворотный стол реверсируют на шаг под загрузку очередной дозы сыпучего материала. Достигается унификация безопасного прессования разнообразных многослойных пиротехнических зарядов на одной рабочей позиции компактного штампа с прецизионной точностью прессового инструмента и с минимальным числом роторного позиционирования. 3 ил.
Способ изготовления слоеных пиротехнических зарядов в штампе с поворотным столом, несущим распределенные матрицы с извлекаемым осевым стержнем, содержащий операции установки в подготовленные матрицы цилиндрического корпуса под заряд с картонной цилиндрической обечайкой, загрузки дозированного сыпучего материала, его послойное уплотнение пуансоном и выгрузки готового изделия из разъемного прессового инструмента, отличающийся тем, что послойное последовательное уплотнение дозируемого материала проводят на одной позиции регулируемого хода пуансона, для чего после операций уплотнения промежуточных слоев пиротехнических составов поворотный стол реверсируют на шаг под загрузку очередной дозы сыпучего материала.
| Оборудование и оснастка для формования порошковых материалов | |||
| Клячко Л | |||
| И., Уманский А | |||
| М., Бобров В | |||
| Н | |||
| М.: Металлургия, 1986, 336 с | |||
| ПРЕСС БРИКЕТИРОВОЧНЫЙ | 2009 |
|
RU2421337C2 |
| Улей | 1976 |
|
SU691122A1 |
| US 3063390 A, 13.11.1962 | |||

