Изобретение относится к области производства изделий из энергонасыщенных материалов, а более конкретно, к проведению пожароопасных операций по переработке, в частности, по прессованию (формованию) зарядов на основе пиротехнических и взрывчатых составов.
Современное пиротехническое производство предприятий отрасли боеприпасов и спецхимии представляет собой сложный комплекс производственных зданий (цехов) и мастерских, соединенных в единый технологический поток, в котором четко выражена специфичность отдельных фаз производства.
Процесс изготовления пиротехнических зарядов может быть условно разбит на следующие технологические фазы:
1. Подготовка компонентов (раскупорка тары, контрольный просев металлических порошков, дробление, сушка и измельчение окислителей, дробление и измельчение связующих и технологических добавок).
2. Приготовление составов (весовое или объемное дозирование компонентов перед смешиванием, смешивание, провялка, гранулирование, сушка или полимеризация составов).
3. Формование пиротехнических зарядов путем уплотнения сыпучих пиротехнических составов (процесс прессования).
4. Сборка пиротехнических изделий и их укупорка.
5. Испытания и проверка тактико-технических характеристик готовой продукции.
Практически все указанные технологические фазы являются взрыво- и пожароопасными, но в большей степени это относится к фазе прессования пиротехнических составов (зарядов), являющейся по своей сути центральным звеном всего пиротехнического производства на предприятиях отрасли обычных боеприпасов и спецхимии. Прессование пиротехнических составов (зарядов) осуществляется с применением прессового оборудования с различными усилиями.
Уровень данной области техники характеризует автоматическая роторная линия прессования пиротехнических зарядов [1], которая по своей технической сущности и числу совпадающих признаков выбрана в качестве наиболее близкого аналога к предложенному.
Автоматическая роторная линия прессования пиротехнических зарядов, где в качестве формующего пресс-автомата применяется роторный пресс, также включает механизм дозирования пиротехнического состава с бункером, матрицу с барабаном, прессуемый пиротехнический заряд. Автоматическая роторная линия прессования пиротехнических зарядов устанавливается в защитной кабине с оборудованной устройством блокировки бронедверью. Принципиальная схема работы автоматической роторной линии прессования пиротехнических зарядов /фиг. 1/ включает сектора дозирования I, прессования II, выдачи готовых изделий III и подготовки пресс-инструмента IV. Сектор подготовки пресс-инструмента является не нерабочим и используется для контроля прессуемого инструмента и выполнения операций, имеющих цель подготовки инструмента для повтора операции прессования, например, очистки, смазки или подналадки.
Пиротехнические составы и пиротехнические заряды при определенных условиях способны воспламеняться и взрываться в процессе как опытного, так и серийного производства [3], в том числе во время выполнения технологических операций с применением прессового оборудования, что неоднократно наблюдается в пиротехническом производстве. Опасность пламени или высокотемпературной струи продуктов сгорания от пиротехнических составов и пиротехнических зарядов заключается в возможности воспламенения других компонентов и материалов, а также других пиротехнических составов (зарядов), находящихся в защитной кабине, а при определенных условиях и в соседних помещениях, например, в расположенных рядом сборочных кабинах.
Недостатком автоматической роторной линии прессования пиротехнических зарядов является то, что при аварийном срабатывании одного из прессуемых пиротехнических составов (или пиротехнических зарядов) происходит аварийное срабатывание других пиротехнических составов (или пиротехнических зарядов), находящихся как в матрице, так и в других секторах в соответствии с принципиальной схемой работы автоматической роторной линии (например, при дозирования пиротехнического состава из бункера). Данное обстоятельство объясняется тем, что около каждого аварийно работающего пиротехнического состава (или пиротехнического заряда) формируется так называемая опасная зона, т.е. это часть пространства, которое окружает работающий пиротехнический состав (или пиротехнический заряд) и внутри которого указанные опасные факторы достигают опасного уровня [2]. В свою очередь каждый опасный фактор - это создаваемый пиротехническими составами и содержащими их изделиями (пиротехническими зарядами) специфический эффект, который при достижении им опасного уровня создает угрозу здоровью людей и наносит ущерб имуществу и окружающей среде [2]. Таким образом очевидно, что создаваемые пиротехническими составами (или пиротехническими зарядами) опасные факторы (пламя и высокотемпературная струя продуктов сгорания от пиротехнических составов и пиротехнических зарядов) при достижении ими опасного уровня инициируют срабатывание рядом расположенных, в том числе в матрице пиротехнических составов (пиротехнических зарядов), что в конечном счете может нанести существенный материальный ущерб имуществу и окружающей среде, а также создаст угрозу здоровью работников пиротехнического производства. В основу работы указанной автоматической роторной линии прессования пиротехнических зарядов [1] положен принцип равномерного распределения сыпучего порошкового пиротехнического материала без учета опасных зон и опасных уровней опасных факторов в случае аварийного срабатывания пиротехнического состава или пиротехнического заряда.
В настоящее время опасная зона при применении автоматической роторной линии прессования пиротехнических зарядов и всего другого применяемого в пиротехническом производстве прессового оборудования ограничивается исключительно только стенками защитной кабины, поэтому повторное аварийное срабатывание, находящихся в данной защитной кабине прессуемых пиротехнических составов (или пиротехнических зарядов), попавших в опасную зону первоначально аварийно сработавшего пиротехнического состава (заряда), лишь многократно усиливает негативное разрушительное воздействие на находящееся в защитной кабине оборудование, а также оказывает непосредственное разрушительное воздействие на внутреннюю поверхность (стены, потолок, полы) самой защитной кабины, все системы инженерного обеспечения (электроснабжение, вентиляция, кондиционирование и др.), а на конечной фазе развития аварийной ситуации, при определенных условиях, может привести к массовому инициированию пиротехнических составов (зарядов) и полному разрушению не только прессового оборудования, но и непосредственно самой защитной кабины и, при определенных условиях, производственного здания (цеха) с последующим выходом аварийных поражающих факторов за границы установленной санитарно-защитной зоны пиротехнического производства. При неоднократных аварийных срабатываниях также возможно и массовое (групповое) инициирование пиротехнических материалов и их компонентов на других технологических линиях, негативное воздействие на работающий персонал.
Технической задачей, на решение которой направлено настоящее изобретение, является технологическое усовершенствование известной автоматической роторной линии прессования пиротехнических зарядов (пиротехнических составов) путем расширения функциональных признаков за счет того, что опасная зона при аварийном срабатывании пиротехнического состава или пиротехнического заряда ограничена не стенками защитной кабины, а заранее предусматривается такое размещение порций сыпучего пиротехнического состава (или пиротехнических зарядов), при котором выполняются условия безопасной работы данного прессового оборудования, а именно:
L≥L',
где: L - наименьшее расстояние между границами двух ближайших матриц, а также между границами приемной тары и ближайшей матрицы, см;
L' - расстояние от границы матрицы до внешней границы опасной зоны аварийно работающего пиротехнического заряда, см.
а также:
l≥l',
где: l - наименьшее расстояние от границы бункера с пиротехническим составом до границы ближайшей матрицы, см;
l' - размер границы опасной зоны аварийно работающего пиротехнического состава в бункере, см.
По своей сути вводится новый критерий безопасной работы автоматического роторного прессового оборудования пиротехнического производства, при применении которого заранее учитываются размеры опасных зон и опасных уровней опасных факторов в случае аварийного срабатывания хотя бы одной порции прессуемого пиротехнического состава или одного сформованного пиротехнического заряда.
Предлагаемое изобретение позволяет достичь технический результат, а также получить экономический и инновационные эффекты, выраженные:
в повышении уровня промышленной безопасности при работе как уже применяемого в пиротехническом производстве автоматического роторного прессового оборудования, так и вновь разрабатываемого;
в повышении эффективности защиты работающего персонала от опасных факторов аварийно работающих пиротехнических составов или пиротехнических зарядов за счет гарантированного исключения срабатывания соседних пиротехнических составов (пиротехнических зарядов) и тем более их массового инициирования;
в снижении материального ущерба имуществу и окружающей среде за счет исключения повторных аварийных срабатываний прессуемых пиротехнических составов и сформованных пиротехнических зарядов, и следовательно, повторного аварийного воздействия на прессовое и другое технологическое оборудование, производственные помещения, защитные кабины, инженерные коммуникации и др.;
в повышении экономической эффективности пиротехнического производства и снижения себестоимости пиротехнических изделий за счет исключения необходимости строительства и обустройства дорогостоящих защитных кабин.
Требуемый технический и экономические результаты и достигаются тем, что в основу работы известной автоматической роторной линии прессования пиротехнических зарядов положен новый критерий безопасной работы прессового оборудования, а именно:
1. Подача первой и последующих порций сыпучего пиротехнического состава в матрицу, а также извлечение сформованного пиротехнического заряда из матрицы и перемещение его в приемную тару осуществляются при выполнении следующего условия
L≥L',
где: L - наименьшее расстояние между границами двух ближайших матриц, а также между границами приемной тары и ближайшей матрицы, см;
L' - расстояние от границы матрицы до внешней границы опасной зоны аварийно работающего пиротехнического заряда, см.
2. Бункер с сыпучим пиротехническим составом всегда находится на расстоянии от матрицы, при котором выполняется следующее условие
l≥l',
где: l - наименьшее расстояние от границы бункера с пиротехническим составом до границы ближайшей матрицы, см;
l' - размер границы опасной зоны аварийно работающего пиротехнического состава в бункере, см.
Отличительные признаки предлагаемого способа прессования пиротехнических зарядов существенно повышают функциональные возможности автоматической роторной линии прессования пиротехнических составов (зарядов) в плане промышленной безопасности, дополняют его новой функцией, а именно - при аварийном срабатывании пиротехнического состава или пиротехнического заряда исключается возможность аварийного срабатывания расположенных рядом пиротехнических зарядов, а также размещенных в данной защитной кабине других пиротехнических составов и пиротехнических зарядов, а тем более и возможность их массового (группового) инициирования.
Подача первой и последующих порций сыпучего пиротехнического состава в матрицу, а также извлечение сформованного пиротехнического заряда из матрицы и перемещение его в приемную тару осуществляются при выполнении условия
L≥L',
где: L - наименьшее расстояние между границами двух ближайших матриц, а также между границами приемной тары и ближайшей матрицы, см;
L' - расстояние от границы матрицы до внешней границы опасной зоны аварийно работающего пиротехнического заряда, см.
гарантированно исключает попадание в опасную зону от аварийно работающего пиротехнического заряда рядом расположенных в матрице пиротехнических составов или пиротехнических зарядов и, следовательно, исключается возможность аварийного срабатывания расположенных рядом пиротехнических составов и пиротехнических зарядов, а также обеспечивается выполнение установленных нормативными правовыми документами в области промышленной безопасности требований по промышленной безопасности пиротехнического производства.
Расположение бункера с сыпучим пиротехническим составом безопасном на расстоянии от матрицы, при котором выполняется следующее условие
l≥l',
где: l - наименьшее расстояние от границы бункера с пиротехническим составом до границы ближайшей матрицы, см;
l' - размер границы опасной зоны аварийно работающего пиротехнического состава в бункере, см.
гарантированно исключает попадание в опасную зону от аварийно работающего пиротехнического состава в бункере матрицы с пиротехническим составом или пиротехническим зарядом, что также направлено на обеспечение выполнения установленных нормативными правовыми документами требований по промышленной безопасности пиротехнического производства.
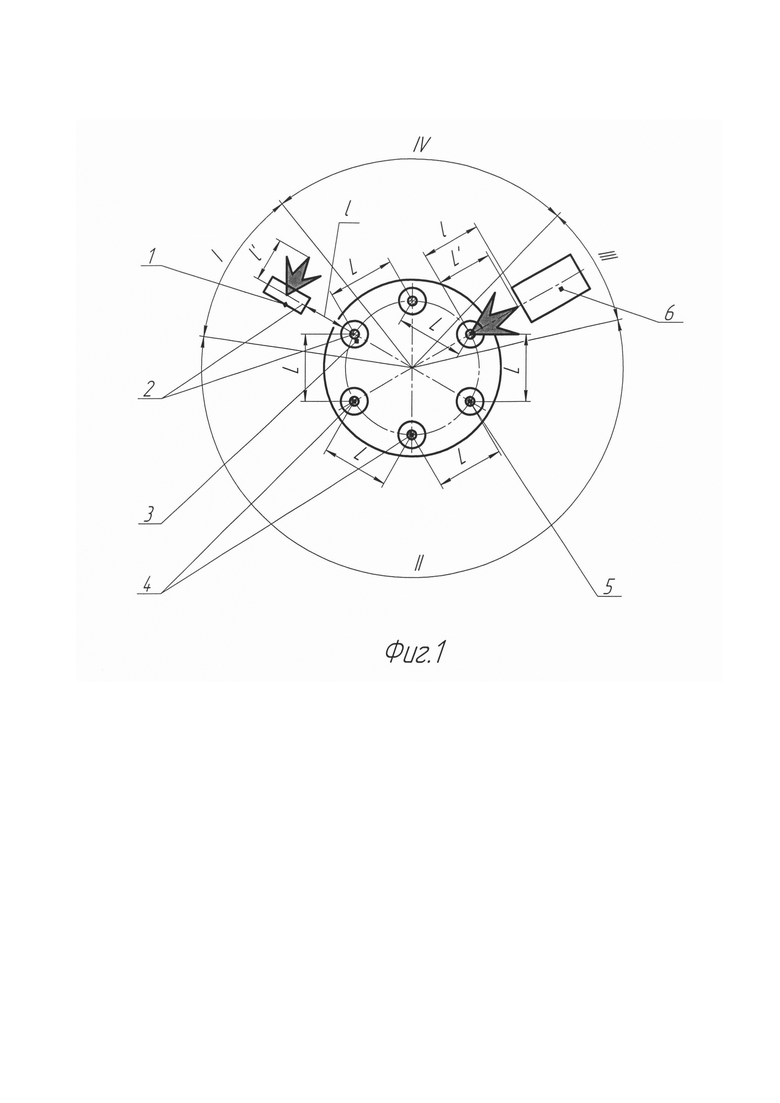
Сущность предложенного способа прессования пиротехнических составов (зарядов) на автоматических роторных линиях поясняется /фиг. 1/ принципиальной схемой работы автоматической роторной линии прессования пиротехнических составов (зарядов), который имеет чисто иллюстративную цель и не ограничивает объема притязаний совокупности существенных признаков формулы. Принципиальная схема работы автоматической роторной линии прессования пиротехнических составов (зарядов) /фиг. 1/ включает сектора дозирования I, прессования II, выдачи готовых изделий III и подготовки пресс-инструмента IV.
В секторе I дозирования пиротехнического состава из бункера 1 с пиротехническим составом 2 в матрицу 3 автоматически подается порция пиротехнического состава 2, в секторе II прессования пиротехнического состава пуансон 4 совершает движение под заданным давлением, производя превращение сыпучего пиротехнического состава 2 в монолитное тело, т.е. в пиротехнический заряд 5 с заданными техническими характеристиками, в секторе III (сектор выдачи готовых изделий) сформованный пиротехнический заряд 5 выталкивается из матрицы 3 и перемещается в приемную тару 6, сектор IV является нерабочим и используется для контроля прессующего инструмента и выполнения операций, имеющих цель подготовки инструмента для повтора операции прессования, например, очистки, смазки или подналадки.
Прессование пиротехнических составов (зарядов) с применением разработанного способа осуществляется следующим образом. В секторе I дозирования пиротехнического состава из бункера 1 с пиротехническим составом 2 в матрицу 3 автоматически подается порция пиротехнического состава 2, при этом подача очередной порции сыпучего пиротехнического состава 2 в матрицу 3 осуществляется только при выполнении следующих условий:
L≥L',
где: L - наименьшее расстояние между границами двух ближайших матриц 3, а также между границами приемной тары 6 и ближайшей матрицы 3, см;
L' - расстояние от границы матрицы 3 до внешней границы опасной зоны аварийно работающего пиротехнического заряда 4, см; бункер 1 с сыпучим пиротехническим составом 2 находится на таком расстоянии от матрицы 3, при котором
l≥l',
где: l - наименьшее расстояние от границы бункера 1 с пиротехническим составом 2 до границы ближайшей матрицы 3, см;
l' - размер границы опасной зоны аварийно работающего пиротехнического состава 2 в бункере 1, см.
В секторе прессования пиротехнического состава II с заданным давлением осуществляется превращение сыпучего пиротехнического состава 2 в монолитное тело, т.е. в пиротехнический заряд 4 с заданными техническими характеристиками, в секторе III выдачи готовых изделий сформованный пиротехнический заряд 4 выталкивается из матрицы 3 и перемещается в приемную тару 5. При аварийном срабатывании пиротехнического состава в секторе I или II, пиротехнического заряда 4 в секторах II и III обеспечивается выполнение условий по безопасному прессованию пиротехнических составов 2 и пиротехнических зарядов 4 с применением автоматического прессового оборудования, т.е. L≥L' и l≥l'.
Сектор IV является нерабочим и используется для контроля прессующего инструмента и выполнения операций, имеющих цель подготовки инструмента для повтора всех указанных операций, т.е. в данном секторе отсутствуют пиротехнические составы 2 и пиротехнические заряды 4.
Опытная проверка предложенного способа прессования пиротехнических составов (зарядов) на автоматических роторных линиях показала его работоспособность в тестовом режиме, способность к снижению аварийных последствий и повышению уровня промышленной безопасности пиротехнического производства.
Сравнение предлагаемого решения данного изобретения с ближайшими аналогами уровня техники не выявило идентичного совпадения совокупности существенных признаков изобретения.
Предложенные отличия способа прессования пиротехнических составов (зарядов) на автоматических роторных линиях, которые прямо не следуют из постановки технической задачи, не являются очевидными для специалиста по производству пиротехнических изделий.
Изготовление совокупности структурных элементов в их взаимосвязи с предложенным способом прессования пиротехнических составов (зарядов) на автоматических роторных линиях возможно осуществить на действующем пиротехническом производстве заявителя, а переоснащение с применением разработанного способа прессования пиротехнических составов (зарядов) на автоматических роторных линиях целесообразно проводить на всех опытных и серийных пиротехнических производствах предприятий отрасли боеприпасов и спецхимии.
Из вышеуказанного можно сделать вывод о соответствии изобретения условиям патентоспособности.
1. В.П. Чулков, В.Ю. Архангельский и др. «Основные процессы и аппараты пиротехнической технологии». ФГУП «ФНПЦ «НИИ прикладной химии», г. Сергиев Посад, 2009, изд. «Загорская типография», с. 320 - с. 329.
2. Технический регламент Таможенного союза «О безопасности пиротехнических изделий» (утвержден Решением комиссии Таможенного союза от 16 августа 2011 года №770)
3. А.А. Шидловский «Основы пиротехники». М., 1973, Машиностроение, с. 109 - с. 117.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЕНЫХ ПИРОТЕХНИЧЕСКИХ ЗАРЯДОВ | 2013 |
|
RU2526327C1 |
| МНОГОПОЗИЦИОННЫЙ РОТОРНЫЙ ПРЕСС | 2012 |
|
RU2510672C2 |
| УСТРОЙСТВО ДЛЯ ОБЪЕМНОГО ДОЗИРОВАНИЯ СЫПУЧИХ МАТЕРИАЛОВ | 2011 |
|
RU2464535C1 |
| МНОГОПОЗИЦИОННЫЙ РОТОРНЫЙ ПРЕСС ДЛЯ ПРЕССОВАНИЯ ПОРОШКОВОГО МАТЕРИАЛА | 2016 |
|
RU2637190C1 |
| УСТРОЙСТВО ДЛЯ ДОЗИРОВАНИЯ СЫПУЧИХ МАТЕРИАЛОВ | 2015 |
|
RU2582891C1 |
| ДОЗАТОР ПИРОТЕХНИЧЕСКИХ СОСТАВОВ | 2015 |
|
RU2586085C1 |
| ОБЪЕМНЫЙ ДОЗАТОР | 1997 |
|
RU2133944C1 |
| АВТОМАТИЗИРОВАННАЯ ЛИНИЯ ФАСОВКИ ПОРОХОВ | 2019 |
|
RU2707201C1 |
| Щит специальный локализующий | 2017 |
|
RU2667389C1 |
| ПРЕСС-ИНСТРУМЕНТ ДЛЯ ПРОХОДНОГО ПРЕССОВАНИЯ ПОРОШКОВЫХ МАТЕРИАЛОВ | 2013 |
|
RU2529329C1 |
Изобретение относится к области производства изделий из энергонасыщенных материалов, а более конкретно - к проведению пожароопасных операций по переработке, в частности по прессованию (формованию) зарядов на основе пиротехнических и взрывчатых составов. Способ прессования пиротехнических зарядов на автоматических роторных линиях заключается в автоматическом дозировании порции сыпучего пиротехнического состава в матрицу с последующим формованием заряда путем уплотнения пиротехнического состава, извлечением заряда из матрицы и перемещением его в приемную тару. Подача первой и последующих порций сыпучего пиротехнического состава в матрицу, а также извлечение сформованного пиротехнического заряда из матрицы и перемещение его в приемную тару осуществляются при выполнении следующего условия L≥L', где: L - наименьшее расстояние между границами двух ближайших матриц, а также между границами приемной тары и ближайшей матрицы, см; L' - расстояние от границы матрицы до внешней границы опасной зоны аварийно работающего пиротехнического заряда, см. При этом бункер с сыпучим пиротехническим составом всегда находится на расстоянии от матрицы, при котором выполняется следующее условие l≥l', где: l - наименьшее расстояние от границы бункера с пиротехническим составом до границы ближайшей матрицы, см; l' - размер границы опасной зоны аварийно работающего пиротехнического состава в бункере, см. Изобретение позволяет повысить безопасность производства. 1 з.п. ф-лы, 1 ил.
1. Способ прессования пиротехнических зарядов на автоматических роторных линиях, заключающийся в автоматическом дозировании порции сыпучего пиротехнического состава в матрицу с последующим формованием заряда путем уплотнения пиротехнического состава, извлечением заряда из матрицы и перемещением его в приемную тару, отличающийся тем, что подача первой и последующих порций сыпучего пиротехнического состава в матрицу, а также извлечение сформованного пиротехнического заряда из матрицы и перемещение его в приемную тару осуществляются при выполнении следующего условия
L≥L', где:
L - наименьшее расстояние между границами двух ближайших матриц, а также между границами приемной тары и ближайшей матрицы, см;
L' - расстояние от границы матрицы до внешней границы опасной зоны аварийно работающего пиротехнического заряда, см.
2. Способ по п. 1, отличающийся тем, что бункер с сыпучим пиротехническим составом всегда находится на расстоянии от матрицы, при котором выполняется следующее условие
l≥l', где:
l - наименьшее расстояние от границы бункера с пиротехническим составом до границы ближайшей матрицы, см;
l' - размер границы опасной зоны аварийно работающего пиротехнического состава в бункере, см.
| ЧУЛКОВ В.П | |||
| и др | |||
| Основные процессы и аппараты пиротехнической технологии | |||
| ФГУП "ФНПЦ "НИИ прикладной химии", г | |||
| Сергиев Посад, 2009, изд | |||
| "Загорская типография", с | |||
| Прибор для подогрева воздуха отработавшими газам и двигателя | 1921 |
|
SU320A1 |
| СПОСОБ ПРЕССОВАНИЯ МНОГОСЛОЙНЫХ ПИРОТЕХНИЧЕСКИХ ЗАРЯДОВ | 2013 |
|
RU2519604C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЕНЫХ ПИРОТЕХНИЧЕСКИХ ЗАРЯДОВ | 2013 |
|
RU2526327C1 |
| Улей | 1976 |
|
SU691122A1 |
| CN 0101819009 A, 01.09.2010 | |||
| US 3063390 A1, 13.11.1962. | |||

