Предложение относится к неразрушающему контролю и может быть использовано для дефектоскопии и измерения толщины стенки полых деталей, типа лопаток газотурбинных двигателей, выполненных как из металла, так и полностью или частично выполненных из керамики.
Лопатки газотурбинных двигателей и турбомашин выполняют из жаропрочного немагнитного металла. В последнее время все более широкое применение находят лопатки с применением оболочек и других элементов, выполненных из керамики. Лопатки работают при высоких температурах и охлаждаются воздухом, пропускаемым через имеющиеся в них полости. В процессе эксплуатации, под действием высокой температуры и механических нагрузок, происходят локальные изменения толщины стенок лопаток и развиваются дефекты как на внешней поверхности лопатки, так и со стороны внутренней полости.
Особенность конструкции лопаток газотурбинных двигателей заключается в наличии внутренних перегородок, формирующих движение охлаждающего воздуха и придающих необходимую жесткость. Имеющиеся перегородки не влияют на результаты дефектоскопии внешней поверхности лопаток электромагнитным методом при выборе высокой рабочей частоты (порядка 50 МГц), обеспечивающей затухание вихревых токов в слое металла, существенно меньшем толщины стенки лопаток. Однако эти перегородки создают неприемлемо сильные помехи при проведении электромагнитного контроля, с целью измерения толщины стенок и/или выявления дефектов, развивающихся со стороны внутренней полости. Это связано с тем, что расстояния между перегородками и их ширина сопоставимы с минимально возможным пятном контроля, а ширина и высота перегородок изменяются по нерегулярному закону. При уменьшении пятна контроля не удается обеспечить необходимую для решения поставленной задачи глубину проникновения вихревых токов. Из уровня техники известны несколько неразрушающих способов измерения, пригодных для выполнения измерения толщины в данной области техники. Однако некоторые из них, такие как рентгеновская томография [1], при которой с помощью набора детекторов выполняют ряд последовательных снимков окружности объекта, подлежащего измерению, являются слишком сложными в осуществлении. Измерения с помощью ультразвука не пригодны для некоторых материалов, в частности для анизотропных материалов. Кроме того ни один из известных методов не позволяет надежно выявлять дефекты типа трещин, развивающихся со стороны внутренней полости, и не может быть реализован без демонтажа лопатки.
Известен способ измерения толщины стенки полой лопатки, заключающийся в том, что используют электромагнитный преобразователь с П-образным сердечником, содержащим две расположенные на его полюсах и последовательно соединенные катушки, устанавливают электромагнитный преобразователь на поверхности лопатки параллельно имеющимся в ней перегородкам, перемещают электромагнитный преобразователь по стенке перпендикулярно перегородкам, регистрируют выходное напряжения электромагнитного преобразователя и определяют величины толщины стенки в соответствии с предварительными калибровками по значению сигнала.
Все эти операции осуществляют на основе измерений, выполненных на образцовых стенках, имеющих заданные радиусы кривизны и заданные значения толщины, находящиеся в требуемых интервалах и содержащих перегородки. Выполненные таким образом калибровки используются для построения нейронной сети, используемой при интерпретации измеренных сигналов [2].
Известный способ не обеспечивает выявления дефектов типа трещин, развивающихся со стороны внутренней полости, и может быть реализован только после демонтажа лопатки, так как для его реализации необходимо сканирование по строго определенному закону, обеспечиваемому только с помощью специальных средств. Кроме того, известный метод не может быть использован для контроля качества неметаллических, в частности керамических, лопаток.
Наиболее близок к предложенному, принятый за прототип способ оценки толщины стенки полой детали, имеющей искривленную поверхность, типа лопатки газотурбинного двигателя, по меньшей мере, в одной точке, имеющей некоторый радиус кривизны и определенную толщину в этой точке, заключающийся в том, что определяют величины импеданса электрической цепи, образованной датчиком токов Фуко, наложенным на стенку, вводят эти величины на вход блока цифровой обработки типа нейронной сети, параметры нейронной сети определяют предварительно путем отладки на калиброванных плитках, имеющих радиусы кривизны в интервале радиусов кривизны упомянутой поверхности, и заданные значения толщины [3].
Однако и этот способ не обеспечивает выявления дефектов типа трещин, развивающихся со стороны внутренней полости, требует демонтажа лопаток и большой подготовительной работы. Он также не может быть использован для контроля качества неметаллических, в частности керамических, лопаток.
Цель изобретения - расширение области применения за счет обеспечения возможности контроля качества неметаллических полых деталей, повышение селективной чувствительности к дефектам, расположенным со стороны внутренней полости, и к толщине оболочки.
Поставленная цель в способе электромагнитного контроля полой детали типа лопатки газотурбинного двигателя, заключающемся в том, что сканируют электромагнитным преобразователем внешнюю поверхность полой детали, регистрируют изменяющиеся в процессе сканирования выходные сигналы электромагнитного преобразователя и по ним судят о параметрах полой детали, достигается благодаря тому, что предварительно внутренние полости детали заполняют средой, содержащей равномерно распределенные ферромагнитные частицы.
Дополнительно, поставленная цель достигается благодаря тому, что в качестве среды, содержащей равномерно распределенные ферромагнитные частицы, используют магнитную жидкость.
Дополнительно, поставленная цель достигается благодаря тому, что перед заполнением полости детали средой с ферромагнитными частицами в полости создают пониженное давление, заполняют полость детали средой с ферромагнитными частицами под давлением и поддерживают его в процессе сканирования.
Дополнительно, поставленная цель достигается благодаря тому, что рабочую частоту f электромагнитного преобразователя выбирают из условия 0,5/(R2×π×σ×µ0)<f<1/(R2×π×σ×µ0), где R - эквивалентный радиус электромагнитного преобразователя, σ - удельная электрическая проводимость металла лопатки, µ0=4π×10-7 Гн/м.
Дополнительно, поставленная цель достигается благодаря тому, что на ферромагнитные частицы в полостях детали воздействуют магнитным полем со стороны сканируемой поверхности.
Дополнительно, поставленная цель достигается благодаря тому, что перед сканированием удаляют среду с магнитными свойствами из полостей детали.
Реализация предложенного способа показана на примере электромагнитного контроля лопатки с воздушным охлаждением газотурбинного двигателя.
На фиг.1 приведена схема контроля для реализации заявляемого способа.
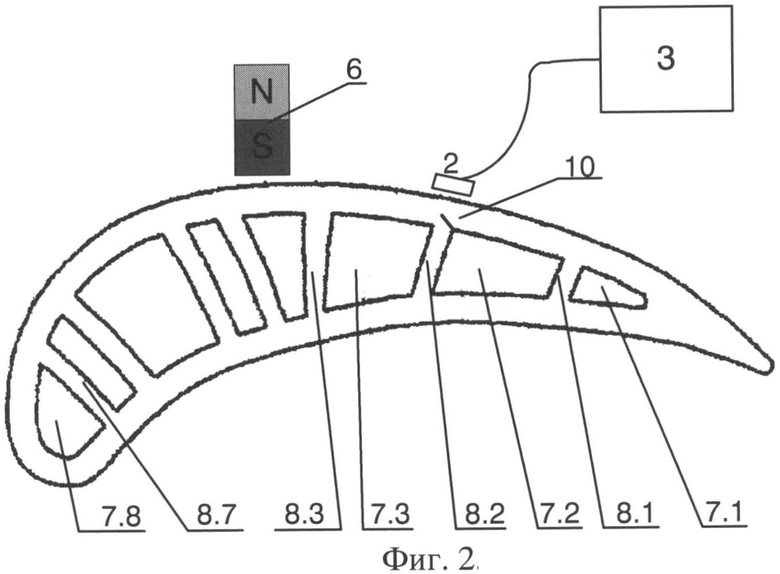
На фиг.2 показано поперечное сечение сканируемой электромагнитным преобразователем лопатки с полостями, заполненными магнитной жидкостью.
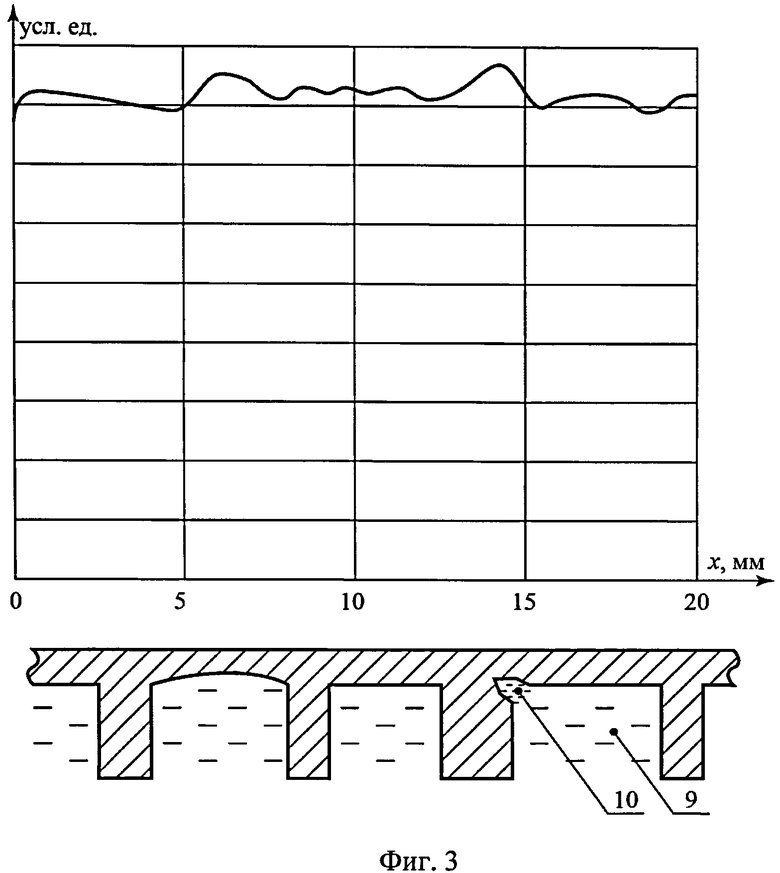
На фиг.3 приведена диаграммы сигнала, полученная при сканировании поверхности лопатки с полостями, заполненными магнитной жидкостью, при рабочей частоте 30 кГц.
На фиг.4 - диаграмма сигналов, полученная при сканировании поверхности лопатки с полостями, заполненными магнитной жидкостью, при рабочей частоте 4 кГц.
На фиг.5 приведена диаграммы сигналов, полученные при сканировании поверхности лопатки с ферромагнитными частицами, оставшимися только в полостях дефектов, после слива магнитной жидкости.
Предложенный способ реализуется с помощью схемы контроля, приведенной на фиг.1. На ней показана лопатка 1, соединенные между собой электромагнитный преобразователь 2 и электронный блок 3, многофункциональный компрессор 4 для поочередной подачи и создания давления магнитной жидкости и воздуха в полостях лопатки 1 через ее входные отверстия 5.1 и выходные отверстия 5.2. В схему контроля входит также источник 6 постоянного магнитного поля. Источник 6 может быть выполнен в виде электромагнита, питаемого постоянным током, или постоянного магнита.
Для реализации заявленного способа выполняют следующие действия. Заполняют внутренние полости 7 лопатки, образованные перегородками 8, средой 9, содержащей равномерно распределенные ферромагнитные частицы. В качестве среды 9 может быть использована магнитная эмульсия, воздушная взвесь ферромагнитных частиц или магнитная жидкость. Рекомендуется использовать магнитную жидкость, представляющую собой, как известно, коллоидные растворы высокодисперсных магнитных частиц размером от 5 до 50 нм. Магнитные жидкости обладают способностью силового взаимодействия с магнитным полем, сохраняя при этом текучесть. Они имеют начальную относительную магнитную проницаемость µмж≈7. Среда 9 заполняет полости 7 лопатки, а также полости дефектов 10 при их наличии. Заполнение полостей дефектов 7 средой 9 в виде магнитной жидкости происходит под влиянием капиллярного эффекта.
Для повышения проникающей способности магнитной жидкости в полость дефектов 7 целесообразно предпринять следующие действия:
- выбрать среду 9 с магнитными частицами возможно меньшего размера;
- создать пониженное давление в полости лопатки перед ее заполнением магнитной жидкостью, что обеспечит удаление воздуха из полостей возможных дефектов;
- создать давление в полостях 7 с магнитной жидкостью и поддерживать его в процессе сканирования;
- воздействовать на магнитную жидкость постоянным магнитным полем, направленным со стороны сканируемой поверхности.
С уменьшением размера магнитных частиц и ростом давления проникающая способность среды 9 в полости дефектов 10 однозначно увеличивается. Воздействие же на контролируемый участок магнитным полем, с одной стороны, затягивает ферромагнитные частицы в полость дефекта, но, с другой стороны, уменьшает магнитную проницаемость среды 6. Известно [4], что уменьшение магнитной проницаемости магнитной жидкости незначительно (менее 10%) при напряженности воздействующего на нее магнитного поля менее 1 кА/м. Эта величина может быть рекомендована как оптимальная, если сканирование происходит при одновременном воздействии постоянного магнитного поля.
Воздействие магнитного поля приводит и к некоторому возрастанию концентрации магнитных частиц в полостях дефектов, что дополнительно повышает чувствительность к ним заявляемого способа.
После заполнения полостей 7 средой 9 в виде магнитной жидкости, создания давления с помощью компрессора 4 воздействуют со стороны, предназначенной для сканирования поверхности лопатки 1, на ферромагнитные частицы среды 9 постоянным магнитным полем, создаваемым источником 6 постоянного магнитного поля. Воздействие может проводиться сразу на всю поверхность или поочередно, путем сканирования. Ферромагнитные частицы среды 9 под действием магнитного поля источника 1 получают дополнительное воздействие, способствующее заполнению ими полостей возможных дефектов 10.
Рабочую частоту f электромагнитного преобразователя выбирают из условия 0,5/(R2×π×σ×µ0)<f<1/(R2×π×σ×µ0). При этом влияние немагнитного металла, по сравнению с влиянием магнитной среды с относительной магнитной проницаемостью µ>5 оказывается почти в 100 раз меньшим [5, С.60, рис.4.8]. При выбранной в соответствии с заданным условием частоте влияние перегородок 8 на сигнал электромагнитного преобразователя 2 пренебрежимо мало [5, С.64, рис.4.10].
Эквивалентный радиус R электромагнитного преобразователя рекомендуется выбирать сопоставимым с толщиной Т стенки контролируемой лопатки. В этом случае достигаются близкая к оптимальной чувствительность и разрешающая способность к положению магнитных частиц, несущих информацию о толщине внешней оболочки лопатки и наличии дефектов.
Например, при толщине Т=2 мм целесообразно выбрать R=2 мм. При этом рабочая частота f для типичных значений удельной электрической проводимости металла лопаток должна находиться в диапазоне 4 кГц <f<8 кГц. Наличие оптимума по частоте связано с тем, что при ее уменьшении снижается абсолютная чувствительность к магнитной среде, а при увеличении растет чувствительность к немагнитному металлу лопатки.
На фиг.3 показана развертка части внешней оболочки лопатки 1 с прилегающими к ней перегородками 8. Над разверткой приведены диаграмма, соответствующая сканированию поверхности лопатки 1 с заполненными магнитной жидкостью полостями 7 при частоте 30 кГц.
Из приведенной на фиг.3 диаграммы видно, что при данной рабочей частоте электромагнитного взаимодействия с магнитной жидкостью практически не происходит. Это связано с экранирующим действием вихревых токов, возбужденных в металле лопатки.
На фиг.4 показана развертка части внешней оболочки лопатки 1 с прилегающими к ней перегородками 8. Над разверткой приведены диаграмма, соответствующая сканированию поверхности лопатки 1 с заполненными магнитной жидкостью полостями 7 при частоте 30 кГц. Из приведенной на фиг.4 диаграммы видно, что при наличии дефекта 10, заполненного средой 9, формируется импульс, позволяющий однозначно выявить данный дефект. Минимумы сигналов формируются над перегородками 8, а локальные максимумы - над центрами соответствующих полостей. При неравномерной толщине металла лопатки между перегородками соответствующий локальный максимум может смещаться, а его величина при уменьшении толщины металла увеличивается.
На фиг.5 показана развертка части внешней оболочки лопатки 1 с прилегающими к ней перегородками 8. Над разверткой приведены диаграмма, соответствующая сканированию поверхности лопатки 1 при сканировании поверхности лопатки 1 с ферромагнитными частицами только в полости дефекта 10.
Из приведенных диаграмм видно, что для более надежного выявления дефектов целесообразно проводить сканирование, сохранив ферромагнитные частицы только в полостях возможных дефектов 10.
Для удаления среды 9 с ферромагнитными частицами из полостей 7 лопатки подают под создаваемым компрессором 4 давлением газ. При этом ферромагнитные частицы, заполняющие полости возможных дефектов, будут удерживаться там под действием капиллярных сил и давлением поступающего газа. Для более эффективного удаления частиц из полостей 7 рекомендуется промыть полости жидкостью, не имеющей магнитных свойств.
Анализ диаграмм показывает, что после удаления ферромагнитных частиц из полостей 7 дефекты выявляются более надежно. В то же время, для оценки толщины оболочки необходимо проводить анализ при магнитной жидкости во всем объеме полостей. Здесь при уменьшении толщины стенки уменьшается расстояние до поверхности, образованной ферромагнитными частицами в соответствующей полости 7. Это приводит к увеличению максимального значения регистрируемого сигнала на соответствующем интервале. Для количественной оценки измеряемой толщины достаточно провести предварительную калибровку. При этом образцовые пластины могут быть изготовлены из диэлектрика, в полости которых помещается соответствующая среда 9, например магнитная жидкость.
Чувствительность к измеряемой толщине оболочки в предложенном способе существенно выше, чем в известных, за счет того, что по существу происходит измерение расстояния от рабочего торца электромагнитного преобразователя до поверхности магнитной среды. Сопоставление чувствительностей электромагнитного преобразователя к изменению толщины Т немагнитной электропроводящей пластины (при оптимальной для этого рабочей частоте) и к изменению равного ей расстояния Т до поверхности магнитной среды (при рекомендуемой рабочей частоте) показывает, что заявляемый способ обеспечивает чувствительность на порядок выше.
При перемещении над дефектом 10 магнитная связь ферромагнитных частиц с электромагнитным преобразователем 2 резко возрастает, что приводит к появлению соответствующего импульса. Параметры импульса зависят от объема ферромагнитных частиц в полости дефекта 9, а также от их близости к рабочему торцу электромагнитного преобразователя 2.
При контроле лопаток частично или полностью выполненных из немагнитного и неэлектропроводного материала, в частности керамики, физика описанных процессов и отмеченные закономерности сохраняются.
Таким образом, предложенное техническое решение в совокупности заявленных признаков позволяет расширить область применения за счет обеспечения возможности контроля качества неметаллических полых деталей, например металлокерамических лопаток газотурбинных двигателей. Одновременно достигается повышение селективной чувствительности к дефектам, развивающимся со стороны внутренней полости, и к толщине оболочки. Дефектоскопия лопаток заявляемым способом, в принципе, может быть реализована без демонтажа лопатки при обеспечении возможности подачи магнитной жидкости в полости лопатки по каналам ее охлаждения. Это связано с тем, что для выявления дефектов не требуется высокой точности позиционирования электромагнитного преобразователя.
Источники информации
1. Вайнберг И.А., Вайнберг Э.И. Компьютерные томографы для неразрушающего контроля и количественной диагностики изделий аэрокосмической промышленности. // Двигатель. - 2008. - №2. - С.19-23.
2. Патент РФ №2263878, МПК7 G01B 7/06, G01N 27/90 // Способ измерения толщины стенки полой лопатки. - Опубл. 27.11.2003 (http://www.findpatent.ru/patent/226/2263878.htmn).
3. Патент РФ №2418963, МПК7 F02C 9/00, G01B 7/06 // Измерение толщины стенки, в частности стенки лопатки, при помощи токов Фуко. - Опубл. 20.05.2011. (прототип) http://www.freepatent.ru/patents/2418963
4. Диканский Ю.И., Закинян А.Р., Константинова Н.Ю. О магнитной проницаемости магнитодиэлектрической эмульсии // ЖТФ. - 2008 - том 28 - вып.7 - С.22.
5. Федосенко Ю.К., Шкатов П.Н., Ефимов А.Г. Вихретоковый контроль / под общ. ред. В.В. Клюева. М.: Издательский дом «Спектр». - 2011-224 с.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ МАГНИТНОЙ ДЕФЕКТОСКОПИИ ЛОПАТОК ТУРБОМАШИН ИЗ ЛЕГИРОВАННЫХ СТАЛЕЙ С УЧЕТОМ МЕХАНИЧЕСКИХ НАГРУЗОК | 2007 |
|
RU2376593C2 |
| СПОСОБ ЭЛЕКТРИЧЕСКОГО НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ ОСТАТОЧНЫХ НАПРЯЖЕНИЙ В ДЕТАЛЯХ ИЗ ТОКОПРОВОДЯЩИХ МАТЕРИАЛОВ | 2006 |
|
RU2320984C1 |
| Силовой блок технологического комплекса для очистки отливок | 2019 |
|
RU2714976C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ЭКСПЛУАТАЦИОННЫХ СВОЙСТВ ЛОПАТОК ИЗ ТИТАНОВЫХ СПЛАВОВ | 2009 |
|
RU2420385C2 |
| ИЗМЕРЕНИЕ ТОЛЩИНЫ СТЕНКИ, В ЧАСТНОСТИ СТЕНКИ ЛОПАТКИ, ПРИ ПОМОЩИ ТОКОВ ФУКО | 2007 |
|
RU2418963C2 |
| СПОСОБ ДЕФЕКТОСКОПИИ ЛОПАТОК ТУРБОМАШИН ИЗ ТИТАНОВЫХ СПЛАВОВ | 2007 |
|
RU2369864C2 |
| СПОСОБ МАГНИТНОЙ ДЕФЕКТОСКОПИИ ЛОПАТОК ТУРБОМАШИН ИЗ НИКЕЛЕВЫХ СПЛАВОВ В УСЛОВИЯХ МЕХАНИЧЕСКИХ НАГРУЗОК | 2007 |
|
RU2376595C2 |
| СПОСОБ МАГНИТНОЙ ДЕФЕКТОСКОПИИ ЛОПАТОК ТУРБОМАШИН ИЗ КОБАЛЬТОВЫХ СПЛАВОВ В УСЛОВИЯХ МЕХАНИЧЕСКИХ НАГРУЗОК | 2007 |
|
RU2376594C2 |
| МАНОМЕТРИЧЕСКИЙ СПОСОБ ИЗМЕРЕНИЯ И ВОСПРОИЗВЕДЕНИЯ МАЛЫХ ДАВЛЕНИЙ ПОРШНЕВОЙ ПАРОЙ, ОБРАЗОВАННОЙ СТРУКТУРНО-СОПРЯЖЕННЫМИ МАГНЕТИКАМИ (ВАРИАНТЫ) | 2011 |
|
RU2489692C1 |
| СПОСОБ КОНТРОЛЯ ДЕФЕКТНОСТИ ИЗДЕЛИЯ | 2006 |
|
RU2334225C1 |


Предложение относится к неразрушающему контролю и может быть использовано для дефектоскопии и измерения толщины стенки полых деталей типа лопаток газотурбинных двигателей, выполненных как из металла, так и полностью или частично выполненных из керамики. Способ электромагнитного контроля полой детали типа лопатки 1 газотурбинного двигателя заключается в том, что на поверхность лопатки устанавливают электромагнитный преобразователь 2, заполняют внутренние полости 7 лопатки 1 средой 9, содержащей равномерно распределенные ферромагнитные частицы, например магнитной жидкостью, перемещают электромагнитный преобразователь 2 по поверхности лопатки 1, регистрируют с помощью электронного блока 3 изменяющиеся в процессе перемещения выходные сигналы электромагнитного преобразователя 2 и по ним судят о наличии дефектов со стороны внутренней поверхности полостей 7 и о толщине оболочки. 5 з.п. ф-лы, 5 ил.
1. Способ электромагнитного контроля полой детали типа лопатки газотурбинного двигателя, заключающийся в том, что сканируют электромагнитным преобразователем внешнюю поверхность полой детали, регистрируют изменяющиеся в процессе перемещения выходные сигналы электромагнитного преобразователя и по ним судят о параметрах лопатки, отличающийся тем, что предварительно внутренние полости лопатки заполняют средой, содержащей равномерно распределенные ферромагнитные частицы.
2. Способ по п.1, отличающийся тем, что в качестве среды, содержащей равномерно распределенные ферромагнитные частицы, используют магнитную жидкость.
3. Способ по п.1, отличающийся тем, что перед заполнением полости детали средой с ферромагнитными частицами в полости создают пониженное давление, заполняют полость детали средой с ферромагнитными частицами под давлением и поддерживают его в процессе сканирования.
4. Способ по п.1, отличающийся тем, что рабочую частоту f электромагнитного преобразователя выбирают из условия 0,5(R2×π×σ×µ0)<f<1/(R2×π×σ×µ0), где R - эквивалентный радиус электромагнитного преобразователя, σ - удельная электрическая проводимость металла лопатки, µ0=4π×10-7 Гн/м.
5. Способ по п.1, отличающийся тем, что на ферромагнитные частицы в полостях детали воздействуют магнитным полем со стороны сканируемой поверхности.
6. Способ по п.1, отличающийся тем, что перед сканированием удаляют среду с ферромагнитными частицами из полостей детали.
| WO 2002001145 A1 (LE BIHAN, Yann et al.) 03.01.2002 | |||
| СПОСОБ ОПРЕДЕЛЕНИЯ НАЛИЧИЯ ТРЕЩИН В МАТЕРИАЛЕ ДЕТАЛИ | 2009 |
|
RU2413213C2 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| ИНДУКТОР ВИХРЕВЫХ ТОКОВ ДЛЯ МАГНИТОГРАФИЧЕСКОЙ ДЕФЕКТОСКОПИИ И СКАНЕР НА ЕГО ОСНОВЕ | 2009 |
|
RU2464555C1 |
| Прибор для промывания газов | 1922 |
|
SU20A1 |
| ИЗМЕРЕНИЕ ТОЛЩИНЫ СТЕНКИ, В ЧАСТНОСТИ СТЕНКИ ЛОПАТКИ, ПРИ ПОМОЩИ ТОКОВ ФУКО | 2007 |
|
RU2418963C2 |

