Область техники, к которой относится изобретение.
Изобретение используется в области обработки резанием и относится к режущим инструментам, в частности к фрезам, сверлам, токарным резцам, зенкерам, расточному и строгальному инструменту, используемым с применением сменных режущих пластин.
Уровень техники
Взят за прототип известный режущий инструмент, содержащий режущую пластину и стружколом с отверстиями для хладагента (см. US 4621547, МПК B23B 1/00; B23B 27/10; B23B 27/22, опубл. 11.11.86 г.).
Недостатки:
- давление хладагента после выхода из отверстия снижается из-за увеличения пространства после выхода из отверстия;
- сечение по перпендикуляру стружколома имеет острый угол вершины порогов, воспринимающих первоначальный удар стружки. Это ведет к низкой стойкости при воздействии стружки, ее трения, а также низкой теплоемкости и скорости отвода тепла от порогов стружколома. При этом острый угол порогов выкрашивается или вытирается и образуется выемка, по которой поток хладагента теряет давление, направление и увеличивает пространство, соединяющее с атмосферой выходы отверстий, что снижает давление хладагента после выхода из отверстия, причем выемка образует препятствие на пути сходящей стружки и может привести к изменению направления стружки под стружколом, что его поломает, а также выемка износа создаст дополнительное сопротивление стружкообразованию, что ведет к перегреву стружки и режущей пластины, а также значительному увеличению трения, к низкой стойкости при воздействии стружки, ее трения, а также низкой теплоемкостью и скорости отвода тепла от порогов возле режущей кромки;
- стружколом работает уже с изогнутой стружкой, а основное давление срезаемого слоя воспринимает передняя поверхность режущей кромки, нагрев которой отрицательно влияет на нагрев режущей кромки и ее стойкость, при этом при очень плотном контакте нижней плоскости срезаемого слоя с плоскостью передней поверхности хладагент не попадает на участок центра давления стружки передней поверхности, также не производится смазка;
- стружколом не участвует в сдвиге срезаемого слоя, что исключает его участие в резании и отвод части тепла, давления и трения от режущей пластины;
- стружколом соприкасается одной плоскостью одновременно корпусом и режущей пластиной, что требует идеальной подгонки для плотного прижима пластины.
Известна режущая пластина с выступами, образованными в ее угловой области (см. RU 2417664 C1, опубл. 10.05.2011 г. Таегутек. ЛТД).
Недостатком являются выступы в виде бугристых элементов, выполненных на передней поверхности режущей кромки. Их недостаток в том, что они - часть режущей пластины, и от трения стружки полученное тепло впитывается в режущую пластину рядом с режущей кромкой, которая перегревается и теряет механические свойства из-за полученного тепла.
Раскрытие изобретения
Технический результат, который может быть получен с помощью предлагаемого изобретения, сводится к повышению стойкости режущей кромки и механических свойств, снижению давления, трения, нагрева на участке центра давления срезаемого слоя на передней поверхности режущей кромки режущей пластины, снижению предела рабочего нагрева режущей кромки, увеличению давления хладагента под срезаемым слоем, увеличению подачи резания и глубины резания, улучшению контакта передней и задней поверхностей режущей кромки с охлаждающей и смазочной средой, увеличению ширины срезаемого слоя без потери стойкости режущей кромки, повышению скорости отвода тепла от режущей кромки, повышению теплостойкости.
Технический результат достигается режущим инструментом, который может быть выполнен двумя представленными вариантами и обеспечивается идентичными друг другу принципами действия.
Режущий инструмент первого варианта содержит переднюю поверхность режущей кромки режущей пластины, выполненную с выступами и пазами между ними, а охлаждающая пластина выполнена с лицевыми поверхностями, с пазами и массивами лицевой поверхности ниже плоскости передней поверхности режущей кромки режущей пластины для соответственного соединения с выступами и пазами режущей пластины, указанные пазы режущей и охлаждающей пластин выполнены клиновидными и прямоугольными, причем пазы охлаждающей пластины расположены на ее основании и на торцах, при этом охлаждающая пластина выполнена с возможностью сдвига срезаемого слоя, а ее лицевая поверхность выполнена с возможностью восприятия давления, тепла и трения срезаемого слоя на участке центра давления срезаемого слоя и с возможностью отвода контакта срезаемого слоя от передней поверхности режущей кромки режущей пластины на участке центра давления срезаемого слоя,
границы выходов хладагента, образованных режущей пластиной и пазами охлаждающей пластиной на ее лицевой поверхности, расположены между режущей кромкой и участком безотрывного контакта со стружкой лицевой поверхности, причем лицевая поверхность охлаждающей пластины содержит поверхности в виде клина и лопатки, соединена с теплопроводами и имеет пороги, впадины и бугристые элементы, причем пороги выполнены в виде угла, образованного отклонением лицевой поверхности от торцевой и расположены от режущей кромки на расстоянии 0,2-1,5 мм,
режущая пластина выполнена многогранной со сменными режущими кромками, а охлаждающая пластина расположена внутри периметра режущей пластины с лицевой поверхностью для каждой сменной режущей кромки, причем линия соединения охлаждающей пластины с режущей пластиной проходит на участке центра давления срезаемого слоя, выступы передней поверхности режущей кромки режущей пластины содержат рабочие поверхности на равном с лицевой поверхностью расстоянии от режущей кромки на участке центра давления срезаемого слоя, а пороги лицевых поверхностей расположены ближе к режущей кромке, чем выступы передней поверхности режущей кромки режущей пластины, нижняя поверхность массивов лицевой поверхности охлаждающей пластины выполнена пористой и шероховатой, при этом часть плоскости передней поверхности и участок безотрывного контакта со стружкой лицевой поверхности в соединении выполнены с возможностью завивания срезаемого слоя по радиусу, охлаждающая пластина выполнена с обеспечением прижима и фиксации режущей пластины с помощью прижимающего винта, расположенного в отверстии режущей пластины, диаметр которого больше диаметра резьбы прижимающего винта с образованием пространства между ними для прохода хладагента и смазки под охлаждающей пластиной на участок центра давления срезаемого слоя, причем между пазом передней поверхности режущей кромки режущей пластины и массивом лицевой поверхности охлаждающей пластины выполнен зазор для прохода хладагента и смазочных веществ под срезаемым слоем и стружкой.
Режущая пластина может быть выполнена из сверхтвердого материала.
Соединение режущей и охлаждающей пластин выполнено стыковкой пазов одновременно по трем перпендикулярным друг другу секущим плоскостям на участке центра давления срезаемого слоя
Соединение режущей и охлаждающей пластин выполнено стыковкой пазами по двум или одной секущим плоскостям.
Угол отклонения от плоскости передней поверхности режущей кромки режущей пластины бугристых элементов и угол отклонения от плоскости передней поверхности режущей кромки режущей пластины охлаждающей пластины различны.
Охлаждающая пластина выполнена в виде прижимной пластины со сменными лицевыми поверхностями с возможностью фиксации.
Охлаждающая пластина расположена ниже уровня режущей кромки.
Охлаждающая пластина выполнена с возможностью ломания стружки и завивания стружки.
Бугристые элементы выполнены клинообразными с вершиной клина, направленного к режущей кромке.
Режущий инструмент второго варианта содержит пластину охлаждающую в форме звезды и пластину режущую, причем для этого варианта изготовления, аналогично первому варианту изготовления, также передняя поверхность режущей кромки режущей пластины выполнена с выступами и пазами между ними, а охлаждающая пластина выполнена с лицевыми поверхностями, с пазами и массивами лицевой поверхности ниже плоскости передней поверхности режущей кромки режущей пластины для соответственного соединения с выступами и пазами режущей пластины, указанные пазы режущей и охлаждающей пластин выполнены клиновидными и прямоугольными, причем пазы охлаждающей пластины расположены на ее основании и на торцах, при этом охлаждающая пластина выполнена с возможностью сдвига срезаемого слоя, а ее лицевая поверхность выполнена с возможностью восприятия давления, тепла и трения срезаемого слоя на участке центра давления срезаемого слоя и с возможностью отвода контакта срезаемого слоя от передней поверхности режущей кромки режущей пластины на участке центра давления срезаемого слоя,
границы выходов хладагента, образованных углублениями в режущей пластине при ее соединении с охлаждающей пластиной, расположены между режущей кромкой и участком безотрывного контакта со стружкой лицевой поверхности, причем лицевая поверхность охлаждающей пластины содержит поверхности в виде клина и лопатки, соединена с теплопроводами и имеет пороги, ребра, впадины и бугристые элементы, причем пороги выполнены в виде угла, образованного отклонением лицевой поверхности от торцевой и расположены от режущей кромки на расстоянии 0,2-1,5 мм,
режущая пластина выполнена многогранной со сменными режущими кромками, а охлаждающая пластина расположена внутри периметра режущей пластины с лицевой поверхностью для каждой сменной режущей кромки, причем линия соединения охлаждающей пластины с режущей пластиной проходит на участке центра давления срезаемого слоя, выступы передней поверхности режущей кромки режущей пластины содержат рабочие поверхности на равном с лицевой поверхностью расстоянии от режущей кромки на участке центра давления срезаемого слоя, а пороги лицевых поверхностей расположены ближе к режущей кромке, чем выступы передней поверхности режущей кромки режущей пластины, нижняя поверхность массивов лицевой поверхности охлаждающей пластины выполнена пористой и шероховатой, при этом часть плоскости передней поверхности и участок безотрывного контакта со стружкой лицевой поверхности в соединении выполнены с возможностью завивания срезаемого слоя по радиусу, охлаждающая пластина выполнена с обеспечением прижима и фиксации режущей пластины с помощью прижимающего винта, расположенного в отверстии режущей пластины, диаметр которого больше диаметра резьбы прижимающего винта с образованием пространства между ними для прохода хладагента и смазки под охлаждающей пластиной на участок центра давления срезаемого слоя, причем между пазом передней поверхности режущей кромки режущей пластины и массивом лицевой поверхности охлаждающей пластины выполнен зазор для прохода хладагента и смазочных веществ под срезаемым слоем и стружкой, при этом охлаждающая пластина выполнена в форме звезды с торцевыми поверхностями в виде ребер и расположена ниже уровня режущей кромки.
Отличиями от первого варианта выполнения охлаждающей пластины является ребро торцевой поверхности углубления режущей пластины для прохода хладагента и расположение охлаждающей пластины ниже уровня режущей кромки, но заявленный технический результат ими достигается одинаково.
При этом режущий инструмент для всех указанных вариантов выполнен с возможностью сверления, зенкерования, токарной обработки, фрезерования, расточки, строгания.
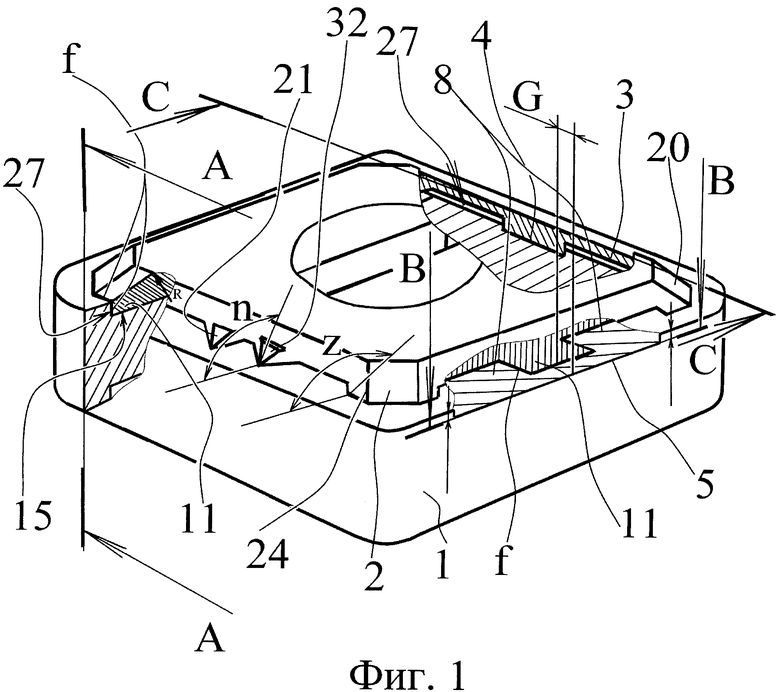
На фиг.1 показан режущий инструмент, вид A-A, вид B-B, вид C-C.
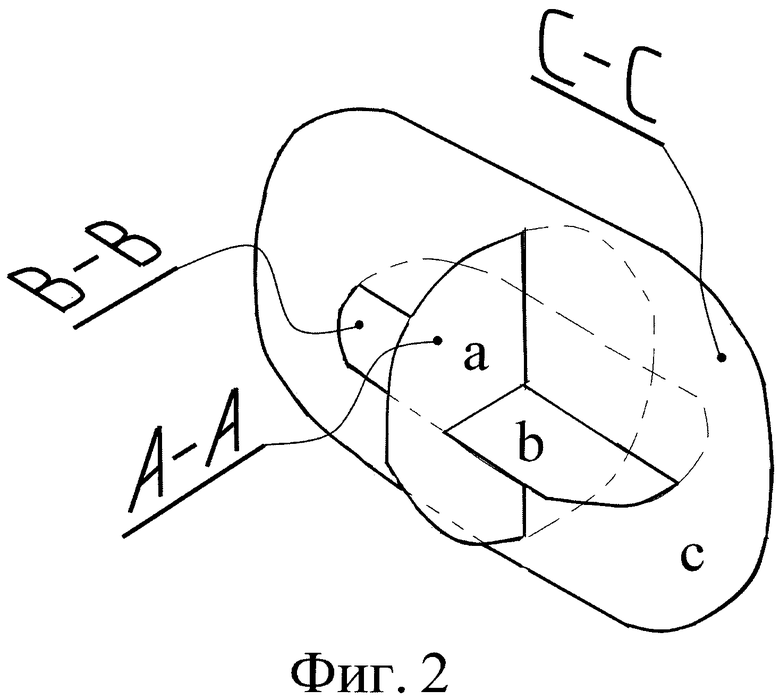
На фиг.2 - перпендикулярные секущие плоскости.
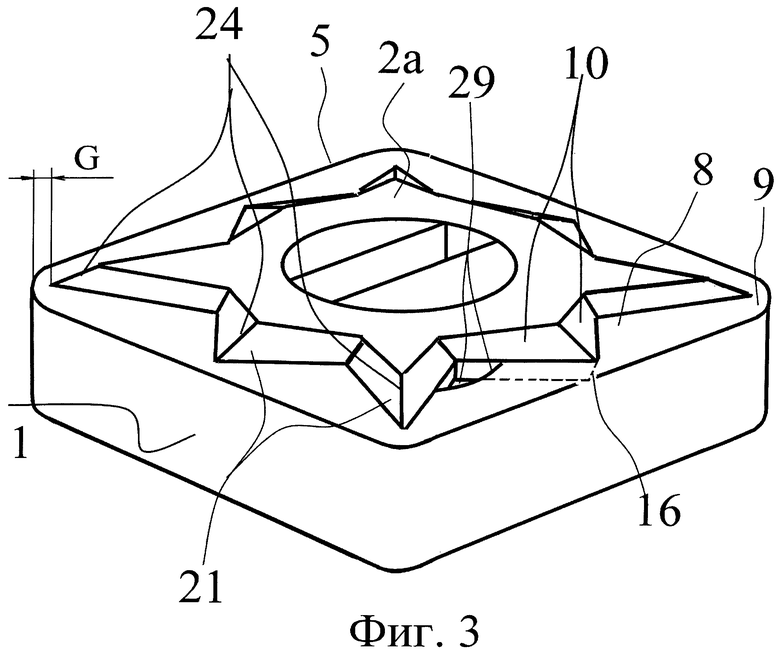
На фиг.3 - охлаждающая пластина в форме звезды.
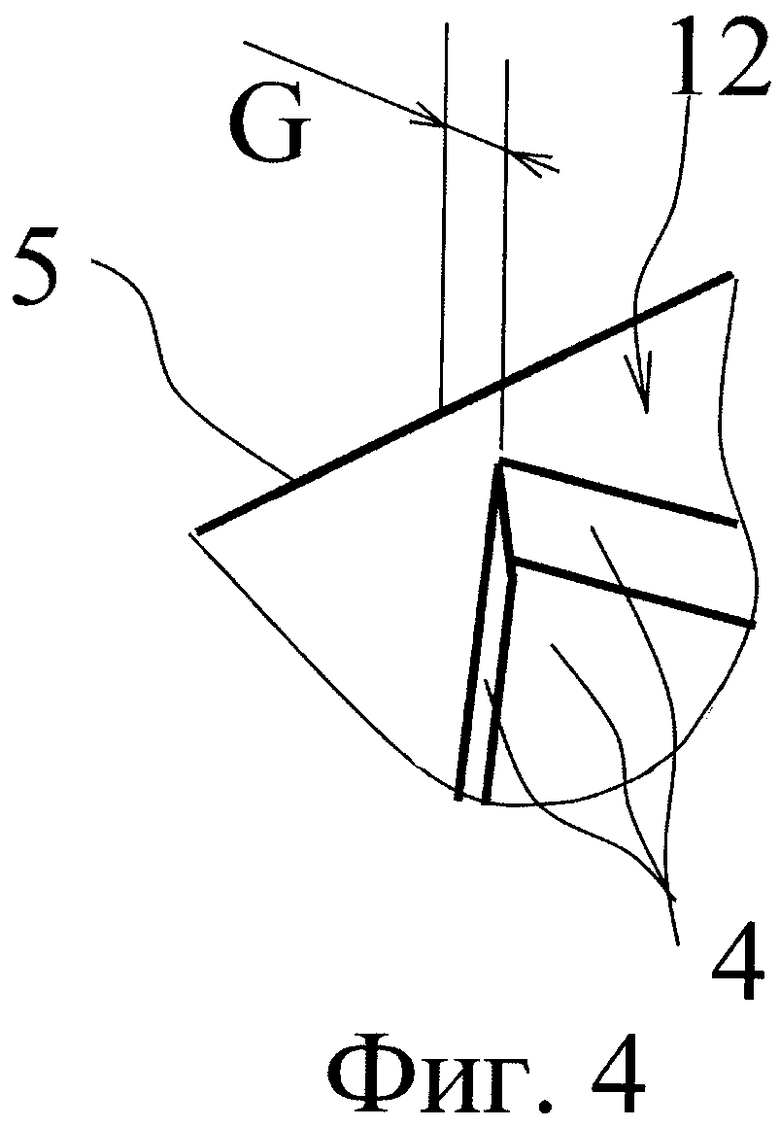
На фиг.4 - паз передней поверхности режущей кромки.
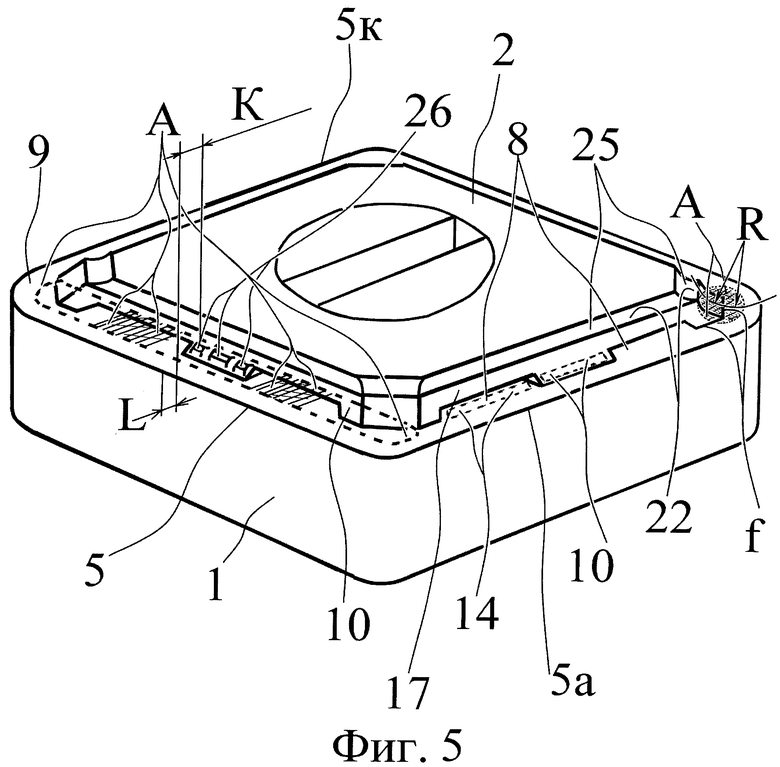
На фиг.5 - лицевые поверхности, выполненные лопаткой.
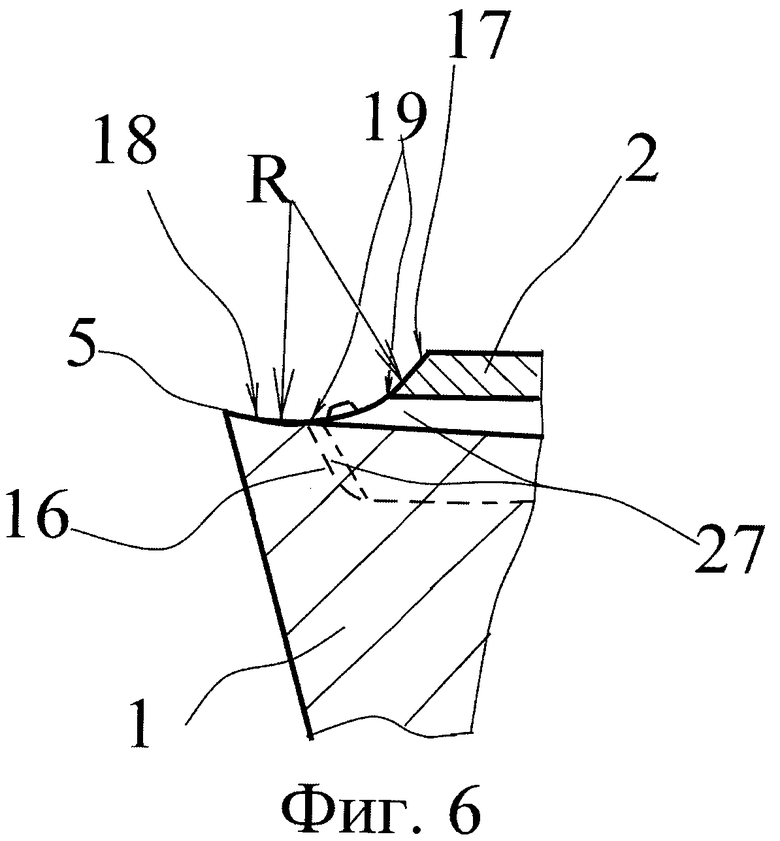
На фиг.6 - радиус завивания срезаемого слоя.
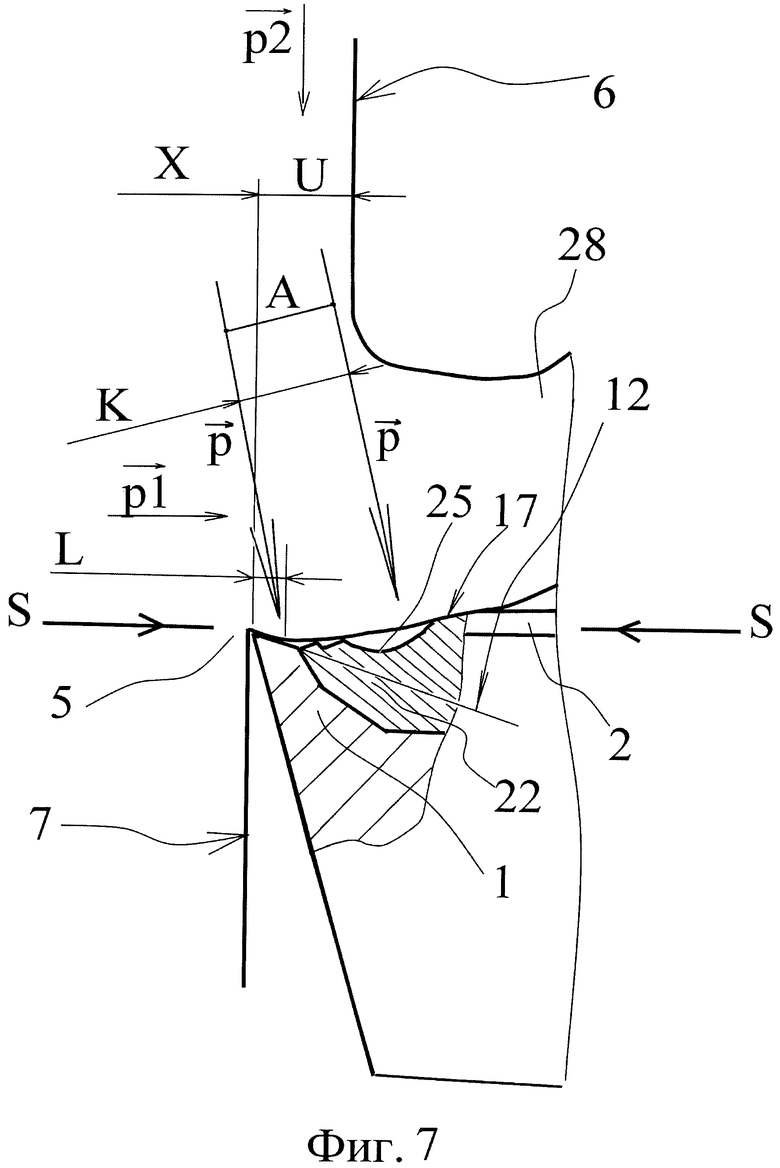
На фиг.7 - срезаемый слой.
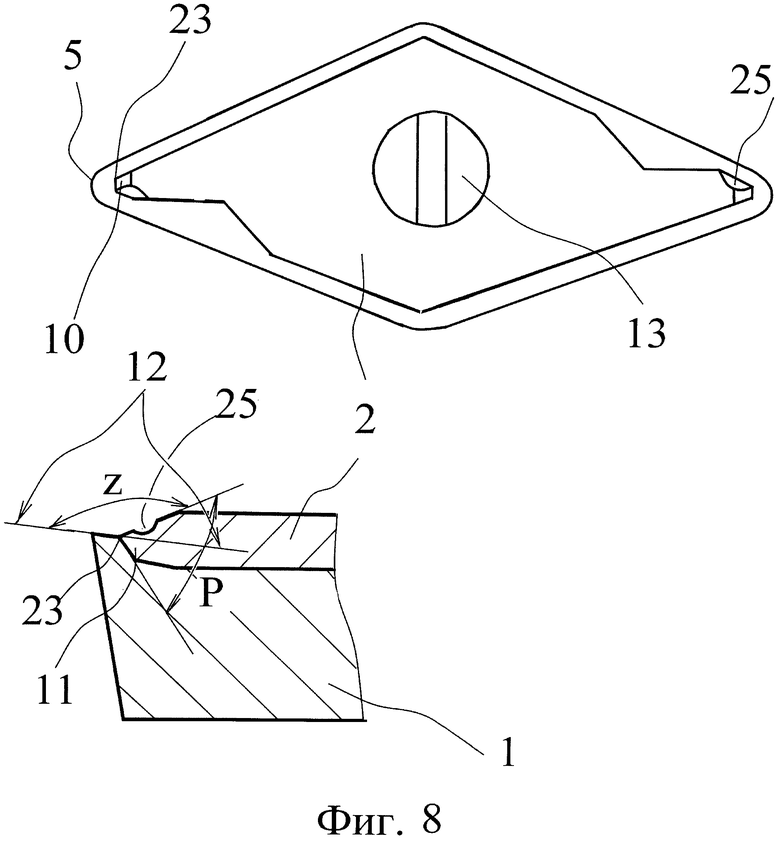
На фиг.8 - режущий инструмент.
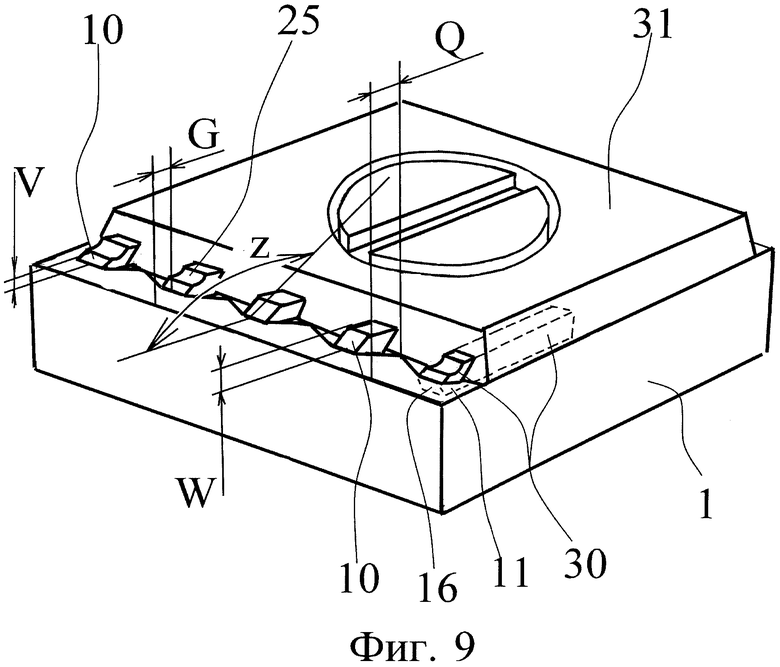
На фиг.9 - сменные лицевые поверхности, прижатые прижимной пластиной.
Режущая пластина 1 соединена с охлаждающей пластиной 2, 2а на участке А центра давления срезаемого слоя U, имеющего ширину X.
Секущая плоскость а вида A-A перпендикулярна секущей плоскости в вида B-B и перпендикулярна секущей плоскости с вида C-C. Три перпендикулярных друг другу секущих плоскости а, в, с фиксированы на участке А центра давления P срезаемого слоя U, каждая секущая плоскость а, в, с имеет линию f, соединяющую пороги и пазы 3 охлаждающей пластины 2, 2а с пазами 4 режущей кромки 5. Линия соединения f образована при соединении режущей 1 и охлаждающих пластин 2, 2а и проходит между пазом 3 охлаждающей пластины 2, 2а, вставленным в паз 4 передней поверхности режущей кромки 5 в каждой секущей плоскости а, в, с.
Срезаемый слой U образован между обрабатываемой поверхностью 6 и обработанной поверхностью 7.
Пазы 4 передней поверхности режущей кромки 5 выполнены между выступами 8 передней поверхности 9 режущей кромки.
Пазы 3 охлаждающей пластины 2, 2а выполнены в основании и по торцам.
При этом режущая пластина 1 многогранная и снабжена сменными режущими кромками 5а и 5к, а охлаждающая пластина 2, 2а с лицевой поверхностью для каждой режущей кромки и расположена внутри периметра режущей пластины 1 симметрично или не симметрично к каждой сменной режущей кромке 5, 5а и 5к, причем линия f соединения охлаждающей пластины 2, 2а с режущей пластиной 1 проходит на участке А центра давления срезаемого слоя U. Охлаждающая пластина 2, 2а выполнена с возможностью деформации и сдвига срезаемого слоя U и снабжена лицевой поверхностью 10, выполненной с возможностью восприятия давления, тепла и трения срезаемого слоя на участке А центра давления срезаемого слоя U и выполненной с возможностью отвода контакта срезаемого слоя U от передней поверхности 9 режущей кромки на участке А.
Передняя поверхность 9 режущей кромки 5 режущей пластины 1 выполнена с выступами 8 и пазами 4 между ними, а охлаждающая пластина 2, 2а выполнена с лицевыми поверхностями 10 с пазами 3 клиновидными и прямоугольными, а массивы 11 каждой лицевой поверхности 10 пластин 2, 2а при соединении расположены ниже плоскости 12 передней поверхности 9 режущей кромки режущей пластины для соответственного соединения с выступами 8 и пазами 4 режущей пластины.
Прижимной винт 13 прижимает через охлаждающую пластину 2, 2а режущую пластину 1, причем прижим осуществлен по всей площади режущей пластины 1. Выступы 8 передней поверхности 9 содержат рабочие поверхности 14 на равном с лицевой поверхностью 10 расстоянии (на фигуре не обозначено) от режущей кромки 5 на участке А центра давления срезаемого слоя U, причем пороги 23 лицевой поверхности 10 расположены ближе к режущей кромке 5, чем выступы 8 передней поверхности 9 режущей кромки 5, а нижняя поверхность 15 массивов 11 и торцевая поверхность 16, сопряженная с пазом 4, выполнены пористыми и шероховатыми, причем торцевые поверхности 16 расположены ниже уровня плоскости 12 передней поверхности 9. При этом часть плоскости 12 передней поверхности 9 и поверхность (на фигуре не обозначена) участка 17 безотрывного контакта со стружкой лицевой поверхности образуют поверхность 18 для завивания срезаемого слоя U по радиусу R, причем между режущей кромкой 5 и участком 17 безотрывного контакта стружки лицевой поверхности 10 расположены границы 19, 29 выходов хладагента, причем границы 19, 29 выходов хладагента выполнены ближе к режущей кромке 5, чем участок 17 безотрывного контакта стружки лицевой поверхности 10, причем лицевые поверхности 10 выполнены лопаткой 20 и клином 21, соединены с теплопроводами 22 и снабжены порогами 23, ребрами 24, впадинами 25 и бугристыми элементами 26. Пороги 23 выполнены в виде угла P, образованного отклонением лицевой поверхности 10 от торцевой 16. Пороги 23 охлаждающей пластины 2 от режущей кромки 5 выполнены на расстоянии G равном 0,2-1,5 мм, а лицевая поверхность 10 выполнена под углом z отклонения от плоскости 12 передней поверхности 9 режущей кромки 5. Расстояние G порогов 23 лицевых поверхностей 10 от режущей кромки 5 меньше расстояния Q задних границ (на фигуре не обозначены) выступов 8 передней поверхности 9. Отверстие (на фигуре не обозначено) режущей пластины 1 больше диаметра резьбы прижимающего винта 13, а пространство между ними является проходом для прохода хладагента и смазки под охлаждающей пластиной 2, 2а на участок A центра давления срезаемого слоя U. Пазы 3 охлаждающей пластины 2, 2а и углубления 29 являются проводниками хладагента и смазки на участок А, при этом между пазом 4 режущей кромки 5 и массивами 11 выполнен зазор 27 для прохода хладагента и смазочных веществ под срезаемым слоем U и стружкой 28 на расстояние G и L от режущей кромки 5. Охлаждающая пластина 2, 2а в развитии выполнена с возможностью отбора тепла и давления при резании без хладагента и смазки.
Режущая пластина 1 в развитии выполнена сверхтвердой, а охлаждающая пластина 2, 2а выполнена с возможностью восприятия расплавленной стружки.
Углубления 29 на режущей пластине 1 при соединении с охлаждающей пластиной 2а образуют выходы хладагента.
Угол n отклонения от плоскости 12 передней поверхности 9 режущей кромки 5 бугристых элементов 26 и угол z отклонения от плоскости 12 передней поверхности 9 режущей кромки 5 лицевой поверхности различны.
Режущий инструмент снабжен стружколомной охлаждающей пластиной 2, 2а, выполненной в виде прижимной пластины 30, выполненной с возможностью фиксации сменных лицевых поверхностей 31.
Охлаждающая пластина 2, 2а расположена над уровнем S режущей кромки и ниже уровня S режущей кромки.
Охлаждающая пластина 2а выполнена в форме звезды, торцевые поверхности 16 которой выполнены ребром.
Бугристые элементы 32 выполнены в варианте клинообразными.
Работа режущего инструмента для двух вариантов выполнения охлаждающей пластины 2, 2а осуществляется одинаково и следующим образом.
Производится одновременное вдавливание режущей кромки 5 в обрабатываемый материал и давление срезаемого слоя U, образованного между обработанной поверхностью 7 и обрабатываемой поверхностью 6, направленное на переднюю поверхность 9 режущей кромки 5. Центр давления срезаемого слоя U на переднюю поверхность 9 режущей кромки 5 образован действием направления суммы сил P, состоящей из сил P1, обратных направлению подачи, и сил P2 давления срезаемого слоя U, направленных на переднюю поверхность 9. Силы P1, обратные направлению подачи, смещают участок A центра давления срезаемого слоя U от режущей кромки 5 на расстояние L. В зависимости от подачи и глубины резания расстояние L меняет значение.
Известные результаты исследований показывают, что наивысшая точка нагрева режущей пластины и наивысшие касательные напряжения срезаемого слоя U на режущую пластину приходятся на участок А центра давления срезаемого слоя на расстоянии G=0,2-1,5 мм, расположенный рядом с режущей кромкой 5 на передней поверхности 9. Режущая кромка получает дополнительный нагрев от участка A центра давления срезаемого слоя, что повышает предел рабочего нагрева режущей кромки. Также известно, что режущие свойства режущая пластина сохраняет до величины определенного нагрева, не изменяющего механические свойства режущей кромки, которая составляет от 900 градусов до 1500 градусов в зависимости от марки режущей пластины. При этом срезаемый слой под давлением и трением наносит механические повреждения режущей пластине в виде выкрашивания, растрескивания, зарождения трещин и выработки.
Для предотвращения повышения температуры режущей кромки 5 выше ее предела рабочего нагрева и снижения рабочей температуры нагрева режущей кромки 5 режущей пластины 1, а также для предотвращения механических повреждений в виде выкрашивания, растрескивания, зарождения трещин и выработки, их воздействий и их снижения на участке A центра давления срезаемого слоя U, на участке A на расстоянии G 0,2-1,5 мм расположены элементы охлаждающей пластины 2, 2а, включающие лицевые поверхности 10 с массивами 11 лицевых поверхностей, теплопроводы 22, ребра 24, бугристые элементы 26, и впадины 25, отводящие часть давления, трения и тепла срезаемого слоя U на охлаждающую пластину 2, 2а, причем впадины 25 аналогично отводящие от охлаждающей пластины 2, 2а. При этом производится перераспределение контактных напряжений с режущей пластины 1 на охлаждающую пластину 2, 2а, при этом охлаждающая пластина 2, 2а воспринимает большую часть ударных нагрузок, что снижает их действие на режущей пластине. При этом для снижения трения и рабочей температуры нагрева режущей кромки 5 режущей пластины 1 также служит хладагент и смазка, поступающие на участок A центра давления срезаемого слоя U через зазоры 27 и выходы, имеющие границы 19, расположенные между режущей кромкой 5 и участком 17 безотрывного контакта срезаемого слоя U лицевых поверхностей.
При этом отвод контакта срезаемого слоя U от участка A центра давления срезаемого слоя U позволяет режущей кромке 5 отдать часть своего тепла в выступы 8, что, соответственно, охладит режущую кромку 5 в процессе резания и не позволит ей перегреться.
Процесс резания есть процесс сдвига срезаемого слоя, именно сдвиг производит отрыв срезаемого слоя от обрабатываемой детали.
Режущая пластина 1 осуществляет сдвиг и деформацию срезаемого слоя U совместно с охлаждающей пластиной 2, 2а, которая начиная на расстоянии L с помощью лицевых поверхностей 8 и ее элементов воспринимает давление, тепло и трение на участке A центра давления срезаемого слоя U, а также отводит срезаемый слой U от контакта с плоскостью 12 передней поверхности 9 на участке A центра давления срезаемого слоя U. Отвод давления, трения и тепла от плоскости 12 передней поверхности 9 на участке A центра давления срезаемого слоя U позволяет режущей кромке 5 отдать тепло в выступы 8, а не получить его от участка A центра давления срезаемого слоя U, где режущая пластина 1 имеет самую высокую величину нагрева и трения, что позволяет повысить стойкость механических свойств режущей кромки 5.
Давление срезаемого слоя U распределяется на плоскость 12 передней поверхности 9 и лицевые поверхности 10 охлаждающей пластины 2, 2а, расположенные на участке A центра давления срезаемого слоя U. Лицевые поверхности 10 и бугристые элементы 26 при помощи углов n и z производят разрыв контакта срезаемого слоя U с передней поверхностью 9 режущей кромки 5. Углы восприятия n и z выполнены от 170 до 90 градусов. Выполнение лицевых поверхностей 10, бугристых элементов 26 и ребер 24 под углами n и z снижает давление, трение и нагрев охлаждающей пластины 2, причем снижение трения в варианте также осуществляют впадины 25, снижающие контакт срезаемого слоя U с охлаждающей пластиной 2, 2а и проводящие хладагент и смазку. При этом впадины 25 обеспечивают работу теплопроводов 22, не находящихся в контакте со срезаемым слоем U, что позволяет произвести отвод тепла от лицевых поверхностей 10 и порогов 23, причем в отводе тепла также непосредственное участие принимают массивы 11 лицевых поверхностей, также исключенные от контакта со срезаемым слоем U с помощью того, что они расположены в пазах 4 режущей кромки 5 ниже плоскости 12 передней поверхности 9, а пористость и шероховатость нижней поверхности 15 массивов 11 лицевых поверхностей охлаждающей пластины 2 снижает контакт массивов 11 лицевых поверхностей и пазов 4 режущей пластины 1, это позволяет тепло, предназначенное для режущей пластины, через теплопроводы 22 передать телу охлаждающей пластины 2, 2а без впитывания в переднюю поверхность 9, что также замечательно и актуально при резании без хладагента и смазки.
При увеличении подачи увеличивается ширина К участка A центра давления срезаемого слоя U, но после порогов 23 охлаждающей пластины 2 всю остальную ширину К срезаемого слоя U участка A воспринимает охлаждающая пластина 2, 2а, следовательно, увеличение подачи резания и глубины резания производится без увеличения нагрузки на переднюю поверхность 9 режущей кромки 5 с переводом нагрузки на охлаждающую пластину 2, 2а.
Соединение пластин 1 и 2, 2а и их стыковка пазами одновременно в трех перпендикулярных друг другу секущих плоскостях а, в, с видов A-A, B-B, C-C на расстоянии 0,2-1,5 мм от режущей кромки 5 и на участке А центра давления срезаемого слоя U, а также выполнение лицевой поверхности 10 и рабочих поверхностей 14 на одинаковом расстоянии (на фигуре не обозначено) от режущей кромки 5 позволяет до и после износа лицевой поверхности 10 произвести стабильное безотрывное завивание и сход срезаемого слоя U по радиусу R завивания участка 17 безотрывного контакта стружки лицевой поверхности 10, а также позволяет после износа лицевой поверхности 10 включить в работу рабочие поверхности 14 выступов 8 для обеспечения плавного перехода срезаемого слоя U с плоскости 12 передней поверхности 9 на лицевые поверхности 10 до и после износа и стирания лицевых поверхностей 10, причем расположение массивов 11 лицевых поверхностей ниже плоскости 12 передней поверхности 9 также обеспечивает плавный переход срезаемого слоя U и исключает возможность образования препятствий в виде выработки и резких выступов, причем износ лицевой поверхности 10 в варианте производится по радиусу, что предупреждает трение. Это достигается невозможностью полного износа массивов, которые в любом случае изначально попадут под нижнюю поверхность срезаемого слоя U, что также исключает его попадание и попадание стружки между режущей пластиной 1 и охлаждающей пластиной 2, 2а. Также за счет радиуса R лицевой поверхности снижается трение стружки об охлаждающую пластину 2, 2а.
При этом массивы 11 лицевой поверхности как ребра жесткости также повышают и обеспечивают механические свойства лицевых поверхностей, играют роль теплопроводов и отводят тепло от порогов 23, впитывая его.
При этом с помощью устройства соединения соответствующими друг другу пазами в пазе 4 режущей пластины 1 и охлаждающей пластины 2, 2а производится их фиксация относительно корпуса (не показан) и фиксация охлаждающей пластины 2, 2а относительно режущей пластины 1, что необходимо для удерживания охлаждающей пластины 2, 2а на участке A при воздействии срезаемого слоя U и стружки 28.
Стыковка паз в паз одновременно в трех перпендикулярных друг другу секущих плоскостях а, в, с на участке А и на расстоянии 0,2-1,5 мм по линии f соединения от режущей кромки 5 образует дополнительное пространство зазора 27 для прохода хладагента и смазки, образованное между торцевыми поверхностями 16 и пазом 4 режущей пластины 1. Таким образом производится охлаждение и смазка участка А центра давления в независимости от плотности контакта нижней плоскости срезаемого слоя U с плоскостью 12 передней поверхности 9.
Свойство пластической деформации металлов формирует конфигурацию нижней поверхности сходящего срезаемого слоя U. Поток D хладагента под давлением поступает через паз 3 и углубление 29, и дополнительно поток D поступает по зазору 27 при стыковке пластин 1 и 2, 2а на участке A. С увеличением режимов резания увеличивается давление срезаемого слоя U и плотность его контакта с плоскостью 12 передней поверхности 9, в связи с чем смазка и хладагент затрудненно попадает на участок A и увеличивается трение. Для обеспечения попадания хладагента и смазки на участок A и режущую кромку 5 выполнено решение, включающее возможность отвода контакта срезаемого слоя и стружки от передней поверхности 9 и включающее композицию или совокупность, состоящую из зазоров 27 и увеличения давления хладагента и смазки под срезаемым слоем U на участке A, причем давление увеличивается за счет сужения пространства после границ 19 выходов хладагента и перекрытия направления хладагента и смазки участком 17 безотрывного контакта стружки в направлении от режущей кромки 4, что повышает давление хладагента и смазки в направлении к режущей кромке 4, а пространство хладагента сужено с помощью нижней поверхности срезаемого слоя U, за счет формирования нижней поверхности срезаемого слоя U, производящей плотный контакт сходящего срезаемого слоя U с участком 17 безотрывного контакта срезаемого слоя U, причем через зазоры 27 хладагент и смазка поступают на участок A при любом условии максимально увеличенной плотности контакта срезаемого слоя U с передней поверхностью 9. При этом радиус R обеспечивает стабильный безотрывный контакт завиваемого сходящего срезаемого слоя U с участком 17 безотрывного контакта стружки с лицевой поверхностью 10 со сниженным трением.
Причем дополнительное пространство зазоров 27 для прохода хладагента под срезаемым слоем U на участке A давления срезаемого слоя охлаждает и смазывает заднюю поверхность режущей кромки 5 изнутри и снаружи и охлаждает и смазывает массивы 11 лицевых поверхностей, пороги 23 и лицевые поверхности 10 в частности.
Отверстие режущей пластины 1 выполнено больше диаметра резьбы прижимающего винта 13, что позволяет подать из корпуса хладагент и смазку в пазы 3 охлаждающей пластины 2, 2а или в варианте углубления 29 под охлаждающую пластину 2а, причем подача хладагента и смазки может осуществляться через шланг или напором струи между лицевыми поверхностями 10.
Охлаждающая пластина 2, 2а может защищать сверхтвердую режущую пластину (не показана) от расплавленной сходящей стружки, что повысит ее теплостойкость.
Снижение толщины охлаждающей пластины 2, 2а или выполнение ее установки ниже уровня S режущей кромки 5 в варианте используется для снижения на нее давления и трения срезаемого слоя U.
Сменные лицевые поверхности 31 фиксируются прижимной пластиной 30. Сменные лицевые поверхности 31 расширяют технологические возможности и в варианте имеют свойство сверхтвердости, которое позволяет уменьшить их размер, что дополнительно облегчит резание и снизит нагрузки.
Выполнение лицевых поверхностей 10 лопаткой 20 повышает износостойкость охлаждающей пластины 2, 2а за счет увеличения площади износа.
Стыковка режущей пластины 1 и охлаждающей пластины 2, 2а может быть произведена паз в паз по одной секущей плоскости или по двум секущим плоскостям. Это может быть использовано при применении однокромочной режущей пластины (не показана).
В варианте охлаждающая пластина 2, 2а расположена ниже уровня S режущей кромки 5 для снижения воздействия срезаемого слоя U на охлаждающую пластину 2, 2а, также впадины 25, выполненные ниже уровня S режущей кромки облегчают сход и завивание стружки 28 и срезаемого слоя U, снижают лишнюю деформацию в виде сжатия срезаемого слоя.
Выполнение высоты w лицевых поверхностей от передней поверхности 9 увеличенной по отношению к высоте v обеспечивает снижение контактных напряжений срезаемого слоя на периферии резания режущей пластины 1 на периферийные лицевые поверхности 10, выполненные с высотой v, где производятся увеличенные нагрузки.
При этом охлаждающая пластина 2, 2а для обоих вариантов работает не только со срезаемым слоем U на участке A, но и со стружкой 28, производя завивку стружки и ломание стружки, а также выполняет функцию защиты от давления, трения и тепла.
Охлаждающая пластина 2, выполнена твердосплавной или из стали, например быстрорежущей.
Кривизна радиуса R при стружкозавивании меняется от режущей кромки 5 в зависимости от обрабатываемого материала.
Производится перераспределение контактных напряжений с режущей пластины на охлаждающую, при этом с увеличением подачи и глубины резания расстояние участка A от режущей кромки увеличивается, что переводит большую часть участка A центра давления срезаемого слоя на охлаждающую пластину 2, 2а, при этом охлаждающая пластина 2, 2а воспринимает большую часть ударных нагрузок, предотвращая зарождение трещин на плоскости передней поверхности режущей кромки при обработке неровных коркообразных поверхностей 6.
С помощью пазов 4 режущая пластина 1 фиксируется соответствующей охлаждающей пластиной 2, 2а, а с помощью прижимного винта 13 режущая пластинам 1 прижата охлаждающей пластиной 2, 2а, причем геометрия охлаждающей пластины 2, 2а, совпадающая с геометрией режущей пластины 1 по пазу 4, прижимает ее по периметру, в результате чего снижаются вибрации.
Лицевые поверхности 21, выполненные клином, между собой имеют пространство для прохода хладагента и смазки к выступам передней поверхности, и далее хладагент и смазка по зазору 27 и линии f соединения в пазах проникают на участок центра давления стружки на расстоянии 0,2-1,5 мм.
Охлаждающая пластина 2а выполнена в форме звезды, а ее торцевые поверхности 16, выполненные ребром, состыкованы с соответствующими пазами 4, также выполненными клинообразными, причем данное выполнение пазов 4 на расстоянии 0,2-1,5 мм от режущей кромки 5 сохраняет конструктивную прочность режущей кромки 5, так как вершина указанного паза 4 в форме клина не имеет большую ширину, снижающую теплоемкость и прочность режущей кромки 5.
Бугристые элементы 26 в варианте выполнены заостренными клином, что также позволяет приблизить их на участок А без потери прочности и теплоемкости режущей кромки 5.
Пороги 23 лицевых поверхностей 10 в вариантах располагаются на расстоянии, равном или меньшем, чем глубина резания на участке A центра давления срезаемого слоя.
Выполнение торца охлаждающей пластины 2а в форме звезды с клиновидными лицевыми поверхностями 10 и также выполнение бугристых элементов 32 клинообразными предусматривает форму выполнения паза 4 режущей пластины 1 клином с вершиной, направленной к режущей кромке 5. Паз 4 в форме клина обеспечивает прочность режущей кромки 5 на расстоянии G, равном 0,2-1,5 мм, что также обеспечивает включение охлаждающей пластины 2а, 2 в процесс резания при сдвиге. При этом форма клина паза 4, обеспечивающая прочность режущей кромки 5, также обеспечена соответствующим отклонением торцевой поверхности 16.
Попадание на участок А смазки снижает трение на передней поверхности 9 до режущей кромки 5, а увеличение давления хладагента и смазки участком 17 дополнительно способствует их проникновению на заднюю поверхность.
При этом элементы охлаждающей пластины 2а, 2 выполнены закругленными или округлыми для снижения трения.
При этом режущая пластина 1 в варианте имеет свойство сверхтвердости и производит сход стружки в расплавленном состоянии. Восприятие охлаждающей пластиной 2, 2а расплавленной стружки защищает сверхтвердую режущую пластину от высокого тепла стружки, что повышает теплостойкость режущей пластины 1.
Угол z выполнен равным 180-95 градусов, а угол n выполнен равным 170-90 градусов для обеспечения отвода контакта срезаемого слоя и стружки от передней поверхности 9 и от лицевой поверхности 10.
Описанные устройства режущего инструмента работают при сверлении, фрезеровании, токарной обработке, расточке, строгании, зенкеровании.
Совокупность того, что выполнено дополнительное пространство для хладагента и смазки в зазоре 27, попадание на участок A хладагента и смазки и увеличение давления хладагента и смазки на участке A под сходящим срезаемым слоем U за счет отвода контакта, а также расположение и выполнение элементов охлаждающей пластины 2а, 2 на участке A давления срезаемого слоя U и устройства ее соединения с режущей пластиной 1, стыковкой массивов 11 лицевой поверхности охлаждающей пластины 2а, 2 с пазом 4 режущей пластины 1 позволяют достичь указанный технический результат - стойкость при обработке с переменными нагрузками коркообразных неровных поверхностей 6, увеличение подачи, отвод вибрации срезаемого слоя U от режущей кромки 5, повышение стойкости режущей кромки 5 и ее механических свойств, снижение давления срезаемого слоя U на режущую пластину 2, снижение трения и нагрева на участке A центра давления срезаемого слоя U на передней поверхности 9 режущей кромки 5 режущей пластины 1, снижение предела рабочего нагрева режущей кромки 5, увеличение давления хладагента с доставкой его на участок A, увеличение подачи резания и глубины резания, улучшение контакта передней поверхности 9 и задней поверхностей (на фигуре не обозначена) режущей кромки 5 с охлаждающей и смазочной средой, увеличение ширины срезаемого слоя U без потери стойкости режущей кромки 5, повышение скорости отвода тепла от режущей кромки 5.
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕЖУЩИЙ ИНСТРУМЕНТ (ВАРИАНТЫ) | 2014 |
|
RU2575530C2 |
| СПОСОБ ФИКСАЦИИ И ЗАТОЧКИ РЕЖУЩИХ ПЛАСТИН РЕЖУЩЕГО ИНСТРУМЕНТА И РЕЖУЩИЙ ИНСТРУМЕНТ | 2012 |
|
RU2526655C2 |
| РЕЖУЩИЙ ИНСТРУМЕНТ (ВАРИАНТЫ) И СПОСОБ РЕЗАНИЯ | 2011 |
|
RU2481176C2 |
| РЕЖУЩИЙ ИНСТРУМЕНТ (ВАРИАНТЫ) | 2012 |
|
RU2524464C2 |
| СВЕРЛО | 2010 |
|
RU2457927C2 |
| КРЕПЕЖНОЕ УСТРОЙСТВО ДЛЯ РЕЖУЩИХ ПЛАСТИН | 2011 |
|
RU2481925C2 |
| СВЕРЛО | 2011 |
|
RU2476294C2 |
| СПОСОБ И РЕЖУЩИЙ ИНТРУМЕНТ ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ И ПОЛУПРОВОДНИКОВ РЕЗАНИЕМ С ОДНОВРЕМЕННЫМ ПРОПУСКАНИЕМ ЭЛЕКТРИЧЕСКОГО ТОКА | 2012 |
|
RU2530245C2 |
| СВЕРЛО С УСТРОЙСТВОМ РЕГУЛИРОВКИ ДИАМЕТРА РЕЗАНИЯ | 2010 |
|
RU2451580C2 |
| СМЕННАЯ РЕЖУЩАЯ ПЛАСТИНА | 2003 |
|
RU2237549C1 |
Режущий инструмент содержит режущую пластину, соединенную с охлаждающей пластиной, выполненной с отверстием для прохода хладагента. Для повышения стойкости режущей пластины передняя поверхность режущей кромки режущей пластины выполнена с выступами и пазами между ними, а охлаждающая пластина выполнена с лицевыми поверхностями, пазами и массивами лицевой поверхности ниже плоскости передней поверхности режущей кромки режущей пластины для соответственного соединения с выступами и пазами режущей пластины. Границы выходов хладагента, образованных режущей пластиной и пазами охлаждающей пластины на её лицевой поверхности, расположены между режущей кромкой и участком безотрывного контакта со стружкой лицевой поверхности, причем лицевая поверхность охлаждающей пластины содержит поверхности в виде клина или лопатки, соединена с теплопроводами и имеет пороги, впадины и бугристые элементы, причем пороги выполнены в виде угла, образованного отклонением лицевой поверхности от торцевой, и расположены от режущей кромки на расстоянии 0,2-1,5 мм. 2 н. и 17 з.п. ф-лы, 9 ил.
1. Режущий инструмент, содержащий режущую пластину, соединенную с охлаждающей пластиной, выполненной с отверстием для прохода хладагента, отличающийся тем, что передняя поверхность режущей кромки режущей пластины выполнена с выступами и пазами между ними, а охлаждающая пластина выполнена с лицевыми поверхностями, пазами и массивами лицевой поверхности ниже плоскости передней поверхности режущей кромки режущей пластины для соответственного соединения с выступами и пазами режущей пластины,
указанные пазы режущей и охлаждающей пластин выполнены клиновидными и прямоугольными, причем пазы охлаждающей пластины расположены на её основании и на торцах,
при этом охлаждающая пластина выполнена с возможностью сдвига срезаемого слоя, а её лицевая поверхность выполнена с возможностью восприятия давления, тепла и трения срезаемого слоя на участке центра давления срезаемого слоя и с возможностью отвода контакта срезаемого слоя от передней поверхности режущей кромки режущей пластины на участке центра давления срезаемого слоя,
границы выходов хладагента, образованных режущей пластиной и пазами охлаждающей пластины на её лицевой поверхности, расположены между режущей кромкой и участком безотрывного контакта со стружкой лицевой поверхности, причем лицевая поверхность охлаждающей пластины содержит поверхности в виде клина или лопатки, соединена с теплопроводами и имеет пороги, впадины и бугристые элементы, причем пороги выполнены в виде угла, образованного отклонением лицевой поверхности от торцевой и расположены от режущей кромки на расстоянии 0,2-1,5 мм,
режущая пластина выполнена многогранной со сменными режущими кромками, а охлаждающая пластина расположена внутри периметра режущей пластины с лицевой поверхностью для каждой сменной режущей кромки, причем линия соединения охлаждающей пластины с режущей пластиной проходит на участке центра давления срезаемого слоя, выступы передней поверхности режущей кромки режущей пластины содержат рабочие поверхности на равном с лицевой поверхностью расстоянии от режущей кромки на участке центра давления срезаемого слоя, а пороги лицевых поверхностей расположены ближе к режущей кромке, чем выступы передней поверхности режущей кромки режущей пластины,
нижняя поверхность массивов лицевой поверхности охлаждающей пластины выполнена пористой и шероховатой, при этом часть плоскости передней поверхности и участок безотрывного контакта со стружкой лицевой поверхности в соединении выполнены с возможностью завивания срезаемого слоя по радиусу,
охлаждающая пластина выполнена с обеспечением прижима и фиксации режущей пластины с помощью прижимающего винта, расположенного в отверстии режущей пластины, диаметр которого больше диаметра резьбы прижимающего винта с образованием пространства между ними для прохода хладагента и смазки под охлаждающей пластиной на участок центра давления срезаемого слоя, причем между пазом передней поверхности режущей кромки режущей пластины и массивом лицевой поверхности охлаждающей пластины выполнен зазор для прохода хладагента и смазочных веществ под срезаемым слоем и стружкой.
2. Режущий инструмент по п.1, отличающийся тем, что режущая пластина выполнена из сверхтвердого материала.
3. Режущий инструмент по п.1, отличающийся тем, что соединение режущей и охлаждающей пластин выполнено стыковкой пазов одновременно по трем перпендикулярным друг другу секущим плоскостям на участке центра давления срезаемого слоя.
4. Режущий инструмент по п.1, отличающийся тем, что соединение режущей и охлаждающей пластин выполнено стыковкой пазов по двум секущим плоскостям.
5. Режущий инструмент по п.1, отличающийся тем, что соединение режущей и стружколомной охлаждающей пластин выполнено стыковкой пазов по одной секущей плоскости.
6. Режущий инструмент по п.1, отличающийся тем, что угол отклонения от плоскости передней поверхности режущей кромки режущей пластины бугристых элементов и угол отклонения от плоскости передней поверхности режущей кромки режущей пластины охлаждающей пластины различны.
7. Режущий инструмент по п.1, отличающийся тем, что охлаждающая пластина выполнена в виде прижимной пластины со сменными лицевыми поверхностями с возможностью фиксации.
8. Режущий инструмент по п.1, отличающийся тем, что охлаждающая пластина выполнена с возможностью ломания стружки.
9. Режущий инструмент по п.1, отличающийся тем, что охлаждающая пластина выполнена с возможностью завивания стружки.
10. Режущий инструмент по п.1, отличающийся тем, что бугристые элементы выполнены клинообразными с вершиной клина, направленного к режущей кромке.
11. Режущий инструмент по п.1, отличающийся тем, что он предназначен для обработки материалов сверлением.
12. Режущий инструмент по п.1, отличающийся тем, что он предназначен для обработки материалов зенкерованием.
13. Режущий инструмент по п.1, отличающийся тем, что он предназначен для использования при токарной обработке.
14. Режущий инструмент по п.1, отличающийся тем, что он предназначен для обработки материалов фрезерованием.
15. Режущий инструмент по п.1 отличающийся тем, что он предназначен для обработки материалов растачиванием.
16. Режущий инструмент по п.1, отличающийся тем, что он предназначен для обработки материалов строганием.
17. Режущий инструмент, содержащий режущую пластину, соединенную с охлаждающей пластиной, выполненной с отверстием для прохода хладагента, отличающийся тем, что передняя поверхность режущей кромки режущей пластины выполнена с выступами и пазами между ними, а охлаждающая пластина выполнена с лицевыми поверхностями, пазами и массивами лицевой поверхности ниже плоскости передней поверхности режущей кромки режущей пластины для соответственного соединения с выступами и пазами режущей пластины,
указанные пазы режущей и охлаждающей пластин выполнены клиновидными и прямоугольными, причем пазы охлаждающей пластины расположены на её основании и на торцах,
при этом охлаждающая пластина выполнена с возможностью сдвига срезаемого слоя, а её лицевая поверхность выполнена с возможностью восприятия давления, тепла и трения срезаемого слоя на участке центра давления срезаемого слоя и с возможностью отвода контакта срезаемого слоя от передней поверхности режущей кромки режущей пластины на участке центра давления срезаемого слоя,
границы выходов хладагента, образованных углублениями в режущей пластине при её соединении с охлаждающей пластиной, расположены между режущей кромкой и участком безотрывного контакта со стружкой лицевой поверхности, причем лицевая поверхность охлаждающей пластины содержит поверхности в виде клина или лопатки, соединена с теплопроводами и имеет пороги, ребра, впадины и бугристые элементы, причем пороги выполнены в виде угла, образованного отклонением лицевой поверхности от торцевой и расположены от режущей кромки на расстоянии 0,2-1,5 мм,
режущая пластина выполнена многогранной со сменными режущими кромками, а охлаждающая пластина расположена внутри периметра режущей пластины с лицевой поверхностью для каждой сменной режущей кромки, причем линия соединения охлаждающей пластины с режущей пластиной проходит на участке центра давления срезаемого слоя, выступы передней поверхности режущей кромки режущей пластины содержат рабочие поверхности на равном с лицевой поверхностью расстоянии от режущей кромки на участке центра давления срезаемого слоя, а пороги лицевых поверхностей расположены ближе к режущей кромке, чем выступы передней поверхности режущей кромки режущей пластины,
нижняя поверхность массивов лицевой поверхности охлаждающей пластины выполнена пористой и шероховатой, при этом часть плоскости передней поверхности и участок безотрывного контакта со стружкой лицевой поверхности в соединении выполнены с возможностью завивания срезаемого слоя по радиусу,
охлаждающая пластина выполнена с обеспечением прижима и фиксации режущей пластины с помощью прижимающего винта, расположенного в отверстии режущей пластины, диаметр которого больше диаметра резьбы прижимающего винта с образованием пространства между ними для прохода хладагента и смазки под охлаждающей пластиной на участок центра давления срезаемого слоя, причем между пазом передней поверхности режущей кромки режущей пластины и массивом лицевой поверхности охлаждающей пластины выполнен зазор для прохода хладагента и смазочных веществ под срезаемым слоем и стружкой, при этом охлаждающая пластина выполнена в форме звезды с торцевыми поверхностями в виде ребер и расположена ниже уровня режущей кромки.
18. Режущий инструмент по п.17, отличающийся тем, что охлаждающая пластина выполнена с возможностью ломания стружки.
19. Режущий инструмент по п.17, отличающийся тем, что охлаждающая пластина выполнена с возможностью завивания стружки.
| US 4621547 A, 11.11.1986 | |||
| Сборный резец | 1979 |
|
SU902982A1 |
| Резец | 1983 |
|
SU1096045A1 |
| ФРЕЗЕРНАЯ ГОЛОВКА И РЕЖУЩАЯ ФРЕЗЕРНАЯ ПЛАСТИНА С СЕРДЕЧНИКОМ И ПОДАЧЕЙ ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ | 2007 |
|
RU2445194C2 |
| Способ установления температурного режима склеивания фанеры | 1947 |
|
SU73810A1 |

