Область техники, к которой относится изобретение
Изобретение относится к области полиграфии, к технологии изготовления сложных многослойных пластиковых изделий с использованием печатного оборудования, а более конкретно, к способам трафаретной печати псевдообъемных изображений на листовых материалах из прозрачных пластмасс. Изобретение может быть использовано в производстве декоративных панелей, пластиковых открыток и карт.
Уровень техники
Известен способ двусторонней печати на противоположных или обеих поверхностях слоя на многослойном фольгированном слоистом материале, содержащем по меньшей мере один слой, предпочтительно наружный, из пластического пленочного материала, на обеих поверхностях которого имеется печатный оттиск. По существу изобретения - способ двусторонней печати включает первоначально печать на первой стороне наружного слоя пластического пленочного материала, предпочтительно такого, как полиэфир, причем печать осуществляется на стороне или поверхности пластического пленочного материала лицом к металлической фольге, к которой он приклеивается, кроме того, оттиск на пластическом пленочном материале наносят посредством полутоновой цветной печати в обратном расположении, и впоследствии, после завершения печати на наружной стороне пленки, она напечатанной стороной соединяется с помощью адгезива с металлической фольгой. После этого, для того чтобы выполнить печать на противоположной или внешней поверхности наружного пластического пленочного материала, на последнюю наносят оттиск посредством термического переноса, предпочтительно с помощью керамической печатающей головки (заявка на патент РФ №94029674, МПК 6 B41F 7/00, опубл. 20.06.1996).
Недостатки известного способа: малая производительность, ограниченные технологические возможности, а именно невозможность создания эффекта увеличения и дистанционного расположения изображений, содержащихся в непрозрачном печатном слое при наблюдении сквозь прозрачные слои материала, когда наблюдатель видит поверхность либо в глубине изделия, либо парящей над изделием.
Раскрытие изобретения
Решаемой технической задачей является увеличение производительности и расширение технологических возможностей производства декоративных материалов и изделий за счет создания эффекта увеличения и дистанционного расположения изображений, содержащихся в непрозрачном печатном слое при наблюдении сквозь прозрачные слои материала.
Поставленная задача решается тем, что в способе двусторонней печати на плоских полимерных материалах, включающем нанесение на одну поверхность прозрачного материала слоя отверждаемой непрозрачной полимерной композиции, содержащего периодически повторяющееся изображение, отверждение слоя, нанесение на другую, противоположную, поверхность прозрачного материала слоя отверждаемой прозрачной полимерной композиции и отверждение слоя согласно предложенному способу, нанесение слоя непрозрачной отверждаемой полимерной композиции, содержащего периодически повторяющееся изображение, осуществляют с использованием офсетного, трафаретного или флексографского оборудования, а нанесение слоя отверждаемой прозрачной полимерной композиции - с использованием автоматического или полуавтоматического трафаретного печатного оборудования с плоским ракелем жесткостью 65÷90 Шор, расположенным под углом 70÷78 градусов к сетке трафаретной формы линиатурой 34÷180 линий/см. Для нанесения слоя отверждаемой прозрачной полимерной композиции используют бесцветный лак вязкостью 25÷85 Па∗с. Зазор между плоским прозрачным запечатываемым материалом и сеткой печатной формы выставляется в диапазоне 4÷10 мм.
Изобретение иллюстрируется примерами выполнения способа и схемами нескольких вариантов изделий, полученных заявляемым способом двусторонней печати на плоских полимерных материалах.
Краткое описание чертежей
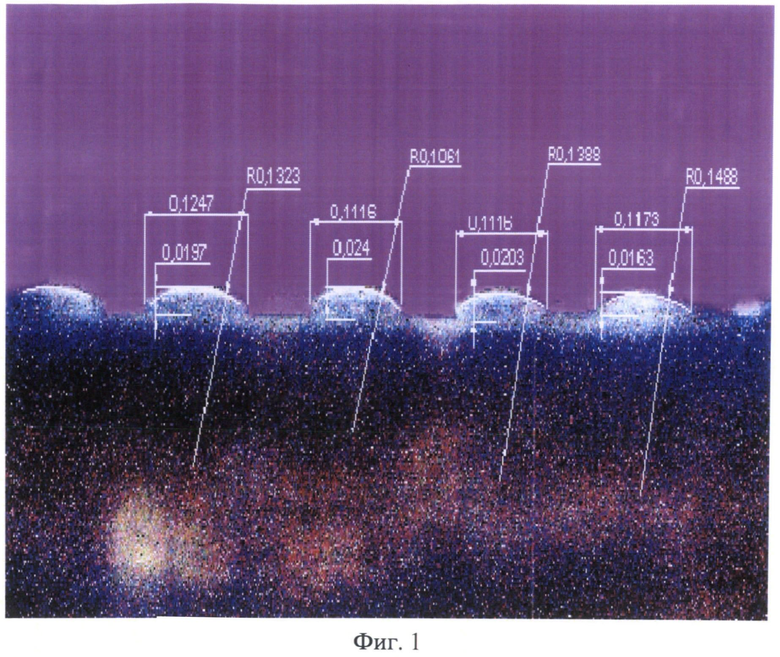
Фиг.1. Фрагмент микрофотографии поперечного среза пластиковой карты, запечатанной предложенным способом, с указанием габаритных размеров и радиуса кривизны (R) линз, сформированных при печати в слое прозрачной полимерной композиции с использованием автоматического или полуавтоматического трафаретного печатного оборудования (мм).
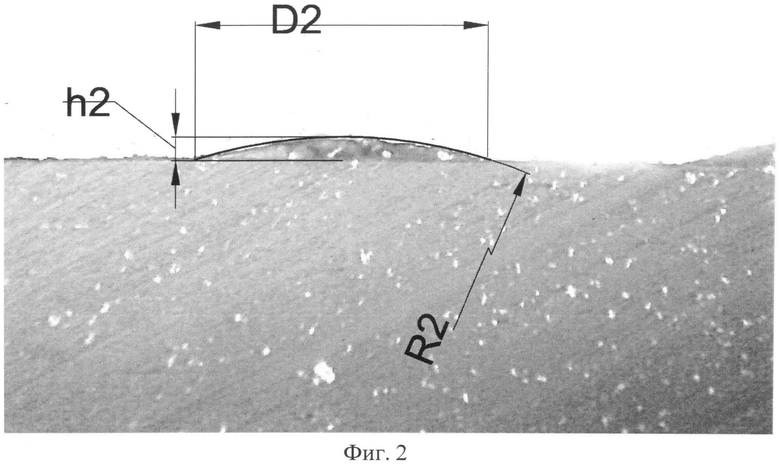
Фиг.2. Схема поперечного среза верхнего слоя пластиковой карты, запечатанной предложенным способом с использованием трафаретного лака вязкостью 45 Па∗с при линиатуре сетки трафаретной формы - 150 линий/см. Обозначения: D2 - высота линз; D2 - ширина линз и R2 - радиус кривизны линз, сформированных в слое прозрачной полимерной композиции при печати с использованием автоматического или полуавтоматического трафаретного печатного оборудования.
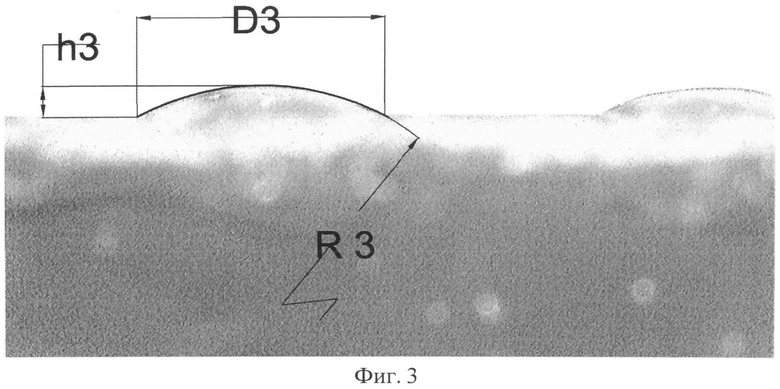
Фиг.3. Схема поперечного среза верхнего слоя пластиковой карты, запечатанной предложенным способом с использованием трафаретного лака вязкостью 25 Па∗с при линиатуре сетки трафаретной формы - 34 линий/см. Обозначения: h3 - высота линз; D3 - ширина линз и R3 - радиус кривизны линз, сформированных в слое прозрачной полимерной композиции при печати с использованием автоматического или полуавтоматического трафаретного печатного оборудования.
Осуществление изобретения
Пример 1. Осуществляют двустороннюю печать на плоском полимерном материале - на листе прозрачного полиэтилентерефталата толщиной 0,3 мм. Нанесение слоя отверждаемой непрозрачной полимерной композиции толщиной 0,9-1,2 мкм, содержащего периодически повторяющееся изображения - декоративного орнамента из геометрических фигур, выполняют красками Classic Colours Sahara с печатной формы Toray Waterless Plate на станке офсетной печати без увлажнения марки КВА PLANETA AG 72-5+L ALV с температурой на красочных валиках 28 С и с ультрафиолетовым отверждением слоя краски. Скорость печати 5500 оттисков/час. На обратную сторону прозрачного материала наносят слой прозрачной полимерной композиции - бесцветного лака ультрафиолетового отверждения вязкостью 85 Па∗с (определенной на ротационном вискозиметре НААКЕ) при 10 об/мин) на автоматическом трафаретном станке SVECIA SCY-30 ракелем жесткостью 90 по Шору, расположенным под углом 78 градусов к сетке трафаретной формы линиатурой 180 линий/см. Зазор между плоским прозрачным запечатываемым материалом и сеткой печатной формы составляет 4 мм. Производительность процесса 1600 оттисков/час.
После отверждения лака в УФ печке оценивается полученный двухсторонний оттиск по четкости изображения орнамента при взгляде на оттиск под углом 90 градусов, плюс при повороте на 45 градусов от нормали в любую сторону (полный угол обзора - 90 градусов). Изображение остается читаемым и одинаково четким при различном расположении внутри телесного угла не менее 90 градусов. Получен эффект увеличения и дистанционного расположения изображений, содержащихся в непрозрачном печатном слое при наблюдении сквозь прозрачные слои материала, когда наблюдатель видит поверхность либо в глубине изделия, либо парящей над изделием.
Пример 2. Осуществляют двустороннюю печать на плоском полимерном материале по примеру 1, но на листе прозрачного полипропилена толщиной 0,4 мм. Нанесение слоя отверждаемой непрозрачной полимерной композиции толщиной 0,9-1,2 мкм, содержащего периодически повторяющееся изображения - декоративного орнамента из геометрических фигур, с использованием красок Solarflex™ NOVA с цифровой печатной пластины DuPont™ Cyrel® FAST DFH на станке флексографской печати Gallus ICS 670 с ультрафиолетовым отверждением слоя краски. Скорость печати 220 метров/мин. На обратную сторону прозрачного материала наносят слой прозрачной полимерной композиции с использованием бесцветного лака ультрафиолетового отверждения вязкостью 45 Па∗с (определенной на ротационном вискозиметре НААКЕ) при 10 об/мин) на автоматическом трафаретном станке SVECIA SCY-30 ракелем жесткостью 75 по Шору, расположенным под углом 72 градусов к сетке трафаретной формы линиатурой 150 линий/см. Зазор между плоским прозрачным запечатываемым материалом и сеткой печатной формы составляет 4 мм. Производительность процесса 1400 оттисков/час.
После отверждения лака в УФ печке оценивается полученный двухсторонний оттиск по четкости изображения орнамента при взгляде на оттиск под углом 90 градусов, плюс при повороте на 45 градусов от нормали в любую сторону (полный угол обзора - 90 градусов). Изображение остается читаемым и одинаково четким при различном расположении внутри телесного угла не менее 90 градусов. Получен эффект увеличения и дистанционного расположения изображений, содержащихся в непрозрачном печатном слое при наблюдении сквозь прозрачные слои материала, когда наблюдатель видит поверхность либо в глубине изделия, либо парящей над изделием.
Пример 3. Осуществляют двустороннюю печать на плоском полимерном материале по примеру 1, но на листе прозрачного поливинилхлорида толщиной 0,5 мм. Нанесение слоя отверждаемой непрозрачной полимерной композиции толщиной 0,9-1,2 мкм, содержащего периодически повторяющееся изображения - декоративного орнамента из геометрических фигур, с использованием красок Siegwerk SICURA PLAST SP с печатной формы Agfa Meridian P55 на станке традиционной офсетной печати с увлажнением марки KOMORI LSX-629 с ультрафиолетовым отверждением слоя краски. Скорость печати 8200 оттисков/час. На обратную сторону прозрачного материала наносят слой прозрачной полимерной композиции с использованием бесцветного лака ультрафиолетового отверждения вязкостью 40 Па∗с (определенной на ротационном вискозиметре НААКЕ) при 10 об/мин) на автоматическом трафаретном станке SVECIA SCY-30 ракелем жесткостью 75 по Шору, расположенным под углом 72 градусов к сетке трафаретной формы линиатурой 150 линий/см. Зазор между плоским прозрачным запечатываемым материалом и сеткой печатной формы составляет 4 мм. Производительность процесса 1100 оттисков/час.
После отверждения лака в УФ печке оценивается полученный двухсторонний оттиск по четкости изображения орнамента при взгляде на оттиск под углом 90 градусов, плюс при повороте на 45 градусов от нормали в любую сторону (полный угол обзора - 90 градусов). Изображение остается читаемым и одинаково четким при различном расположении внутри телесного угла не менее 90 градусов. Получен эффект увеличения и дистанционного расположения изображений, содержащихся в непрозрачном печатном слое при наблюдении сквозь прозрачные слои материала, когда наблюдатель видит поверхность либо в глубине изделия, либо парящей над изделием.
Пример 4. Осуществляют двустороннюю печать на плоском полимерном материале, по примеру 1, но на листе прозрачного полиакрила толщиной 1 мм. Нанесение слоя отверждаемой непрозрачной полимерной композиции толщиной 9-11 мкм, содержащего периодически повторяющееся изображения - декоративного орнамента из геометрических фигур, выполняют трафаретной УФ красками Sericol серии UL на автоматическом трафаретном станке SVECIA PRINTMASTER ракелем жесткостью 90 по Шору, расположенным под углом 70-80 градусов к сетке трафаретной формы линиатурой 165 линий/см. Скорость печати 450 оттисков/час. На обратную сторону прозрачного материала наносят слой прозрачной полимерной композиции с использованием бесцветного лака ультрафиолетового отверждения вязкостью 31 Па∗с на полуавтоматическом трафаретном станке АТ-160Р ракелем жесткостью 65 по Шору, расположенным под углом 70 градусов к сетке трафаретной формы линиатурой 100 линий/см. Зазор между плоским прозрачным запечатываемым материалом и сеткой печатной формы составляет 7 мм. Производительность процесса 350 оттисков/час.
После отверждения лака в УФ печке оценивается полученный двухсторонний оттиск по четкости изображения орнамента при взгляде на оттиск под углом 90 градусов плюс при повороте на 45 градусов от этого угла в любую сторону, угол обзора составляет 90 градусов и ориентирован во все стороны. Изображение остается читаемым и одинаково четким при различном расположении внутри телесного угла не менее 90 градусов. Получен эффект увеличения и дистанционного расположения изображений, содержащихся в непрозрачном печатном слое при наблюдении сквозь прозрачные слои материала, когда наблюдатель видит поверхность либо в глубине изделия, либо парящей над изделием.
Пример 5. Осуществляют двустороннюю печать на плоском полимерном материале по примеру 1, но на лист прозрачного поликарбоната толщиной 3 мм. Нанесение слоя отверждаемой непрозрачной полимерной композиции толщиной 9-11 мкм, содержащего периодически повторяющееся изображения - декоративного орнамента из геометрических фигур, выполняют с использованием трафаретных УФ красок Nazdar серии 4000 на полуавтоматическом трафаретном станке МНМ SP 4000 ракелем жесткостью 90 по Шору, расположенным под углом 70-80 градусов к сетке трафаретной формы линиатурой 165 линий/см. Скорость печати 350 оттисков/час. На обратную сторону прозрачного материала наносят слой прозрачной полимерной композиции с использованием бесцветного лака ультрафиолетового отверждения вязкостью 25 Па∗с на полуавтоматическом трафаретном станке АТМАСЕ 1014/G ракелем жесткостью 75 по Шору, расположенным под углом 70 градусов к сетке трафаретной формы линиатурой 34 линий/см. Зазор между плоским прозрачным запечатываемым материалом и сеткой печатной формы составляет 10 мм. Производительность процесса 250 оттисков/час.
После отверждения лака в УФ печке оценивается полученный двухсторонний оттиск по четкости изображения орнамента при взгляде на оттиск под углом 90 градусов плюс при повороте на 45 градусов от этого угла в любую сторону, то есть полный угол обзора составляет 90 градусов. Изображение остается читаемым и одинаково четким при различном расположении внутри телесного угла не менее 90 градусов. Получен эффект увеличения и дистанционного расположения изображений, содержащихся в непрозрачном печатном слое при наблюдении сквозь прозрачные слои материала, когда наблюдатель видит поверхность либо в глубине изделия, либо парящей над изделием.
Пример 6 (контрольный). Осуществляют двустороннюю печать на плоском полимерном материале - на листе прозрачного поливинилхлорида толщиной 0,4 мм по примеру 1, но с использованием лака вязкостью 31 Па∗с, сетки трафаретной формы линиатурой 150 линий/см, ракеля жесткостью 75 по Шору, расположенного под углом 72 градусов к сетке трафаретной формы. Зазор между плоским прозрачным запечатываемым материалом и сеткой печатной формы составляет 4 мм.
Изображение получается нечитаемым и нечетким внутри телесного угла не менее 60 градусов.
Печать на плоском полимерном материале по известному способу (заявка на патент РФ №94029674), осуществляется методом цифровой печати, максимальная скорость которой может достигать 30 м2/час, что заведомо меньше скорости трафаретной печати - самого медленного этапа процесса, описанного в данном патенте. Также известным способом невозможно получить эффект увеличения и дистанционного расположения изображений, содержащихся в непрозрачном печатном слое при наблюдении сквозь прозрачные слои материала, когда наблюдатель видит поверхность либо в глубине изделия, либо парящей над изделием.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОНТАКТНО-КАПЕЛЬНЫЙ ВЫСОКИЙ СПОСОБ ПЕЧАТИ МИКРОЛИНЗ НА ПЛОСКОМ НОСИТЕЛЕ ИНФОРМАЦИИ И ЗАЩИТНЫЙ ЭЛЕМЕНТ НА ПЛОСКОМ НОСИТЕЛЕ ИНФОРМАЦИИ | 2014 |
|
RU2596949C2 |
| СПОСОБ ЛАКИРОВАНИЯ ПОДЛОЖЕК И ЛАКИРОВАННЫЕ ПОДЛОЖКИ | 2020 |
|
RU2810263C2 |
| Способ изготовления фотополимерной печатной формы | 1983 |
|
SU1117576A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ФЛЕКСОГРАФСКОЙ ПЕЧАТИ ОТВЕРЖДАЕМЫМИ ЭНЕРГИЕЙ ЖИДКИМИ КРАСКАМИ | 2003 |
|
RU2314926C2 |
| Покрытие и способ получения покрытий | 2016 |
|
RU2673055C1 |
| СПОСОБЫ ОТВЕРЖДЕНИЯ НА МЕСТЕ СЛОЕВ С ОПТИЧЕСКИМ ЭФФЕКТОМ, ПОЛУЧЕННЫХ УСТРОЙСТВАМИ, ГЕНЕРИРУЮЩИМИ МАГНИТНОЕ ПОЛЕ, ГЕНЕРИРУЯ ВОГНУТЫЕ ЛИНИИ ПОЛЯ | 2015 |
|
RU2681767C2 |
| Красочная композиция для высокоскоростной трафаретной печати, печатный материал, изготовленный посредством высокоскоростной трафаретной печати указанной красочной композицией, и способ изготовления указанного печатного материала | 2015 |
|
RU2664054C1 |
| ЗАЩИЩЕННАЯ ОТ ПОДДЕЛКИ БУМАГА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2004 |
|
RU2339755C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БУМАГИ С ПРОЗРАЧНЫМИ УЧАСТКАМИ И БУМАГА С ПРОЗРАЧНЫМИ УЧАСТКАМИ, ИЗГОТОВЛЕННАЯ С ПОМОЩЬЮ ЭТОГО СПОСОБА | 2019 |
|
RU2724562C1 |
| КОМПОЗИЦИИ ДЛЯ ПОКРЫТИЙ ЗАЩИТНЫХ ЭЛЕМЕНТОВ И ГОЛОГРАММ | 2010 |
|
RU2562031C2 |
Способ двусторонней печати на плоских полимерных материалах, включающий нанесение на одну поверхность прозрачного материала слоя отверждаемой непрозрачной полимерной композиции, содержащего периодически повторяющееся изображение, отверждение слоя, нанесение на другую, противоположную поверхность прозрачного материала слоя отверждаемой прозрачной полимерной композиции и отверждение слоя. Нанесение слоя непрозрачной отверждаемой полимерной композиции, содержащего периодически повторяющееся изображение, осуществляют с использованием офсетного, трафаретного или флексографского оборудования, а нанесение слоя отверждаемой прозрачной полимерной композиции осуществляют с использованием автоматического или полуавтоматического трафаретного печатного оборудования с плоским ракелем жесткостью 65÷90 Шор, расположенным под углом 70÷78 градусов к сетке трафаретной формы линеатурой 34÷180 линий/см, и отверждения слоя. 2 з.п. ф-лы, 3 ил. 6 пр.
1. Способ двусторонней печати на плоских полимерных материалах, включающий нанесение на одну поверхность прозрачного материала слоя отверждаемой непрозрачной полимерной композиции, содержащего периодически повторяющееся изображение, отверждение слоя, нанесение на другую, противоположную, поверхность прозрачного материала слоя отверждаемой прозрачной полимерной композиции и отверждение слоя, отличающийся тем, что нанесение слоя непрозрачной отверждаемой полимерной композиции, содержащего периодически повторяющееся изображение, осуществляют с использованием офсетного, трафаретного или флексографского оборудования, а нанесение слоя отверждаемой прозрачной полимерной композиции с использованием автоматического или полуавтоматического трафаретного печатного оборудования с плоским ракелем жесткостью 65÷90 Шор, расположенным под углом 70÷78 градусов к сетке трафаретной формы линеатурой 34÷180 линий/см.
2. Способ двусторонней печати по п.1, отличающийся тем, что для нанесения слоя отверждаемой прозрачной полимерной композиции используют бесцветный лак вязкостью 25÷85 Па·с.
3. Способ двусторонней печати по п.1, отличающийся тем, что при нанесении слоя отверждаемой прозрачной полимерной композиции с использованием автоматического или полуавтоматического трафаретного печатного оборудования, зазор между плоским прозрачным запечатываемым материалом и сеткой печатной формы составляет 4÷10 мм.
| RU 94029674 A, 20.06.1996 | |||
| US 5518762 A, 21.05.1996 | |||
| US 4581278 A, 08.04.1986 |

