Изобретение относится к выбору минералогического состава термостойкого каменного литья, работающего в условиях повышенных температур 250-900°C, которое может быть использовано на предприятиях металлургической, химической, горно-обогатительной, энергетической и других областях промышленности.
При выборе составов термостойкого каменного литья, как правило, берут составы известных камнелитейных предприятий и повышают прочностные свойства, а соответственно, и рабочие температуры эксплуатации за счет ввода минерализаторов - Cr2O3, TiO2, ZrO2, Ba2O3, Fe3C и др. Такой способ подбора состава каменного литья длительный во времени и требует проведения большого количества физико-химических исследований (Перечень выпускаемой продукции. Каталог. Первоуральский завод горного оборудования, 2002 г.).
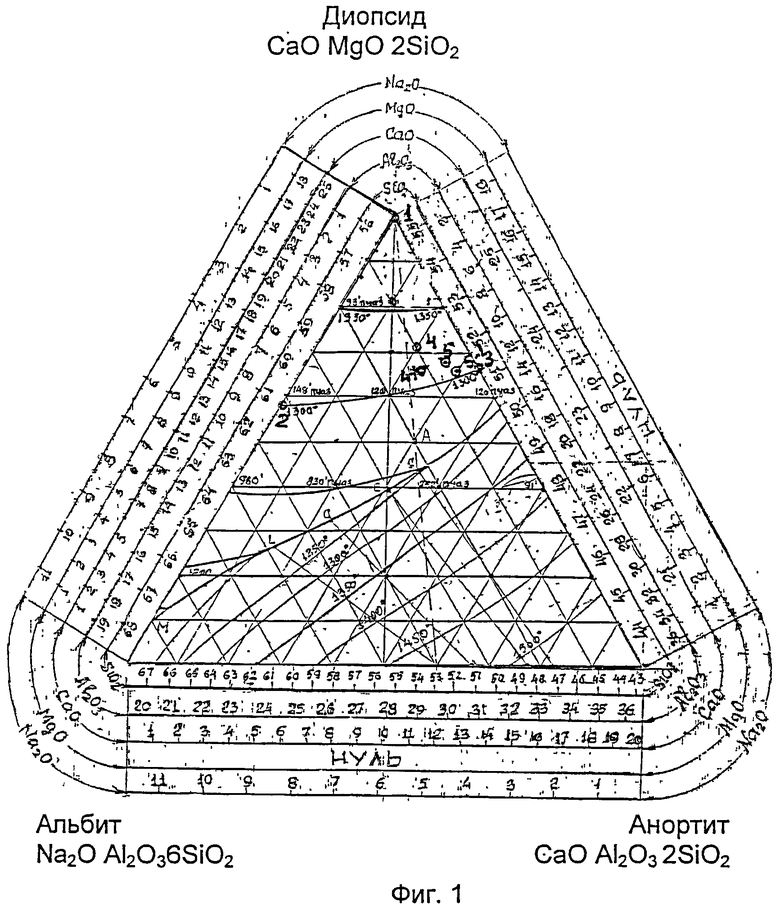
Наиболее близким является способ выбора состава каменного литья (ст. Н.Н. Ормонт «О применении несимметричной диаграммы состояния для характеристики физико-химических свойств базальтов и диабазов». Вестник московского университета, №5, 1950 г., прототип) с применением диаграммы «альбит-анортит-диопсид» (Al-An-Di, где: Al - Na2O3, Al2O6, 6SiO2; An - CaO, Al2O3, 2SiO2; Di - CaO, MgO, 2SiO2), включающий выбор фигуративной точки в поле диаграммы, определение количественного содержания в этой точке пяти компонентов SiO2, Al2O3, CaO, MgO, Na2O и подбор соответствующего промышленного состава шихтовых материалов.
Способ выбора состава каменного литья, предложенный Н.Н. Ормонт, позволяет определить химический состав расплава в любой точке диаграммы, проанализировать предварительно процессы минералообразования, очередность выделения минералов и влияние отдельных окислов на технологические и прочностные свойства отливок.
Как правило, шихтовые материалы, кроме основных окислов SiO2, Al2O3, CaO, MgO, Na2O, содержат в небольших количествах, до 6%, сопутствующие им примеси TiO2, MnO, FeO, Fe2O3 или специально вводимые Cr2O3 и др. За счет присутствия этих примесей в химическом составе каменного литья смещается соответствующая этому составу фигуративная точка в поле диаграммы Al-An-Di и изменяются соответственно физико-химические свойства каменного литья.
В основу изобретения поставлена задача усовершенствовать способ выбора состава термостойкого каменного литья с использованием диаграммы Al-An-Di за счет учета примесей в промышленных составах и перерасчета состава основных элементов, что позволит ускорить выбор состава каменного литья с заранее заданными характеристиками.
Для того чтобы учесть их при расчете составов фигуративных точек на диаграмме Al-An-Di, авторы предлагают включить примеси в основной состав диопсидо-пироксеновой фазы:
1. Окислы железа Fe2O3 и FeO в виде магнетита Fe3O4, состоящего из одной весовой части FeO и 2,22% Fe2O3, имеющего температуру плавления более 1800°C, выделяется первым и выполняет роль центров кристаллизации для последующих образующихся фаз.
2. Известно, что трехвалентные Fe3+ и Al3+ изоморфно замещают и дополняют друг друга, входят в состав пироксенов. Поэтому незадействованный Fe2O3 объединяем с Al2O3.
3. TiO2, MnO и оставшийся незадействованным FeO имеют с MgO близкие размеры радиуса ионов 0,75-0,82.10-8, одинаковые координационные числа - 6 и близкие показатели электроотрицательности 170-220 ккал/г.атом, что позволяет им, по мнению авторов, вместе с MgO изоморфно замещать друг друга в формуле диопсида Ca (Mg, Fe, Ti, Mn) Si2O6, участвуя в образовании минералогических фаз на основе диопсида и пироксенов.
Поставленная задача решается тем, что в способе выбора состава термостойкого каменного литья, включающем выбор фигуративной точки в поле 1300-Di-1300 диаграммы «альбит-анортит-диопсид» (Al-An-Di), определение на диаграмме количественного содержания в этой точке компонентов SiO2, Al2O3, CaO, MgO, Na2O и подбор соответствующего промышленного минералогического состава, согласно изобретению затем производят перерасчет - количественно объединяют свободный Fe2O3 с Al2O3, a TiO2, MnO, FeO с MgO, и по уточненному количественному содержанию компонентов SiO2, Al2O3, CaO, MgO, Na2O дополнительно определяют на диаграмме фигуративную точку и количественное содержание в этой точке компонентов SiO2, Al2O3, CaO, MgO, Na2O, и оценивают соответствующие ей физико-химические показатели с помощью диаграммы «альбит-анортит-диопсид» - для точек, которые расположены в поле диаграммы выше линии ликвидуса 1300-1300°C, промышленный состав может быть использован в производстве, а для точек находящихся ниже линии ликвидуса 1300-1300°C необходимо подобрать новый промышленный состав.
При выборе химического состава термостойкого каменного литья авторы опирались на рекомендации, накопленные при его производстве и эксплуатации:
1. Чем выше температура ликвидуса расплава над уровнем температур, в которых эксплуатируются изделия из термостойкого литья, тем дольше срок их службы.
2. Число минералогических фаз должно быть сведено до минимума, что снижает объем остаточных напряжений в отливках.
3. Чем однороднее структура по толщине отливки, тем ниже уровень усадочных и остаточных напряжений.
4. Разница между температурой эксплуатируемого изделия и температурой ликвидуса должна быть не менее 400°C.
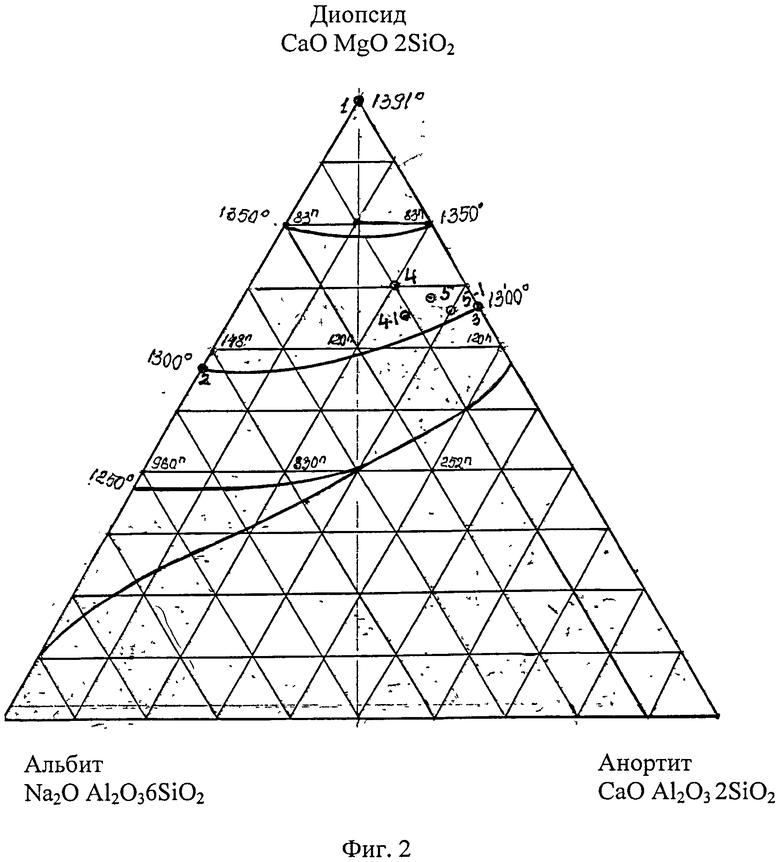
Для решения указанных проблем при разработке составов термостойкого каменного литья авторы предлагают использовать тройную диаграмму «альбит-анортит-диопсид» (Al-An-Di) (фиг.1 и 2), а именно участок, расположенный в поле диаграммы выше линии ликвидуса 1300-1300°C.
В таблице 1 приведены химические составы выбранных фигуративных точек 1, 2, 3, 4 и 5.
ние, %
Наличие на диаграмме «альбит-анортит-диопсид» температур линий ликвидусов и данных вязкости опорных точек в пределах 1300-Di-1300 (фиг.1 и фиг.2) позволяет проанализировать процессы минералообразования, очередность выделения минералов и влияние отдельных окислов на технологические и прочностные свойства отливок.
Вязкостные характеристики расплавов в пределах поля 1300-Di-1300 составляют 60-170 пуаз. Такие расплавы пригодны для отливки изделий любой сложности.
Для определения фигуративных точек в пределах поля в любой точке треугольника 1300-Di-1300 авторы использовали способ, предложенный Н.Н. Ормонт, с внесением усовершенствований, разработанных и подтвержденных авторами в процессе многочисленных лабораторных и промышленных экспериментов.
Предлагаемый способ проиллюстрирован на фигурах:
На фиг.1 - представлена диаграмма «альбит-анортит-диопсид» с указанием процентного содержания основных окислов по сторонам треугольника;
На фиг.2 - диаграмма Al-An-Di с указанием температурных и вязкостных характеристик в поле диаграммы и, в том числе, в поле 1300-Di-1300.
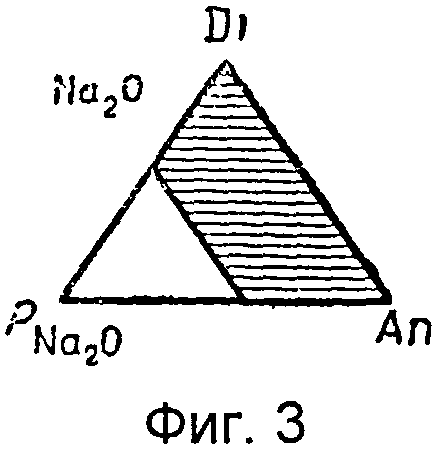
На фиг.3 - шаблон для определения на диаграмме содержания Na2O;
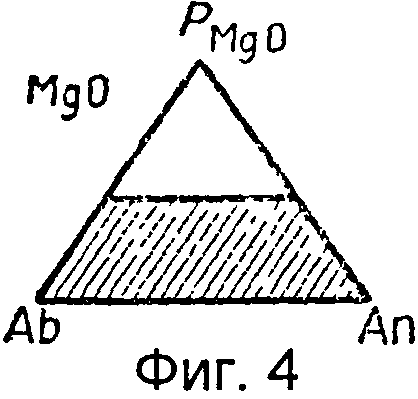
На фиг.4 - шаблон для определения на диаграмме содержания MgO;
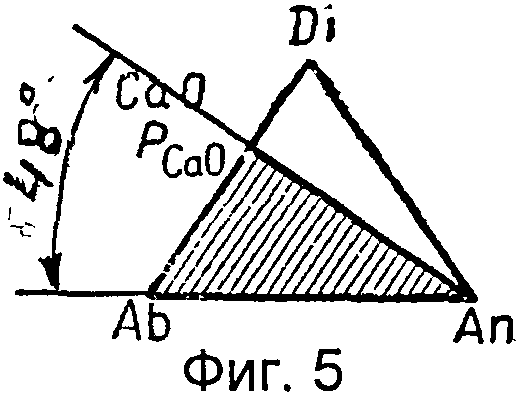
На фиг.5 - шаблон для определения на диаграмме содержания CaO;
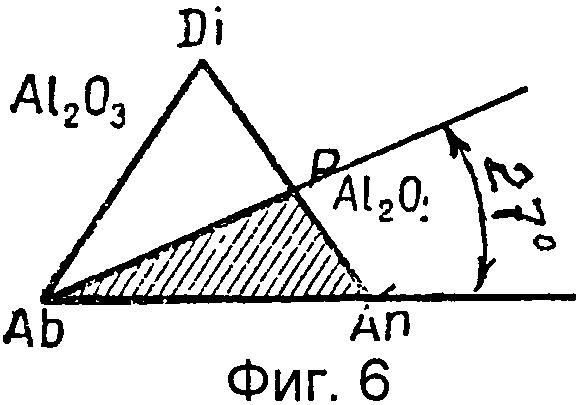
На фиг.6 - шаблон для определения на диаграмме содержания Al2O3;
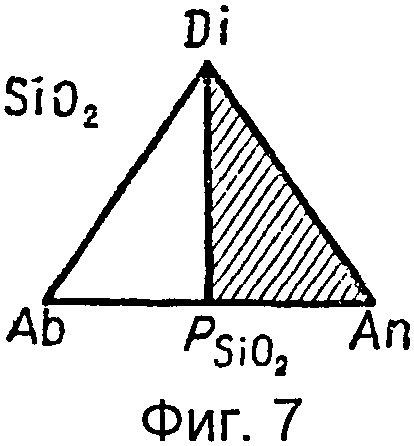
На фиг.7 - шаблон для определения на диаграмме содержания SiO2;
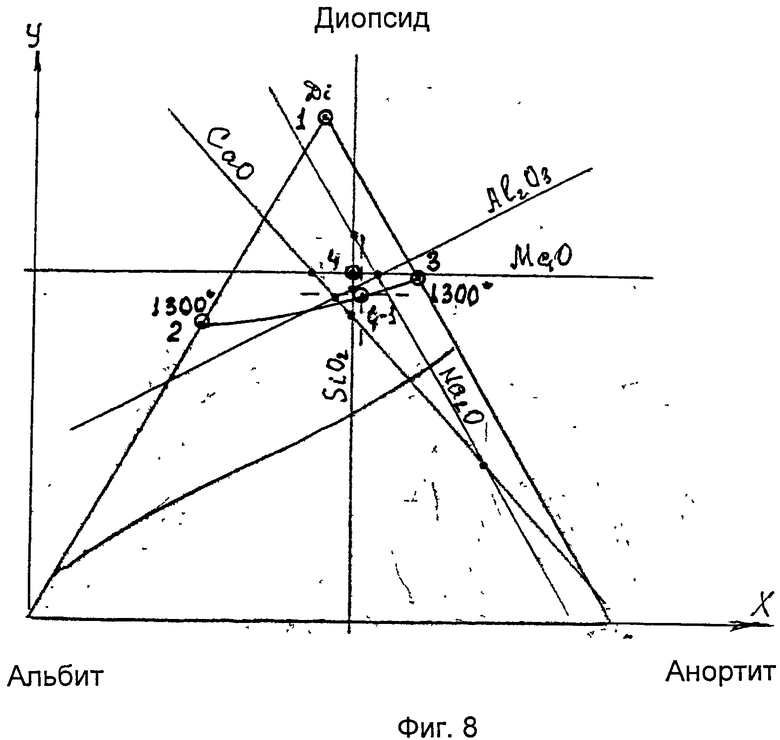
На фиг.8 - диаграмма Al-An-Di в системе координат X-Y для определения положения фигуративной точки 4-1 с рассчитанным содержанием компонентов SiO2, Al2O3, CaO, MgO, Na2O (табл.1, 2).
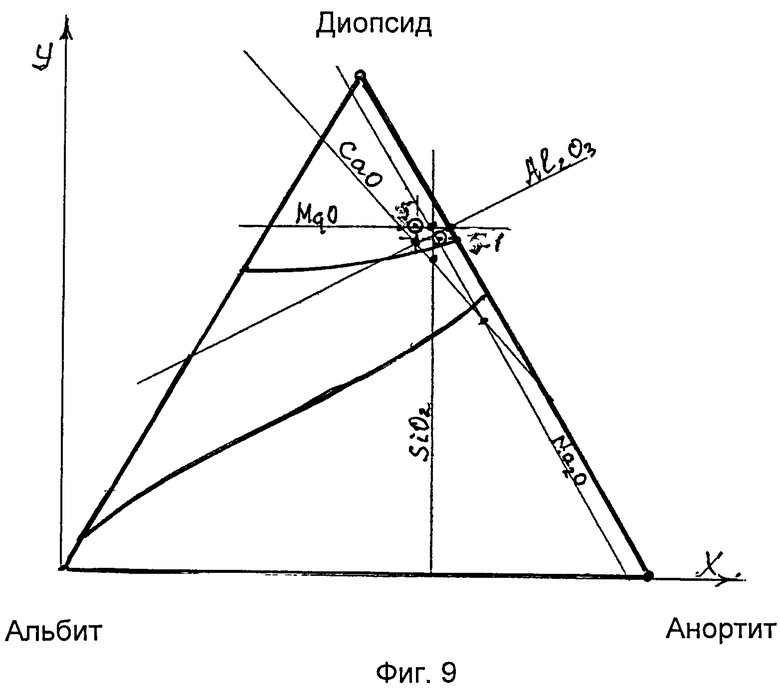
На фиг.9 - диаграмма Al-An-Di в системе координат X-Y для определения положения фигуративной точки 5-1 с рассчитанным содержанием компонентов SiO2, Al2O3, CaO, MgO, Na2O (табл.1, 2). Пример выполнения способа.
Для примера выбираем на диаграмме «альбит-анортит-диопсид» две фигуративные точки 4 и 5 (фиг.2, табл.1).
Изготавливаем шаблоны, приведенные на фиг.3, 4, 5, 6, 7, которые предложены и описаны в методиках, изложенных в наиболее близком аналоге (ст. Н.Н. Ормонт «О применении несимметричной диаграммы состояния для характеристики физико-химических свойств базальтов и диабазов», «Вестник московского университета», серия физико-математических и естественных наук, вып.3, 1950 г., №5, с.117-132).
Шаблоны изготавливают в виде:
- прямоугольных треугольников для определения процентного содержания окислов SiO2, MgO, Na2O;
- треуголника с углом 48° - для CaO;
- треугольника с углом 27° - для Al2O3.
С помощью шаблонов проводим прямые линии через выбранные фигуративные точки точки 4, 5 по сторонам треугольника диаграммы Al-An-Di (фиг.1) и определяем процентное соотношение окислов. Общая сумма окислов должна составлять 100% (таб.1). На основе полученных значений окислов подбираем состав промышленной шихты - составы 4-1 и 5-1 (табл.2) - и определяем химический состав основных окислов и примесей. Определяем количество магнетита и высокотемпературных минерализаторов, которые в последующих расчетах не будут принимать участия, объединяем оставшиеся Fe2O3 с Al2O3, a FeO, TiO2, MnO с MgO и делаем перерасчет для определения 100% содержания пяти основных окислов SiO2, Al2O3, CaO, MgO, Na2O.
Для определения расположения фигуративных точек на диаграмме Al-An-Di с помощью шаблонов 3, 4, 5, 6 и 7 проводим прямые линии из точек, которые определяют процентное содержание, полученное при расчете пяти основных окислов промышленных составов 4-1 и 5-1 (фиг.1).
Полученные линии составов 4-1 и 5-1 переносим в систему координат X-альбит-Y (фиг.8, 9). Как видно на фиг.8, прямые линии имеют 10 точек пересечения друг с другом. Расстояние от точки пересечения до линии координат Х и У в мм записываем, усредняем и переносим на диаграмму Al-An-Di для определения расположения фигуративных точек 4-1 и 5-1 (фиг.8, 9).
Ниже представлен расчет и расположение фигуративной точки 4-1 на фиг.8.
Альбит-Y=68+60+60+60+60+60+58+56+53+27=562:10=56,2
Альбит-X=68+60+60+55+55+55+55+54+52+48=562:10=56,2
Проводим прямые линии под углом 90° от линии X-Y на расстоянии 56,2 и 56,2 мм и в точке их пересечения определяем расположение фигуративной точки 4-1 на диаграмме Al-An-Di.
По такой же схеме определяем на диаграмме Al-An-Di расположение фигуративной точки 5-1 (фиг.9).
Альбит-Y=50+55+55+56+56+57+57+62+62+62=572:10=57,2
Альбит-X=57+60+60+60+62+62+62+67+67+72=629:10=62,9
Затем готовим из минерального сырья составы шихт, близких по химическому составу фигуративным точкам 4 и 5 (таблица 2).
ние, %
ние, %
В таблице 3 приведены физико-механические характеристики составов каменного литья фигуративных точек 1, 2, 3, 4, 4-1, 5, 5-1.
Составы фигуративных точек 1, 2, и 3, находящихся в крайних точках поля треугольника 1300-Di-1300 диаграммы Al-An-Di обычно не используются, т.к. не содержат оптимального состава окислов, обеспечивающих достаточную термостойкость и прочность каменного литья.
Вязкостные характеристики и жидкотекучесть расплавов, расположенных в поле диаграммы Al-An-Di выше эвтектической линии 1300-1300°C, позволяют изготавливать камнелитые изделия любой сложности (табл.3).
Термостойкость плит 200×250×25 мм выше 20 теплосмен при 900-20°C рекомендуется для для эксплуатации в любых промышленных условиях.
Образцы отливок составов фигуративных точек, находящихся в верхней части поля диаграммы Al-An Di содержат до 80% диопсида с однородной структурой и величиной зерна 0,1-0,15 мм. Промежутки между кристаллами заполнены остаточным стеклом (10-15%) и образованиями волластонита, т.е. структура содержит только 3 фазы - диопсид, волластонит, стекло.
Ближе к линии 1300-1300°C в поле диаграммы структуры составов фигуративных точек, которые находятся с правой стороны диаграммы Al-An-Di, пополняются анортитовыми составляющими в основном пироксенового состава за счет увеличения содержания Al2O3, повышающего прочностные свойства отливок, но одновременно снижающего термостойкость за счет сокращения содержания CaO и MgO.
С левой стороны диаграммы фигуративные точки обогащаются альбитовыми составляющими в основном в виде плагиоклаза за счет увеличения содержания Na2O и снижения количества MgO. Заметно повышается процент стекла, снижающего кристаллизационную способность расплава, а соответственно термостойкость и прочностные свойства отливок.
Фигуративные точки составов термостойкого каменного литья, расположенных в поле диаграммы на линии 1300-1300°C или ниже ее, можно использовать в условиях эксплуатации более низких, чем 900°C температур.
Как показывает практика, на взаимодействие основных окислов в процессе производства термостойкого литья влияют большое количество факторов: постоянство химического состава используемой шихты, колебания температуры в печи в процессе плавления и охлаждения отливок, влажность окружающей среды и др. Поэтому самым надежным способом оценки пригодности промышленной шихты является химический анализ полученных изделий.
Петрографический анализ выбранных составов в поле 1300-Di-1300 диаграммы Al-An-Di подтверждает их высокое качество (табл.3) и подтверждает предложенный авторами способ выбора состава термостойкого каменного литья.
Как показали исследования процессов плавления и затвердевания камнелитых изделий (Хан Б.Х., Быков И.И. и др. «Затвердевание и кристаллизация каменного литья», 1969 г. Сборник «Проблемы каменного литья», 1975 г.), температура разливки камнелитых расплавов находится на 20-100°C выше температуры плавления, сам процесс затвердевания отливки растянут на 100-400°C в процессе охлаждения и выбор температуры заливки на 50°C выше линии ликвидуса вполне оправдан.
Выбранный по данному способу состав обеспечивает термостойкость плит 200×200×30 не менее 20 теплосмен при 900-20°C и вязкость расплава при температуре на 50°C выше температуры плавления не менее 120 пуаз.
Способ выбора химического состава термостойких камнелитых изделий с применением усовершенствованной диаграммы Al-An-Di апробирован на камнелитейных предприятиях и может широко использоваться специалистами при отработке технологий.
| название | год | авторы | номер документа |
|---|---|---|---|
| КАМЕННОЕ ЛИТЬЕ | 2012 |
|
RU2527408C2 |
| СТЕКЛЯННЫЕ НИТИ ДЛЯ УСИЛЕНИЯ ОРГАНИЧЕСКИХ И/ИЛИ НЕОРГАНИЧЕСКИХ МАТЕРИАЛОВ | 2005 |
|
RU2404932C2 |
| КАМЕННОЕ ЛИТЬЕ | 1991 |
|
RU2014308C1 |
| ГЛАЗУРЬ | 2005 |
|
RU2302387C1 |
| ЦВЕТНОЕ ШЛАКОКАМЕННОЕ ЛИТЬЕ И ШИХТА ДЛЯ ЕГО ПОЛУЧЕНИЯ | 2011 |
|
RU2474541C1 |
| ЦВЕТНОЕ ШЛАКОКАМЕННОЕ ЛИТЬЕ И ШИХТА ДЛЯ ЕГО ПОЛУЧЕНИЯ | 2011 |
|
RU2465237C1 |
| КАМЕННОЕ ЛИТЬЕ | 2006 |
|
RU2332381C1 |
| СПОСОБ ОПТИМИЗАЦИИ СОСТАВА БАЗАЛЬТОВОГО СЫРЬЯ | 2008 |
|
RU2398744C2 |
| КАМЕННОЕ ЛИТЬЕ | 2008 |
|
RU2377196C1 |
| КАМЕННОЕ ЛИТЬЕ | 2008 |
|
RU2381187C1 |
Изобретение относится к выбору минералогического состава термостойкого каменного литья для работы в условиях повышенных температур 250-900°С, которое может быть использовано на предприятиях металлургической, химической, горно-обогатительной, энергетической и других областях промышленности. На диаграмме «альбит-анортит-диопсид» (Al-An-Di) в поле 1300-Di-1300°C выбирают фигуративную точку состава термостойкого каменного литья, определяют на диаграмме количественное содержание в этой точке компонентов SiO2, Al2O3, CaO, MgO, Na2O и делают подбор соответствующего промышленного минералогического состава. Затем производят перерасчет, количественно объединяя свободный Fe2O3 с Al2O3, а TiO2, MnO, FeO с MgO, и после этого по уточненному количественному содержанию SiO2, Al2O3, CaO, MgO, Na2O снова определяют на диаграмме фигуративную точку, количественное содержание в этой точке SiO2, Al2O3, CaO, MgO, Na2O и производят оценку соответствующих ей физико-механических показателей: для точек, расположенных в поле диаграммы Al-An-Di выше линии ликвидуса 1300-1300оС, состав может быть использован в производстве, а для точек ниже линии ликвидуса 1300-1300оС необходимо подбирать новый промышленный состав. Технический результат изобретения - более точный подбор составов каменного литья с заранее заданными характеристиками с учётом примесей, присутствующих в сырьевых материалах. 3 табл., 9 ил.
Способ выбора состава термостойкого каменного литья путем выбора фигуративной точки на диаграмме «альбит-анортит-диопсид» (Al-An-Di) в поле 1300-Di-1300°C, определения на диаграмме количественного содержания в этой точке компонентов SiO2, Al2O3, CaO, MgO, Na2O и подбора соответствующего промышленного минералогического состава, отличающийся тем, что затем производят перерасчет - количественно объединяют свободный Fe2O3 с Al2O3, а TiO2, MnO, FeO с MgO и после этого по уточненному количественному содержанию компонентов SiO2, Al2O3, CaO, MgO, Na2O снова определяют на диаграмме фигуративную точку, количественное содержание в этой точке компонентов SiO2, Al2O3, CaO, MgO, Na2O и производят оценку соответствующих ей физико-механических показателей с помощью диаграммы «альбит-анортит-диопсид» - для точек, которые расположены в поле диаграммы выше линии ликвидуса 1300-1300°C, промышленный состав может быть использован в производстве, а для точек, находящихся ниже линии ликвидуса 1300-1300°C, необходимо подобрать новый промышленный состав.
| ОРМОНТ Н.Н."О применении несимметричной диаграммы состояния для характеристики физико-химических свойств базальтов и диабазов", "Вестник московского университета", серия физико-математических и естественных наук, вып.3, 1950, N5, с | |||
| Аппарат для испытания прессованных хлебопекарных дрожжей | 1921 |
|
SU117A1 |
| Способ производства каменного литья | 1945 |
|
SU67617A1 |
| СПОСОБ ОПТИМИЗАЦИИ СОСТАВА БАЗАЛЬТОВОГО СЫРЬЯ | 2008 |
|
RU2398744C2 |
| US 6825139 B2, 30.11.2004 | |||
| Пресс для выдавливания из деревянных дисков заготовок для ниточных катушек | 1923 |
|
SU2007A1 |
| CN 0101559953 A, 21.10.2009 | |||

