Изобретение относится к машиностроению, в частности к испытаниям смазочно-охлаждающих жидкостей (СОЖ), используемых при резании материалов.
Известны способы оценки технологической эффективности СОЖ по результатам исследования в лабораторных условиях износа режущего инструмента, шероховатости обработанной поверхности, точности обработки, величины крутящего момента (Технологические свойства новых СОЖ для обработки резанием / Под ред. М.И. Клушина. - М.: Машиностроение, 1979, с.86-89).
Однако непосредственное определение указанных параметров, определяющих эффективность СОЖ, связано со значительными затратами средств и времени, особенно в случае, когда надо определить технологическую эффективность нескольких марок СОЖ.
Известен способ оценки качества СОЖ, основанный на сопоставлении величин сил резания, измеренных в течение всего периода стойкости инструмента при использовании базовых и испытываемых марок СОЖ (Gugger М., Putting Fluids to the Test [Cutting Tool Engineering, August, 1999, p.54-62]).
Недостатком известного способа является значительная трудоемкость и время проведения, поскольку измерение сил резания производится в течение всего периода стойкости инструмента.
Техническим результатом изобретения является снижение трудоемкости оценки эффективности СОЖ и сокращение времени исследования путем измерения составляющих сил резания и сравнения результатов, полученных с применением различных СОЖ и без них.
В процессе механической обработки материалов на основные элементы технологической системы воздействуют силы, возникающие в результате деформирования срезаемого слоя и поверхности обрабатываемой детали, а также силы трения по передним и задним поверхностям режущего инструмента. Применение СОЖ снижает силы трения на передней и задней поверхностях режущего инструмента, что способствует уменьшению сил резания.
Указанный технический результат достигается тем, что в способе оценки эффективности смазочно-охлаждающей жидкости (СОЖ), используемой при резании материала, согласно заявляемому изобретению, измеряют составляющие силы резания по трем координатам Px, Py, Pz при различных скоростях, подаче и глубине резания при кратковременном резании материала в течение 10-15 с с применением исследуемой СОЖ и без нее, рассчитывают результирующие силы резания Ррез с СОЖ и без нее соответственно по формуле:
 ,
,
затем определяют коэффициент технологической эффективности исследуемой марки СОЖ по формуле:
К=РрезСОЖ/Ррез,
где РрезСОЖ - результирующая сила резания, полученная с применением СОЖ, Н; Ррез - результирующая сила резания, полученная без применения СОЖ, Н,
и определяют наиболее технологически эффективную СОЖ при заданных режимах резания по наименьшему из значений коэффициента К.
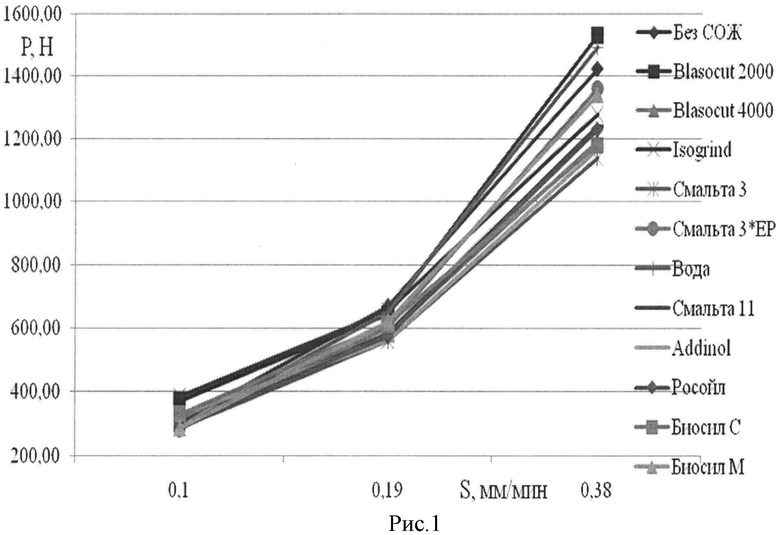
Суть технического решения поясняется таблицей 1, в которую сведены результаты испытаний различных марок СОЖ при точении стали 45, рисунками 1 и 2, на которых приведены зависимости силы резания Р от величины подачи S при обработке стали 45 с применением различных марок СОЖ со скоростями резания V=35 м/мин и V=57 м/мин соответственно.
Предлагаемый способ осуществляется следующим способом.
На станке проводят кратковременное резание (10-15 с) материала без применения СОЖ, фиксируя величины составляющих силы резания. Испытания проводятся с помощью универсального динамометра. Затем проводят кратковременное резание материала, применяя водный раствор СОЖ испытуемой марки, также фиксируя величины составляющих силы резания. Подача СОЖ в зону резания осуществляется свободно падающей струей на режущий инструмент и обрабатываемую деталь. Измерения проводятся при различной скорости резания, подаче и глубине резания. Результаты проведенных испытаний сводятся в таблицу, и рассчитываются результирующие силы резания Ррез с СОЖ и без нее соответственно по формуле:
 ,
,
и определяется коэффициент технологической эффективности К исследуемой марки СОЖ по формуле:
 ,
,
где РрезСОЖ - результирующая сила резания, полученная с применением СОЖ, Н; Ррез - результирующая сила резания, полученная без применения СОЖ, Н.
Эффективной считается СОЖ, обеспечивающая наименьшие силы резания и коэффициент К при заданных режимах резания.
Конкретный пример реализации данного способа.
На токарном станке ФТ-11 с помощью универсального динамометра УДМ-100 и приборного щита с микроамперметрами М907 проводят кратковременное резание стали 45 без СОЖ, фиксируя результаты величин составляющих силы резания. При этом применялся проходной упорный резец с пластиной из твердого сплава ВК8. Для оценки применялись 10% водные растворы СОЖ следующих марок: Смальта-3, Смальта-3ЕР, Смальта-11, Isogrind, Blasocut 2000, Blasocut 4000, Addinol, Росойл, Биосил С и Биосил М. Затем проводят кратковременное резание материала, применяя водные растворы СОЖ испытуемых марок, также фиксируя величины составляющих силы резания. Подача СОЖ в зону резания осуществляется свободно падающей струей на режущий инструмент и обрабатываемую деталь. Обработка проводилась при следующих режимах: скорость резания V=35 м/мин и V=57 м/мин, глубина резания t=1 мм и подача S=0,1, S=0,19 и S=0,38 мм/об. Результаты проведенных испытаний сведены в таблицу 1. По полученным данным построены графики зависимостей силы резания Р от величины подачи S, представленные на рисунках 1 и 2, при скоростях резания V=35 м/мин и V=57 м/мин соответственно.
Таблица 1
Наиболее технологически эффективную СОЖ определяют по наименьшему значению коэффициента К при заданных режимах резания.
Анализ данной таблицы показывает, что при обработке стали 45 со скоростью резания V=35 м/мин наиболее эффективными марками СОЖ являются:
при подаче S=0,1 - Смальта 3*ЕР (К=0,93);
при подаче S=0,19 - Addinol (К=0,84);
при подаче S=0,38 - Blasocut 4000 (К=0,78).
При обработке стали 45 со скоростью резания V=57 м/мин наиболее эффективными марками СОЖ являются:
при подаче S=0,1 - Addinol (К=0,44);
при подаче S=0,19 - Росойл (К=0,87);
при подаче S=0,38 - Blasocut 2000 (К=0,89).
Заявляемый способ оценки технологической эффективности СОЖ позволяет значительно снизить трудоемкость и время исследования эффективности СОЖ при заданных режимах резания.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОЦЕНКИ ТЕХНОЛОГИЧЕСКОЙ ЭФФЕКТИВНОСТИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ | 2013 |
|
RU2548938C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ СОСТАВЛЯЮЩИХ СИЛЫ РЕЗАНИЯ НА ТОКАРНЫХ СТАНКАХ С ЧПУ | 1997 |
|
RU2120354C1 |
| СПОСОБ ОБРАБОТКИ РЕЗАНИЕМ И РЕЖУЩИЙ ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2514243C1 |
| НАГРУЗОЧНОЕ УСТРОЙСТВО ДЛЯ УСКОРЕННЫХ ИСПЫТАНИЙ СТАНКОВ | 1996 |
|
RU2110368C1 |
| Антивибрационная державка | 2019 |
|
RU2707454C1 |
| Инструмент одностороннего резания для глубокого сверления | 1991 |
|
SU1815009A1 |
| ТОКАРНЫЙ РЕЗЕЦ | 2023 |
|
RU2803707C1 |
| Способ обработки длинномерных цилиндрических отверстий | 2015 |
|
RU2616724C2 |
| ТОКАРНЫЙ СТАНОК С ПОДВИЖНЫМ ГИДРАВЛИЧЕСКИМ ЛЮНЕТОМ | 1985 |
|
SU1304282A1 |
| СПОСОБ ОЦЕНКИ КОМПЛЕКСНОЙ ЭФФЕКТИВНОСТИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ | 2021 |
|
RU2777395C1 |

Изобретение относится к машиностроению, в частности к испытаниям смазочно-охлаждающих жидкостей (СОЖ), используемых при резании материалов.
На станке проводят кратковременное резание (10-15 с) материала без применения СОЖ, фиксируя величины составляющих силы резания. Испытания проводятся с помощью универсального динамометра. Затем проводят кратковременное резание материала, применяя водный раствор СОЖ испытуемой марки, также фиксируя величины составляющих силы резания. Подача СОЖ в зону резания осуществляется свободно падающей струей на режущий инструмент и обрабатываемую деталь. Измерения проводятся при различной скорости резания, подаче и глубине резания. Результаты проведенных испытаний сводятся в таблицу, и рассчитываются результирующие силы резания Ррез с СОЖ и без нее соответственно по формуле:
 ,
,
и определяется коэффициент технологической эффективности К исследуемой марки СОЖ по формуле:
 ,
,
где РрезСОЖ - результирующая сила резания, полученная с применением СОЖ, Н; Ррез - результирующая сила резания, полученная без применения СОЖ, Н.
Эффективной считается СОЖ, обеспечивающая наименьшие силы резания и коэффициент К при заданных режимах резания. Заявляемый способ оценки технологической эффективности СОЖ позволяет значительно снизить трудоемкость и время исследования эффективности СОЖ при заданных режимах резания. 2 ил.
Способ оценки эффективности смазочно-охлаждающей жидкости (СОЖ), используемой при резании материала, отличающийся тем, что измеряют составляющие силы резания по трем координатам Px, Py, Pz при различных скоростях, подаче и глубине резания при кратковременном резании материала в течение 10-15 с с применением исследуемой СОЖ и без нее, рассчитывают результирующие силы резания Ррез с СОЖ и без нее соответственно по формуле:
 ,
,
затем определяют коэффициент технологической эффективности исследуемой марки СОЖ по формуле:
К=РрезСОЖ/Ррез,
где РрезСОЖ - результирующая сила резания, полученная с применением СОЖ, Н; Ррез - результирующая сила резания, полученная без применения СОЖ, Н,
и определяют наиболее технологически эффективную СОЖ при заданных режимах резания по наименьшему из значений коэффициента К.
| Gugger М., Putting Fluids to the Test,Cutting Tool Engineering, August, 1999, p.54-62 | |||
| Технологические свойства новых СОЖ для обработки резанием /Под ред | |||
| М.И.Клушина | |||
| - М.: Машиностроение, 1979, с.86-89 | |||
| US 6326338 B1 (GARRETT SERVICES INC), 04.12.2001 | |||
| WO 1990013735 A1 (COLD CUT LTD), 15.11.1990 | |||
| WO 1984003239 A1 (YANKOFF GERALD), 30.08.1984 |

