Изобретение относится к области красильно-отделочного производства текстильной промышленности, а также может быть использовано в целлюлозно-бумажной, полиграфической, химической и других отраслях, где применяется валковое оборудование.
Главные технологические показатели валковых машин определяются техническими параметрами отжимных валов и их покрытий. Необходимость повышения отжимного эффекта требует применения твердых покрытий и возможно малых диаметров отжимных валов. Увеличение твердости покрытия при существующей конструкции вала приведет к росту неравномерности отжима, которая и в настоящее время не всегда укладывается в рамки технологических требований. Поэтому требуются меры по снижению деформации рабочей поверхности вала в жале валов.
Известен способ определения деформации вала, заключающийся в том, что на нижний вал, установленный на подшипниках, в середине и по концам его рабочей поверхности располагают индикаторы, установленные на нулевую отметку. На середину вала устанавливают деревянный брус, нагружают вал сосредоточенной силой Q1, равной весу GB верхнего вала и усилию P дополнительного прижима. Под действием сосредоточенной силы вал прогибается, что регистрируется индикаторами. Разность f1 между показаниями среднего и полусуммой показаний крайних индикаторов является величиной прогиба рабочей части вала [Эйдлин, И.Я. Бумагоделательные и отделочные машины: изд. 3-е, испр. и доп. / Эйдлин И.Я. - М.: Лесная промышленность, 1970, с.128-134, 624.]. Недостатком этого способа является низкая точность определения показателей деформации рабочих поверхностей валов.
За прототип принят способ определения кривой прогиба вала бумагоделательной машины, заключающийся в том, что снимают показания деформации вала с помощью датчиков, приводимых в контакт с образующей вала установкой их на нулевую отметку и нагружением вала, поворачивают вал вместе с датчиками в вертикальное положение и по показаниям определяют деформации валов. [Авторское свидетельство 402595 СССР, МПК6 D21F 2/40, G01B 7/28. Способ определения кривой прогиба вала бумагоделательной машины / Кучер A.M.; заявитель и патентообладатель Ленинградский технологический институт целлюлозно-бумажной промышленности. - №1756784/29-33; заявл. 06.03.1972; опубл. 19.10.1973].
Недостатком этого способа является его низкая точность и длительность времени определения деформации, так как покрытия измеряемых валов непостоянны в различных точках поверхности и невозможно комплексно оценить измеренную деформацию.
Техническим результатом заявляемого изобретения является повышение точности и сокращение времени определения деформации за счет одномоментного измерения суммарной деформации всех валов, участвующих в отжиме.
Указанный технический результат достигается тем, что в способе измерения деформации валов, заключающемся в определении деформации вала с помощью измерительного средства, приводимого в контакт с образующей валов, их нагружении согласно изобретению, валы плотно обхватывают по всей их рабочей ширине полимерной лентой, например фторопластовой, жестко закрепляют ее с двух сторон к корпусу машины по всей длине валов, фиксируют положение полимерной ленты на рабочих поверхностях валов во взаимно-перпендикулярных осевых плоскостях с помощью штанги с опорами и двух пластин, установленных параллельно друг другу и перпендикулярно штанге по ее краям, которыми регулируют изменение необходимой величины прижимной нагрузки и положение устройства в горизонтальной или вертикальной плоскостях перпендикулярно оси вала посредством регулировочных прорезей на них, устраняя тем самым прогиб и перекос измерительного устройства, при этом упорный винт и шток измерительного средства опирают о ленту, оставляя зазор в 2-3 мм для обеспечения возможности установления на нулевой отметке шкалы измерительного средства или задания начальных значений для измерения деформации рабочих поверхностей валов, затем осуществляют нагружение валов, для каждой величины нагрузки от нуля до максимума снимают показания измерительного средства, по разности показаний при нулевой (начальной) и заданной нагрузке определяют величину суммарной деформации рабочих поверхностей валов.
Технический результат достигается потому, что точность и сокращение времени определения деформации повышается за счет одномоментного комплексного измерения суммарной деформации всех валов вследствие коэрцитивных сил, возникающих в полимерной ленте, действующих по всей поверхности ленты и рабочей ширине валов с одинаковым усилием, измеряя суммарную деформацию всех валов, участвующих в отжиме, а не в нескольких точках раздельно, обеспечивается натяжение по всей рабочей поверхности валов.
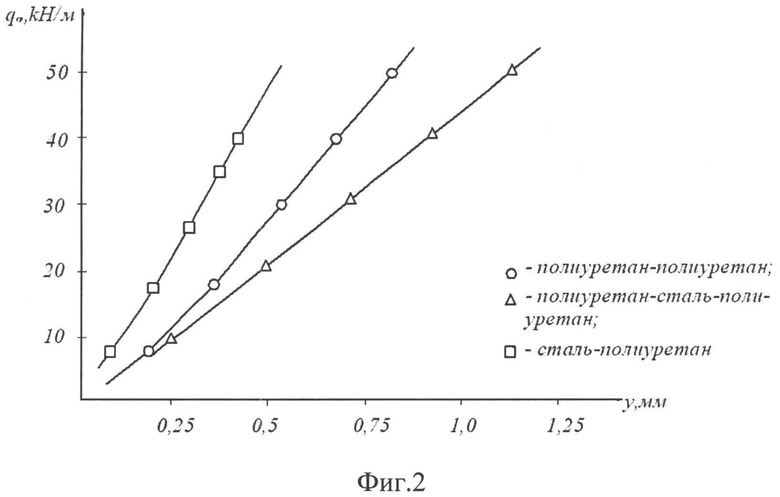
Изобретение поясняется чертежами, где на фиг.1 изображена схема установки для измерения деформации валов, на фиг.2 - график зависимости деформации покрытия от интенсивности распределенной нагрузки в жале валов.
Способ осуществляется следующим образом.
Для измерения деформации используют устройство (фиг.1), в котором на отжимные валы 1 и 2 накладывают полимерную ленту, например из фторопласта 3, и жестко закрепляют ее с двух сторон. С наружной стороны полимерной ленты на валы опорами 4 прижимают штангу 5, в регулировочных прорезях 6 которой закреплены пластина 7 с регулировочными прорезями 8 с упорным винтом 9 и пластина 10 с регулировочными прорезями 8 и измерительным средством 11. С помощью регулировочных прорезей 6 и 8 регулируют изменение необходимой величины прижимной нагрузки и положение устройства в горизонтальной или вертикальной плоскости перпендикулярно оси вала, устраняя тем самым прогиб и перекос измерительного устройства. Упорный винт 9 и шток измерительного средства 11 опирают о ленту 3, оставляя зазор в 2-3 мм для обеспечения возможности установления на нулевой отметке шкалы измерительного средства или задания начальных значений для измерения деформации рабочих поверхностей валов. Затем валы нагружают и для каждой величины нагрузки от нуля до максимума снимают показания шкалы измерительного средства. Разность показаний при нулевой (начальной) и заданной нагрузке является величиной суммарной деформации рабочих поверхностей обоих валов. Результаты измерений суммарных поперечных деформаций отжимных устройств, например «полиуретан-полиуретан», «полиуретан-сталь-полиуретан» и «сталь-полиуретан», сводятся в таблицу и используются для построения графика зависимости деформации покрытия от интенсивности распределенной нагрузки в жале валов (фиг.2).
Кривые полной зависимости будут показывать суммарную деформацию покрытий и рубашек всех валов (их может быть, например, три) отжимного устройства. Кривые деформации покрытий строятся на основе данных о распределении нагрузки в жале валов и масштабных зависимостей.
Кривые суммарных деформаций рубашек валов получатся в результате вычитания суммарных деформаций покрытий из полных деформаций валов. Зависимости деформации покрытия от интенсивности распределенной нагрузки в жале валов показывают, что деформации покрытия в различных вариантах отжимного устройства различны. При одинаковых нагрузках она минимальна, когда оба вала (или несколько валов) имеют эластичное покрытие, и увеличивается на 25% в случае, когда покрытие имеет только один вал, и на 40%, когда диаметр вала покрытия уменьшен в 1,75 раза.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для ОПРЕДЕЛЕНИЯ КРИВОЙ ПРОГИБА ВАЛА БУМАГОДЕЛАТЕЛЬНОЙ МАШИНЫ | 1973 |
|
SU406994A1 |
| ОТЖИМНОЕ УСТРОЙСТВО ДЛЯ ОБЕЗВОЖИВАНИЯ ВОЛОКНИСТЫХ МАТЕРИАЛОВ | 1988 |
|
SU1839507A2 |
| Магнитоэлектрический измерительный прибор | 1988 |
|
SU1638640A1 |
| Устройство для измерения параметров обзорности рабочего места оператора транспортного средства или стационарной установки | 1982 |
|
SU1124192A1 |
| ОТЖИМНОЕ УСТРОЙСТВО ДЛЯ ОБЕЗВОЖИВАНИЯ ВОЛОКНИСТОГО МАТЕРИАЛА | 1987 |
|
SU1817498A1 |
| СПОСОБ ИСПЫТАНИЯ КАРКАСНОЙ ЯЧЕЙКИ ЗДАНИЯ | 2007 |
|
RU2331858C1 |
| Прибор для определения силы трения скольжения | 1977 |
|
SU739379A1 |
| ТРАНСФОРМИРУЕМОЕ УСТРОЙСТВО ДЛЯ ТРЕНИРОВКИ ПРЫГУНОВ В ДЛИНУ | 1991 |
|
RU2022591C1 |
| Устройство для испытания материалов на износ | 1988 |
|
SU1714449A1 |
| Устройство для определения одноосного растяжения текстильных материалов и трикотажных полотен | 2023 |
|
RU2829539C1 |
Изобретение относится к области красильно-отделочного производства текстильной промышленности, а также может быть использовано в целлюлозно-бумажной, полиграфической, химической и других отраслях, где применяется валковое оборудование. Заявленный способ измерения деформации валов, заключающийся в определении деформации валов с помощью измерительного средства, приводимого в контакт с образующей валов, их нагружении, при этом валы плотно обхватывают по всей их рабочей ширине полимерной лентой, жестко закрепляют ее с двух сторон к корпусу машины по всей длине валов, фиксируют положение полимерной ленты на рабочих поверхностях валов во взаимно перпендикулярных осевых плоскостях с помощью штанги с опорами и двух пластин, установленных параллельно друг другу и перпендикулярно штанге по ее краям, которыми регулируют изменение необходимой величины прижимной нагрузки и положение устройства в горизонтальной или вертикальной плоскостях перпендикулярно оси вала посредством регулировочных прорезей на них, устраняя тем самым прогиб и перекос измерительного устройства, при этом упорный винт и шток измерительного средства опирают о ленту, оставляя зазор в 2-3 мм для обеспечения возможности установления на нулевой отметке шкалы измерительного средства или задания начальных значений для измерения деформации рабочих поверхностей валов, затем валы нагружают, для каждой величины нагрузки снимают показания измерительного средства, по разности показаний при нулевой или начальной и заданной нагрузке определяют величину суммарной деформации рабочих поверхностей валов. Техническим результатом заявляемого изобретения является повышение точности и сокращение времени определения деформации за счет одномоментного измерения суммарной деформации всех валов, участвующих в отжиме. 1 табл., 2 ил.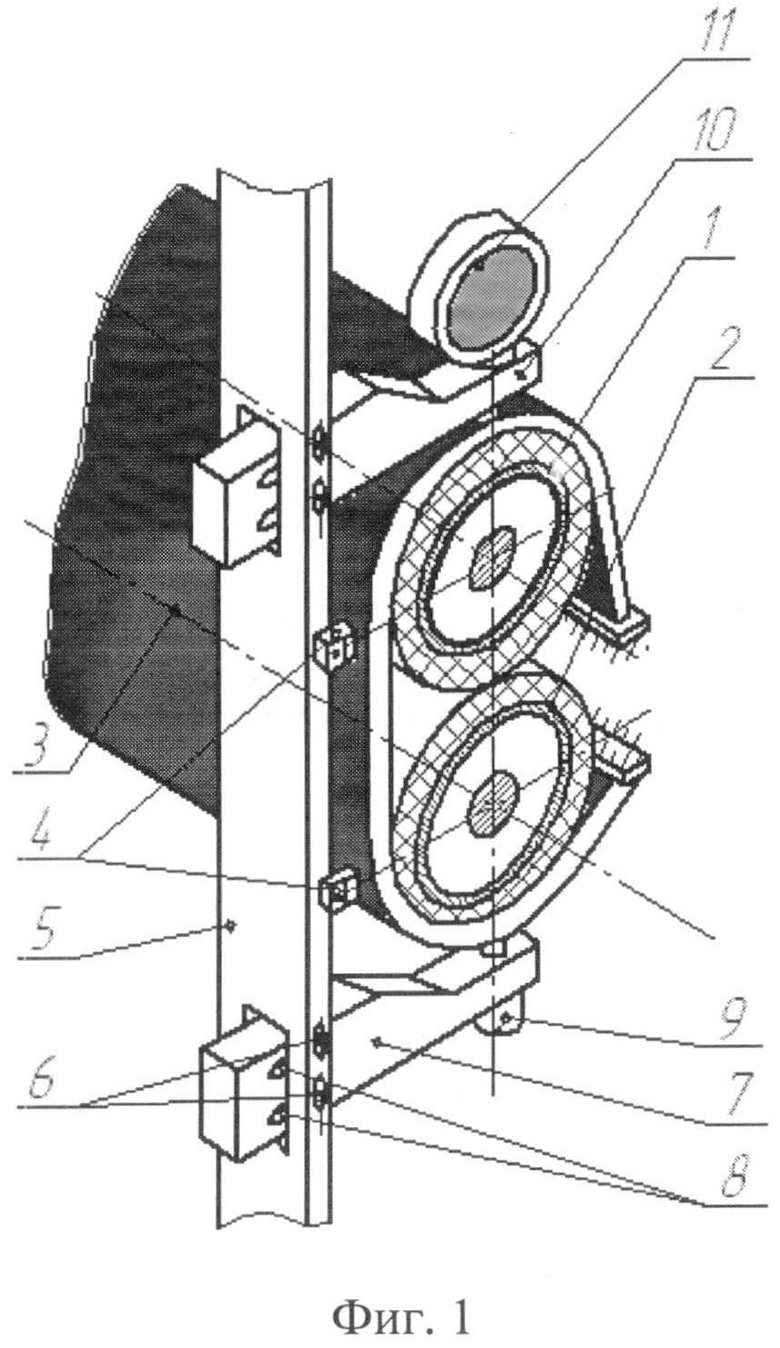
Способ измерения деформации валов, заключающийся в определении деформации валов с помощью измерительного средства, приводимого в контакт с образующей валов, их нагружении, отличающийся тем, что валы плотно обхватывают по всей их рабочей ширине полимерной лентой, жестко закрепляют ее с двух сторон к корпусу машины по всей длине валов, фиксируют положение полимерной ленты на рабочих поверхностях валов во взаимно перпендикулярных осевых плоскостях с помощью штанги с опорами и двух пластин, установленных параллельно друг другу и перпендикулярно штанге по ее краям, которыми регулируют изменение необходимой величины прижимной нагрузки и положение устройства в горизонтальной или вертикальной плоскостях перпендикулярно оси вала посредством регулировочных прорезей на них, устраняя тем самым прогиб и перекос измерительного устройства, при этом упорный винт и шток измерительного средства опирают о ленту, оставляя зазор в 2-3 мм для обеспечения возможности установления на нулевой отметке шкалы измерительного средства или задания начальных значений для измерения деформации рабочих поверхностей валов, затем валы нагружают, для каждой величины нагрузки снимают показания измерительного средства, по разности показаний при нулевой или начальной и заданной нагрузке определяют величину суммарной деформации рабочих поверхностей валов.
| 0 |
|
SU402595A1 | |
| US 6173504 B1 16.01.2001 | |||
| US 7051448 B2 30.05.2006 | |||

