1
Известное устройство для определен-ия кривой нрогиба вала бумагоделательной машины, включающее индикаторные датчики, расположенные на прямолинейном элементе, не обеспечивает повышения точности определения.
С целью повышения точности определения в предлагаемом устройстве прямолинейный элемснт выполнен в виде фермы, которая снабжена двумя опора ми, поперечным-и кронштейнами с регулировочными винтами и механизмом крепления ее к валу, а датчики расположены на ферме подвижно в радиальном и тангенциальном направлениях.
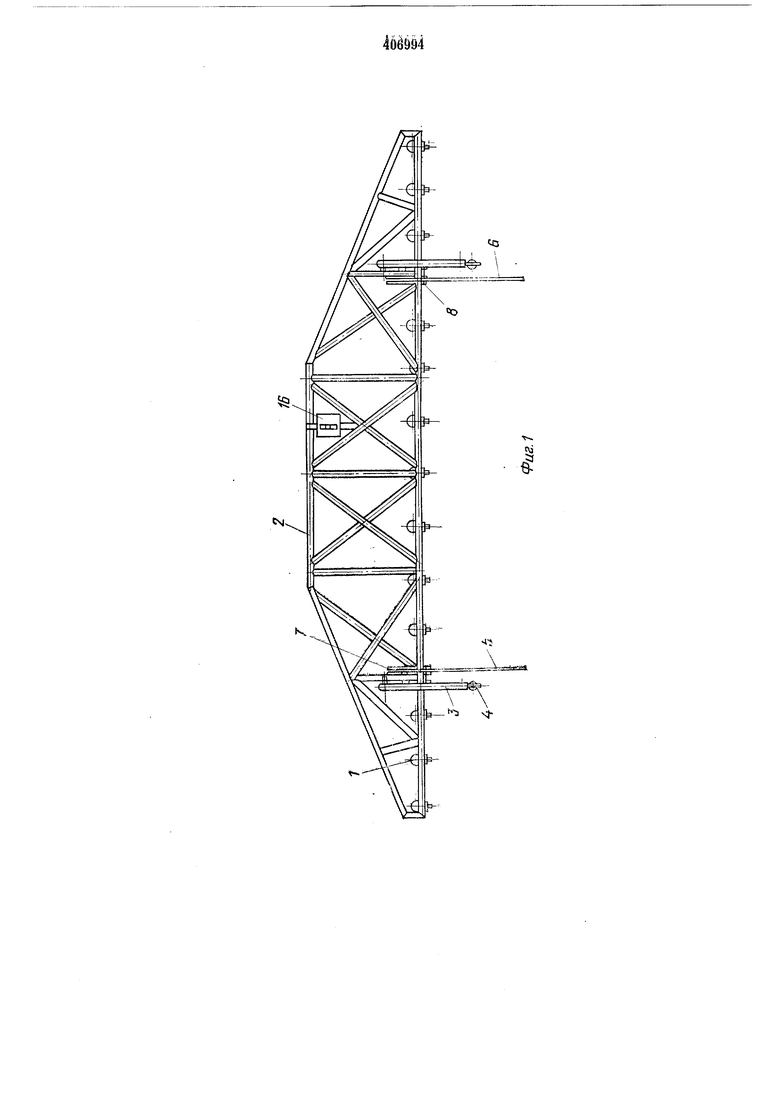
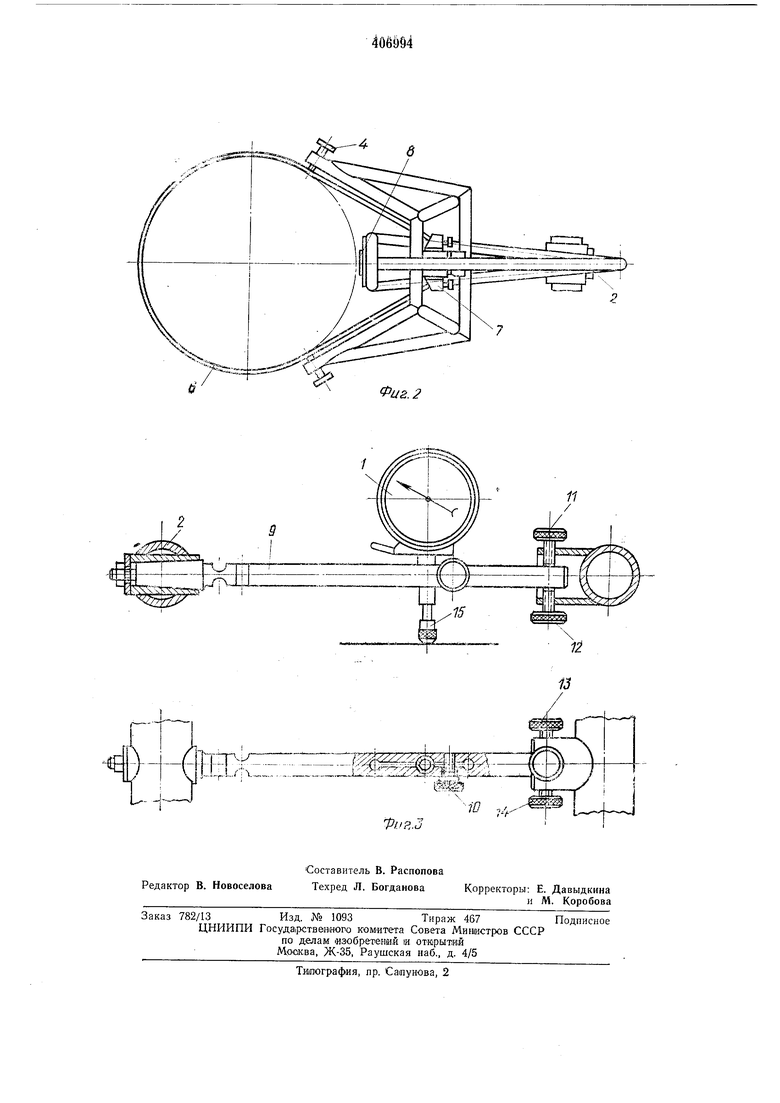
На фиг. 1 Изображен обший вид описываемого устройства; на фиг. 2 - то же, вид сбоку; на фиг. 3-механизм перемеш;ения датчиков в радиальном и тангенциальном направлениях.
Устройство включает ряд датчиков 1, смонтированных на продольной 2, выполненной, , в виде металлических трубчатых элементов. На ферме закреплены поперечные кронштейны 3, снабженные регулировочными винтами 4. Для крепления фер.мы к испытуемому .валу имеется механизм крепления, включающий хомуты 5 и 6, выполненные из металлических лент или тросов, которые закрепляются и натягиваются замковым механизмом 7. На ферме имеются две
опоры 8, контактирующие с поверхностью испытуемого вала. Оноры фер.мы расположены на расстоянии /4 от ее концов. Такое расположение опор обеспечивает минимальный прогиб фермы. Каждый из датчиков 1 монтируется на консольной балке 9, жестко закрепленной на одном из трубчатых элементов фермы 2. Датчик закрепляется винтом 10. Свободный конец консольной балки 9 входит в другой фермы 2, снабженный четырьмя регулировочными .винтами 11 -14, которые служат для установки датчиков 1 с измерительными наконечниками 15 строго вдоль оси вала и на нулевую отметку. Двойной угловой уровень 16 позволяет устанавливать фермы в горизонтальное и вертикальное положения.
Устройство работает следующим образом.
Ферму 2 с датчиками 1 устанавливают опорами 3 на контролируемом валу бумагоделательной машины, параллельно его горизон тальной образующей, для чего ферму центрируют с по,шщью уровня 16 и регулировочных винтов 4 и укрепляют на нем хомутами 5 и 6. Натяжение хомутов производят замковьш механизмом 7.
Для точной установки всех датчиков 1 строго по оси вала каждый из датчиков поочередно вводят измерительным наконечником 15 в контакт с валом и закрепляют винfoM 10. С помощью регулировочных винтов 13 и 14 упругая балка 9 совместно с датчиком перемещается перпендикулярно оси вала до тех нор, пока измерительная стрелка датчика не займет свое предельное отклонение. В этом положении балка 9 фиксируется при помощи винтов 13 и 14. Затем посредством винтов 11 и 12 показания датчика приводят к нулевой отметке. Таким образом, при такой установке фермы все датчики находятся в контакте с горизонтальной Образующей -контролируемого вала, который в горизонтальном направлении не имеет деформаций. Затем вал вместе с фермой поворачивают в вертикальное положение. Поворот устройства до вертикального расположения фермы контролируют но двойному угловому уровню 16. В таком положении датчики показывают действительные ординаты кривой прогиба вала под действием собственного веса. Затем вал нагружают рабочими нагрузка.ми, и датчики, показывают суммарное значение Ординат кривой прогчба рабочей части вала под действием собствеииого веса и рабочей нагрузки. Эти данные являются исходными параметрами при задании профиля образующей для бомбирования контролируемого вала.
Предмет изобретения
Устройство для определения кривой прогиба вала бумагоделательной мащины, включающее индикаторные датчики, расположенные на прямолинейном элементе, отличающееся тем, что, с целью повыщения точности определеНИЯ, прямолинейный элемент выполнен в виде фер.мы, которая снабжена двумя опорами, поперечными кронщтейнами с регулировочными винтами и механизмом крепления ее к валу, а датчики расположены на ферме
подвижно в радиальном и тангенциальном направлениях.
к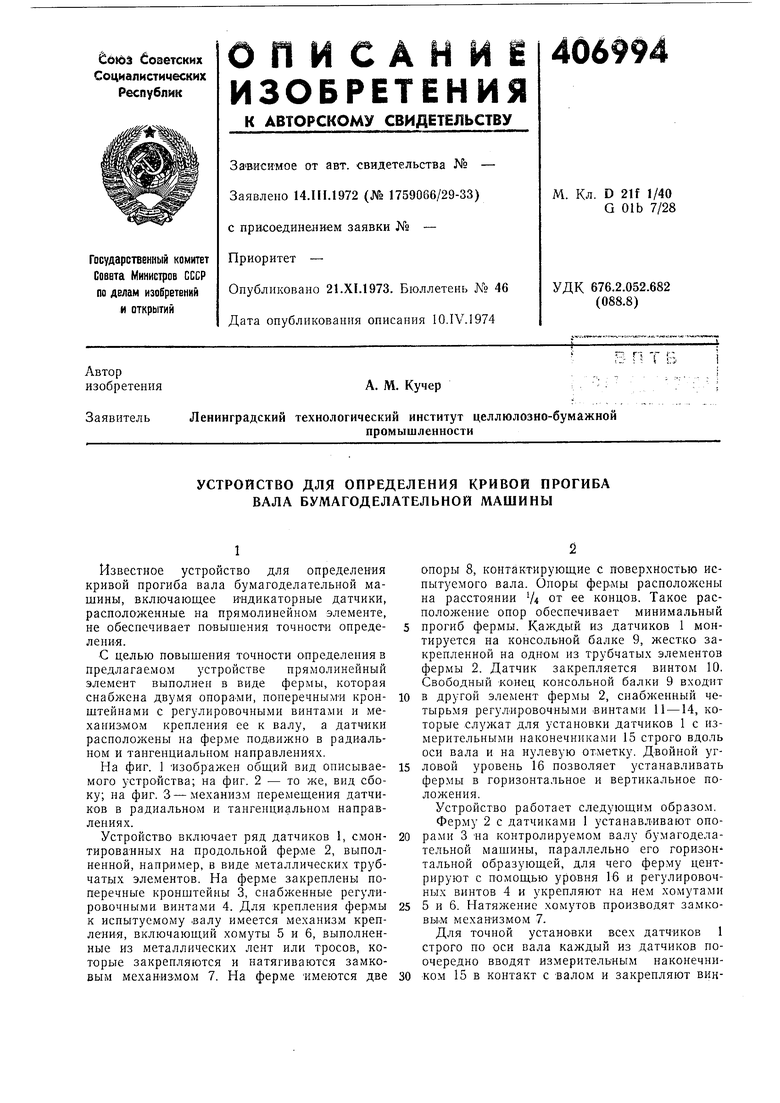
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗМЕРЕНИЯ ДЕФОРМАЦИИ ВАЛОВ | 2013 |
|
RU2528557C2 |
| Устройство для контроля отклонений от прямолинейности | 1990 |
|
SU1781533A1 |
| СПОСОБ ИЗМЕРЕНИЯ ПАРАМЕТРОВ ОТВЕРСТИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2194244C2 |
| УЛЕЙ | 1993 |
|
RU2056746C1 |
| Устройство для измерения натяжения металлизируемых рулонных материалов | 1979 |
|
SU979913A1 |
| СПОСОБ МОНИТОРИНГА ТЕХНИЧЕСКОГО СОСТОЯНИЯ ТУННЕЛЕЙ | 2006 |
|
RU2325618C2 |
| Устройство для обработки внутренних торцовых поверхностей корпусных деталей | 1986 |
|
SU1466914A1 |
| СИЛОИЗМЕРИТЕЛЬНЫЙ ДАТЧИК | 2011 |
|
RU2475715C1 |
| Устройство для измерения радиальных деформаций скважин | 1978 |
|
SU765506A2 |
| УСТАНОВКА ДЛЯ ГРАДУИРОВКИ И КАЛИБРОВКИ ИНКЛИНОМЕТРОВ | 2008 |
|
RU2364718C1 |