Изобретение относится к области металлургии и может быть использовано для производства непрерывнолитого слитка (заготовки) из различных металлов и их сплавов.
Известна машина непрерывного литья слитка в неподвижную изложницу (гильзу), используемая при литье цветных металлов (А.И.Майоров, А.С.Смоляков. «Машины радиального типа для стальных заготовок». Научное издание «60 лет научно-конструкторской и производственной деятельности ВНИИМЕТМАШ». М.: «Наука», 2005, с.374-380). Машина включает неподвижный водоохлаждаемый кристаллизатор с рабочей поверхностью для получения непрерывнолитой заготовки различной формы - круглой, квадратной или прямоугольной, и тянущие ролики, обеспечивающие постоянное вытягивание закристаллизовавшегося слитка из кристаллизатора. Для направления слитка на участок резки и транспортировки кристаллизатор выполняют изогнутым, с радиусом изгиба в несколько метров, что существенно увеличивает габариты машины. В результате слиток при кристаллизации принимает изогнутую форму и, в дальнейшем, его необходимо разгибать для придания ему прямолинейной формы. Недостатками машин такого типа являются: малая скорость литья, увеличенные габариты, невозможность получения слитка малого сечения.
Наиболее близким аналогом, принятым за прототип, является машина непрерывного литья роторного типа, включенная в линию литейно-прокатного агрегата для производства алюминиевой и медной катанки (А.Ю.Шевченко, В.А.Чеботарев, А.В.Самсонов, B.C.Каркушко, B.C.Морозов. «Литейно-прокатные агрегаты для производства алюминиевой и медной катанки». Журнал «Тяжелое машиностроение», 1997 г., №5. М.: Машиностроение, с.12-14). Машина содержит дозирующее устройство подачи жидкого металла, раму со стойками, литейное колесо с приводом вращения, кристаллизатор, состоящий из двух частей, одна из которых выполнена в виде жестко закрепленного на литейном колесе бандажа с выточкой, форма которой соответствует форме получаемого слитка, а вторая - выполнена в виде обтягивающей литейное колесо бесконечной стальной ленты, взаимодействующей с бандажом и перекрывающей его вытачку на участке заливки металла. Машина оснащена натяжным и прижимным роликами, удерживающими ленту, а также системой охлаждения. Недостатком таких машин является то, что обтягивающая колесо стальная лента имеет срок службы, ограниченный одной-двумя сменами, после чего ее необходимо менять, что требует значительных затрат времени (останавливается работа основного оборудования для установки предварительно сваренной в кольцо ленты). Кроме того, зона кристаллизации слитка, образованная выточкой бандажа и лентой, имеет постоянное сечение, не учитывающее усадку слитка, вследствие чего образуется усадочный зазор между стенками бандажа и затвердевшего слитка, в результате чего ухудшается интенсивность охлаждения слитка, снижается скорость охлаждения слитка, что приводит к снижению качества слитка. Использование такого кристаллизатора позволяет получать только слитки с плоской поверхностью, образуемой со стороны ленты, с ограниченной шириной (до 250 мм), поскольку при ширине выточки бандажа, превышающей 250 мм, натянутая на колесо лента прогибается и искажает форму слитка.
Техническим результатом изобретения является:
- увеличение срока непрерывной работы кристаллизатора, следовательно, повышение производительности и снижение эксплуатационных затрат;
- повышение качества слитка за счет устранения усадочного зазора, а также увеличения скорости охлаждения слитка;
- расширение номенклатуры непрерывнолитых слитков за счет получения слитков различной формы, включая круглые слитки, а также слитки, ширина которых превышает 250 мм.
Технический результат достигается тем, что машина непрерывного литья с роторным кристаллизатором, содержащая раму со стойками, дозирующее устройство, литейное колесо с приводом, кристаллизатор, выполненный из двух частей, одна из которых жестко закреплена на литейном колесе, а вторая установлена с возможностью взаимодействия с первой посредством механизма прижима, и систему охлаждения, снабжена роликами, смонтированными в нескольких размещенных по ходу слитка секциях, при этом каждый ролик выполнен самоустанавливающимся, с рабочей поверхностью, ширина которой меньше ширины слитка, вторая часть кристаллизатора выполнена в виде сегмента втулки с полостью для подачи охлаждающей воды, установленного в зоне кристаллизации слитка, механизм прижима выполнен в виде системы подпружиненных рычагов и установлен с возможностью поворота на оси, закрепленной в стойке рамы.
Изобретение иллюстрируется чертежами, на которых:
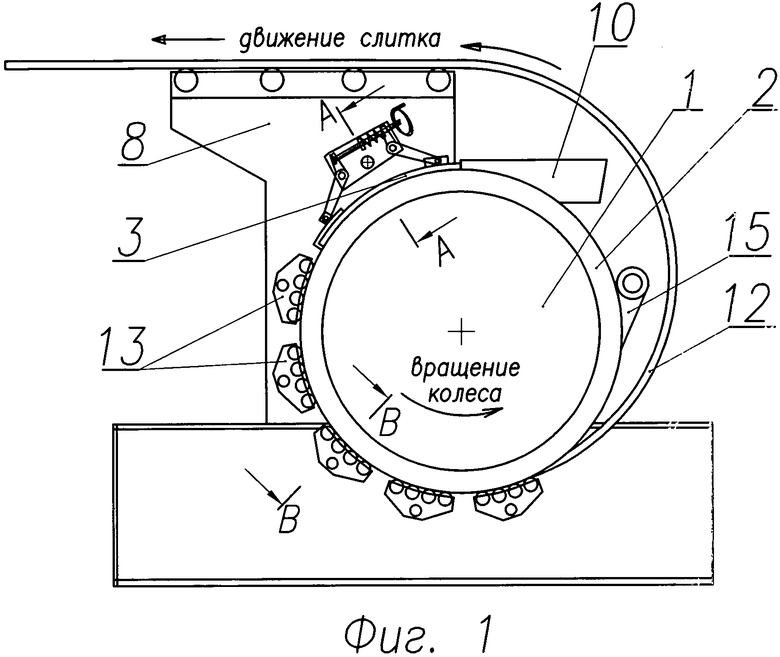
Фиг.1 - внешний вид машины со стороны заливки металла;
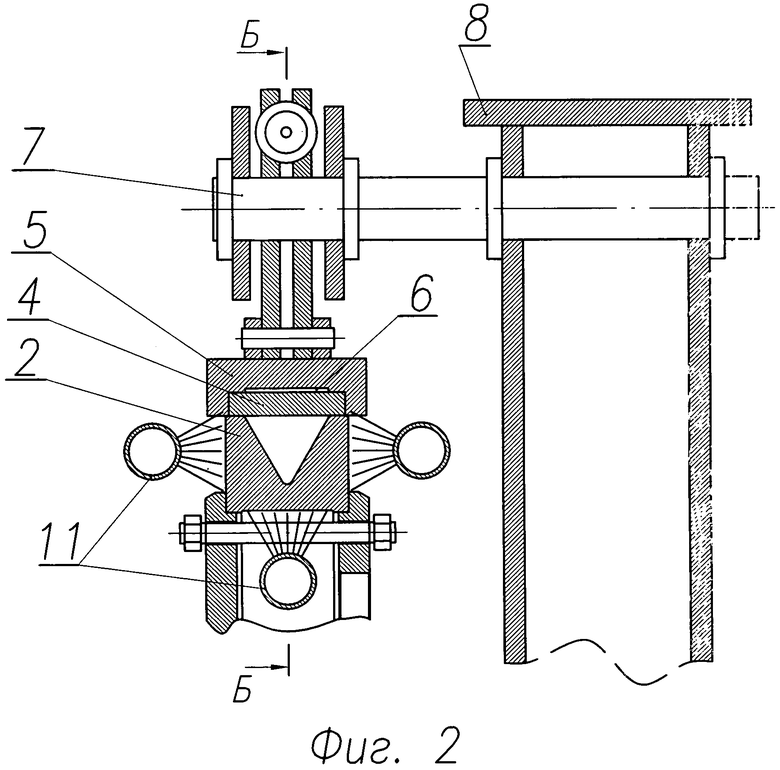
Фиг.2 - поперечный разрез А-А;
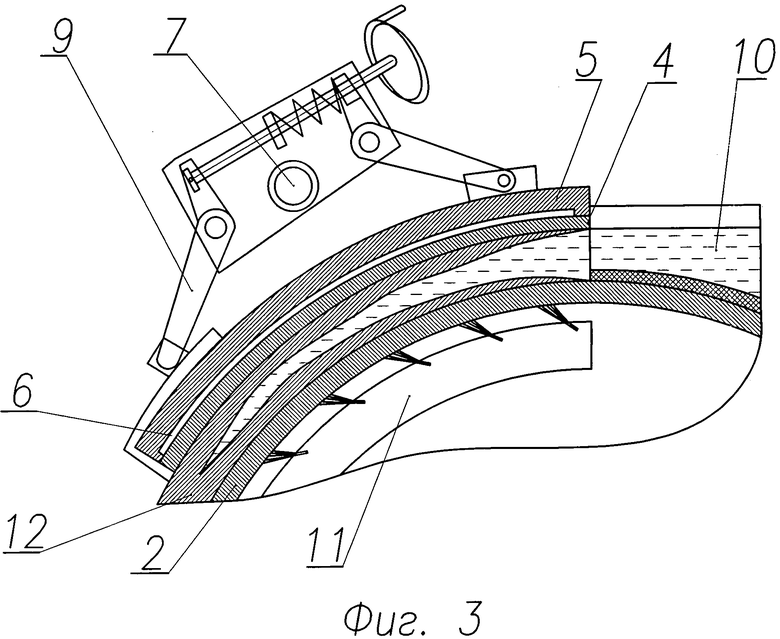
Фиг.3 - продольный разрез Б-Б;
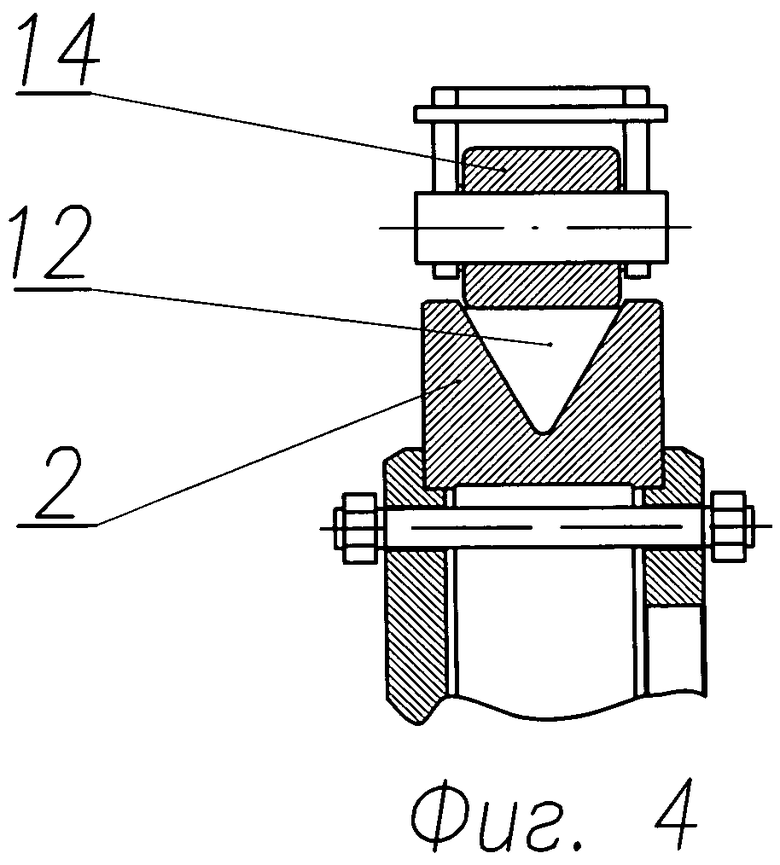
Фиг.4 - разрез В-В;
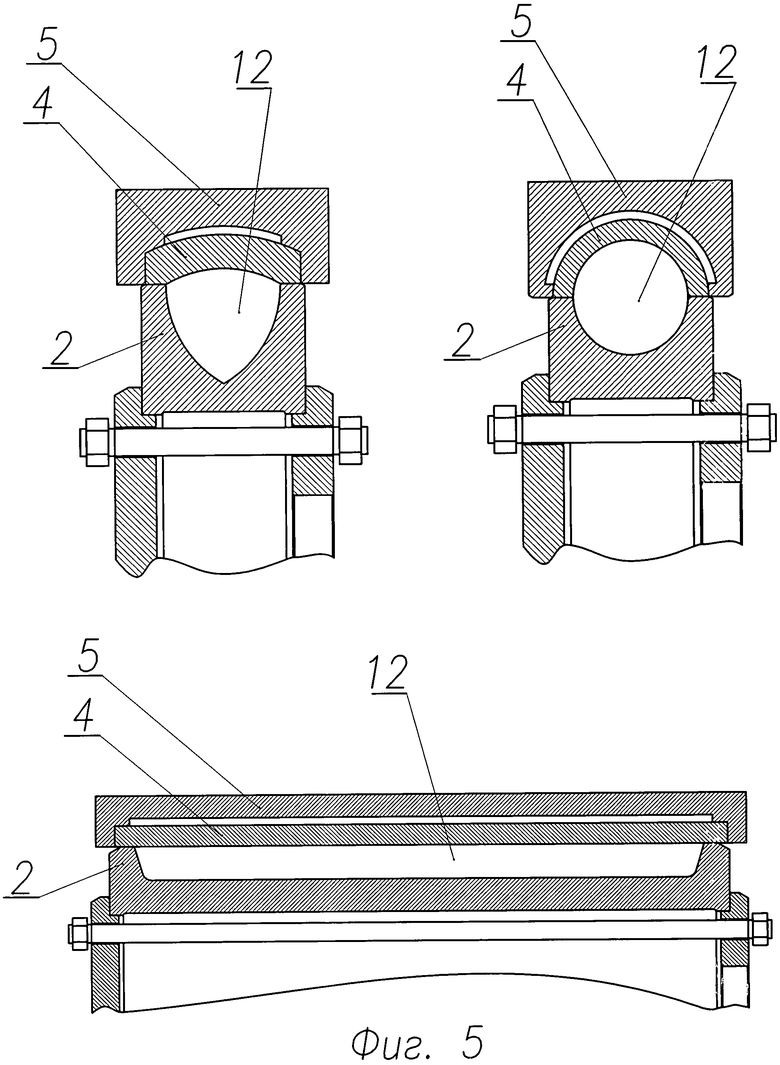
Фиг.5 - роторные кристаллизаторы с различной формой поперечного сечения для получения слитков выпуклой, круглой, широкой формы.
Основным рабочим элементом машины непрерывного литья с роторным кристаллизатором является вращающееся литейное колесо 1 с приводом, на котором закреплена часть кристаллизатора, выполненная в виде бандажа 2 с выточкой. Другая (вторая) часть 3 кристаллизатора выполнена в виде сегмента толстостенной втулки 4, изогнутой по радиусу бандажа 2, и корпуса 5, образующими полость 6 для подачи охлаждающей воды. Для самоустановки часть 3 установлена с возможностью поворота на неподвижной оси 7, закрепленной в отверстии стойки 8 рамы, и взаимодействует с бандажом 2 посредством механизма прижима, выполненным в виде системы подпружиненных рычагов 9. Жидкий металл заливается в зону кристаллизации из дозирующего устройства - желоба-дозатора 10. По мере вращения литейного колеса 1 и охлаждения бандажа 2 водой из коллекторов с форсунками 11 металл кристаллизуется, и после выхода закристаллизовавшегося слитка 12 из зоны кристаллизации для его удерживания в выточке бандажа 2 и дальнейшего охлаждения по ходу движения слитка 12 установлены смонтированные в секции 13 самоустанавливающиеся ролики 14. Для устранения усадочного зазора между закристаллизовавшимся слитком 12 и стенками бандажа 2 ролики 14 выполнены с рабочей поверхностью, ширина которой меньше ширины закристаллизовавшегося слитка 12, за счет чего обеспечивается надежное прижатие слитка 12 к стенкам бандажа 2. Бандаж 2 и секции 13 роликов 14 охлаждаются водой, поступающей к форсункам 11 коллектора охлаждения.
Работа машины непрерывного литья с роторным кристаллизатором заключается в следующем. Литейное колесо 1 с закрепленным на нем бандажом 2 постоянно вращается с небольшой скоростью, а прижатый к бандажу 2 рабочей поверхностью сегмент толстостенной втулки 4 с корпусом 5 скользит по бандажу 2. Жидкий металл подается по желобу-дозатору 10 в зону кристаллизации, образованную выточкой бандажа 2 и рабочей поверхностью сегмента толстостенной втулки 4. В полость 6 подается охлаждающая вода. Для устранения образующегося усадочного зазора между стенками бандажа 2 и кристаллизующегося слитка 12 зона кристаллизации выполняется с расширением в сторону заливки металла. Поступающий в зону кристаллизации металл, кристаллизуясь, продвигается вместе с бандажом 2 и скользит соответствующей стороной слитка 12 по рабочей поверхности сегмента втулки 4. После выхода из зоны кристаллизации слиток 12 проходит расстояние, приблизительно равное половине длины окружности литейного колеса 1, удерживаясь роликами 14 в выточке бандажа 2, затем отгибается ножом 15 и по рольгангу стойки 8 поступает на дальнейшую обработку (Фиг.1-4).
Для получения слитков различной формы машина непрерывного литья с роторным кристаллизатором содержит кристаллизаторы, позволяющие производить, в том числе круглые слитки, а также слитки, ширина которых превышает 250 мм (Фиг.5).
Машина непрерывного литья с роторным кристаллизатором имеет небольшие габаритные размеры и вес, а сокращение количества простоев, связанных с заменой изношенных частей кристаллизатора, позволяет значительно увеличить продолжительность непрерывной работы и повысить ее производительность.
Также повышается качество непрерывнолитых слитков за счет устранения усадочного зазора, расширяется их номенклатура за счет возможности получения слитков различной формы, вплоть до получения круглого слитка или непрерывнолитых широких полос и листов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СОВМЕЩЕННОГО НЕПРЕРЫВНОГО ЛИТЬЯ И ПРОКАТКИ МЕДИ И ЕЕ СПЛАВОВ | 1995 |
|
RU2089334C1 |
| ЛИТЕЙНО-ПРОКАТНЫЙ АГРЕГАТ | 1995 |
|
RU2089335C1 |
| Кристаллизатор машин непрерывного литья роторного типа | 1975 |
|
SU550225A1 |
| КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВКИ | 2019 |
|
RU2712683C1 |
| МАШИНА БЕССЛИТКОВОЙ ПРОКАТКИ АЛЮМИНИЕВОГО ЛИСТА | 2014 |
|
RU2567943C2 |
| РОТОРНЫЙ КАТАЛИЗАТОР ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯМЕТАЛЛОВ | 1970 |
|
SU288235A1 |
| СПОСОБ ПРОИЗВОДСТВА НЕПРЕРЫВНО-ЛИТЫХ ЗАГОТОВОК НА МАШИНЕ НЕПРЕРЫВНОГО ЛИТЬЯ (МНЛЗ) КРИВОЛИНЕЙНОГО ТИПА | 2008 |
|
RU2427443C2 |
| Установка непрерывной разливки металлов | 1969 |
|
SU344688A1 |
| ЛИТЕЙНАЯ РОТОРНАЯ МАШИНА ДЛЯ ПОЛУЧЕНИЯ МЕДНОЙ ЗАГОТОВКИ | 2014 |
|
RU2574915C2 |
| СПОСОБ МЯГКОГО ОБЖАТИЯ НЕПРЕРЫВНОЛИТОЙ ЗАГОТОВКИ | 2014 |
|
RU2564192C1 |
Изобретение относится к области металлургии и может быть использовано для получения слитков различной формы, включая круглые слитки, а также слитков, ширина которых превышает 250 мм. Машина непрерывного литья содержит раму со стойками 8, желоб-дозатор 10, вращающееся литейное колесо 1, кристаллизатор, выполненный в виде жестко закрепленного на литейном колесе 1 бандажа 2 и взаимодействующего с ним сегмента втулки 4 с корпусом 5 и полостью 6 для подачи охлаждающей воды. Механизм прижима сегмента втулки к бандажу выполнен в виде системы подпружиненных рычагов 9 и установлен с возможностью поворота на оси 7, закрепленной в стойке 8 рамы. Жидкий металл подается дозирующим устройством 10 в зону кристаллизации, образованную бандажом 2 литейного колеса 1, и сегментом втулки 4. После выхода из зоны кристаллизации слиток 12 удерживается в выточке бандажа 2 самоустанавливающимися роликами 14, затем отгибается ножом 15 и по рольгангу стойки 8 поступает на дальнейшую обработку. Для устранения усадочного зазора ролики имеют ширину рабочей поверхности, меньшую, чем ширина слитка. Обеспечивается повышение качества слитка. 5 ил.
Машина непрерывного литья с роторным кристаллизатором, содержащая раму со стойками, дозирующее устройство, литейное колесо с приводом, кристаллизатор, выполненный из двух частей, одна из которых жестко закреплена на литейном колесе, а вторая установлена с возможностью взаимодействия с первой частью посредством механизма прижима, и систему охлаждения, отличающаяся тем, что она снабжена роликами, смонтированными в нескольких секциях, размещенных по ходу слитка, при этом каждый ролик выполнен самоустанавливающимся, с рабочей поверхностью, ширина которой меньше ширины слитка, а вторая часть кристаллизатора выполнена в виде установленного в зоне кристаллизации слитка сегмента втулки и корпуса с полостью для подачи охлаждающей воды, при этом механизм прижима выполнен в виде системы подпружиненных рычагов и установлен с возможностью поворота на оси, закрепленной в стойке рамы.
| Установка непрерывного литья | 1980 |
|
SU908493A1 |
| Устройство для литья лент из цветных металлов и сплавов | 1990 |
|
SU1759537A1 |
| Затравка установки непрерывного литья | 1982 |
|
SU1016049A1 |
| WO 9803287A1, 29.01.1998 | |||
| US 1891813A, 20.12.1932 | |||

