Изобретение относится к металлургии и может быть использовано на заводах обработки цветных металлов для производства лент из цветных металлов и сплавов.
Известен кристаллизатор для получения лент из алюминия и свинцово-сурьмя- ных сплавов с подачей расплава сверху в горизонтально расположенные водоохлаж- даемые валки, имеющие реборды.
Известна машина роторного типа для непрерывного литья цветных металлов и сплавов, содержащая литейное колесо с желобом, бесконечную металлическую ленту, направляющий ролик с кольцевой канавкой, натяжной ролик и ороситель.
Валковый кристаллизатор имеет такой существенный недостаток, как короткая зона охлаждения жидкого металла, определяемая длиной дуги захвата полосы валками, чем и объясняется его низкая производительность, а также значительное развитие
ликвационных процессов в кристаллизующемся металле.
Недостатком машины роторного типа также является протекание ликвационных процессов при кристаллизации жидкого металла, обусловленных необходимостью образования затвердевшей механической прочной корки с прослойкой жидкого металла в середине отливки уже в пространстве между литейным колесом, бесконечной лентой и направляющим роликом. Это оказывает решающее влияние не производительность литейной машины.
Ликвация приводит к неоднородности состава сплава по толщине отливаемой заготовки как по содержанию компонентов, так и по кристаллическому строению в ее поперечном сечении. Следствием этого является снижение механических свойств литой заготовки, которое проявляется в конечном итоге в готовой продукции.
-ч ся
ел ы
XJ
Цель изобретения - улучшение качества лент из цветных металлов и сплавов за счет повышения их механических свойств и производительности устройства для литья лент.
Для этого жидкий металл формируется водоохлаждаемыми валками и затвердевает в криволинейном кристаллизаторе, обра- зованном поверхностью одного из водоохлаждэемых валков и двумя медными водоохлаждаемыми сегментами, суммарная длина которых обеспечивает высокую производительность кристаллизатора. Сравнительно высокая скорость затвердевания металла в криволинейном кристаллизаторе до минимума снижает протекание ликвационных процессов и создает условия для формирования практически одинаковой кристаллической структуры по всему поперечному сечению ленты, вследствие чего механические свойства.металла повышаются.
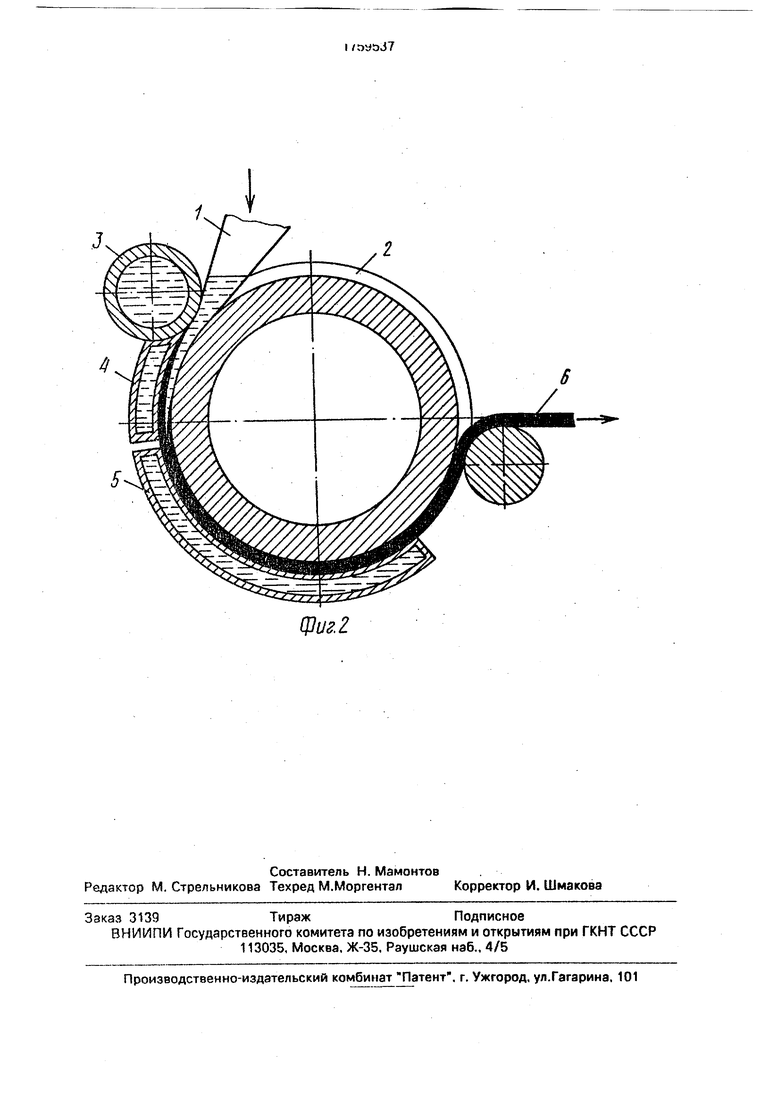
На фиг.1 представлено устройство для литья лент, поперечный разрез.
К валковому кристаллизатору жидкий металл подводится с помощью дозатора 1, один валок кристаллизатора имеет больший диаметр, например 800 мм, и реборды 2, диаметр меньшего с гладкой поверхностью валка 3 составляет 0,375 от диаметра большего. Расстояние между осями валков по горизонтали составляет 1,5-1,6 диаметра меньшего валка. Устройство содержит также основной криволинейный кристаллизатор в виде неподвижного охлаждаемого сегмента 4 длиной, равной диаметру меньшего валка, примыкающий своим торцом к поверхности меньшего валка и своей плоскостью к поверхности большего валка, дополнительный сегментообразный кристаллизатор 5 длиной, равной диаметру большего валка, отстоящий от основного сегментообраэного кристаллизатора на 0,01-0,02 диаметра большего валка, повторяющий своим контуром поверхность большего валка и установленный с возможностью колебаний в осевом направлении ленты с регулированием их амплитуды и частоты. Металлическая лента 6 с помощью тянущих роликов 7 направляется через гильотинные ножницы 8 к моталке 9.
Устройство для литья лент работает следующим образом (фиг.2).
Расплавленный металл, перегретый несколько выше температуры плавления, поступает в дозатор 1,с помощью которого
подводится к валкам, где струя формируется соответственно расстоянию между ребордами и их высотой. В валковом кристаллизаторе температура металла снижается до
значения, соответствующего началу кристаллизации. Продолжение кристаллизации жидкого металла обуславливается отводом тепла в основной неподвижный кристаллизатор, где наряду с затвердевшим металлом
0 в середине ленты имеется тонкая прослойка жидкости. В дополнительном сегментооб- разном кристаллизаторе 5 происходит окончательное затвердевание металла и его последующее охлаждение. Водоохлаждае5 мый сегмент дополнительного кристаллизатора совершает колебательные движения по продольной оси ленты с регулируемой амплитудой и частотой колебаний, что снижает силу трения ленты о стенку кристаллизатора
0 и соответственно усилие вытягивания ленты, исключает ее разрыв и нестабильность процесса литья.
Производительность устройства для литья лент благодаря большой длине зоны
5 охлаждения металла составляет 10 т/ч.
Тянущие ролики создают натяжение ленты 6, под воздействием которого происходит ее правка. На гильотинных ножницах 8 производится обрезка неровных концов лен0 ты и разделение одного отрезка от другого
при формировании рулонов на моталке 9.
Формула изобретения
1.Устройство для литья лент из цветных металлов и сплавов, содержащее валковый
5 кристаллизатор с охлаждаемыми валками большего и меньшего диаметров и основной кристаллизатор в виде охлаждаемого сегмента, примыкающего к валку большего диаметра, отличающееся тем, что, с
0 целью повышения качества лент за счет улучшения их механических свойств и производительности, оно снабжено дополнительным сегментообрззным кристаллизатором, соотношение диаметров валков составляет
5 1:0,375, длина основного кристаллизатора равна диаметру меньшего валка, а длина дополнительного кристаллизатора - диаметру большего палка, при этом дополнительный кристаллизатор установлен с
0 возможностью колебаний в направлении движения ленты.
2.Устройство по п, 1, о т л и ч а ю щ е е- с я тем, что дополнительный кристаллизатор установлен с возможностью регулиро5 вания амплитуды колебаний.
cr
ГО
Г±Lo
5
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ЛИТЬЯ ТРУБ | 1992 |
|
RU2006339C1 |
| ЛИТЕЙНО-ПРОКАТНЫЙ АГРЕГАТ ДЛЯ ПРОИЗВОДСТВА ЛИСТОВОЙ ХОЛОДНОКАТАНОЙ ПРОДУКЦИИ ИЗ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 2011 |
|
RU2466808C1 |
| УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ И ПРЕССОВАНИЯ МЕТАЛЛА | 1995 |
|
RU2100136C1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВОЙ ХОЛОДНОКАТАНОЙ ПРОДУКЦИИ ИЗ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 2011 |
|
RU2465081C1 |
| УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ И ПРЕССОВАНИЯ ЦВЕТНЫХ МЕТАЛЛОВ И СПЛАВОВ | 2014 |
|
RU2556264C1 |
| УНИВЕРСАЛЬНЫЙ ЛИТЕЙНО-ПРОКАТНЫЙ СТАН | 2000 |
|
RU2217247C2 |
| СПОСОБ И УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ | 2006 |
|
RU2393034C2 |
| УНИВЕРСАЛЬНЫЙ МОДУЛЬ ПРОИЗВОДСТВА МЕТАЛЛОПРОКАТА И ИЗДЕЛИЙ | 2000 |
|
RU2252829C2 |
| ЛИТЕЙНО-ПРОКАТНЫЙ АГРЕГАТ ДЛЯ ПРОИЗВОДСТВА ЛИСТОВОЙ ГОРЯЧЕКАТАНОЙ ПРОДУКЦИИ ИЗ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 2011 |
|
RU2466807C1 |
| ЛИТЕЙНО-ПРОКАТНЫЙ АГРЕГАТ | 1995 |
|
RU2089335C1 |

Сущность: устройство содержит валко- вый кристаллизатор с охлаждаемыми валками разных диаметров и основной кристаллизатор в виде охлаждаемого сегмента, примыкающего к валку большего диаметра. Оно снабжено дополнительным сег- ментообразным кристаллизатором, соотношение диаметров валков составляет 1:0,375. Длина основного кристаллизатора равна диаметру меньшего валка, а длина дополнительного кристаллизатора - диаметру большего валка. При этом дополнительный кристаллизатор установлен с возможностью колебаний в осевом направлении полосы с регулированием амплитуды колебаний. 2 з.п, ф-лы, 2 ил.
фиг. 2
| 0 |
|
SU177395A1 | |
| кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Приводный механизм в судовой турбинной установке с зубчатой передачей | 1925 |
|
SU1965A1 |
