имеющими углы подъема соответственно Wy и W,
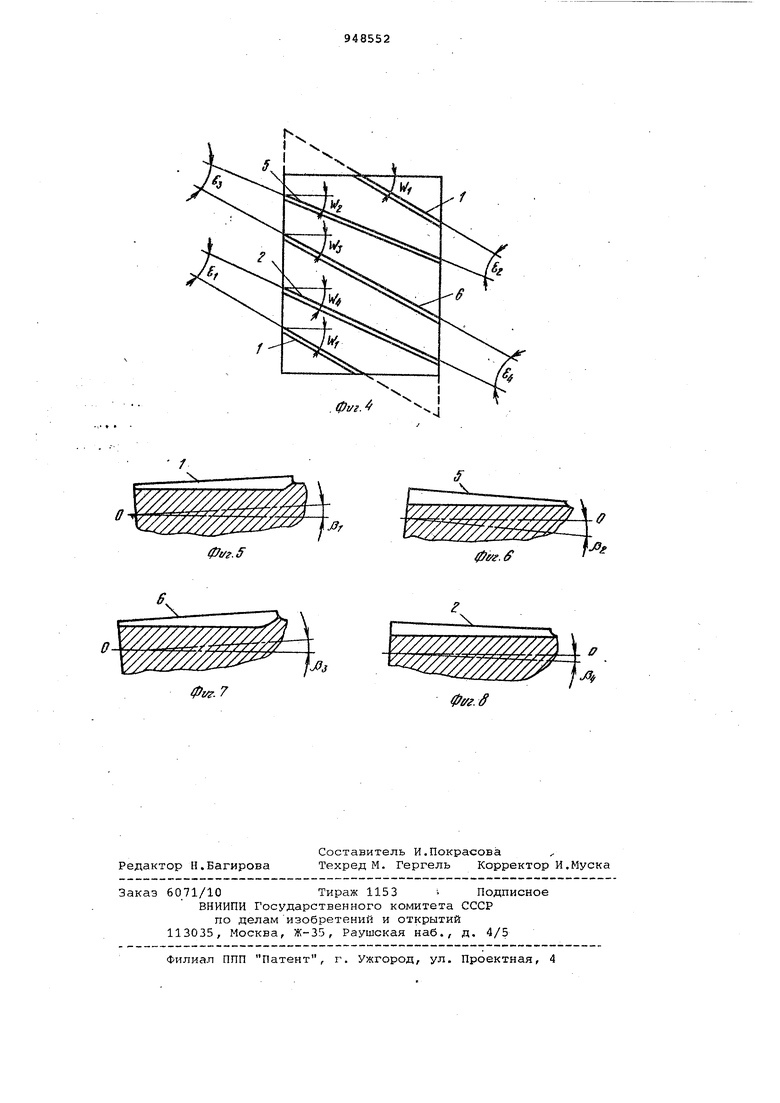
Фрезерование производится одноугловой фрезой 3 с углом проф11пя Р (фиг.1), фрезеруемую заготовку 4 наклоняют под углом к плоскости стола станка, т.е, таким образом, чтобы торец заготоЕКи был ниже ее хвостовика.
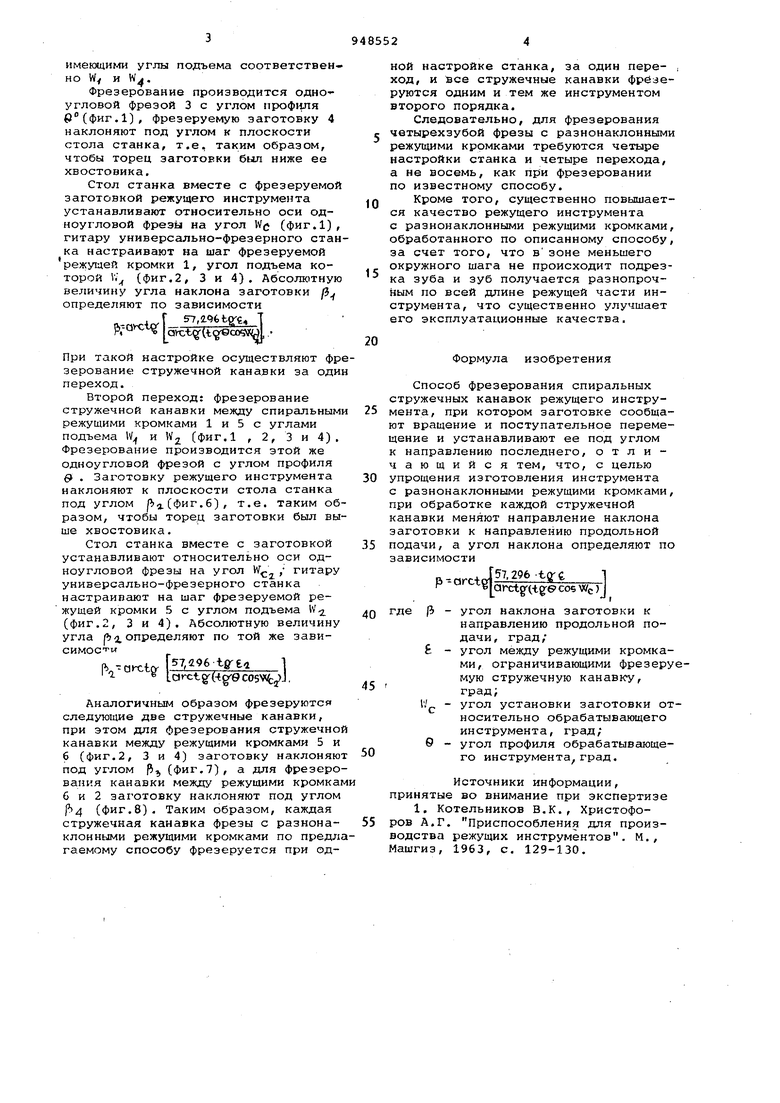
Стол станка вместе с фрезеруемой заготовкой режущего инструмента устанавливают относительно оси одноугловой фрезы на угол W(j (фиг.1), гитару универсально-фрезерного станка настраивают на шаг фрезеруемой режущей кромки 1, угол подъема которой v; (фиг.2, 3 и 4) . Абсолк1тную величину угла наклона заготовки определяют по зависимости
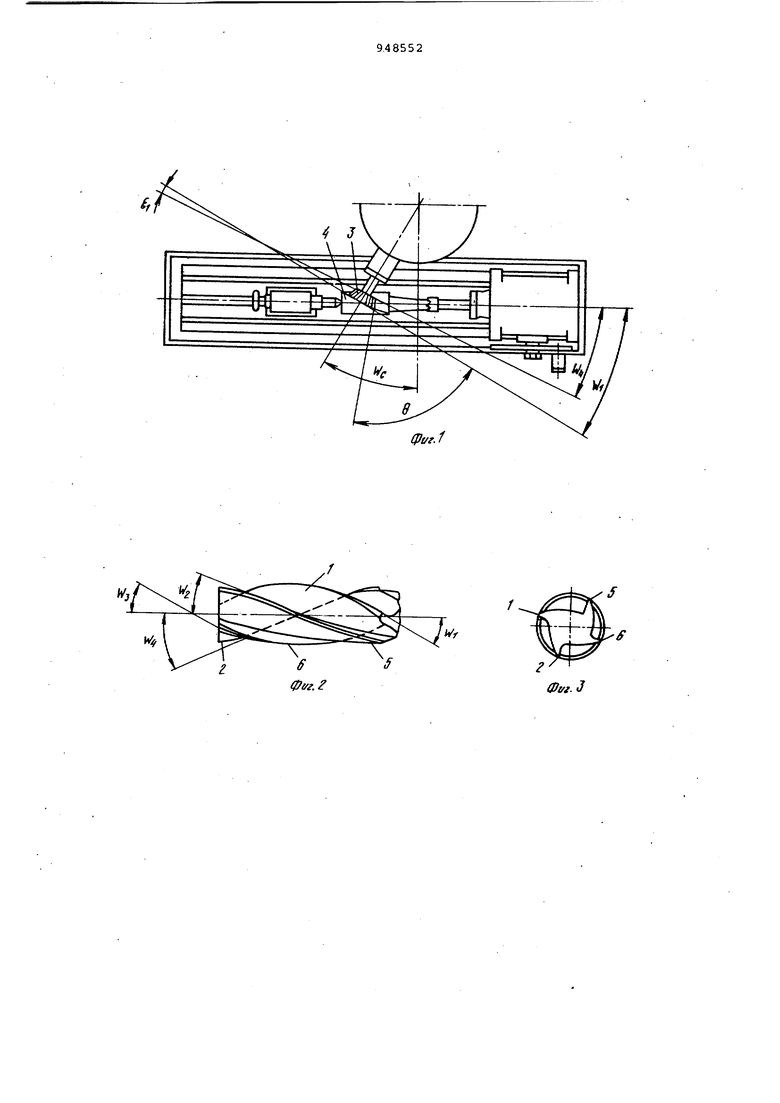
6--ак:1 - Г р, urvMg lavct(t(grGa«i w|.При такой настройке осуществляют фре зерование стружечной канавки за один переход. Второй переход: фрезерование стружечной канавки между спиральными режущими кромками 1 и 5 с углами подъема W и W (фиг.1 , 2, 3 и 4). Фрезерование производится этой же одноугловой фрезой с углом профиля . Заготовку режущего инструмента наклоняют к плоскости стола станка под углом Рэ.(фиг.б), т.е. таким образом, чтобы торец заготовки был выше хвостовика. Стол станка вместе с заготовкой устанавливают относительно оси , гитару ноугловой фрезы на угол универсально-фрезерного станка настраивают на шаг фрезеруемой режущей кромки 5 с углом подъема W. (фиг.2, 3 и 4). Абсолютную величину угла |Ъ i определяют по той же завиСИМОСfb . H g96 t6-ia LcJrctgr(4gr0 ) Аналогичным образом фрезеруются следующие две стружечные канавки, при этом для фрезерования стружечной канавки между режущими кромками 5 и 6 (фиг.2, 3 и 4) заготовку наклоняют под углом р,, (фиг,7), а для фрезерования канавки между режущими кромкам б и 2 заготовку наклоняют под углом f)4 (фиг.8). Таким образом, каждая стружечная канавка фрезы с разнонаклонными режущими кромками по предла гаемому способу фрезеруется при одной настройке станка, за один переход, и все стружечные канавки фрезеруются одним и тем же инструментом второго порядка.
Следовательно, для фрезерования четырехзубой фрезы с разнонаклонными режущими кромками требуются четыре настройки станка и четыре перехода, а не восемь, как при фрезеровании по известному способу.
Кроме того, существенно повышается качество режущего инструмента с разнонаклонными режущими кромками обработанного по описанному способу за счет того, что в зоне меньшего окружного шага не происходит подрезка зуба и зуб получается разнопрочным по всей длине режущей части инструмента, что существенно улучшает его эксплуатационные качества. Формула изобретения Способ фрезерования спиральных стружечных канавок режущего инструмента, при котором заготовке сообщают вращение и поступательное перемещение и устанавливают ее под углом к направлению последнего, отличающийся тем, что, с целью упрощения изготовления инструмента с разнонаклонными режущими кромками, при обработке каждой стружечной канавки меняют направление наклона заготовки к направлению продольной подачи, а угол наклона определяют по зависимости p-«-tJia j,i|i arctgr(tg6coeWc) где (5 угол наклона заготовки к направлению продольной подачи, град; угол между режущими кромками, ограничивающими фрезеруемую стружечную канав, град; угол установки заготовки относительно обрабатывающего инструмента, град; угол профиля обрабатывающего инструмента, град. Источники информации, принятые во внимание при экспертизе 1. Котельников В.К., Христофоров А.Г. Приспособления для производства режущих инструментов. М., Машгиз, 1963, с. 129-130.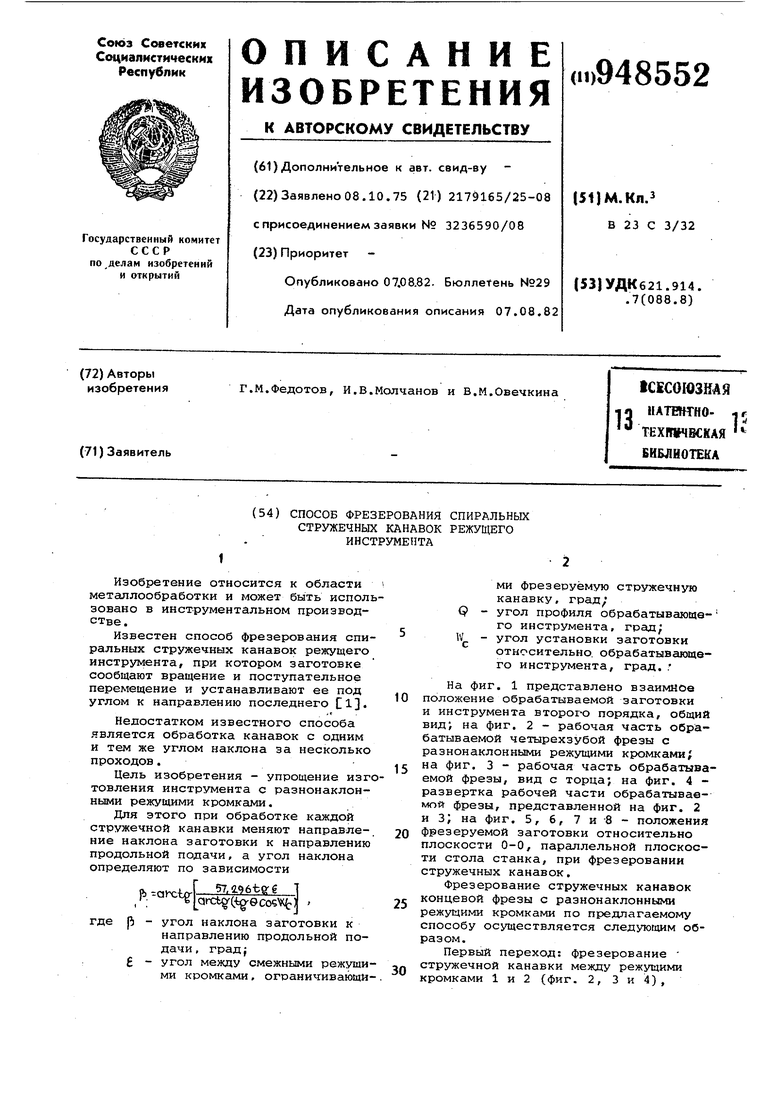
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НАРЕЗАНИЯ ЗУБЬЕВ НА БОКОВОЙ ПОВЕРХНОСТИ ДЕТАЛИ | 2001 |
|
RU2200076C2 |
| СПОСОБ ОБРАБОТКИ РЕЖУЩЕЙ ЧАСТИ ФРЕЗ | 2006 |
|
RU2319583C1 |
| МОДУЛЬНЫЙ СВЕРЛИЛЬНЫЙ ИНСТРУМЕНТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2446918C2 |
| Зубофрезерный станок | 1985 |
|
SU1255316A1 |
| Стоматологическая фреза и способ фрезерования при изготовлении стоматологических комплектующих | 2013 |
|
RU2669983C1 |
| СПОСОБ ФРЕЗЕРОВАНИЯ ДЕТАЛЕЙ | 2004 |
|
RU2355516C2 |
| Способ торцевого фрезерования | 1936 |
|
SU52250A1 |
| СПОСОБ ФРЕЗЕРОВАНИЯ ВИНТОВЫХ КАНАВОК С ПЕРЕМЕННЫМ ШАГОМ И РАДИУСОМ ПРОФИЛЯ | 2009 |
|
RU2429950C2 |
| Шлицевая протяжка | 1982 |
|
SU1202760A1 |
| Способ фрезерования винтовых зубьев концевых фрез | 1973 |
|
SU542592A1 |
фуг.
0tft.3
Фг/г.5
//////////Т: {
1 -ОО-С
ffe.ff
т
фуг.&
