Область техники, к которой относится изобретение
Настоящее изобретение относится к способу изготовления скрепленного сплавлением, листового изделия, которое включает в себя герметично скрепленные краевые части, образованные посредством скрепления краевых частей множества листов сплавлением в состоянии, в котором краевые части листов наложены друг на друга.
Предшествующий уровень техники
В обычных технологических процессах изготовления поглощающих изделий, таких как подгузники одноразового использования или гигиенические прокладки, устройства с нагретыми валиками, как правило, используются для соединения наложенных друг на друга листов. Другой известный способ соединения состоит в выполнении соединения посредством использования лазерного луча. Например, в патентном источнике 1 описан способ, включающий: перемещение листового ламината, в котором множество листов ламинированы, при одновременном деформировании листового ламината с приданием ему формы, соответствующей форме периферийной поверхности вращающегося валика, имеющего часть для пропускания лазерного луча на периферийной поверхности, и одновременное облучение листового ламината лазерным лучом из внутреннего пространства вращающегося валика, и, таким образом, скрепление листов в листовом ламинате сплавлением.
Кроме того, в патентном источнике 2 описано изготовление упаковочного пакета, имеющего герметично скрепленные краевые части, образованные посредством скрепления элемента, расположенного с передней стороны, и элемента, расположенного с задней стороны, сплавлением, при котором длинный пленочный ламинат, в котором пленка элемента, расположенного с передней стороны, и пленка элемента, расположенного с задней стороны, ламинированы, облучают лазерным лучом и разрезают и разделяют (расплавляют и разрезают) на множество кусков, и одновременно две пленки в расплавленной/разрезанной части скрепляют сплавлением, чтобы образовать тем самым герметично скрепленные краевые части. Следует отметить, что в патентном источнике 2 не упоминается, каким образом осуществляется фиксация пленочного ламината при облучении пленочного ламината лазерным лучом; то, что предлагается в патентном источнике 2, - это способ облучения лазерным лучом пленочного ламината, который находится в незафиксированном, свободном состоянии, и разрезания и разделения (расплавления и резки) пленочного ламината.
Кроме того, в патентном источнике 3 описан способ наложения множества металлических сетчатых пластин друг на друга и в состоянии, в котором металлические сетчатые пластины удерживаются в плотном контакте посредством использования зажимного устройства, облучения незажатой части (траектории разрезания) в металлических сетчатых пластинах лазерным лучом и, таким образом, разрезания всех листов вместе для образования металлической ячеистой ткани, и одновременного сваривания вместе поверхности разреза, образованной в металлической ячеистой ткани, лазерным лучом.
Перечень ссылок
Патентная литература
Патентный литературный источник 1: JP 2010-188629 A
Патентный литературный источник 2: JP 63-64732 A
Патентный литературный источник 3: JP 64-48690 A
КРАТКОЕ ИЗЛОЖЕНИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
Техническая проблема
Скрепленное сплавлением листовое изделие, образованное посредством скрепления множества листов сплавлением в состоянии, когда они наложены друг на друга, должно иметь прочность соединения, полученного сплавлением, которая достаточна для практического использования так, чтобы множество листов, которые скреплены вместе сплавлением в частях, скрепленных сплавлением, не отделялись друг от друга во время обычного использования. Однако скрепленные сплавлением листовые изделия, полученные путем использования способов, описанных в патентных источниках 2 и 3, - в которых расплавление/разрезание и сварка выполняются одновременно, - имеют недостаточную прочность соединения, полученного сплавлением, между листами в частях, скрепленных сплавлением, и образованных посредством облучения лазерным лучом (то есть в герметично скрепленных краевых частях, образованных посредством скрепления краевых частей листов сплавлением в состоянии, в котором краевые части листов наложены друг на друга). Таким образом, существует возможность того, что части, скрепленные сплавлением, могут разорваться, и множество листов могут отделиться друг от друга во время обычного использования. Кроме того, в тех случаях, когда скрепленное сплавлением листовое изделие используется, например, для изготовления изделий (гигиенических изделий), таких как поглощающие изделия, которые используются в контакте с кожей, части, скрепленные сплавлением, должны быть мягкими и иметь приятную текстуру. Однако в патентном источнике 2 и патентном источнике 3 не описаны подобные требования/характеристики или специфические средства для удовлетворения данных требований.
Решение проблемы
В соответствии с настоящим изобретением (первым изобретением) разработан способ изготовления скрепленного сплавлением листового изделия, которое включает в себя герметично скрепленные краевые части, образованные посредством скрепления краевых частей множества листов сплавлением в состоянии, в котором краевые части листов наложены друг на друга, в котором: по меньшей мере, один лист из множества листов включает в себя полимерный материал; и способ изготовления включает этап образования герметично скрепленных краевых частей посредством обеспечения прилегания одной поверхности лентообразного листового ламината, в котором множество листов ламинированы, к опорному элементу, который имеет часть для прохождения света, через которую может проходить лазерный луч, и облучения - со стороны опорного элемента посредством части для прохождения света - лентообразного листового ламината, который находится в сдавленном состоянии, лазерным лучом, имеющим длину волны, которая поглощается листами, образующими листовой ламинат, и которая вызывает выделение тепла листами, и, таким образом, разрезания и разделения лентообразного листового ламината, и одновременного скрепления разрезанных краевых частей сплавлением, при этом указанные разрезанные краевые части образованы посредством разрезания/разделения в множестве листов, которые находятся в сдавленном состоянии.
В соответствии с настоящим изобретением (первым изобретением) также разработано скрепленное сплавлением листовое изделие, изготовленное вышеупомянутым способом изготовления, в котором: в сечении вдоль направления, ортогонального к направлению, в котором простираются герметично скрепленные краевые части, наружный край каждой из герметично скрепленных краевых частей, образованных посредством разрезания/разделения, имеет дугообразную форму, которая выступает по направлению к внутренней стороне скрепленного сплавлением листового изделия; скрепленная сплавлением часть, в которой листы, образующие скрепленное сплавлением листовое изделие, скреплены сплавлением, образована так, что скрепленная сплавлением часть включает в себя наружный край герметично скрепленной краевой части и расположена внутри скрепленного сплавлением листового изделия по отношению к наружному краю, и в направлении толщины скрепленного сплавлением листового изделия ширина части, скрепленной сплавлением, больше на ее центральном участке, чем на ее обоих концевых участках.
В соответствии с настоящим изобретением (первым изобретением) также разработан способ изготовления поглощающего изделия, при этом способ включает этап изготовления скрепленного сплавлением листового изделия вышеупомянутым способом изготовления.
В соответствии с настоящим изобретением (вторым изобретением) также разработан способ изготовления скрепленного сплавлением листового изделия, в котором в соответствии с первым изобретением: множество скрепляемых сплавлением листовых изделий изготавливают непрерывно; и этап образования герметично скрепленных краевых частей включает: этап начального удерживания, на котором листовой ламинат размещают на наружной поверхности опорного элемента, который перемещается в заданном направлении, и удерживают листовой ламинат в сдавленном состоянии на наружной поверхности опорного элемента; этап облучения, на котором листовой ламинат, который удерживают в сдавленном состоянии на наружной поверхности опорного элемента, облучают лазерным лучом со стороны внутренней поверхности опорного элемента посредством части для прохождения света, и, таким образом, листовой ламинат разрезают и разделяют, и этап последующего удерживания, на котором после завершения облучения лазерным лучом разрезанный/разделенный листовой ламинат удерживают на наружной поверхности опорного элемента при одновременном сохранении сдавленного состояния.
В соответствии с настоящим изобретением (вторым изобретением) также разработано устройство для изготовления скрепленных сплавлением листовых изделий, которое обеспечивает непрерывное изготовление множества скрепленных сплавлением листовых изделий, каждое из которых имеет герметично скрепленные краевые части, посредством облучения лазерным лучом лентообразного листового ламината, в котором множество листов ламинированы, и разрезания и разделения листового ламината, и скрепления разрезанных краевых частей сплавлением, при этом указанные разрезанные краевые части образованы посредством разрезания/разделения во множестве листов, при этом устройство для изготовления включает в себя: опорный элемент, который перемещается в заданном направлении в состоянии, в котором листовой ламинат расположен на наружной поверхности опорного элемента, и который имеет часть для прохождения света, через которую может проходить лазерный луч; облучающую головку, которая расположена со стороны внутренней поверхности опорного элемента и которая излучает лазерный луч по направлению к опорному элементу; и средство для приложения давления, которое обеспечивает приложение давления со стороны, противоположной по отношению к опорному элементу, к листовому ламинату, который расположен на наружной поверхности опорного элемента, при этом опорный элемент включает в себя зону начального удерживания, используемую для удерживания листового ламината перед его облучением лазерным лучом, зону удерживания, используемую для удерживания листового ламината во время облучения лазерным лучом, и зону последующего удерживания, используемую для удерживания листового ламината после его облучения лазерным лучом.
Предпочтительные эффекты изобретения
Способ изготовления скрепленного сплавлением листового изделия по настоящему изобретению обеспечивает получение скрепленного сплавлением листового изделия, которое имеет прочность соединения, полученного сплавлением, которая достаточна для практического использования, и в котором его герметично скрепленные краевые части являются мягкими и имеют приятную текстуру. Кроме того, способ изготовления поглощающего изделия по настоящему изобретению обеспечивает получение поглощающего изделия, которое включает в себя скрепленное сплавлением листовое изделие, имеющее вышеупомянутые преимущества, и которое является мягким для кожи носителя. Кроме того, при использовании устройства по настоящему изобретению, предназначенного для изготовления скрепленных сплавлением листовых изделий, подобные пригодные скрепленные сплавлением листовые изделия могут быть изготовлены эффективным образом при сравнительно компактной конфигурации устройства.
Краткое описание чертежей
[Фиг. 1] Фиг. 1 представляет собой схематическое изображение в перспективе одного примера способа изготовления натягиваемых подгузников одноразового использования посредством использования лазерного соединяющего устройства, который представляет собой один вариант осуществления способа изготовления поглощающего изделия по настоящему изобретению (первое изобретение).
[Фиг. 2] Фиг. 2 представляет собой вид в перспективе, схематически иллюстрирующий натягиваемый подгузник одноразового использования, изготовленный посредством выполнения способа изготовления, проиллюстрированного на Фиг. 1.
[Фиг. 3] Фиг. 3 представляет собой сечение, схематически иллюстрирующее сечение, выполненное по линии I-I на Фиг. 2.
[Фиг. 4] Фиг. 4 представляет собой вид в перспективе, схематически иллюстрирующий этапы изготовления непрерывной ленты подгузников (лентообразного листового ламината), проиллюстрированной (проиллюстрированного) на Фиг. 1.
[Фиг. 5] Фиг. 5 показывает схематические изображения, схематически иллюстрирующие состояние, в котором непрерывную ленту подгузников (лентообразный листовой ламинат) вводят в лазерное соединяющее устройство, проиллюстрированное на Фиг. 1, при этом Фиг. 5(а) представляет собой вид сверху, на котором прижимной элемент показан с частичным вырывом, и Фиг. 5(b) представляет собой сечение, выполненное по линии II-II на Фиг. 5(а).
[Фиг. 6] Фиг. 6(а)-6(с) представляют собой поясняющие схематические изображения, каждое из которых поясняет, каким образом непрерывную ленту подгузников (лентообразный листовой ламинат) разрезают и разделяют, и одновременно части, представляющие собой боковые швы, (герметично скрепленные краевые части) образуют посредством использования лазерного соединяющего устройства, проиллюстрированного на Фиг. 1.
[Фиг. 7] Фиг. 7 представляет собой схематическое изображение, соответствующее Фиг. 6(с), иллюстрирующее другой пример способа изготовления натягиваемых подгузников одноразового использования, в котором используется лазерное соединяющее устройство, проиллюстрированное на Фиг. 1.
[Фиг. 8] Фиг. 8(а) и 8(b) представляют собой схематические изображения, соответствующие Фиг. 3, каждое из которых иллюстрирует часть, представляющую собой боковой шов (герметично скрепленную краевую часть) с одной стороны и зону вблизи нее в состоянии, в котором отверстие для талии, имеющееся в подгузнике, проиллюстрированное на Фиг. 3, открыто.
[Фиг. 9] Фиг. 9 представляет собой схематическое сечение основных компонентов модифицированного примера устройства, проиллюстрированного на Фиг. 1.
[Фиг. 10] Фиг. 10 представляет собой схематическое изображение, иллюстрирующее другой модифицированный пример устройства, проиллюстрированного на Фиг. 1.
[Фиг. 11] Фиг. 11(а) и 11(b) представляют собой схематические изображения (соответствующие Фиг. 6(b)), иллюстрирующие модифицированные примеры основных компонентов в устройстве, проиллюстрированном на Фиг. 1.
[Фиг. 12] Фиг. 12 представляет собой схематический вид в плане (вид в плане со стороны поверхности листового ламината, прилегающей к опорному элементу) одного примера способа изготовления гигиенических прокладок посредством использования лазерного соединяющего устройства, который представляет собой другой вариант осуществления способа изготовления поглощающих изделий по настоящему изобретению.
[Фиг. 13] Фиг. 13 представляет собой схематическое изображение в перспективе одного примера способа изготовления натягиваемых подгузников одноразового использования посредством использования лазерного соединяющего устройства, который представляет собой один вариант осуществления способа изготовления поглощающих изделий по настоящему изобретению (второе изобретение).
[Фиг. 14] Фиг. 14 показывает схематические изображения, схематически иллюстрирующие состояние, в котором непрерывную ленту подгузников (лентообразный листовой ламинат) вводят в лазерное соединяющее устройство, проиллюстрированное на Фиг. 13, при этом Фиг. 14(а) представляет собой вид сверху, на котором прижимной элемент (лента для приложения давления) показан (показана) с частичным вырывом, и Фиг. 14(b) представляет собой сечение, выполненное по линии II-II на Фиг. 14(а).
[Фиг. 15] Фиг. 15 представляет собой схематическое изображение спереди способа изготовления, проиллюстрированного на Фиг. 13.
[Фиг. 16] Фиг. 16 представляет собой схематическое изображение, поясняющее различные этапы в способе изготовления, проиллюстрированном на Фиг. 13.
[Фиг. 17] Фиг. 17 представляет собой схематическое изображение, иллюстрирующее модифицированный пример устройства для изготовления (лазерного соединяющего устройства), проиллюстрированного на Фиг. 13.
[Фиг. 18] Фиг. 18(а) и 18(b) представляют собой схематические изображения, поясняющие операции средства для приложения давления, проиллюстрированного на Фиг. 17.
[Фиг. 19] Фиг. 19 представляет собой схематическое изображение, поясняющее взаимосвязь между опорным элементом и различными состояниями прижимной пластины (прижимного элемента) в средстве для приложения давления, проиллюстрированном на Фиг. 18.
Описание вариантов осуществления
Настоящее изобретение относится к способу изготовления скрепленного сплавлением листового изделия, которое включает в себя герметично скрепленные краевые части, образованные посредством скрепления краевых частей множества листов сплавлением в состоянии, в котором краевые части листов наложены друг на друга, и которое имеет прочность соединения, полученного сплавлением, которая достаточна для практического использования, и в котором его герметично скрепленные краевые части являются мягкими и имеют приятную текстуру.
Способ изготовления скрепленного сплавлением листового изделия по настоящему изобретению (первое изобретение) будет описан ниже - вместе со способом изготовления поглощающих изделий по настоящему изобретению, который включает этап изготовления скрепленных сплавлением листовых изделий посредством данного способа изготовления, - в соответствии с предпочтительными вариантами осуществления со ссылкой на чертежи. Фиг. 1 схематически иллюстрирует способ изготовления натягиваемых подгузников одноразового использования посредством использования лазерного соединяющего устройства, который представляет собой один вариант осуществления способа изготовления поглощающих изделий по настоящему изобретению. Способ изготовления поглощающих изделий по настоящему изобретению включает этап изготовления «скрепленного сплавлением листового изделия, которое включает в себя герметично скрепленные краевые части, образованные посредством скрепления краевых частей множества листов сплавлением в состоянии, в котором краевые части листов наложены друг на друга»; в способе изготовления подгузников по данному варианту осуществления, проиллюстрированному на Фиг. 1, натягиваемый подгузник 1 одноразового использования, который включает в себя наружный покрывающий элемент 3, имеющий две части 4, 4, представляющие собой боковые швы, проиллюстрированные на Фиг. 2 и 3, изготавливают как скрепленное сплавлением листовое изделие. Следует отметить, что как наружный покрывающий элемент 3, так и подгузник 1, включающий в себя наружный покрывающий элемент, представляют собой скрепленные сплавлением листовые изделия.
Как проиллюстрировано на Фиг. 2 и 3, подгузник 1 представляет собой натягиваемый подгузник одноразового использования, включающий в себя поглощающий комплект 2 и наружный покрывающий элемент 3, который расположен со стороны не контактирующей с кожей поверхности поглощающего комплекта 2 и к которому прикреплен поглощающий комплект 2, при этом две части 4, 4, представляющие собой боковые швы, отверстие 8 для талии и два отверстия 9, 9 для ног образованы посредством соединения обеих боковых краевых частей наружного покрывающего элемента 3 в части 1А, размещаемой со стороны живота, и обеих боковых краевых частей наружного покрывающего элемента 3 в части 1В, размещаемой со стороны спины. Части 4, представляющие собой боковые швы, соответствуют вышеупомянутым «герметично скрепленным краевым частям, образованным посредством скрепления краевых частей множества листов сплавлением в состоянии, в котором краевые части листов наложены друг на друга».
В способе изготовления подгузников по данному варианту осуществления непрерывную ленту 10 подгузников (непрерывную ленту поглощающих изделий), в которой листовые ламинаты, включающие в себя множество листов (заготовки натягиваемых подгузников одноразового использования, в которых части, представляющие собой боковые швы, еще не были образованы), расположены непрерывно в одном направлении, изготавливают отдельно как «лентообразный листовой ламинат, в котором множество листов ламинированы», и затем натягиваемые подгузники 1 одноразового использования (скрепленные сплавлением листовые изделия), каждый (каждое) из которых включает в себя наружный покрывающий элемент 3 (скрепленное сплавлением листовое изделие), имеющий (имеющее) две части 4, 4, представляющие собой боковые швы (герметично скрепленные краевые части), изготавливают непрерывно посредством облучения непрерывной ленты 10 подгузников лазерным лучом 30, как проиллюстрировано на Фиг. 1, и, таким образом, разрезания и разделения непрерывной ленты подгузников на отдельные куски и одновременного скрепления разрезанных краевых частей сплавлением, при этом указанные разрезанные краевые части образованы путем разрезания/разделения в множестве листов, которые находятся в сдавленном состоянии.
В вышеупомянутом «лентообразном листовом ламинате, в котором множество листов ламинированы», предпочтительно, чтобы по меньшей мере один лист из множества листов включал в себя полимерный материал и был образован путем использования полимерного материала в качестве основного компонента. Более точно, например, предпочтительно, чтобы по меньшей мере один лист из листов включал в себя поддающуюся термосплавлению, синтетическую смолу - такую как полиэтилен, полиэтилентерефталат или полипропилен - в качестве полимерного материала и представлял собой, например, нетканый материал, пленку или многослойный лист, образованный из нетканого материала и пленки. К примерам нетканых материалов относятся нетканые материалы, полученные аэродинамическим способом формирования холста, нетканые материалы, полученные с использованием нагретых валков, нетканые материалы, полученные гидроперепутыванием, нетканые материалы фильерного способа производства и нетканые материалы, полученные аэродинамическим способом из расплава. Предпочтительно, чтобы в листовом ламинате все из множества листов, образующих листовой ламинат, включали в себя полимерный материал. Сначала способ изготовления непрерывной ленты 10 подгузников (лентообразного листового ламината) будет описан ниже со ссылкой на Фиг. 4.
Сначала, как проиллюстрировано на Фиг. 4, множество эластичных элементов 5 поясной части, которые образуют поясные сборки, множество эластичных элементов 6 части для бедер, которые образуют сборки для бедер, и множество элементов 7 части для ног, которые образуют сборки для ног, размещают в их растянутом состоянии, в котором они были удлинены до заданной степени растяжения, между лентообразным листом 31, образующим наружный слой, который непрерывно подают из рулона (непроиллюстрированного) исходного текстильного материала, и лентообразным листом 32, образующим внутренний слой, который непрерывно подают из рулона (непроиллюстрированного) исходного текстильного материала. В данном случае в представленном варианте осуществления термоплавкий безрастворный клей непрерывно или с промежутками наносят на эластичные элементы 5 поясной части и эластичные элементы 6 части для бедер посредством устройства (непроиллюстрированного) для нанесения адгезива, и эластичные элементы 7 части для ног размещают так, чтобы образовать заданную конфигурацию, охватывающую ногу, посредством известного вибратора (непроиллюстрированного), предназначенного для укладки, который совершает возвратно-поступательное движение в направлении, ортогональном к направлению прохождения листов. Кроме того, перед наложением лентообразного листа 31, образующего наружный слой, и лентообразного листа 32, образующего внутренний слой, друг на друга термоплавкий безрастворный клей наносят посредством устройства (непроиллюстрированного) для нанесения адгезива на противолежащую (-ие) поверхность (-и) одного или обоих из листов. Следует отметить, что в тех случаях, когда эластичные элементы, такие как эластичные элементы 5 поясной части и эластичные элементы 6 части для бедер, размещают в их растянутом состоянии так, что они проходят через часть в листах 31, 32, которая должна быть разрезана и разделена посредством облучения лазерным лучом (то есть «часть, в которой должна быть образован часть 4, представляющая собой боковой шов») («часть, подлежащую разрезанию/разделению», обозначенную ссылочной позицией 10С на Фиг. 5), предпочтительно наносить клей/адгезив на данную часть и зону вблизи нее для избежания недостатков, таких как вырывание или значительное стягивание эластичных элементов после разрезания/разделения.
Затем, как проиллюстрировано на Фиг. 4, посредством подачи лентообразного листа 31, образующего наружный слой, и лентообразного листа 32, образующего внутренний слой, - с эластичными элементами 5 поясной части, эластичными элементами 6 части для бедер и эластичными элементами 7 части для ног, размещенными между данными элементами в их растянутом состоянии, - в зону между двумя прижимными роликами 11, 11 и сдавливания листов образуют лентообразный наружный покрывающий элемент 3, который включает в себя множество эластичных элементов 5, 6, 7, размещенных в определенном порядке в их растянутом состоянии между лентообразными листами 31, 32. Затем в данном варианте осуществления посредством использования средства (непроиллюстрированного), предназначенного для предварительного разрезания эластичных элементов, множество эластичных элементов 6 части для бедер и множество эластичных элементов 7 части для ног сдавливают в местах, соответствующих местам, предназначенным для размещения описанных ниже, поглощающих комплектов 2, и разрезают и разделяют на множество отдельных кусков так, что их функция стягивания не выполняется. Пример средства, предназначенного для предварительного разрезания эластичных элементов, включает в себя устройство для разрезания эластичных элементов, используемое в способе изготовления комплексных эластичных элементов, описанном в документе JP 2002-253605 А.
Далее, как проиллюстрировано на Фиг. 4, адгезив, такой как термоплавкий безрастворный клей, наносят заранее на каждый из множества поглощающих комплектов 2, которые были изготовлены на отдельной операции, каждый поглощающий комплект 2 поворачивают на 90 градусов, и поглощающие комплекты 2 периодически подают и закрепляют на листе 32, образующем внутренний слой лентообразного наружного покрывающего элемента 3. Следует отметить, что адгезив, предназначенный для фиксации поглощающего комплекта, может быть нанесен заранее в местах на листе 32, образующем внутренний слой, в которых должны быть размещены поглощающие комплекты 2, а не на поглощающие комплекты 2.
Затем, как проиллюстрировано на Фиг. 4, отверстие LO’ для ноги образуют в каждой кольцевой части, которая кольцеобразно окружена эластичными элементами 7 части для ног в лентообразном наружном покрывающем элемент 3, на котором поглощающие комплекты 2 были размещены в определенном порядке. Данная операция образования отверстия для ноги может быть выполнена посредством использования способа/средства, аналогичного обычным способам/средствам, такого как ротационное резальное устройство или лазерное резальное устройство, предназначенного для изготовления изделия данного типа. Следует отметить, что в данном варианте осуществления отверстия для ног образуют после размещения поглощающих комплектов 2 на лентообразном наружном покрывающем элементе 3, но отверстия для ног могут быть образованы перед размещением поглощающих комплектов 2.
Далее лентообразный наружный покрывающий элемент 3 складывают в направлении его ширины (направлении, ортогональном к направлению, в котором перемещается наружный покрывающий элемент 3). Более точно, как проиллюстрировано на Фиг. 4, обе боковые части 3а, 3а вдоль направления перемещения лентообразного наружного покрывающего элемента 3 загибают так, чтобы закрыть обе концевые в направлении длины части каждого поглощающего комплекта 2, и закрепляют на концевых в направлении длины частях поглощающего комплекта 2, и затем наружный покрывающий элемент 3 складывают вдвое в направлении его ширины вместе с поглощающими комплектами 2. Таким образом, получают заданную непрерывную ленту 10 подгузников (лентообразный листовой ламинат).
В способе изготовления подгузников по данному варианту осуществления, подобном проиллюстрированному на Фиг. 1, непрерывную ленту 10 подгузников (лентообразный листовой ламинат), которая (который) была изготовлена (был изготовлен) таким образом отдельно, облучают лазерным лучом посредством использования лазерного соединяющего устройства 20 («устройства для изготовления скрепленного сплавлением листового изделия, которое включает в себя герметично скрепленные краевые части, образованные посредством скрепления краевых частей множества листов сплавлением в состоянии, в котором краевые части листов наложены друг на друга»), и, таким образом, непрерывно изготавливают натягиваемые подгузники 1 одноразового использования (скрепленные сплавлением листовые изделия), каждый (каждое) из которых включает в себя наружный покрывающий элемент 3 (скрепленное сплавлением листовое изделие), имеющий (имеющее) две части 4, 4, представляющие собой боковые швы (герметично скрепленные краевые части).
Ниже описано лазерное соединяющее устройство 20. Как проиллюстрировано на Фиг. 1, лазерное соединяющее устройство 20 включает в себя: полый цилиндрический валик 23, предусмотренный с цилиндрическим (кольцевым) опорным элементом 21, который приводится во вращение в направлении стрелки А; облучающую головку 35, расположенную в полой части опорного элемента 21 и излучающую лазерный луч 30, и в качестве средства для приложения давления устройство 26 ленточного типа для приложения давления, предусмотренное с бесконечной лентой 24 для приложения давления (прижимным элементом) и множеством роликов (тремя роликами) 25а, 25b, 25с, которые вращаются в состоянии, когда лента 24 для приложения давления охватывает ролики петлей. Лазерное соединяющее устройство 20 включает в себя механизм (непроиллюстрированный) регулирования натяжения, который может обеспечить увеличение/уменьшение и регулировку натяжения ленты 24 для приложения давления, которая должна охватывать наружную периферийную поверхность кольцевого опорного элемента 21 (периферийной поверхностной части цилиндрического валика 23). Путем регулирования натяжения давление, прикладываемое к непрерывной ленте 10 подгузников (листовому ламинату) посредством опорного элемента 21 и ленты 24 для приложения давления, может быть отрегулировано соответствующим образом.
Опорный элемент 21 образует периферийную поверхностную часть (часть, которая прилегает к обрабатываемому изделию) цилиндрического валика 23 и расположен и зафиксирован между двумя кольцевыми каркасными элементами 22, 22, образующими соответствующие левую и правую боковые краевые части цилиндрического валика 23. В данном варианте осуществления опорный элемент 21 образован из одного кольцевого элемента, имеющего длину, такую же как длина окружности каждого кольцевого каркасного элемента 22, и выполнен из металлического материала, такого как железо, алюминий, нержавеющая сталь или медь, или из термостойкого материала, такого как керамический материал.
Опорный элемент 21 имеет части для прохождения света, через которые может проходить лазерный луч. Как проиллюстрировано на Фиг. 1 и 5, опорный элемент 21 по данному варианту осуществления имеет в качестве частей для прохождения света щелевые отверстия 27, которые проходят сквозь опорный элемент 21 в направлении толщины. Следует отметить, что на Фиг. 5 (Фиг. 5(b)) показано, как будто опорный элемент 21, лента 24 для приложения давления (прижимной элемент) и непрерывная лента 10 подгузников (листовой ламинат), расположенная (расположенный) между ними, перемещаются в горизонтальном направлении с левой стороны по направлению к правой стороне на Фиг. 5 для обеспечения краткости разъяснения; однако в действительности данные элементы перемещаются так, что они поворачиваются в изогнутом состоянии, соответствующем цилиндрической (кольцевой) форме цилиндрического валика 23. Каждое отверстие 27 является прямоугольным на виде в плане, и направление его длины соответствует направлению ширины опорного элемента 21 (направлению, указанному ссылочной позицией Х на Фиг. 5(а); направлению, параллельному оси вращения цилиндрического валика 23), и множество отверстий 27 образованы с заданными интервалами между ними в направлении вдоль окружности цилиндрического опорного элемента 21. Опорный элемент 21 обеспечивает возможность прохода лазерного луча сквозь него в отверстиях 27, но не создает возможности прохождения (пропускания) лазерного луча в частях, отличных от отверстий 27. Способы образования отверстий 27 в опорном элементе 21 включают: (1) способ перфорации отверстий 27 посредством выполнения, например, травления, пробивки или лазерной обработки в заданных частях в опорном элементе 21 или (2) способ использования множества изогнутых прямоугольных элементов в качестве опорного элемента 21 вместо одного кольцевого элемента и размещения данных элементов между двумя каркасными элементами 22, 22 при одновременном оставлении заданных зазоров между ними в направлении вдоль окружности каркасных элементов 22. В способе (2) зазор между двумя соседними элементами становится щелевым отверстием 27.
Следует отметить, что в данном лазерном соединяющем устройстве 20 («устройстве для изготовления скрепленного сплавлением листового изделия, которое включает в себя герметично скрепленные краевые части, образованные посредством скрепления краевых частей множества листов сплавлением в состоянии, в котором краевые части листов наложены друг на друга») (щелевое) отверстие 27, проходящее сквозь опорный элемент 21 в направлении толщины, образует часть для прохождения света, через которую может проходить лазерный луч. Таким образом, та часть непрерывной ленты 10 подгузников (листового ламината), которая перекрывает отверстие 27 (то есть часть 10С, подлежащая разрезанию/разделению), прилегает к ленте 24 для приложения давления, но не зажата между опорным элементом 21 и лентой 24 для приложения давления (прижимным элементом). Таким образом, строго говоря, часть 10С, подлежащая разрезанию/разделению, не воспринимает силу давления, создаваемую за счет зажима между элементами 21, 24. Даже несмотря на то, что часть 10С, подлежащая разрезанию/разделению и перекрывающая отверстие 27, не зажата элементами 21, 24, зона вблизи нее - то есть участки непрерывной ленты 10 подгузников, которые перекрывают зону вблизи отверстия 27 (краевые части отверстия), - зажата элементами 21, 24. Таким образом, часть 10С, подлежащая разрезанию/разделению, не перемещается до и после облучения лазерным лучом, и, следовательно, разрезанные краевые части, которые были образованы посредством разрезания/разделения непрерывной ленты 10 подгузников путем облучения лазерным лучом, не перемещаются. Другими словами, подлежащая разрезанию/разделению часть 10С в непрерывной ленте 10 подгузников (часть листового ламината, перекрывающая отверстие 27) представляет собой часть, удерживаемую посредством силы давления, создаваемой за счет зажима между элементами 21, 24, и представляет собой часть, на которую фактически действует сила давления.
Как проиллюстрировано на Фиг. 5(b), опорный элемент 21 имеет углубления 28 на его наружной поверхности (поверхности, прилегающей к обрабатываемому изделию). Множество углублений 28 образованы с заданными интервалами в направлении вдоль окружности цилиндрического опорного элемента 21, и каждое щелевое отверстие 27 образовано в зоне (то есть в выступающей части), расположенной между двумя соседними углублениями 28, 28. Каждое отверстие 27 образовано в центре выступающей части, определяемом в направлении вдоль окружности цилиндрического опорного элемента 21.
За счет образования углублений 28 на наружной поверхности опорного элемента 21 существует возможность подачи непрерывной ленты 10 подгузников на наружную поверхность опорного элемента 21 таким образом, что в том случае, если толщина непрерывной ленты 10 подгузников (лентообразного листового ламината) не является стабильной, относительно толстые участки в непрерывной ленте 10 подгузников (например, зоны, в которых расположены поглощающие комплекты 2) будут размещаться в углублениях 28. За счет подачи непрерывной ленты 10 подгузников на опорный элемент 21 таким образом поверхность («другая поверхность 10b») непрерывной ленты 10 подгузников, прилегающая к ленте 24 для приложения давления (прижимному элементу), становится по существу плоской, как проиллюстрировано на Фиг. 5(b), и, таким образом, когда лента 24 для приложения давления прижимается к непрерывной ленте 10 подгузников, вся часть в непрерывной ленте 10 подгузников, расположенная на каждой выступающей части, в которой образовано каждое отверстие 27 (то есть часть 10С, подлежащая разрезанию/разделению, и зона вблизи нее, как проиллюстрировано на Фиг. 5), будет сдавливаться равномерно в направлении толщины посредством ленты 24 для приложения давления и за счет охватывания опорного элемента 21 непрерывной лентой 10 подгузников с заданным натяжением. Таким образом, когда данная часть, которая сдавлена в направлении толщины перед ее разрезанием/разделением посредством облучения лазерным лучом, подвергается облучению лазерным лучом и разрезанию и разделению, разрезанные краевые части множества листов, образующих разрезанную/разделенную часть, могут быть скреплены сплавлением более надежным образом, и прочность полученного сплавлением соединения частей 4, представляющих собой боковые швы, (прочность герметично скрепленных краевых частей) может быть дополнительно повышена.
Устройство 26 ленточного типа для приложения давления, включает в себя: бесконечную ленту 24 для приложения давления (прижимной элемент) и три ролика 25а, 25b, 25с, которые вращаются в состоянии, когда лента 24 для приложения давления охватывает ролики петлей. Ролики 25а, 25b, 25с могут представлять собой ведущие ролики или могут представлять собой ведомые ролики, которые повторяют вращение цилиндрического валика 23. Когда один или несколько из роликов 25а, 25b, 25с приводятся во вращение, лента 24 для приложения давления перемещается с той же скоростью, что и цилиндрический валик 23 (опорный элемент 21). Предпочтительно, чтобы температура опорного элемента 21 и ленты 24 для приложения давления поддерживалась в пределах заданного интервала температур посредством воздушного охлаждения, водяного охлаждения или тому подобного.
Что касается ленты 24 для приложения давления (прижимного элемента), то существует возможность использования ленты, выполненной из металла или смолы, обладающей термостойкостью, которая может выдерживать нагрев, возникающий во время обработки. Лента 24 для приложения давления по данному варианту осуществления выполнена из металлического материала, такого как железо, алюминий или нержавеющая сталь. Кроме того, как правило, в качестве ленты 24 для приложения давления используется лента, которая не пропускает лазерный луч, излучаемый на обрабатываемое изделие (непрерывную ленту 10 подгузников), но вместо данной ленты может быть использована лента, обладающая подобной пропускающей способностью.
Как проиллюстрировано на Фиг. 1, в полой части полого цилиндрического валика 23 (опорного элемента 21) предусмотрена облучающая головка 35, которая излучает лазерный луч 30 по направлению к опорному элементу 21, образующему периферийную поверхностную часть цилиндрического валика 23. Облучающая головка 35 представляет собой гальваносканер (устройство с зеркалом на валу двигателя), который может обеспечить свободное перемещение лазерного луча 30, и включает в себя, например: механизм, который обеспечивает перемещение лазерного луча 30 взад и вперед в направлении, параллельном оси вращения цилиндрического валика 23 (то есть в направлении, указанном ссылочной позицией Х на Фиг. 5(а)); механизм для перемещения - в направлении вдоль окружности цилиндрического валика 23 - места (точки облучения), в котором (которой) лазерный луч 30 падает на непрерывную ленту 10 подгузников на опорном элементе 21; и механизм, предназначенный для поддержания постоянного диаметра пятна лазерного луча 30 на периферийной поверхности цилиндрического валика 23. При данной конфигурации механизм облучения лазером может обеспечить перемещение точки облучения лазерным лучом 30 дискретно/избирательно как в направлении вдоль окружности цилиндрического валика 23, так и в направлении, ортогональном к направлению вдоль окружности (то есть в направлении, указанном ссылочной позицией Х на Фиг. 5(а); направлении, параллельном оси вращения цилиндрического валика 23).
Как проиллюстрировано на Фиг. 1, непрерывную ленту 10 подгузников (лентообразный листовой ламинат) подают на наружную поверхность опорного элемента 21, который образует периферийную поверхностную часть цилиндрического валика 23, приводимого во вращение в направлении стрелки А, в состоянии, в котором заданное натяжение создано в данной ленте посредством направляющих роликов и т.д. (непроиллюстрированных). После этого непрерывную ленту 10 подгузников перемещают на заданное расстояние за счет поворота цилиндрического валика 23 в направлении вдоль его окружности так, чтобы она охватывала опорный элемент 21. После этого непрерывную ленту 10 подгузников отделяют от опорного элемента 21 посредством отводящих роликов и прижимных роликов (непроиллюстрированных). За счет перемещения непрерывной ленты 10 подгузников так, чтобы она охватила опорный элемент 21, который образует периферийную поверхностную часть цилиндрического валика 23, с заданным натяжением, созданным в ней, и так, чтобы она была прижата лентой 24 для приложения давления, участки непрерывной ленты 10 подгузников, которые зажимаются между опорным элементом 21 и лентой 24 для приложения давления, а также зоны вблизи данных участков переводятся в состояние, в котором они сдавливаются (сжимаются) в направлении толщины перед разрезанием и разделением посредством облучения лазерным лучом. Таким образом, например, в тех случаях, когда непрерывная лента 10 подгузников включает в себя нетканый материал, непрерывная лента 10 подгузников может быть сжата более эффективным образом, и в результате при облучении непрерывной ленты 10 подгузников, находящейся в ее сжатом состоянии, лазерным лучом и ее разрезании и разделении разрезанные краевые части множества листов, которые образуют разрезанную/разделенную часть, могут быть скреплены сплавлением более надежным образом, в результате чего дополнительно повышается прочность полученного сплавлением соединения частей 4, представляющих собой боковые швы (герметично скрепленных краевых частей).
Угол поворота опорного элемента 21 (цилиндрического валика 23) из положения, в котором непрерывная лента 10 подгузников подается на опорный элемент 21, в положение, в котором она отделяется от него, может составлять, например, от 90 до 270 градусов и более предпочтительно - от 120 до 270 градусов. Кроме того, угловой диапазон (диапазон углов зоны поджима-контакта) для поджима непрерывной ленты 10 подгузников с обеспечением ее контакта с опорным элементом 21 посредством ленты 24 для приложения давления (прижимного элемента) предпочтительно составляет от 90 до 270 градусов и более предпочтительно - от 120 до 270 градусов, если случай, в котором непрерывная лента 10 подгузников поджимается с обеспечением ее контакта с цилиндрическим опорным элементом 21 (цилиндрическим валиком 23) на всей периферии в направлении вдоль его окружности, рассматривается как соответствующий 360 градусам.
Когда в способе изготовления подгузников по данному варианту осуществления, проиллюстрированном на Фиг. 1 и 5, непрерывная лента 10 подгузников (лентообразный листовой ламинат) непрерывно перемещается, обеспечивается прилегание одной ее (его) поверхности 10а к наружной поверхности опорного элемента 21 - который образует периферийную поверхностную часть цилиндрического валика 23 и который имеет щелевые отверстия 27 (части для прохождения света), через которые может проходить лазерный луч 30, - и за счет облучения непрерывной ленты 10 подгузников, которая находится в сдавленном состоянии, лазерным лучом 30 со стороны опорного элемента 21 через отверстие 27 осуществляется разрезание и разделение непрерывной ленты 10 подгузников, и разрезанные краевые части, которые были образованы во множестве листов, находящихся в вышеупомянутом сдавленном состоянии, посредством разрезания и разделения, одновременно скрепляются вместе сплавлением. Таким образом, формируются части 4, представляющие собой боковые швы (герметично скрепленные краевые части).
Более точно, как проиллюстрировано на Фиг. 1 и 5, ленту 24 для приложения давления (прижимной элемент) прижимают к другой поверхности 10b непрерывной ленты 10 подгузников, которая находится в контакте с опорным элементом 21 (то есть к поверхности на стороне, противоположной по отношению к данной одной поверхности 10а, которая представляет собой поверхность, прилегающую к опорному элементу 21), и непрерывную ленту 10 подгузников, находящуюся в вышеуказанном состоянии, облучают лазерным лучом 30 со стороны опорного элемента 21 через щелевое отверстие 27, чтобы таким образом обеспечить непрерывное изготовление подгузников 1 (скрепленных сплавлением листовых изделий), каждый (каждое) из которых включает в себя наружный покрывающий элемент 3 (скрепленное сплавлением листовое изделие), имеющий (имеющее) две части 4, 4, представляющие собой боковые швы (герметично скрепленные краевые части). С точки зрения надежного скрепления сплавлением разрезанных краевых частей, образованных в множестве листов, посредством облучения и повышения прочности полученного сплавлением соединения частей 4, представляющих собой боковые швы, предпочтительно облучать непрерывную ленту 10 подгузников лазерным лучом 30 в состоянии, когда непрерывная лента подгузников находится в сдавленном состоянии (сжатом состоянии) за счет ее зажима между опорным элементом 21 и лентой 24 для приложения давления.
Фиг. 6 поясняет, каким образом непрерывную ленту 10 подгузников (лентообразный листовой ламинат) разрезают и разделяют одновременно с образованием частей 4, представляющих собой боковые швы, (герметично скрепленных краевых частей) посредством использования лазерного соединяющего устройства 20. Фиг. 6(а) схематически иллюстрирует ту часть 10С в непрерывной ленте 10 подгузников, которая подлежит разрезанию/разделению посредством лазерного луча 30, и зону вблизи нее. Как проиллюстрировано на Фиг. 5(а), подлежащая разрезанию/разделению часть 10С в непрерывной ленте 10 подгузников в данном варианте осуществления расположена в центре - в направлении длины (в направлении А перемещения) - той зоны в непрерывной ленте 10 подгузников, в которой поглощающие комплекты 2 не размещены. Подлежащая разрезанию/разделению часть 10С образована: частью с восьмислойной структурой - в которой восемь листов уложены в виде слоев - в концевой части отверстия 8 для талии (ср. Фиг. 2) и зоне вблизи нее и частью с четырехслойной структурой - в которой четыре листа уложены в виде слоев - в других частях. Как проиллюстрировано на Фиг. 6(а), часть с четырехслойной структурой образована из двух листов (листа 31, образующего наружный слой, и листа 32, образующего внутренний слой), образующих один наружный покрывающий элемент 3 в части 1А, размещаемой со стороны живота, и двух листов 31, 32, образующих один наружный покрывающий элемент 3 в части 1В, размещаемой со стороны спины, и образована посредством наложения данных четырех листов друг на друга в виде слоев. С другой стороны, поскольку в части с восьмислойной структурой обе боковые части 3а, 3а лентообразного наружного покрывающего элемента 3 были загнуты так, чтобы закрыть обе концевые в направлении длины части каждого поглощающего комплекта 2, во время изготовления непрерывной ленты 10 подгузников, как описано выше (ср. Фиг. 4), два наружных покрывающих элемента 3 имеются в каждой из части 1А, размещаемой со стороны живота, и части 1В, размещаемой со стороны спины, - что означает, что четыре наружных покрывающих элемента 3, 3 уложены в виде слоев - и, следовательно, восемь листов 31, 32 уложены в виде слоев. Следует отметить, что как в части с четырехслойной структурой, так и в части с восьмислойной структурой, эластичные элементы - такие как эластичные элементы 5 поясной части или эластичные элементы 6 части для бедер - могут быть расположены и размещены между наложенными друг на друга листами 31, 32, но для краткости разъяснения эластичные элементы исключены из Фиг. 6. Нижеприведенное описание относится главным образом к части с четырехслойной структурой, но, если не указано иное, часть с восьмислойной структурой имеет структуру, аналогичную части с четырехслойной структурой, и имеет части 4, представляющие собой боковые швы и образованные в ней.
В части 10С с четырехслойной структурой, подлежащей разрезанию/разделению, в непрерывной ленте 10 подгузников один или все из листа 31, образующего наружный слой и образующего одну поверхность 10а (поверхность, прилегающую к опорному элементу 21) непрерывной ленты 10 подгузников, и листов (листов 32, образующих внутренние слои), отличных от листа, образующего вышеупомянутую одну поверхность 10а, представляет/представляют собой лист, который выделяет тепло за счет поглощения лазерного луча 30. В данном варианте осуществления все четыре листа 31, 32, образующие часть 10С, подлежащую разрезанию/разделению, представляют собой листы (нетканые материалы), которые выделяют тепло за счет поглощения лазерного луча 30. Кроме того, перед облучением лазерным лучом 30 два наложенных друг на друга листа в части 10С, подлежащей разрезанию/разделению, и в зоне вблизи нее, могут быть соединены посредством адгезива и т.д. или вообще не должны быть соединены.
Как проиллюстрировано на Фиг. 6(b), непрерывную ленту 10 подгузников подают на опорный элемент 21, который вращается в направлении стрелки А, таким образом, что вышеупомянутая одна поверхность 10а прилегает к опорному элементу 21, и часть 10С, подлежащая разрезанию/разделению, размещается над щелевым отверстием 27. Кроме того, непрерывная лента 10 подгузников сдавливается (сжимается) в направлении толщины во время ее перемещения в направлении стрелки А вследствие того, что на другую поверхность 10b действует давление со стороны ленты 24 для приложения давления (прижимного элемента). Затем часть 10С, подлежащая разрезанию/разделению, которая перемещается в данном сдавленном состоянии, облучается лазерным лучом 30 со стороны опорного элемента 21 через отверстие 27. Как описано выше, точка облучения лазерным лучом 30 задана с возможностью дискретного перемещения в направлении вдоль окружности цилиндрического валика 23 и задана так, что она повторяет перемещение отверстия 27 в направлении вдоль окружности. Таким образом, во время перемещения части 10С, подлежащей разрезанию/разделению и расположенной над отверстием 27, она облучается лазерным лучом 30 непрерывно в течение некоторого промежутка времени.
Когда имеющая четырехслойную структуру часть 10С, подлежащая разрезанию/разделению, облучается лазерным лучом 30, материалы (волокна и т.д.), образующие листы 31, 32 в части 10С, подлежащей разрезанию/разделению, выделяют тепло вследствие их непосредственного подвергания воздействию лазерного луча 30 и, следовательно, испаряются и исчезают. Между тем, вышеупомянутые материалы, образующие листы, вблизи части 10С, подлежащей разрезанию/разделению, подвергаются косвенному нагреву посредством лазерного луча 30 и расплавляются. В результате, как проиллюстрировано на Фиг. 6(с), часть 10С с четырехслойной структурой, подлежащая разрезанию/разделению, расплавляется и разрезается, и, следовательно, непрерывная лента 10 подгузников разрезается и разделяется таким образом, что один листовой ламинат (заготовка подгузника) изолируется от непрерывной ленты 10 подгузников, и разрезанные краевые части, образованные посредством разрезания/разделения в четырех листах 31, 32 в изолированном листовом ламинате, а также разрезанные краевые части в четырех листах 31, 32 в непрерывной ленте 10 подгузников, от которой листовой ламинат был изолирован, одновременно подвергаются скреплению сплавлением. Данные разрезанные краевые части находились в сдавленном состоянии (сжатом состоянии) за счет их зажима между опорным элементом 21 и лентой 24 для приложения давления еще перед их образованием (то есть перед разрезанием и разделением непрерывной ленты 10 подгузников за счет облучения лазерным лучом 30). В соответствии со способом изготовления подгузников по данному варианту осуществления разрезание/разделение лентообразного листового ламината и осуществляемое сплавлением скрепление разрезанных краевых частей листов, которые были образованы в двух местах посредством разрезания/разделения и которые находятся в сдавленном состоянии, выполняются одновременно за счет одного облучения лазерным лучом. Таким образом, при сравнении со способами, в которых два места скрепления сплавлением образуются за счет выполнения облучения лазерным лучом дважды (то есть способами за пределами объема настоящего изобретения), можно указать, что скрепление сплавлением и разрезание/разделение могут быть выполнены на одной операции при по существу половинной выходной мощности лазера, и, следовательно, подгузники 1 могут быть изготовлены эффективным образом. Кроме того, поскольку скрепление сплавлением и разрезание/разделение могут быть выполнены на одной и той же операции, нескрепленные краевые части - в которых разрезанные краевые части листов не скреплены сплавлением вместе - не будут создаваться, и, следовательно, данная операция также эффективна для экономии материалов.
Разрезанные краевые части листов 31, 32 находятся в расплавленном состоянии вследствие выделения тепла во время и сразу после завершения облучения лазерным лучом 30. Однако после завершения облучения разрезанные краевые части легко охлаждаются за счет контакта с опорным элементом 21 и быстро охлаждаются и затвердевают вследствие передачи тепла в наружный воздух и опорному элементу 21 и ленте 24 для приложения давления, в то время как непрерывная лента 10 подгузников и один кусок листового ламината (заготовка подгузника), изолированный (изолированная) от непрерывной ленты 10 подгузников посредством облучения лазерным лучом 30, удерживаются в их сдавленном состоянии опорным элементом 21 и лентой 24 для приложения давления. Таким образом, разрезанные краевые части преобразуются в скрепленные сплавлением части 40, в которых материалы (волокна и т.д.), образующие разрезанные краевые части, сплавлены и объединены вместе в одно целое. За счет образования части 40, скрепленной сплавлением, образуется одна часть, представляющая собой боковой шов, из двух частей 4, 4, представляющих собой боковые швы, в одном подгузнике 1 (то есть, скрепленная сплавлением часть 40 становится частью 4, представляющей собой боковой шов). Следует отметить, что в случае необходимости разрезанные краевые части листов 31, 32 могут быть подвергнуты принудительному охлаждению с помощью известного средства охлаждения, такого как всасывающее устройство или устройство для откачки воздуха, для того, чтобы способствовать образованию частей 40, скрепленных сплавлением.
После разрезания и разделения одной части 10С, подлежащей разрезанию/разделению, лазерный луч 30 перемещается так, что его точка облучения попадает на другое отверстие 27, соседнее с данным отверстием в направлении, противоположном направлению А перемещения, и лазерный луч 30 излучается через данное другое отверстие 27 на другую часть 10С, подлежащую разрезанию/разделению, которая расположена над ним. Таким образом, данная другая часть 10С, подлежащая разрезанию/разделению, подвергается разрезанию/разделению и скреплению сплавлением таким же образом, и образуется часть 4, представляющая собой другой боковой шов (скрепленная сплавлением часть 40), образующая пару с ранее образованной частью 4, представляющей собой боковой шов. Такая же операция повторяется после этого, в результате чего обеспечивается непрерывное изготовление натягиваемых подгузников 1 одноразового использования (скрепленных сплавлением листовых изделий), каждый (каждое) из которых включает в себя наружный покрывающий элемент 3 (скрепленное сплавлением листовое изделие), имеющий (имеющее) две части 4, 4, представляющие собой боковые швы (герметично скрепленные, краевые части). Как описано выше, в способе изготовления подгузников по данному варианту осуществления части, представляющие собой боковые швы, (скрепленные сплавлением части) в каждом подгузнике 1 образованы посредством скрепления сплавлением путем облучения лазерным лучом и не образованы другими способами скрепления сплавлением.
Следует отметить, что в том случае, если диаметр Φ пятна лазерного луча 30 (то есть части, облучаемой лазерным лучом 30) на непрерывной ленте 10 подгузников (лентообразном листовом ламинате) меньше ширины W (ср. Фиг. 6(b); это длина отверстия 27 в направлении вдоль окружности цилиндрического валика 23) щелевого отверстия 27, через которое излучается лазерный луч 30 (то есть, если Φ/W меньше 1), то, как проиллюстрировано на Фиг. 7, две части 4, 4, представляющие собой боковые швы (скрепленные сплавлением части 40, 40), образованные посредством облучения лазерным лучом 30, могут быть образованы в той части непрерывной ленты 10 подгузников, которая перекрывает отверстие 27 (то есть в части, расположенной между двумя краевыми частями отверстия, представляющего собой щелевое отверстие 27, которые простираются вдоль направления, ортогонального к направлению А перемещения на виде в плане). Другими словами, скрепленные сплавлением части 40 могут быть образованы - даже в той части непрерывной ленты 10 подгузников, которая не зажата между опорным элементом 21 и лентой 24 для приложения давления (прижимным элементом), - при условии, что данная часть находится вблизи (то есть в краевой части отверстия) отверстия 27, то есть в части, на которую фактически воздействует сила давления, создаваемая за счет зажима между элементами 21, 24, как описано выше.
Один основной отличительный признак подгузника 1, изготовленного так, как описано выше, заключается в частях 4, представляющих собой боковые швы. Как проиллюстрировано на Фиг. 6(с) или Фиг. 7, в сечении вдоль направления (направления ширины подгузника 1), которое ортогонально к направлению, в котором простирается часть 4, представляющая собой боковой шов, (направлению, указанному ссылочной позицией Х на Фиг. 1), наружный край 4а каждой из частей 4, представляющих собой боковые швы и образованных посредством вышеупомянутого разрезания/разделения, имеет дугообразную форму, которая выступает по направлению к внутренней стороне наружного покрывающего элемента 3 (скрепленного сплавлением листового изделия), скрепленная сплавлением часть 40, в которой четыре листа 31, 32, образующие наружный покрывающий элемент 3, скреплены сплавлением, образована так, что скрепленная сплавлением часть 40 включает в себя наружный край 4а части 4, представляющей собой боковой шов, и расположена внутри наружного покрывающего элемента 3 (скрепленного сплавлением листового изделия) по отношению к наружному краю 4а. В направлении толщины (в направлении вверх и вниз на Фиг. 6(с) или Фиг. 7) наружного покрывающего элемента 3 ширина части 40, скрепленной сплавлением, больше на ее центральном участке, чем на ее обоих концевых участках (верхнем и нижнем концевых участках). Более точно, в сечении вдоль направления ширины подгузника 1 (то есть направления, ортогонального к направлению разрезания/разделения лазерным лучом) ширина части 40, скрепленной сплавлением, постепенно увеличивается по направлению к ее участку, центральному в направлении толщины, и скрепленная сплавлением часть 40 образована так, что она имеет серповидную форму или форму полумесяца (скрепленная сплавлением часть 40, проиллюстрированная на Фиг. 6(с) или Фиг. 7, имеет серповидную форму).
Часть 4, представляющая собой боковой шов, включает в себя скрепленную сплавлением часть 40, которая образована посредством сплавления и затвердевания материалов, образующих листы, и, таким образом, часть 4, представляющая собой боковой шов, представляет собой часть, которая может снизить комфортность ношения подгузника 1, поскольку она является более твердой и имеет плохую текстуру по сравнению с другими частями в подгузнике 1. Однако за счет образования части 40, скрепленной сплавлением, с серповидной формой или формой полумесяца в сечении вдоль направления ширины подгузника 1 можно уменьшить долю части 40, скрепленной сплавлением, которая имеется в углах 3S боковой краевой части наружного покрывающего элемента 3, образующей часть 4, представляющую собой боковой шов, по сравнению со случаями, в которых сечение части, скрепленной сплавлением, имеет прямоугольную форму, как в обычных частях, представляющих собой боковые швы. Таким образом, мягкость и текстура, которую исходно имеют углы 3S, ухудшаются в меньшей степени, и, следовательно, комфортность ношения подгузника повышается по сравнению с обычными подгузниками. С другой стороны, скрепленная сплавлением часть 40 в достаточной степени имеется на центральном в направлении толщины участке боковой краевой части наружного покрывающего элемента 3 (участке, расположенном между углом 3S на стороне одной поверхности наружного покрывающего элемента 3 и углом 3S на стороне другой поверхности), при этом участок, центральный в направлении толщины, представляет собой участок, который сильно влияет на прочность полученного сплавлением соединения части 4, представляющей собой боковой шов. Таким образом, часть 4, представляющая собой боковой шов, имеет прочность соединения, полученного сплавлением, которая достаточна для практического использования, и меньше вероятность возникновения недостатков, таких как разрыв части 4, представляющей собой боковой шов, во время ношения подгузника 1.
Другим отличительным признаком части 4, представляющей собой боковой шов, (части 40, скрепленной сплавлением) является то, что часть 4, представляющая собой боковой шов, меньше видна с наружной стороны в состоянии, когда подгузник 1 носят или когда он находится в его естественном состоянии (стянутом состоянии). Фиг. 8 иллюстрирует часть 4, представляющую собой боковой шов, (скрепленную сплавлением часть 40) в состоянии, в котором отверстие 8 для талии открыто при ношении подгузника 1. В состоянии, в котором отверстие 8 для талии открыто, часть 4, представляющая собой боковой шов, обычно находится в состоянии, в котором скрепленная сплавлением часть 40 открыта для воздействия, как проиллюстрировано на Фиг. 8(а), однако, поскольку наружный край 4а части 4, представляющей собой боковой шов, имеет дугообразную форму, которая выступает по направлению к внутренней стороне наружного покрывающего элемента 3, и поскольку данная скрепленная сплавлением часть 40 имеет меньший размер по сравнению с обычными частями, представляющими собой боковые швы (частями, скрепленными сплавлением), часть 4, представляющая собой боковой шов, является менее видимой снаружи. В частности, поскольку наружный край 4а части 4, представляющей собой боковой шов, имеет дугообразную форму, которая выступает по направлению к внутренней стороне наружного покрывающего элемента 3, в состоянии, в котором отверстие 8 для талии открыто при ношении подгузника 1, существуют случаи, в которых - в зависимости от материалов, предназначенных для образования листов 31 и 32, - угловая зона 3S боковой краевой части наружного покрывающего элемента 3 на стороне части 1А, размещаемой со стороны живота, и угловая зона 3S боковой краевой части наружного покрывающего элемента 3 на стороне части 1В, размещаемой со стороны спины, приближаются друг к другу, и расстояние между углами 3S уменьшается, как проиллюстрировано на Фиг. 8(b). Таким образом, будет труднее коснуться части 40, скрепленной сплавлением и расположенной между углами 3S, рукой, и ее будет труднее увидеть снаружи вследствие угловых зон 3S - которые расположены ближе к наружной стороне подгузника 1, чем скрепленная сплавлением часть 40, - которые приблизились друг к другу. Таким образом, не только повышается комфортность ношения подгузника 1, но также улучшается его внешний вид.
Следует отметить, что в том случае, если часть 4, представляющую собой боковой шов, (скрепленную сплавлением часть 40) будет трудно увидеть снаружи в состоянии, в котором подгузник 1 носят, или когда он находится в его естественном состоянии (стянутом состоянии), то, например, может возникнуть ситуация, когда родителю (например, матери) ребенка, который является носителем, будет трудно обнаружить часть 4, представляющую собой боковой шов, при снятии подгузника 1 после его использования, и может иметь место ситуация, когда ему/ей придется потратить некоторое время и предпринять усилия для снятия подгузника 1. Примером средства для преодоления подобных недостатков, обусловленных уменьшением видимости частей 4, представляющих собой боковые швы, является способ выполнения составляющих элементов подгузника 1, которые проходят через часть 4, представляющую собой боковой шов, с цветами, различающимися между стороной живота (передней стороной) и стороной спины (задней стороной) относительно части 4, представляющей собой боковой шов. Более точно, примером является способ выполнения эластичных элементов 5 поясной части или наружного покрывающего элемента 3 (листа 31, образующего наружный слой; листа 32, образующего внутренний слой) в части 1А подгузника 1, размещаемой со стороны живота, (передней основной части) с цветом, отличающимся от их цвета в части 1В, размещаемой со стороны спины (задней основной части). В соответствии с данным способом часть 4, представляющая собой боковой шов, будет расположена в части, где цвета изменяются, и, таким образом, видимость части 4, представляющей собой боковой шов, для глаза улучшается, и возникновение вышеупомянутых недостатков эффективно предотвращается.
Предполагается, что причина, по которой скрепленная сплавлением часть 40 части 4, представляющей собой боковой шов, образуется с серповидной формой или формой полумесяца в сечении вдоль направления ширины подгузника 1, связана с тем, что непрерывная лента 10 подгузников (часть 10С, подлежащая разрезанию/разделению), образованная из нетканого материала, будет расположена и размещена в определенном положении между опорным элементом 21 и прижимным элементом 24, которые выполнены из металлических материалов, во время и сразу после облучения лазерным лучом 30 той части 10С непрерывной ленты 10 подгузников, которая подлежит разрезанию/разделению, как проиллюстрировано на Фиг. 6(b) и 6(с) (Фиг. 7). То есть, металлические материалы, которые представляют собой основные материалы, образующие опорный элемент 21 и прижимной элемент 24, сжимающие с двух сторон непрерывную ленту 10 подгузников (лист 31, образующий наружный слой, и лист 32, образующий внутренний слой) сверху и снизу, имеют более высокую удельную теплопроводность по сравнению с нетканым материалом, который представляет собой основной материал, образующий листы 31, 32, и, следовательно, тепло, выделяющееся в листах 31, 32 под действием облучения лазерным лучом 30, отводится окружающим воздухом и одновременно быстро поглощается опорным элементом 21 или прижимным элементом 24, который контактирует с листами 31, 32. Углы 3S боковой краевой части наружного покрывающего элемента 3, образующей часть 4, представляющую собой боковой шов, и образованной путем разрезания/разделения непрерывной ленты 10 подгузников посредством облучения лазерным лучом 30, находятся в контакте с опорным элементом 21 или прижимным элементом 24, имеющим более высокую удельную теплопроводность по сравнению с углами 3S, и, следовательно, тепло, выделяющееся в углах 3S, быстро поглощается элементами 21, 24; в результате углы 3S будут менее подвержены достижению высоких температур, при которых образуются скрепленные сплавлением части 40, и, таким образом, «доля» части 40, скрепленной сплавлением, в угловой зоне 3S будет чрезвычайной малой. С другой стороны, центральный в направлении толщины участок боковой краевой части наружного покрывающего элемента 3 (то есть центральный участок части, расположенной между углом 3S на стороне одной поверхности наружного покрывающего элемента 3 и углом 3S на стороне другой поверхности) не находится в контакте с элементами 21, 24, имеющими высокую удельную теплопроводность, и, таким образом, тепло, выделяющееся в центральном участке под действием облучения лазерным лучом 30, остается в центральном участке и заставляет центральный участок расплавляться; в результате скрепленная сплавлением часть 40 в большей степени «концентрируется» в центральном участке.
Таким образом, для образования части 40, скрепленной сплавлением, с серповидной формой или формой полумесяца в сечении вдоль направления ширины подгузника 1 и для достижения вышеупомянутых эффектов предпочтительно, чтобы, как в данном варианте осуществления: опорный элемент 21 и прижимной элемент 24 были изготовлены из металлического материала, такого как железо, алюминий, нержавеющая сталь или медь, или из керамического материала и чтобы по меньшей мере один лист из листов (в частности, лист 31, образующий наружный слой и образующий наружную поверхность наружного покрывающего элемента 3) из множества листов 31, 32, образующих непрерывную ленту 10 подгузников (лентообразный листовой ламинат), в частности, включал в себя полимерный материал и, более точно, был изготовлен, например, из нетканого материала. Кроме того, предпочтительно, чтобы все из множества листов 31 включали в себя полимерный материал. Что касается нетканого материала, то любой нетканый материал, обычно используемый в данной области техники, может быть использован без особого ограничения.
Кроме того, с точки зрения надежного образования части 40, скрепленной сплавлением, с серповидной формой или формой полумесяца в сечении вдоль направления ширины подгузника 1 (скрепленного сплавлением листового изделия) и образования частей 4, представляющих собой боковые швы, (герметично скрепленных краевых частей) с прочностью полученного сплавлением соединения, достаточной для практического использования, а также с точки зрения уменьшения потребления энергия для технологического процесса, необходимой для изготовления скрепленных сплавлением листовых изделий, отношение (Φ/W) диаметра Φ пятна лазерного луча 30 (то есть, части, облучаемой лазерным лучом 30) на непрерывной ленте 10 подгузников (лентообразном листовом ламинате) к ширине W щелевого отверстия 27, через которое излучается лазерный луч 39 (ср. Фиг. 6(b); это длина отверстия 27 в направлении вдоль окружности цилиндрического валика 23) предпочтительно составляет 0,05 или более, более предпочтительно - 0,1 или более, еще более предпочтительно - 0,4 или более и предпочтительно 8 или менее, более предпочтительно - 7 или менее, еще более предпочтительно - 2 или менее, и, более точно, предпочтительно от 0,05 до 8, более предпочтительно - от 0,1 до 7, еще более предпочтительно - от 0,4 до 2. Ширина щелевого отверстия 27 составляет, например, от 0,1 до 4,0 мм.
Как описано выше, части (подлежащие разрезанию/разделению части 10С) в непрерывной ленте 10 подгузников (листовом ламинате), которые перекрывают отверстия 27, не воспринимают силу давления, создаваемую за счет зажима между опорным элементом 21 и лентой 24 для приложения давления (прижимным элементом). Однако часть 10С представляет собой часть, на которую фактически действует сила давления, и, таким образом, образуется скрепленная сплавлением часть 40. Для более стабильного образования части 40, скрепленной сплавлением, предпочтительно разработать способ дополнительного увеличения силы давления, создаваемой за счет зажима между элементами 21, 24.
Фиг. 9 иллюстрирует модифицированный пример, в котором часть лазерного соединяющего устройства 20 усовершенствована для обеспечения возможности более стабильного образования части 40, скрепленной сплавлением. В модифицированном примере, проиллюстрированном на Фиг. 9, выступающая часть 45 образована вблизи щелевого отверстия 27 (в зоне в пределах 35 мм от краевой части отверстия 27) на наружной поверхности 21а опорного элемента 21, на которой размещена непрерывная лента 10 подгузников, при этом выступающая часть 45 выступает в большей степени по направлению к непрерывной ленте 10 подгузников, расположенной на наружной поверхности 21а (в большей степени по направлению к ленте 24 для приложения давления), чем участки периферии отверстия 27. Более точно, выступающая часть 45 образована на наружной поверхности 21а опорного элемента 21 у краевой части каждого отверстия из двух краевых частей отверстия, которые расположены с обеих сторон каждого отверстия 27 и которые простираются вдоль направления длины отверстия (направления ширины опорного элемента 21). Каждая выступающая часть 45 является непрерывной вдоль отверстия 27 на всей длине в направлении длины отверстия и является прямоугольной на виде в плане. Высота 45h выступания каждой выступающей части 45 (высота выступания от участков периферии) является постоянной и не изменяется на всей длине выступающей части 45. Верхний участок выступающей части 45 может быть плоским или может представлять собой криволинейную поверхность, имеющую заданную кривизну, и криволинейная поверхность может быть параллельна наружной поверхности 21а цилиндрического опорного элемента 21.
За счет образования выступающих частей 45 вблизи (в краевых частях отверстия) отверстия 27 на наружной поверхности 21а опорного элемента 21 и образования тем самым уступа между зоной вблизи отверстия 27 и участками его периферии зона вблизи части, подлежащей разрезанию/разделению, в непрерывной ленте 10 подгузников будет расположена в верхней части каждой выступающей части 45, которая находится на сравнительно высоком месте на вышеупомянутом уступе; таким образом, сила сдавливания, действующая на часть, соответствующую зоне вблизи отверстия, будет локально увеличена. Таким образом, эффективно предотвращается локальное уменьшение вышеупомянутой силы сдавливания, действующей на непрерывную ленту 10 подгузников, и расплавление/разрезание непрерывной ленты 10 подгузников будет выполняться еще более стабильным образом, в результате чего дополнительно повышается прочность получаемого сплавлением соединения частей 4, представляющих собой боковые швы, (герметично скрепленных краевых частей) в готовом подгузнике 1 (скрепленном сплавлением листовом изделии).
С точки зрения достижения вышеупомянутого эффекта более надежным образом высота 45h выступания выступающей части 45 (ср. Фиг. 9) предпочтительно составляет 0,1 мм или более, более предпочтительно - 1 мм или более и предпочтительно 10 мм или менее, более предпочтительно - 8 мм или менее, и, более точно, предпочтительно от 0,1 мм до 10 мм включительно, более предпочтительно - от 1 мм до 8 мм включительно.
Ширина 45w выступающей части 45 (ср. Фиг. 9; это длина в направлении, ортогональном к направлению ширины опорного элемента 21) предпочтительно составляет 1 мм или более, более предпочтительно - 2 мм или более и предпочтительно 20 мм или менее, более предпочтительно - 10 мм или менее, и, более точно, предпочтительно от 1 мм до 20 мм включительно, более предпочтительно - от 2 мм до 10 мм включительно.
Фиг. 10 иллюстрирует другой модифицированный пример лазерного соединяющего устройства, проиллюстрированного на Фиг. 1. нижеприведенное описание, относящееся к данному модифицированному примеру, сфокусировано главным образом на составных частях, которые отличаются от составных частей в вышеупомянутом лазерном соединяющем устройстве 20, и аналогичные составные части обозначены теми же ссылочными позициями, и разъяснение их опущено. Разъяснение в отношении вышеупомянутого лазерного соединяющего устройства 20 применимо соответствующим образом для составных частей, которые конкретно не разъяснены.
Лазерное соединяющее устройство 20, проиллюстрированное на Фиг. 1, выполнено с такой конфигурацией, что лазерный луч 30 излучается из облучающей головки 35, предусмотренной в полой части полого цилиндрического валика 23, по направлению к опорному элементу 21, образующему периферийную поверхностную часть цилиндрического валика 23. Напротив, лазерное соединяющее устройство 20А, проиллюстрированное на Фиг. 10, выполнено с такой конфигурацией, что лазерный луч 30 излучается из облучающей головки 35, предусмотренной в пространстве, окруженном предназначенной для приложения давления лентой 24А устройства 26 ленточного типа для приложения давления, по направлению к ленте 24А для приложения давления. Более точно, лазерное соединяющее устройство 20А включает в себя цилиндрический валик 23А (прижимной элемент), который приводится во вращение в направлении стрелки А, и устройство 26 ленточного типа для приложения давления и предусмотренное с бесконечной лентой 24А для приложения давления, при этом цилиндрический валик 23А служит в качестве прижимного элемента, и лента 24А для приложения давления служит в качестве опорного элемента 21, имеющего части для прохождения света (непроиллюстрированные), через которые может проходить лазерный луч 30. Цилиндрический валик 23А является сплошным и цилиндрическим (кольцевым), и его периферийная поверхностная часть 23Аа является плоской и гладкой. Каждая часть для прохождения света (непроиллюстрированная) в ленте 24А для приложения давления (опорном элементе 21) представляет собой щелевое отверстие, которое является прямоугольным на виде в плане подобно отверстию 27 в опорном элементе 21 (периферийной поверхностной части цилиндрического валика 23) в вышеупомянутом лазерном соединяющем устройстве 20. Направление длины каждого отверстия совпадает с направлением ширины ленты 24А для приложения давления (направлением, параллельным оси вращения каждого из трех роликов 25а, 25b, 25с, которые лента 24А для приложения давления охватывает петлей), и множество отверстий образованы с заданными интервалами между ними в направлении длины ленты 24А для приложения давления. Элемент, аналогичный опорному элементу 21 в вышеупомянутом лазерном соединяющем устройстве 20, может быть использован в качестве цилиндрического валика 23А (прижимного элемента) в данном варианте. Элемент, аналогичный ленте 24 для приложения давления, служащей в качестве прижимного элемента в вышеупомянутом лазерном соединяющем устройстве 20, может быть использован в качестве ленты 24А для приложения давления (опорного элемента 21) в данном варианте.
В способе изготовления натягиваемых подгузников одноразового использования посредством использования лазерного соединяющего устройства 20А, подобного проиллюстрированному на Фиг. 10, непрерывную ленту 10 подгузников подают посредством направляющих роликов (непроиллюстрированных) и т.д. на периферийную поверхностную часть 23Аа цилиндрического валика 23А (прижимного элемента) таким образом, что другая поверхность 10b будет прилегать к периферийной поверхностной части 23Аа, и во время непрерывного перемещения непрерывной ленты 10 подгузников так, чтобы она охватила цилиндрический валик 23А, обеспечивается прилегание ее одной поверхности 10а к наружной поверхности ленты 24А для приложения давления (опорного элемента 21) - которая имеет щелевые отверстия (непроиллюстрированные; это части для прохождения света), через которые может проходить лазерный луч 30, - в то время как ее другая поверхность 10b прижимается к периферийной поверхностной части 23Аа цилиндрического валика 23А, и посредством облучения непрерывной ленты 10 подгузников, которая находится в данном (сдавленном) состоянии, лазерным лучом 30 со стороны ленты 24А для приложения давления через отверстие непрерывная лента 10 подгузников подвергается разрезанию и разделению, и разрезанные краевые части, которые были образованы путем разрезания и разделения, в множестве листов, находящихся в вышеупомянутом сдавленном состоянии, одновременно скрепляются вместе сплавлением. Таким образом, натягиваемые подгузники 1 одноразового использования (скрепленные сплавлением листовые изделия), каждый (каждое) из которых включает в себя наружный покрывающий элемент 3 (скрепленное сплавлением листовое изделие), имеющий (имеющее) две части 4, 4, представляющие собой боковые швы, (герметично скрепленные краевые части) изготавливаются непрерывно (ср. Фиг. 2).
Будет описан лазерный луч, используемый в настоящем изобретении (первом изобретении). Лазерный луч, имеющий длину волны, которая поглощается листом (-ами), образующим (-ими) листовой ламинат, и которая вызывает выделение тепла листом (-ами), используется в качестве лазерного луча, подлежащего излучению на листовой ламинат. В данном случае «лист, образующий листовой ламинат», не ограничен листом (например, листом 31, образующим наружный слой, в вышеупомянутом варианте осуществления), образующим одну поверхность (поверхность, прилегающую к опорному элементу) листового ламината, но он может представлять собой любой лист, образующий листовой ламинат. То, имеет ли лазерный луч, излучаемый на листовой ламинат, длину волны, которая поглощается каждым листом, образующим листовой ламинат, и которая вызывает выделение тепла листом (-ами), или нет, определяется взаимосвязью между листовым материалом и длиной волны используемого лазерного луча. В тех случаях, когда лист, образующий листовой ламинат, представляет собой образованный из синтетической смолы, нетканый материал или пленку, который/которая, как правило, используется при изготовлении поглощающих изделий (гигиенических изделий), таких как подгузники одноразового использования и гигиенические прокладки, как в предыдущем варианте осуществления, предпочтительно использовать лазерные лучи, такие как лазеры на диоксиде углерода, лазеры на иттрий-алюминиевом гранате (YAG), полупроводниковые лазеры (LD), лазеры на ванадате иттрия (YVO4) или волоконные лазеры. В тех случаях, когда лист, образующий листовой ламинат, включает в себя, например, полиэтилен, полиэтилентерефталат или полипропилен в качестве синтетической смолы, предпочтительно использовать диапазон длин волн, например, от 8,0 до 15 мкм в качестве длин волн, которые могут быть поглощены листом и обеспечивают удовлетворительное выделение тепла листом. Более предпочтительно, если длина волны колебаний лазера на СО2, когда имеется высокомощное лазерное устройство, составляет от 9,0 до 11,0 мкм. Диаметр пятна лазерного луча, выходная мощность лазера и т.д. могут быть выбраны соответствующим образом с учетом материала, толщины и т.д. листов, образующих листовой ламинат.
Скрепленное сплавлением листовое изделие, изготовленное в соответствии с настоящим изобретением (первым изобретением), может быть использовано как есть или может быть объединено в одно целое с другими компонентами и использовано в качестве различных изделий. К примерам различных изделий относятся: различные поглощающие изделия, такие как гигиенические прокладки и прокладки, используемые при недержании, помимо вышеупомянутых натягиваемых подгузников одноразового использования, и изделия, отличные от поглощающих изделий, таких как листы для очистки поверхностей полов, листы для вытирания тела и тепловые генераторы, предназначенные для обогрева тела. К примерам скрепленных сплавлением листовых изделий, образующих поглощающие изделия, относятся: (а) изделие, в котором верхний лист, образующий контактирующую с кожей поверхность поглощающего изделия, и задний лист, образующий не контактирующую с кожей поверхность поглощающего изделия, соединены вместе в частях, выступающих наружу от периферийного края поглощающей сердцевины, и (b) гигиеническая прокладка, образованная посредством скрепления сплавлением верхнего листа и листа гигиенической прокладки, который образует часть в виде крылышка, или листа, образующего часть в виде крылышка, и заднего листа, или верхнего листа, листа, образующего часть в виде крылышка, и заднего листа. Примером скрепленного сплавлением листового изделия, образующего тепловой генератор для обогрева тела, является тепловой генератор, в котором используется тепловыделение, включающее реакцию окисления между кислородом в воздухе и окисляемым металлом, при этом тепловой генератор выполнен с такой конфигурацией, что листообразный тепловыделяющий элемент расположен и размещен в заданном положении между двумя воздухопроницаемыми листами, при этом листообразный тепловыделяющий элемент, как правило, включает в себя окисляемый металл, электролит и воду.
В частности, поскольку скрепленное сплавлением листовое изделие, изготовленное посредством настоящего изобретения, имеет герметично скрепленные краевые части, которые являются мягкими и имеют приятную текстуру, в тех случаях, когда поглощающее изделие представляет собой гигиеническую прокладку, операция изготовления скрепленного сплавлением листового изделия может быть использована для образования наружной периферийной части со швом посредством соединения верхнего листа и заднего листа вдоль наружной периферии гигиенической прокладки при поглощающей сердцевине, расположенной между верхним листом и задним листом. Кроме того, операция изготовления скрепленного сплавлением листового изделия может быть использована для образования наружной периферийной части со швом посредством соединения верхнего листа и заднего листа - при поглощающей сердцевине, расположенной между ними, - вдоль наружной периферии основной части (части, не включающей в себя крылышки) гигиенической прокладки.
Между тем, часть для прохождения света по вышеприведенному варианту осуществления представляет собой щелевое отверстие, которое проходит сквозь опорный элемент в направлении толщины подобно отверстию 27, проиллюстрированному на Фиг. 6(b). Однако часть для прохождения света по настоящему изобретению не ограничена данным отверстием, и, как, например, проиллюстрировано на Фиг. 11(а), зона вблизи конца (наружного края) 21s опорного элемента 21 (то есть часть, в которой отсутствует опорный элемент) может быть использована в качестве части для прохождения света. В данном случае листовой ламинат 10 (непрерывная лента подгузников) включает в себя часть 10А, зажатую между опорным элементом 21 и лентой 24 для приложения давления (прижимным элементом), и часть 10В, которая не прилегает к опорному элементу 21, и зажатая часть 10А и зона вблизи нее находятся в состоянии, в котором они сдавлены (сжаты) в направлении толщины перед подверганием их разрезанию и разделению посредством облучения лазерным лучом, в то время как часть в пределах вышеупомянутой части 10В за исключением зоны вблизи зажатой части 10А (то есть часть, которая простирается на заданном расстоянии от конца 21s опорного элемента 21 или на расстоянии, превышающем заданное расстояние от конца 21s опорного элемента 21) находится в несдавленном (несжатом) состоянии. Если, как проиллюстрировано на Фиг. 11(а), листовой ламинат 10, находящийся в данном состоянии, в котором он сдавлен с одной стороны, - в котором приложение давление происходит только с одной стороны относительно части, облучаемой лазерным лучом, - подвергнется облучению лазерным лучом 30 вблизи конца 21s опорного элемента 21, и непрерывная лента 10 подгузников будет разрезана и разделена на зажатую часть 10А и неприлегающую часть 10В, разрезанные краевые части листов в зажатой части 10А будут скреплены сплавлением, поскольку они находятся в сдавленном состоянии перед разрезанием/разделением, но разрезанные краевые части листов в неприлегающей части 10В не будут скреплены сплавлением, поскольку они находятся в несдавленном состоянии перед разрезанием/разделением. В данном случае «зона вблизи конца (наружного края) 21s опорного элемента 21» - это зона, в которой листовой ламинат 10 (непрерывная лента подгузников) находится в состоянии, в котором он (она) сдавлен (-а) опорным элементом 21, и, более точно, представляет собой зону, предпочтительно простирающуюся на расстоянии в пределах 2 мм, более предпочтительно - в пределах 1 мм от конца 21s опорного элемента 21.
Как проиллюстрировано на Фиг. 11(а), в тех случаях, когда часть для прохождения света представляет собой зону вблизи конца 21s опорного элемента 21 и листовой ламинат 10 (непрерывная лента подгузников), находящийся (находящаяся) в состоянии, в котором он (она) сдавлен (-а) с одной стороны, подвергается облучению лазерным лучом 30 посредством вышеупомянутой части для прохождения света и разрезанию и разделению, с точки зрения надежного образования части 40, скрепленной сплавлением, с серповидной формой или формой полумесяца в сечении вдоль направления ширины скрепленного сплавлением листового изделия (подгузника 1) и образования частей 4, представляющих собой боковые швы, (герметично скрепленных, краевых частей) с прочностью соединения, полученного сплавлением, которая достаточна для практического использования, а также с точки зрения уменьшения потребления энергия для технологического процесса, необходимой для изготовления скрепленных сплавлением листовых изделий, отношение (Φ/W’) диаметра Φ пятна лазерного луча 30 (части, облучаемой лазерным лучом 30) на листовом ламинате 10 к расстоянию W’ от конца 21s опорного элемента 21 до центра пятна лазерного луча 30 предпочтительно составляет 0,1 или более, более предпочтительно - 0,2 или более, еще более предпочтительно - 0,8 или более и предпочтительно 16 или менее, более предпочтительно - 14 или менее, еще более предпочтительно - 8 или менее, и, более точно, предпочтительно от 0,1 до 16, более предпочтительно - от 0,2 до 14, еще более предпочтительно - от 0,8 до 8.
Фиг. 12 иллюстрирует вариант осуществления способа изготовления гигиенических прокладок в качестве примера использования варианта осуществления облучения лентообразного листового ламината в так называемом состоянии, в котором он сдавлен с одной стороны, лазерным лучом, как проиллюстрировано на Фиг. 11(а). В способе изготовления гигиенических прокладок, проиллюстрированном на Фиг. 12: лентообразный листовой ламинат 10 перемещают в направлении стрелки А при одновременном обеспечении прилегания одной поверхности 10а данного листового ламината к опорным элементам 21А; прижимной элемент (непроиллюстрированный), такой как лента 24 для приложения давления (ср. Фиг. 1), прижимают к другой поверхности (непроиллюстрированной) листового ламината 10, и лентообразный листовой ламинат 10, находящийся в данном состоянии, облучают лазерным лучом посредством части для прохождения света со стороны опорного элемента 21А. Форма каждого опорного элемента 21А на виде в плане такая же, как форма гигиенической прокладки, которая представляет собой заданное изделие, на виде в плане, и множество опорных элементов 21А расположены с заданными интервалами W1 в направлении А перемещения, при этом направление длины каждого опорного элемента 21А совпадает с направлением А перемещения листового ламината 10. Когда обеспечивается прилегание лентообразного листового ламината 10 к расположенным таким образом, опорным элементам 21А, лентообразный листовой ламинат 10 подвергают облучению лазерным лучом вдоль конца (наружного края) 21s каждого опорного элемента 21 со стороны опорного элемента 21А, и, таким образом, один предмет, представляющий собой гигиеническую прокладку (или ее заготовку), может быть изолирован от лентообразного листового ламината 10. В этом случае интервал W1 (участок, окруженный пунктирными линиями на Фиг. 12) между двумя опорными элементами 21А, 21А, соседними друг с другом в направлении А перемещения, служит в качестве части для прохождения света подобно отверстию 27, проиллюстрированному на Фиг. 5; разрезанные краевые части листов с одной стороны интервала W1 в направлении А перемещения, а также разрезанные краевые части листов с другой стороны данного интервала скрепляются сплавлением, поскольку они находятся в сдавленном состоянии перед разрезанием/разделением за счет того, что они зажаты между опорными элементами 21А и прижимным элементом (непроиллюстрированным). Напротив, участки лентообразного листового ламината 10, которые находятся вблизи концов 21s каждого опорного элемента 21, но где интервал W1 не образован (то есть участки, вблизи которых отсутствует конец 21s другого опорного элемента 21А), находятся в состоянии, в котором они сдавлены с одной стороны, как проиллюстрировано на Фиг. 11(а). Таким образом, на виде в плане, подобном проиллюстрированному на Фиг. 12, разрезанные краевые части листов на стороне, перекрывающей опорный элемент 21А, скрепляются сплавлением, поскольку они находятся в сдавленном состоянии перед разрезанием/разделением, но разрезанные краевые части на стороне, которая не перекрывает опорный элемент 21А, не скрепляются сплавлением, поскольку они находятся в несдавленном состоянии перед разрезанием/разделением. В одном предмете, представляющем собой гигиеническую прокладку и изолированном, как указано выше, множество листов, образующих гигиеническую прокладку (листовой ламинат 10), скрепляются сплавлением (соединяются) вместе на наружной периферии гигиенической прокладки, и образуется наружная периферийная часть со швом.
Кроме того, как проиллюстрировано на Фиг. 11(b), лента 24 для приложения давления (ср. Фиг. 6(b)), служащая в качестве прижимного элемента в предыдущем варианте осуществления, может иметь отверстия 27А на участках, соответствующих отверстиям 27 (частям для прохождения света) в опорном элементе 21. Отверстие 27А имеет такие же форму и размеры на виде в плане, как отверстие 27. За счет выполнения отверстия 27А в прижимном элементе на участке напротив отверстия 27 (части для прохождения света) по ту сторону листового ламината 10 можно ожидать проявления различных эффектов, таких как: эффективное удаление газов, образующихся при облучении лазерным лучом, предотвращение загрязнения прижимного элемента, подавление перегрева прижимного элемента, ускорение охлаждения прижимного элемента и ускорение охлаждения части 40, скрепленной сплавлением. Когда лентообразный листовой ламинат 10 подвергается облучению лазерным лучом 30 через отверстие 27 и разрезается и разделяется, разрезанные краевые части листов с одной стороны отверстия 27, а также разрезанные краевые части листов с другой стороны отверстия скрепляются сплавлением, поскольку они находятся в сдавленном состоянии перед разрезанием/разделением, как проиллюстрировано на Фиг. 11(b). Цилиндрический валик 23А (прижимной элемент), проиллюстрированный на Фиг. 10, может иметь в его периферийной поверхностной части 23Аа отверстие, которое имеет такие же форму и размеры на виде в плане, как вышеупомянутое непроиллюстрированное отверстие (часть для прохождения света) в ленте 24А для приложения давления (опорном элемент 21) в части, соответствующей отверстию (части для прохождения света).
Настоящее изобретение (первое изобретение) было описано выше в соответствии с вариантами его осуществления, но настоящее изобретение не ограничено вышеприведенными вариантами осуществления и может быть модифицировано соответствующим образом в пределах объема, который не отходит от сущности настоящего изобретения. Например, листовой ламинат может быть образован посредством наложения двух, трех или пяти или более листов друг на друга в виде слоев вместо четырех листов, проиллюстрированных на Фиг. 6(а). Кроме того, для охвата цилиндрического валика 23 (опорного элемента 21) непрерывной лентой 10 подгузников (листовым ламинатом) без образования каких-либо морщин или провисания лазерное соединяющее устройство 20 может быть предусмотрено с механизмом для регулирования натяжения непрерывной ленты 10 подгузников. Лазерное соединяющее устройство 20 также может быть предусмотрено с механизмом для удаления смолы и т.д., прилипшей к поверхности прижимного элемента 24, прилегающей к непрерывной ленте 10 подгузников. Кроме того, в вышеприведенном варианте осуществления операцию образования герметично скрепленных краевых частей выполняют на цилиндрическом валике, но помимо цилиндрического валика данная операция может быть выполнена на криволинейной поверхности, образованной как прерывистая, или на плоской поверхности. Кроме того, средство приложения давления (способ приложения давления) для перевода непрерывной ленты 10 подгузников в сдавленное состояние не ограничено (не ограничен) зажимом непрерывной ленты 10 подгузников между опорным элементом 21 и лентой 24 для приложения давления (прижимным элементом), как описано выше, и возможны другие средства/способы, такие как: удерживание непрерывной ленты 10 подгузников со стороны опорного элемента 21 за счет всасывания, вдувание воздуха на непрерывную ленту 10 подгузников со стороны, противоположной по отношению к опорному элементу 21 (то есть со стороны прижимного элемента), регулирование натяжения непрерывной ленты 10 подгузников на опорном элементе 21 и приложение давления за счет использования статического электричества или магнитной силы. Элементы, предусмотренные только в одном из вышеприведенных вариантов осуществления, могут все быть использованы как взаимозаменяемые в вариантах осуществления соответствующим образом.
Применительно к вышеприведенным вариантам осуществления настоящего изобретения (первого изобретения) раскрыты нижеследующие дополнительные примечания (способы изготовления скрепленных сплавлением листовых изделий; скрепленные сплавлением листовые изделия; способы изготовления поглощающих изделий).
<1> Способ изготовления скрепленного сплавлением листового изделия, которое включает в себя герметично скрепленные краевые части, образованные посредством скрепления краевых частей множества листов сплавлением в состоянии, в котором краевые части листов наложены друг на друга, в котором:
по меньшей мере, один лист из множества листов включает в себя полимерный материал; и
при этом способ изготовления включает этап образования герметично скрепленных краевых частей посредством обеспечения прилегания одной поверхности лентообразного листового ламината, в котором множество листов ламинированы, к опорному элементу, который имеет часть для прохождения света, через которую может проходить лазерный луч, и облучения - со стороны опорного элемента посредством части для прохождения света - лентообразного листового ламината, который находится в сдавленном состоянии, лазерным лучом, имеющим длину волны, которая поглощается листами, образующими листовой ламинат, и которая вызывает выделение тепла листами, и, таким образом, разрезания и разделения лентообразного листового ламината, и одновременного скрепления разрезанных краевых частей сплавлением, при этом указанные разрезанные краевые части образованы посредством разрезания/разделения в множестве листов, которые находятся в сдавленном состоянии.
<2> Способ изготовления скрепленного сплавлением листового изделия по пункту <1>, в котором часть для прохождения света представляет собой щелевое отверстие, которое проходит сквозь опорный элемент в направлении его толщины.
<3> Способ изготовления скрепленного сплавлением листового изделия по пункту <2>, в котором отношение (Φ/W) диаметра Φ пятна лазерного луча на листовом ламинате к ширине W щелевого отверстия составляет от 0,05 до 8 включительно.
<4> Способ изготовления скрепленного сплавлением листового изделия по пункту <2>, в котором отношение (Φ/W) диаметра Φ пятна лазерного луча на листовом ламинате к ширине W щелевого отверстия предпочтительно составляет 0,05 или более, более предпочтительно - 0,1 или более, еще более предпочтительно - 0,4 или более и предпочтительно 8 или менее, более предпочтительно - 7 или менее, еще более предпочтительно - 2 или менее, и, более точно, предпочтительно от 0,05 до 8, более предпочтительно - от 0,1 до 7, еще более предпочтительно - от 0,4 до 2.
<5> Способ изготовления скрепленного сплавлением листового изделия по пункту <2> или <3>, в котором выступающая часть образована вблизи отверстия на наружной поверхности опорного элемента там, где размещают листовой ламинат, при этом выступающая часть выступает по направлению к листовому ламинату, размещенному на наружной поверхности, в большей степени, чем участки периферии отверстия.
<6> Способ изготовления скрепленного сплавлением листового изделия по пункту <1>, в котором: часть для прохождения света представляет собой зону вблизи конца опорного элемента; и отношение (Φ/W) диаметра Φ пятна лазерного луча на листовом ламинате к расстоянию W’ от конца опорного элемента до центра пятна лазерного луча составляет от 0,1 до 16 включительно.
<7> Способ изготовления скрепленного сплавлением листового изделия по пункту <1>, в котором: часть для прохождения света представляет собой зону вблизи конца опорного элемента; и отношение (Φ/W) диаметра Φ пятна лазерного луча на листовом ламинате к расстоянию W’ от конца опорного элемента до центра пятна лазерного луча предпочтительно составляет 0,1 или более, более предпочтительно - 0,2 или более, еще более предпочтительно - 0,8 или более и предпочтительно 16 или менее, более предпочтительно - 14 или менее, еще более предпочтительно - 8 или менее, и, более точно, предпочтительно от 0,1 до 16, более предпочтительно - от 0,2 до 14, еще более предпочтительно - от 0,8 до 8.
<8> Способ изготовления скрепленного сплавлением листового изделия по любому из пунктов <1>-<7>, в котором: по меньшей мере, один лист из множества листов включает в себя термоплавкую синтетическую смолу и представляет собой, например, нетканый материал, пленку или листовой слоистый материал, образованный из нетканого материала и пленки, и предпочтительно все из множества листов включают в себя полимерный материал.
<9> Способ изготовления скрепленного сплавлением листового изделия по любому из пунктов <1>-<8>, в котором: прижимной элемент прижимают к другой поверхности лентообразного листового ламината, прилегающего к опорному элементу; и лентообразный листовой ламинат в данном состоянии облучают лазерным лучом со стороны опорного элемента посредством части для прохождения света.
<10> Способ изготовления скрепленного сплавлением листового изделия по пункту <9>, в котором опорный элемент и прижимной элемент изготовлены из материала, выбранного из металлического материала, смолы или керамического материала.
<11> Способ изготовления скрепленного сплавлением листового изделия по пункту <9> или <10>, в котором:
листовой ламинат находится в состоянии, в котором он сдавлен с одной стороны;
листовой ламинат, находящийся в состоянии, в котором он сдавлен с одной стороны, включает в себя часть, зажатую между опорным элементом и прижимным элементом, и часть, которая не прилегает к опорному элементу; и
зажатая часть и зона вблизи нее находятся в состоянии, в котором они сдавлены (сжаты) в направлении толщины перед разрезанием и разделением посредством облучения лазерным лучом, и участок в пределах части, не прилегающей к опорному элементу, и не включающий в себя зону вблизи зажатой части (то есть часть, которая простирается на заданном расстоянии от конца опорного элемента или на расстоянии, превышающем заданное расстояние от конца опорного элемента), находится в несдавленном (несжатом) состоянии.
<12> Способ изготовления скрепленного сплавлением листового изделия по пункту <11>, в котором, если листовой ламинат, находящийся в состоянии, в котором он сдавлен с одной стороны, подвергают облучению лазерным лучом и листовой ламинат разрезают и разделяют на часть, зажатую между опорным элементом и прижимным элементом, и часть, которая не прилегает к опорному элементу, разрезанные краевые части листов в зажатой части скрепляются сплавлением, поскольку они находятся в сдавленном состоянии перед разрезанием/разделением, но разрезанные краевые части листов в части, не прилегающей к опорному элементу, не скрепляются сплавлением, поскольку они находятся в несдавленном состоянии перед разрезанием/разделением.
<13> Способ изготовления скрепленного сплавлением листового изделия по пункту <11> или <12>, в котором листовой ламинат, находящийся в состоянии, в котором он сдавлен с одной стороны, облучают лазерным лучом посредством части для прохождения света, и, таким образом, листовой ламинат разрезают и разделяют.
<14> Скрепленное сплавлением листовое изделие, изготовленное способом изготовления по любому из пунктов 1-18, в котором:
в сечении вдоль направления, ортогонального к направлению, в котором простираются герметично скрепленные краевые части, наружный край каждой из герметично скрепленных краевых частей, образованных посредством разрезания/разделения, имеет дугообразную форму, которая выступает по направлению к внутренней стороне скрепленного сплавлением листового изделия; скрепленная сплавлением часть, в которой листы, образующие скрепленное сплавлением листовое изделие, скреплены сплавлением, образована так, что скрепленная сплавлением часть включает в себя наружный край герметично скрепленной краевой части и расположена внутри скрепленного сплавлением листового изделия по отношению к наружному краю, и в направлении толщины скрепленного сплавлением листового изделия ширина части, скрепленной сплавлением, больше на ее центральном участке, чем на ее обоих концевых участках.
<15> Скрепленное сплавлением листовое изделие по пункту <14>, в котором скрепленная сплавлением часть в ее сечении образована так, что она имеет серповидную форму или форму полумесяца.
<16> Способ изготовления поглощающего изделия, при этом способ включат этап изготовления скрепленного сплавлением листового изделия способом изготовления по любому из пунктов <1>-<13>.
<17> Способ изготовления поглощающего изделия по пункту <16>, в котором:
поглощающее изделие представляет собой натягиваемый подгузник одноразового использования, включающий в себя поглощающий комплект и наружный покрывающий элемент, который расположен со стороны не контактирующей с кожей поверхности поглощающего комплекта и к которому поглощающий комплект прикреплен, при этом две части, представляющие собой боковые швы, образованы посредством соединения обеих боковых краевых частей наружного покрывающего элемента в части, размещаемой со стороны живота, и обеих боковых краевых частей наружного покрывающего элемента в части, размещаемой со стороны спины; и
скрепленное сплавлением листовое изделие изготавливают посредством сгибания лентообразного наружного покрывающего элемента в направлении его ширины и облучения заданной части сложенного наружного покрывающего элемента лазерным лучом, и, таким образом, разрезания и разделения лентообразного наружного покрывающего элемента и одновременного образования части, представляющей собой боковой шов.
<18> Способ изготовления поглощающего изделия по пункту <17>, при этом способ изготовления включает этап подачи лентообразного листа, образующего наружный слой, и лентообразного листа, образующего внутренний слой, в зону между двумя прижимными роликами и сдавливания листов, и образования тем самым лентообразного наружного покрывающего элемента, в котором множество эластичных элементов расположены в их растянутом состоянии между двумя листами.
<19> Способ изготовления поглощающего изделия по пункту <17>, при этом способ изготовления включает этап подачи лентообразного листа, образующего наружный слой, и лентообразного листа, образующего внутренний слой, - с эластичными элементами поясной части, эластичными элементами части для бедер и эластичными элементами части для ног, размещенными между данными листами в состоянии, в котором эластичные элементы растянуты, - между двумя прижимными роликами и сдавливания листов, и образования тем самым лентообразного наружного покрывающего элемента, в котором множество эластичных элементов расположены в их растянутом состоянии между двумя листами.
<20> Способ изготовления поглощающего изделия по любому из пунктов <16>-<19>, в котором во время разрезания и разделения непрерывной ленты поглощающих изделий на отдельные куски посредством облучения лазерным лучом два наложенных друг на друга листа в подлежащей разделению/разрезанию части непрерывной ленты поглощающих изделий и в зоне вблизи данной части соединены посредством адгезива и т.д. перед облучением лазерным лучом.
<21> Способ изготовления поглощающего изделия по любому из пунктов <16>-<20>, в котором после завершения облучения лазерным лучом разрезанные краевые части листов, образованные посредством разрезания/разделения путем облучения лазерным лучом, охлаждаются за счет контакта с опорным элементом и затвердевают, и, следовательно, обеспечивается преобразование разрезанных краевых частей в часть, скрепленную сплавлением, в которой материалы (волокна и т.д.), образующие разрезанные краевые части, сплавлены и объединены в одно целое.
<22> Способ изготовления поглощающего изделия по любому из пунктов <16>-<21>, в котором поглощающее изделие представляет собой изделие, в котором верхний лист, образующий контактирующую с кожей поверхность поглощающего изделия, и задний лист, образующий не контактирующую с кожей поверхность поглощающего изделия, соединяют вместе в частях, выступающих наружу от периферийного края поглощающей сердцевины.
<23> Способ изготовления поглощающего изделия по любому из пунктов <16>-<21>, в котором поглощающее изделие представляет собой гигиеническую прокладку, и его образуют посредством скрепления сплавлением: верхнего листа и листа гигиенической прокладки, который образует часть в виде крылышка, или листа, образующего часть в виде крылышка, и заднего листа, или верхнего листа, листа, образующего часть в виде крылышка, и заднего листа.
<24> Поглощающее изделие, включающее в себя поглощающий комплект и наружный покрывающий элемент, который расположен со стороны не контактирующей с кожей поверхности поглощающего комплекта и к которому поглощающий комплект прикреплен, при этом две части, представляющие собой боковые швы, образованы посредством соединения обеих боковых краевых частей наружного покрывающего элемента в части, размещаемой со стороны живота, и обеих боковых краевых частей наружного покрывающего элемента в части, размещаемой со стороны спины, при этом
каждая часть, представляющая собой боковой шов, образована посредством сгибания лентообразного наружного покрывающего элемента в направлении его ширины и облучения заданной части сложенного наружного покрывающего элемента лазерным лучом, и, таким образом, разрезания и разделения лентообразного наружного покрывающего элемента и одновременного образования части, представляющей собой боковой шов; и
наружный край каждой части, представляющей собой боковой шов, имеет дугообразную форму, которая выступает по направлению к внутренней стороне наружного покрывающего элемента.
<25> Поглощающее изделие по пункту <24>, в котором: каждая часть, представляющая собой боковой шов, включает в себя часть, скрепленную сплавлением, которая образована посредством расплавления и затвердевания материалов, образующих листы; и скрепленная сплавлением часть образована так, что она имеет серповидную форму или форму полумесяца в сечении вдоль направления ширины поглощающего изделия.
<26> Поглощающее изделие по пункту <24> или <25>, при этом поглощающее изделие имеет отверстие для талии, и в состоянии, в котором отверстие для талии открыто при ношении поглощающего изделия, угловая зона боковой краевой части наружного покрывающего элемента на стороне части, размещаемой со стороны живота, и угловая зона боковой краевой части наружного покрывающего элемента на стороне части, размещаемой со стороны спины, приближаются друг к другу, и расстояние между углами уменьшается.
<27> Поглощающее изделие по любому из пунктов <24>-<26>, при этом поглощающее изделие включает в себя эластичные элементы поясной части, образующие поясные сборки, и цвет эластичных элементов поясной части в части, размещаемой со стороны живота, (передней основной части) отличается от цвета эластичных элементов поясной части в части, размещаемой со стороны спины (задней основной части).
<28> Поглощающее изделие по любому из пунктов <24>-<27>, в котором цвет наружного покрывающего элемента (листа, образующего наружный слой; листа, образующего внутренний слой) в части, размещаемой со стороны живота, (передней основной части) отличается от цвета наружного покрывающего элемента в части, размещаемой со стороны спины (задней основной части).
<29> Лазерное соединяющее устройство, используемое в способе изготовления по любому из пунктов <1>-<13>, при этом:
лазерное соединяющее устройство содержит полый цилиндрический валик, предусмотренный с цилиндрическим опорным элементом, который приводится во вращение, устройство ленточного типа для приложения давления и предусмотренное с бесконечной лентой для приложения давления, и облучающую головку, расположенную в полой части цилиндрического валика и излучающую лазерный луч по направлению к опорному элементу, который образует периферийную поверхностную часть цилиндрического валика; и
цилиндрический валик имеет щелевое отверстие, которое проходит сквозь опорный элемент в направлении его толщины.
<30> Лазерное соединяющее устройство, используемое в способе изготовления по любому из пунктов <1>-<13>, при этом:
лазерное соединяющее устройство содержит цилиндрический валик, который приводится во вращение, устройство ленточного типа для приложения давления и предусмотренное с бесконечной лентой для приложения давления, и облучающую головку, которая излучает лазерный луч и которая расположена в пространстве, окруженном предназначенной для приложения давления лентой устройства ленточного типа, предназначенного для приложения давления; и
лента для приложения давления имеет щелевое отверстие, которое является прямоугольным на виде в плане.
<31> Лазерное соединяющее устройство по пункту <30>, в котором бесконечная лента для приложения давления перемещается с той же скоростью, что и цилиндрический валик.
Примеры
Настоящее изобретение (первое изобретение) будет описано с дополнительными подробностями ниже в соответствии с его Примерами. Тем не менее, следует отметить, что настоящее изобретение не ограничено нижеприведенными Примерами.
{Пример 1}
Скрепленное сплавлением листовое изделие, имеющее герметично скрепленные краевые части, было изготовлено посредством облучения листового ламината лазерным лучом в соответствии с вышеуказанным способом. В качестве листового ламината были использованы нижеуказанные три типа листовых ламинатов 1-3. Используемое лазерное соединяющее устройство в основном имело такую же конфигурацию, как лазерное соединяющее устройство 20, проиллюстрированное на Фиг. 1, за исключением того, что лазерный луч излучали на листовой ламинат в его неподвижном состоянии. В лазерном соединяющем устройстве опорный элемент 21 был выполнен из нержавеющей стали (SUS 304) с толщиной 2 мм, прижимной элемент 24 был выполнен из нержавеющей стали (SUS 304Н) с толщиной 0,75 мм, ширина W (ср. Фиг. 6(b)) щелевого отверстия 27 (части для прохождения света) в опорном элементе составляла 0,5 мм, сила давления (давления на поверхность), действующая на листовой ламинат со стороны опорного элемента 21 и элемента 24 для приложения давления, составляла 150 кПа, и длина сдавленной части вдоль направления разрезания/разделения посредством лазерного луча (направления ширины листового ламината) составляла 200 мм. В качестве лазерного луча был использован лазер на диоксиде углерода, и выходная мощность лазера составляла 24 Вт. Скорость перемещения лазерного луча изменяли таким образом, чтобы плотность D энергии (единица измерения: Дж/мм2) в зоне, облучаемой лазерным лучом, стала постоянной. Плотность D энергии представляет собой величину, определяемую посредством деления энергии излучаемого лазерного луча на площадь облучаемой зоны, и рассчитывается по нижеприведенной формуле (1А). В формуле (1А) Р - выходная мощность (Вт) лазера, Φ - диаметр (мм) пятна лазерного луча на листовом ламинате, и v - скорость перемещения лазерного луча (мм/с). Плотность D энергии изменяли в зависимости от типа листового ламината, и она составляла 0,40 Дж/мм2 для листовых ламинатов 1 и 2 и составляла 0,80 Дж/мм2 для листового ламината 3. Как очевидно из нижеприведенной формулы (1А), плотность D энергии изменяется в соответствии с изменением диаметра Φ пятна лазерного луча, и, следовательно, плотность D энергии поддерживали постоянной за счет изменения скорости перемещения лазерного луча соответствующим образом. Скорость перемещения лазерного луча составляла соответственно 300 мм/с, 59 мм/с и 14 мм/с, когда диаметр Φ пятна на листовом ламинате 1 или 2 изменяли с 0,20 мм на 1,00 мм и 3,50 мм, и скорость перемещения составляла соответственно 150 мм/с, 29 мм/с и 6 мм/с, когда диаметр Φ пятна на листовом ламинате 3 изменяли с 0,20 мм на 1,00 мм и 3,50 мм.
[Математическое выражение 1]

Листовой ламинат 1: листовой ламинат 1 представлял собой ламинат, образованный посредством соединения ламинированием четырех нетканых материалов фильерного способа производства, каждый из которых был образован из полипропиленовых синтетических волокон и имел поверхностную плотность, составляющую 18 г/м2, и закрепления нитевидных эластичных элементов посредством термоплавкого безрастворного клея между первым и вторым листами и между третьим и четвертым листами. В листовом ламинате 1 поверхностная плотность нанесения термоплавкого безрастворного клея составляла 15 г/м2, и множество эластичных элементов были закреплены таким образом, что направление длины эластичных элементов соответствовало направлению длины листового ламината 1, с интервалами, составляющими 6 мм, между ними в направлении ширины листового ламината 1 (то есть в направлении разрезания/разделения посредством лазерного луча), которое ортогонально к направлению длины.
Листовой ламинат 2: Листовой ламинат 2 представлял собой ламинат, имеющий структуру, аналогичную листовому ламинату 1, за исключением того, что не было использовано никаких эластичных элементов и был нанесен только термоплавкий безрастворный клей.
Листовой ламинат 3: Листовой ламинат 3 представлял собой ламинат, образованный посредством соединения ламинированием двух прозрачных полиэтиленовых пленок, каждая из которых имеет поверхностную плотность, составляющую 3,9 г/м2.
{Примеры 2-4 и Контрольный пример 1}
Такие же, как Пример 1, за исключением того, что ширина W щелевого отверстия 27 (части для прохождения света) и диаметр Φ пятна лазерного луча были изменены соответствующим образом.
{Пример 5}
Такой же, как Пример 1, за исключением того, что лазерный луч излучали на лентообразный листовой ламинат, находящийся в состоянии, в котором он сдавлен с одной стороны, как проиллюстрировано на Фиг. 11(а).
{Пример 6}
Такой же, как Пример 1, за исключением использования ленты 24 для приложения давления (прижимного элемента), которая (который) имеет отверстие 27А в части, соответствующей отверстию 27 (части для прохождения света) в опорном элементе 21, как проиллюстрировано на Фиг. 11(b).
{Сравнительный пример 1}
Лазерный луч излучали на листовой ламинат, находящийся в несдавленном состоянии.
{Оценка}
Характеристику скрепления сплавлением и прочность полученного сплавлением соединения каждого листового ламината (скрепленного сплавлением листового изделия) после облучения лазерным лучом оценивали в соответствии с методами, описанными ниже. Результаты показаны в нижеприведенной таблице 1. Следует отметить, что в том, что касается Примеров, в сечении вдоль направления (направления длины листового ламината), ортогонального к направлению, в котором простираются части, скрепленные сплавлением, (то есть направлению разрезания/разделения посредством лазерного луча или направлению ширины листового ламината), каждая скрепленная сплавлением часть (герметично скрепленная краевая часть) в каждом листовом ламинате (скрепленном сплавлением листовом изделии) после облучения лазерным лучом была образована с серповидной формой или формой полумесяца, и ширина части, скрепленной сплавлением, была больше на участке, центральном в направлении толщины листового ламината, чем на обоих концевых участках (верхнем и нижнем концевых участках).
{Метод оценки характеристики скрепления сплавлением}
Часть, которая была разрезана и отделена посредством лазерного луча в листовом ламинате (скрепленном сплавлением листовом изделии), после облучения лазерным лучом осматривали глазами. «О» указывает на то, что разрезанные краевые части листов, образованные посредством разрезания/разделения, были скреплены сплавлением, и «Х» указывает на то, что разрезанные краевые части не были скреплены сплавлением. Более точно, для каждого листового ламината (скрепленного сплавлением листового изделия) после облучения лазерным лучом характеристику скрепления сплавлением оценивали с обеих сторон - в направлении перемещения листового ламината - части, облученной лазерным лучом (части, перекрывающей щелевое отверстие во время облучения лазерным лучом); «О/О» указывает на то, что обе стороны были скреплены сплавлением, «О/Х» указывает на то, что только одна сторона (сторона, находящаяся в сдавленном состоянии во время облучения лазерным лучом) была скреплена сплавлением, и «Х/Х» указывает на то, что обе стороны не были скреплены сплавлением.
{Метод оценки прочности соединения, полученного сплавлением}
Часть, которая была отрезана и отделена посредством лазерного луча, вырезали так, чтобы она имела ширину, составляющую 30 мм, из каждого листового ламината (скрепленного сплавлением листового изделия) после облучения лазерным лучом, и вырезанную часть использовали в качестве образца для измерений. Прочность соединения (прочность шва) каждого образца для измерений, которое было получено сплавлением, определяли посредством использования прибора для испытаний на растяжение (Tensilon “RTC Series” от A&D Company, Limited). При измерении две выступающие части в образце для измерений, которые не были скреплены сплавлением и которые были расположены со стороны одного конца в направлении длины образца для измерений (направлении, в котором простирается герметично скрепленная краевая часть), были зажаты посредством соответствующих зажимных устройств прибора для испытаний на растяжения таким образом, что образец для измерений расслаивался на два куска, каждый из которых включал в себя половину (два в случае листовых ламинатов 1 и 2 и один в случае листового ламината 3) от числа листов, образующих каждый образец для измерений (четырех листов в листовых ламинатах 1 и 2 и двух листов в листовом ламинате 3), и зажатые выступающие части тянули в противоположных на 180 градусов направлениях (испытание на Т-расслаивание (T-peel test)). Измерение выполняли при скорости растяжения (скорости, с которой увеличивается расстояние между зажимными устройствами), составляющей 300 мм/мин, и была определена максимальная прочность. Измерение выполняли n=20 раз, и среднее значение максимальной прочности рассматривали как прочность соединения, полученного сплавлением (единица измерения: Н/30 мм).
[Φ/W’]
*2: Лазерный луч, излучаемый на лентообразный листовой ламинат, находящийся в несдавленном состоянии.
Как показано в таблице 1, в листовом ламинате после облучения лазерным лучом, полученном в Сравнительном примере 1, разрезанные краевые части листов, образованные посредством разрезания/разделения путем облучения лазерным лучом, не были скреплены сплавлением. Напротив, в скрепленных сплавлением листовых изделиях, полученных в Примерах, разрезанные краевые части листов были скреплены вместе сплавлением, и была образована скрепленная сплавлением часть (герметично скрепленная краевая часть), и каждая скрепленная сплавлением часть имела прочность соединения, полученного сплавлением, которая достаточна для практического использования. Кроме того, в Контрольном примере 1 при использовании листового ламината 1 не было образовано никакой части, скрепленной сплавлением. Предполагается, что причина этого заключается в том, что отношение (Φ/W) диаметра Φ пятна лазерного луча на листовом ламинате к ширине W щелевого отверстия, через которое излучается лазерный луч, составляет менее 0,05 и отношение Φ/W меньше, чем данное отношение в Примерах, и, таким образом, разрезанные краевые части листов, образованные посредством разрезания/разделения путем облучения лазерным лучом, не находились в состоянии, в котором они были сдавлены в направлении толщины, перед разрезанием/разделением. Исходя из этого можно понять, что предпочтительно задать отношение Φ/W равным 0,1 или более для надежного получения скрепленного сплавлением листового изделия, имеющего прочность соединения, полученного сплавлением, которая достаточна для практического использования.
В дальнейшем будет описан способ изготовления скрепленных сплавлением листовых изделий в соответствии с настоящим изобретением (вторым изобретением) - совместно со способом изготовления поглощающих изделий, включающим этап изготовления скрепленного сплавлением листового изделия в соответствии с данным способом изготовления - в соответствии с предпочтительными вариантами осуществления со ссылкой на чертежи. Разъяснение в отношении вышеупомянутого первого изобретения применимо соответствующим образом для составных элементов, которые не разъяснены отдельно. Фиг. 13 схематически иллюстрирует способ изготовления натягиваемых подгузников одноразового использования (также называемых в дальнейшем просто «подгузниками») посредством использования лазерного соединяющего устройства, который представляет собой один вариант осуществления способа изготовления поглощающих изделий по данному варианту осуществления. Способ изготовления скрепленных сплавлением листовых изделий по настоящему изобретению включает этап изготовления «скрепленного сплавлением листового изделия, имеющего герметично скрепленные краевые части, образованные посредством облучения лазерным лучом лентообразного листового ламината, в котором множество листов соединены друг с другом ламинированием, и разрезания и разделения листового ламината, и скрепления разрезанных краевых частей сплавлением, при этом данные разрезанные краевые части образованы посредством разрезания/разделения в множестве листов». В способе изготовления подгузников по данному варианту осуществления, проиллюстрированному на Фиг. 13, натягиваемый подгузник 1 одноразового использования, включающий в себя наружный покрывающий элемент 3, имеющий две части 4, 4, представляющие собой боковые швы, подобный проиллюстрированному на Фиг. 2 и 3, изготавливают в качестве скрепленного сплавлением листового изделия. Следует отметить, что как наружный покрывающий элемент 3, так и подгузник 1, включающий в себя наружный покрывающий элемент, представляют собой скрепленные сплавлением листовые изделия. В отношении скрепленного сплавлением листового изделия следует отметить, что «лентообразный листовой ламинат, в котором множество листов ламинированы», в буквальном смысле охватывает «конфигурацию, в которой множество листов ламинированы», а также охватывает «конфигурацию, в которой один лист сложен так, что он перекрывает сам себя».
Подгузник 1 во втором изобретении такой же, как подгузник 1 в вышеупомянутом первом изобретении, и, как проиллюстрировано на Фиг. 2 и 3, подгузник 1 представляет собой натягиваемый подгузник одноразового использования, включающий в себя поглощающий комплект 2 и наружный покрывающий элемент 3, который расположен со стороны не контактирующей с кожей поверхности поглощающего комплекта 2 и к которому прикреплен поглощающий комплект 2, при этом две части 4, 4, представляющие собой боковые швы, отверстие 8 для талии и два отверстия 9, 9 для ног образованы посредством соединения обеих боковых краевых частей наружного покрывающего элемента 3 в части 1А, размещаемой со стороны живота, и обеих боковых краевых частей наружного покрывающего элемента 3 в части 1В, размещаемой со стороны спины. Части 4, представляющие собой боковые швы, соответствуют вышеупомянутым «герметично скрепленным краевым частям, образованным посредством облучения лазерным лучом лентообразного листового ламината, в котором множество листов соединены друг с другом ламинированием, и разрезания и разделения листового ламината, и скрепления разрезанных краевых частей сплавлением, при этом данные разрезанные краевые части образованы посредством разрезания/разделения в множестве листов».
В способе изготовления подгузников по данному варианту осуществления непрерывную ленту 10 подгузников, в которой множество листовых ламинатов (заготовок натягиваемых подгузников одноразового использования, в которых части, представляющие собой боковые швы, еще не были образованы) расположены непрерывно в одном направлении, изготавливают отдельно как «лентообразный листовой ламинат, в котором множество листов ламинированы», и затем натягиваемые подгузники 1 одноразового использования (скрепленные сплавлением листовые изделия), каждый (каждое) из которых включает в себя наружный покрывающий элемент 3 (скрепленное сплавлением листовое изделие), имеющий (имеющее) две части 4, 4, представляющие собой боковые швы, (герметично скрепленные краевые части) изготавливают непрерывно посредством облучения непрерывной ленты 10 подгузников лазерным лучом 30, как проиллюстрировано на Фиг. 13, и, таким образом, разрезания и разделения непрерывной ленты подгузников на отдельные куски и одновременного скрепления разрезанных краевых частей сплавлением, при этом указанные разрезанные краевые части образованы путем разрезания/разделения в множестве листов, которые находятся в сдавленном состоянии.
Способ изготовления непрерывной ленты 10 подгузников (лентообразного листового ламината) во втором изобретении такой же, как способ изготовления непрерывной ленты 10 подгузников (лентообразного листового ламината) в вышеупомянутом первом изобретении (ср. Фиг. 4). Следует отметить, что необязательно наносить какой-либо термоплавкий безрастворный клей на эластичные элементы 5 поясной части и эластичные элементы 6 части для бедер, и эластичные элементы могут быть прикреплены к лентообразному листу 31, образующему наружный слой, и лентообразному листу 32, образующему внутренний слой, посредством термоплавкого безрастворного клея, нанесенного на лист 31 или лист 32.
В данном варианте осуществления, как проиллюстрировано на Фиг. 13, непрерывную ленту 10 подгузников (лентообразный листовой ламинат), которая (который) была изготовлена (был изготовлен) отдельно, как проиллюстрировано на Фиг. 4, облучают лазерным лучом посредством использования лазерного соединяющего устройства 20, и, таким образом, непрерывно изготавливают натягиваемые подгузники 1 одноразового использования (скрепленные сплавлением листовые изделия), каждый (каждое) из которых включает в себя наружный покрывающий элемент 3 (скрепленное сплавлением листовое изделие), имеющий (имеющее) две части 4, 4, представляющие собой боковые швы (герметично скрепленные краевые части).
Будет описано лазерное соединяющее устройство 20. Как проиллюстрировано на Фиг. 13 и 15, лазерное соединяющее устройство 20 представляет собой устройство для изготовления скрепленных сплавлением листовых изделий, которое обеспечивает непрерывное изготовление множества скрепленных сплавлением листовых изделий (натягиваемых подгузников 1 одноразового использования), каждое (каждый) из которых имеет герметично скрепленные краевые части (части 4, представляющие собой боковые швы), посредством облучения лазерным лучом 30 лентообразного листового ламината (непрерывной ленты 10 подгузников), в котором (в которой) множество листов ламинированы, и разрезания и разделения непрерывной ленты подгузников, и скрепления разрезанных краевых частей сплавлением, при этом указанные разрезанные краевые части образованы путем разрезания/разделения в множестве листов. Лазерное соединяющее устройство 20 включает в себя: опорный элемент 21, имеющий наружную поверхность, на которой размещается непрерывная лента 10 подгузников; облучающую головку 35, предназначенную для излучения лазерного луча 30, и средство 26 ленточного типа для приложения давления, в качестве средства для приложения давления. Опорный элемент 21 перемещается в заданном направлении (направлении стрелки А на Фиг. 13) в состоянии, в котором непрерывная лента 10 подгузников размещена на его наружной поверхности, и имеет часть для прохождения света (отверстие 27), через которую (через которое) может проходить лазерный луч 30. Облучающая головка 35 расположена со стороны внутренней поверхности опорного элемента 21 и излучает лазерный луч 30 по направлению к опорному элементу 21. Средство 26 ленточного типа для приложения давления, сдавливает со стороны, противоположной по отношению к опорному элементу 21, непрерывную ленту 10 подгузников, которая расположена на наружной поверхности опорного элемента 21.
Более точно, как проиллюстрировано на Фиг. 13, лазерное соединяющее устройство 20 включает в себя: полый цилиндрический валик 23, предусмотренный с полым кольцевым опорным элементом 21, который приводится во вращение в направлении стрелки А; облучающую головку 35, расположенную в полой части опорного элемента 21 и излучающую лазерный луч 30, и в качестве средства для приложения давления средство 26 ленточного типа для приложения давления и предусмотренное с бесконечной лентой 24 для приложения давления (прижимным элементом) и множеством роликов (четырьмя роликами) 25а, 25b, 25с, 25d, которые вращаются в состоянии, в котором лента 24 для приложения давления охватывает ролики петлей. Лазерное соединяющее устройство 20 также включает в себя механизм (непроиллюстрированный) регулирования натяжения, который может обеспечить увеличение/уменьшение и регулировку натяжения ленты 24 для приложения давления, которая должна охватывать наружную периферийную поверхность кольцевого опорного элемента 21 (периферийную поверхностную часть цилиндрического валика 23). За счет регулирования натяжения давление, приложенное к непрерывной ленте 10 подгузников (листовому ламинату) посредством опорного элемента 21 и ленты 24 для приложения давления, может быть отрегулировано соответствующим образом.
Опорный элемент 21 образует периферийную поверхностную часть (часть, которая прилегает к обрабатываемому изделию) цилиндрического валика 23 и расположен и зафиксирован между двумя кольцевыми каркасными элементами 22, 22, образующими соответствующие левую и правую боковые краевые части цилиндрического валика 23. В данном варианте осуществления опорный элемент 21 образован из одного кольцевого элемента и выполнен из металлического материала, такого как железо, алюминий, нержавеющая сталь или медь, или из термостойкого материала, такого как керамический материал. Следует отметить, что материал для образования кольцевых каркасных элементов 22 может быть выбран из тех же материалов, которые используются для опорного элемента 21.
Кольцевой опорный элемент 21 имеет размер, который позволяет непрерывной ленте 10 подгузников (лентообразному листовому ламинату), которая (который) включает в себя множество подгузников 1 (скрепленных сплавлением листовых изделий), охватывать опорный элемент. Лазерное соединяющее устройство 20, используемое в данном варианте осуществления, представляет собой, например, устройство для одновременного изготовления шести штук, в котором число изготавливаемых подгузников 1 (изделий) задано равным шести. Длина наружной периферии цилиндрического опорного элемента 21, образующего устройство 20, по существу такая же, как определяемая в направлении длины (направлении перемещения) длина непрерывной ленты 10 подгузников, включающей в себя шесть подгузников 1. Таким образом, зона на наружной периферийной поверхности кольцевого опорного элемента 21, эквивалентная приблизительно 60 градусам (= 360 градусов/6 штук) как величине центрального угла опорного элемента 21, соответствует одному подгузнику 1.
В данном случае «длина наружной периферии» (“outer peripheral length”) относится ко всей длине (периметру) окружности круга (наименьшего круга), который является наименьшим среди кругов, которые могут содержать в себе весь опорный элемент 21, если смотреть на кольцевой опорный элемент 21 (цилиндрический валик 23) в направлении его оси вращения (центральной оси), как проиллюстрировано на Фиг. 15 (на виде сбоку опорного элемента 21). Таким образом, соответствующие определяемые вдоль направления перемещения (направления вдоль окружности) длины (РН, PL, PC) описанных ниже частей опорного элемента 21 (зоны S1 начального удерживания, зоны S2 удерживания и зоны S3 последующего удерживания) представляют собой длины участков окружности наименьшего круга. Более точно, например, если опорный элемент 21 является цилиндрическим без выступов и углублений на его наружной периферийной поверхности - то есть, если контур опорного элемента 21 на виде сбоку представляет собой идеальную окружность, - то наименьший круг совпадает с идеальным кругом, и, таким образом, длина наружной периферии цилиндрического опорного элемента 21 соответствует периметру идеального круга. С другой стороны, если, например, контур опорного элемента 21 на виде сбоку является многоугольным, то наименьший круг соответствует виртуальной идеальной окружности, образованной посредством соединения вершин многоугольника, и, таким образом, длина наружной периферии данного опорного элемента 21, которая является многоугольной на его виде сбоку, соответствует периметру виртуального идеального круга. Как дополнительно описано ниже, множество углублений 28, каждое из которых выполнено с возможностью размещения в нем части листового ламината (непрерывной ленты 10 подгузников) (части, более толстой по сравнению с другими частями непрерывной ленты 10 подгузников), могут быть образованы на наружной поверхности опорного элемента 21 с заданными интервалами в направлении вдоль окружности опорного элемента 21 (ср. Фиг. 14). В подобных случаях контур опорного элемента 21 на виде сбоку может макроскопически выглядеть подобно идеальной окружности, но микроскопически (строго говоря) его нельзя рассматривать как идеальную окружность, и он может быть многоугольным. Следует отметить, что термин «кольцевой» в выражении «кольцевой опорный элемент 21» охватывает случаи, в которых контур на виде сбоку имеет идеальную форму круглого цилиндра, а также случаи, в которых контур имеет форму, отличную от идеальной окружности, такую как трапециевидная, треугольная или форма правильного многоугольника.
Опорный элемент 21 имеет части для прохождения света, через которые может проходить лазерный луч. Как проиллюстрировано на Фиг. 13 и 14, опорный элемент 21 по данному варианту осуществления имеет в качестве частей для прохождения света щелевые отверстия 27, которые проходят сквозь опорный элемент 21 в направлении толщины. Следует отметить, что на Фиг. 14 (Фиг. 14(b)) показано, как будто опорный элемент 21, лента 24 для приложения давления (прижимной элемент) и непрерывная лента 10 подгузников (листовой ламинат), расположенная/зажатая (расположенный/зажатый) между ними, перемещаются в горизонтальном направлении с левой стороны по направлению к правой стороне на Фиг. 14 для обеспечения краткости разъяснения; однако в действительности данные элементы перемещаются так, что они поворачиваются в изогнутом состоянии, соответствующем цилиндрической (кольцевой) форме цилиндрического валика 23. Каждое отверстие 27 является прямоугольным на виде в плане, и направление его длины соответствует направлению ширины опорного элемента 21 (направлению, указанному ссылочной позицией Х на Фиг. 14(а); направлению, параллельному оси вращения цилиндрического валика 23), и множество отверстий 27 образованы с заданными интервалами между ними в направлении вдоль окружности кольцевого опорного элемента 21. Как описано выше, кольцевой опорный элемент 21 в данном варианте осуществления имеет размер, который позволяет непрерывной ленте 10 подгузников, включающей в себя шесть подгузников 1, охватывать данный кольцевой опорный элемент 21, и, таким образом, имеются шесть отверстий 27, которые должны быть использованы для разрезания и разделения непрерывной ленты 10 подгузников на отдельные куски. Опорный элемент 21 обеспечивает возможность прохода лазерного луча сквозь него в отверстиях 27, но не создает возможности прохождения (пропускания) лазерного луча в частях, отличных от отверстий 27. Способы образования отверстий 27 в опорном элементе 21 включают: (1) способ перфорации отверстий 27 посредством выполнения, например, травления, пробивки или лазерной обработки в заданных частях в опорном элементе 21 или (2) способ использования множества изогнутых прямоугольных элементов в качестве опорного элемента 21 вместо одного кольцевого элемента и размещения данных элементов между двумя каркасными элементами 22, 22 при одновременном оставлении заданных зазоров между ними в направлении вдоль окружности каркасных элементов 22. В способе (2) зазор между двумя соседними элементами становится щелевым отверстием 27.
Как проиллюстрировано на Фиг. 14(b), опорный элемент 21 имеет на своей наружной поверхности (поверхности, прилегающей к обрабатываемому изделию) углубления 28, каждое из которых выполнено с возможностью размещения в нем части обрабатываемого изделия (листового ламината) (части, более толстой по сравнению с другими частями обрабатываемого изделия). Множество углублений 28 образованы с заданными интервалами в направлении перемещения (направлении вдоль окружности) кольцевого опорного элемента 21, и каждое щелевое отверстие 27 образовано в зоне (то есть в выступающей части), расположенной между двумя соседними углублениями 28, 28. Каждое отверстие 27 образовано в центре выступающей части, определяемом в направлении перемещения (направлении вдоль окружности) кольцевого опорного элемента 21. Каждая выступающая часть на опорном элементе 21 (то есть зона, расположенная между двумя соседними углублениями 28, 28) представляет собой опорную зону, которая непосредственно воспринимает давление от обрабатываемого изделия (листового ламината), охватывающего наружную поверхность опорного элемента 21, и которая по существу служит опорой для обрабатываемого изделия. На Фиг. 14 ссылочная позиция Wc обозначает длину одной выступающей части (опорной зоны) вдоль направления перемещения (направления вдоль окружности).
За счет образования углублений 28 на наружной поверхности опорного элемента 21 существует возможность подачи непрерывной ленты 10 подгузников на наружную поверхность опорного элемента 21 таким образом, что в том случае, если толщина непрерывной ленты 10 подгузников (лентообразного листового ламината) не является стабильной, относительно толстые участки в непрерывной ленте 10 подгузников (например, зоны, в которых расположены поглощающие комплекты 2) будут размещаться в углублениях 28. За счет подачи непрерывной ленты 10 подгузников на опорный элемент 21 таким образом поверхность («другая поверхность 10b») непрерывной ленты 10 подгузников, прилегающая к ленте 24 для приложения давления (прижимному элементу), становится по существу плоской, как проиллюстрировано на Фиг. 14(b), и, таким образом, когда лента 24 для приложения давления прижимается к непрерывной ленте 10 подгузников, вся часть в непрерывной ленте 10 подгузников, расположенная на каждой выступающей части (опорной зоне), в которой образовано каждое отверстие 27, (то есть часть 10С, подлежащая разрезанию/разделению, и зона вблизи нее, как проиллюстрировано на Фиг. 14) будет сдавливаться равномерно в направлении толщины посредством ленты 24 для приложения давления и за счет охватывания опорного элемента 21 непрерывной лентой 10 подгузников с заданным натяжением. Таким образом, когда данная часть, которая сдавлена в направлении толщины перед ее разрезанием/разделением посредством облучения лазерным лучом, подвергается облучению лазерным лучом и разрезанию и разделению, разрезанные краевые части множества листов, образующих разрезанную/разделенную часть, могут быть скреплены сплавлением более надежным образом, и прочность полученного сплавлением соединения частей 4, представляющих собой боковые швы, (прочность герметично скрепленных краевых частей) может быть дополнительно повышена.
В данном варианте осуществления толщина непрерывной ленты 10 подгузников (лентообразного листового ламината) частично различается, и на описанном ниже этапе облучения часть в непрерывной ленте 10 подгузников, имеющая сравнительно малую толщину (то есть зона, в которой поглощающий комплект 2 не расположен), облучается лазерным лучом через отверстие 27.
Устройство 26 ленточного типа для приложения давления, включает в себя: бесконечную ленту 24 для приложения давления (прижимной элемент) и четыре ролика 25а, 25b, 25с, 25d, которые вращаются в состоянии, когда лента 24 для приложения давления охватывает ролики петлей. Ролики 25а, 25b, 25с, 25d могут представлять собой ведущие ролики или могут представлять собой ведомые ролики, которые повторяют вращение цилиндрического валика 23. Когда один или несколько из роликов 25а, 25b, 25с, 25d и/или цилиндрический валик 23 приводится/приводятся во вращение, лента 24 для приложения давления перемещается с той же скоростью, что и цилиндрический валик 23 (опорный элемент 21). Предпочтительно, чтобы температура опорного элемента 21 и ленты 24 для приложения давления поддерживалась в пределах заданного интервала температур посредством воздушного охлаждения, водяного охлаждения или тому подобного.
Что касается ленты 24 для приложения давления (прижимного элемента), то существует возможность использования ленты, выполненной из металла или смолы, обладающей термостойкостью, которая может выдерживать нагрев, возникающий во время обработки. Лента 24 для приложения давления по данному варианту осуществления выполнена из металлического материала, такого как железо, алюминий или нержавеющая сталь. Кроме того, как правило, в качестве ленты 24 для приложения давления используется лента, которая не пропускает лазерный луч, излучаемый на обрабатываемое изделие (непрерывную ленту 10 подгузников), но вместо данной ленты может быть использована лента, обладающая подобной пропускающей способностью.
Как проиллюстрировано на Фиг. 13, в полой части полого цилиндрического валика 23 (опорного элемента 21) предусмотрена облучающая головка 35, которая излучает лазерный луч 30 по направлению к опорному элементу 21, образующему периферийную поверхностную часть цилиндрического валика 23. Облучающая головка 35 представляет собой гальваносканер (устройство с зеркалом на валу двигателя), который может обеспечить свободное перемещение лазерного луча 30, и включает в себя, например: механизм, который обеспечивает перемещение лазерного луча 30 взад и вперед в направлении, параллельном оси вращения цилиндрического валика 23 (то есть в направлении, указанном ссылочной позицией Х на Фиг. 14(а)); механизм для перемещения - в направлении вдоль окружности цилиндрического валика 23 - места (точки облучения), в котором (которой) лазерный луч 30 падает на непрерывную ленту 10 подгузников на опорном элементе 21; и механизм, предназначенный для поддержания постоянного диаметра пятна лазерного луча 30 на периферийной поверхности цилиндрического валика 23. Облучающая головка 35 не выполняет функции (не имеет источника света) создания лазерного луча 30; лазерный луч 30 генерируется источником света (непроиллюстрированным), расположенным снаружи цилиндрического валика 23, и доходит до облучающей головки 35 по оптическому пути (непроиллюстрированному), который соединяет источник света и облучающую головку 35. При данной конфигурации механизм облучения лазером может обеспечить перемещение точки облучения лазерным лучом 30 дискретно/избирательно как в направлении вдоль окружности цилиндрического валика 23, так и в направлении, ортогональном к направлению вдоль окружности (то есть в направлении, указанном ссылочной позицией Х на Фиг. 14(а); направлении, параллельном оси вращения цилиндрического валика 23).
Как проиллюстрировано на Фиг. 13, непрерывную ленту 10 подгузников (лентообразный листовой ламинат) подают на наружную периферийную поверхность опорного элемента 21, который образует периферийную поверхностную часть цилиндрического валика 23, приводимого во вращение в направлении стрелки А, в состоянии, в котором заданное натяжение создано в данной ленте посредством направляющих роликов и т.д. (непроиллюстрированных). После этого непрерывную ленту 10 подгузников перемещают на заданное расстояние за счет поворота цилиндрического валика 23 в направлении вдоль его окружности так, чтобы она охватывала опорный элемент 21. После этого непрерывную ленту 10 подгузников отделяют от опорного элемента 21 посредством отводящих роликов и прижимных роликов (непроиллюстрированных). За счет перемещения непрерывной ленты 10 подгузников так, чтобы она охватила опорный элемент 21, который образует периферийную поверхностную часть цилиндрического валика 23, с заданным натяжением, созданным в ней, и так, чтобы она была прижата лентой 24 для приложения давления, участки непрерывной ленты 10 подгузников, которые зажимаются между опорным элементом 21 и лентой 24 для приложения давления, а также зоны вблизи данных участков переводятся в состояние, в котором они сдавливаются (сжимаются) в направлении толщины в течение заданного непрерывного промежутка времени от момента времени перед их разрезанием и разделением посредством облучения лазерным лучом до тех пор, пока не пройдет заданное время после разрезания/разделения. Таким образом, например, в тех случаях, когда непрерывная лента 10 подгузников включает в себя нетканый материал, непрерывная лента 10 подгузников может быть сжата более эффективным образом, и в результате при облучении непрерывной ленты 10 подгузников, находящейся в ее сжатом состоянии, лазерным лучом и ее разрезании и разделении разрезанные краевые части множества листов, которые образуют разрезанную/разделенную часть, могут быть скреплены сплавлением более надежным образом, в результате чего дополнительно повышается прочность полученного сплавлением соединения частей 4, представляющих собой боковые швы (герметично скрепленных краевых частей).
Угол поворота кольцевого опорного элемента 21 (цилиндрического валика 23) из положения, в котором непрерывную ленту 10 подгузников (лентообразный листовой ламинат) подают на опорный элемент 21, в положение, в котором она (он) отделяется от опорного элемента 21, - то есть угол, на котором непрерывная лента 10 подгузников охватывает опорный элемент 21, - может составлять, например, от 90 до 270 градусов включительно и предпочтительно - от 120 до 270 градусов включительно. В данном варианте осуществления, угол охвата непрерывной лентой 10 подгузников составляет приблизительно 180 градусов, и длина, на которой осуществляется охват непрерывной лентой 10 подгузников, соответствует приблизительно трем подгузникам 1 (скрепленным сплавлением листовым изделиям).
Кроме того, угловой диапазон (диапазон углов зоны поджима-контакта) для поджима непрерывной ленты 10 подгузников с обеспечением ее контакта с опорным элементом 21 посредством ленты 24 для приложения давления (прижимного элемента) - то есть диапазон углов охвата опорного элемента 21 лентой 24 для приложения давления - предпочтительно составляет от 90 до 270 градусов включительно и более предпочтительно - от 120 до 270 градусов включительно, если случай, в котором непрерывная лента 10 подгузников поджимается с обеспечением ее контакта с кольцевым опорным элементом 21 (цилиндрическим валиком 23) на всей периферии в направлении вдоль его окружности, рассматривается как соответствующий 360 градусам. В способе изготовления подгузников по данному варианту осуществления непрерывная лента 10 подгузников сдавливается в направлении толщины в течение заданного непрерывного промежутка времени от момента времени перед разрезанием и разделением непрерывной ленты 10 подгузников посредством облучения лазерным лучом до тех пор, пока не пройдет заданное время после разрезания/разделения; таким образом, для обеспечения возможности достижения данного сдавленного состояния непрерывной ленты 10 подгузников диапазон углов охвата опорного элемента 21 лентой 24 для приложения давления (угол зоны поджима-контакта) задан таким, чтобы он был по существу таким же, как угол, на котором непрерывная лента 10 подгузников охватывает опорный элемент 21.
Способ изготовления скрепленных сплавлением листовых изделий по данному варианту осуществления представляет собой способ изготовления натягиваемых подгузников 1 одноразового использования посредством использования лазерного соединяющего устройства 20, имеющего вышеуказанную конструкцию, и, как проиллюстрировано на Фиг. 13, когда непрерывная лента 10 подгузников (лентообразный листовой ламинат) непрерывно перемещается, обеспечивается прилегание одной ее (его) поверхности 10а к наружной поверхности опорного элемента 21 (наружной периферийной поверхности кольцевого опорного элемента 21) для перевода непрерывной ленты 10 подгузников в сдавленное состояние. Как описано выше, опорный элемент 21 образует периферийную поверхностную часть цилиндрического валика 23 и имеет щелевые отверстия 27 (части для прохождения света), через которые может проходить лазерный луч 30. За счет облучения непрерывной ленты 10 подгузников, которая находится в сдавленном состоянии, лазерным лучом 30 со стороны опорного элемента 21 через отверстие 27 осуществляется разрезание и разделение непрерывной ленты 10 подгузников, и разрезанные краевые части, которые были образованы в множестве листов, находящихся в вышеупомянутом сдавленном состоянии, посредством разрезания и разделения, одновременно скрепляются вместе сплавлением. Таким образом, формируются части 4, представляющие собой боковые швы (герметично скрепленные краевые части).
Более точно, как проиллюстрировано на Фиг. 13, ленту 24 для приложения давления (прижимной элемент) прижимают к другой поверхности 10b непрерывной ленты 10 подгузников, которая находится в контакте с опорным элементом 21 (то есть к поверхности на стороне, противоположной по отношению к данной одной поверхности 10а, которая представляет собой поверхность, прилегающую к опорному элементу 21), и непрерывную ленту 10 подгузников, находящуюся в вышеуказанном состоянии, облучают лазерным лучом 30 со стороны опорного элемента 21 через щелевое отверстие 27, чтобы таким образом обеспечить непрерывное изготовление подгузников 1 (скрепленных сплавлением листовых изделий), каждый (каждое) из которых включает в себя наружный покрывающий элемент 3 (скрепленное сплавлением листовое изделие), имеющий (имеющее) две части 4, 4, представляющие собой боковые швы (герметично скрепленные краевые части). Посредством облучения непрерывной ленты 10 подгузников лазерным лучом 30 в состоянии, когда непрерывная лента подгузников находится в сдавленном состоянии (сжатом состоянии) за счет ее зажима между опорным элементом 21 и лентой 24 для приложения давления, можно обеспечить надежное скрепление сплавлением разрезанных краевых частей, образованных в множестве листов, посредством облучения и повышение прочности полученного сплавлением соединения частей 4, представляющих собой боковые швы.
Способ изготовления скрепленных сплавлением листовых изделий по данному варианту осуществления будет описан с дополнительными подробностями. Как проиллюстрировано на Фиг. 13, 15 и 16, способ изготовления скрепленных сплавлением листовых изделий по данному варианту осуществления включает: (i) этап начального удерживания, на котором непрерывную ленту 10 подгузников (лентообразный листовой ламинат) размещают на наружной поверхности (наружной периферийной поверхности) опорного элемента 21, который перемещается в заданном направлении (направлении стрелки А на Фиг. 13) и который имеет отверстие 27 (часть для прохождения света), через которое (которую) может проходить лазерный луч 30, и непрерывную ленту 10 подгузников удерживают в сдавленном состоянии на наружной поверхности опорного элемента; (ii) этап облучения, на котором непрерывную ленту 10 подгузников, которую удерживают в сдавленном состоянии на наружной поверхности опорного элемента 21, облучают лазерным лучом 30, который имеет длину волны, которая поглощается листами, образующими непрерывную ленту 10 подгузников, и вызывает выделение тепла листами, со стороны внутренней поверхности (внутренней периферийной поверхности) опорного элемента 21 через отверстие 27, и, таким образом, непрерывную ленту 10 подгузников разрезают и разделяют; и (iii) этап последующего удерживания, на котором после завершения облучения лазерным лучом 30 разрезанную/разделенную непрерывную ленту 10 подгузников удерживают на наружной поверхности опорного элемента 21 при одновременном сохранении сдавленного состояния. На каждом этапе «удерживание лентообразного листового ламината (непрерывной ленты 10 подгузников) на наружной поверхности опорного элемента 21» означает, что будет достаточно, если листовой ламинат будет удерживаться в состоянии, в котором он по существу не отделяется от наружной поверхности опорного элемента 21, и, например, даже если имеются участки в листовом ламинате, которые частично отделены от наружной поверхности опорного элемента 21, например, вследствие стягивания эластичных элементов, размещенных в листовом ламинате, считается, что листовой ламинат удерживается на наружной поверхности опорного элемента 21, если листовой ламинат в целом расположен вдоль наружной поверхности опорного элемента 21. Кроме того, в отношении «сохранения сдавленного состояния» на этапе последующего удерживания следует указать, что несмотря на то, что имеются случаи, когда листовой ламинат стягивается в некоторой степени на этапе последующего удерживания, например, вследствие разрезания/разделения на предыдущем этапе облучения и/или вследствие наличия эластичных элементов, размещенных в листовом ламинате, считается, что листовой ламинат - даже если он находится в подобном стянутом состоянии - удерживается в сдавленном состоянии, при условии, что листовой ламинат находится в сдавленном состоянии в пределах, при которых это не мешает скреплению сплавлением разрезанных краевых частей листов.
На этапе начального удерживания по данному варианту осуществления непрерывную ленту 10 подгузников (лентообразный листовой ламинат) наматывают вокруг наружной периферийной поверхности (наружной поверхности) кольцевого опорного элемента 21, который вращается вокруг своей центральной оси и который имеет отверстия 27 (части для прохождения света), и непрерывную ленту подгузников удерживают в сдавленном состоянии на наружной периферийной поверхности. Следует отметить, что стрелка, указанная ссылочной позицией L1 на Фиг. 16, показывает траекторию, по которой проходит лазерный луч 30 при излучении лазерного луча 30 через отверстие 27 на непрерывную ленту 10 подгузников на опорном элементе 21, который перемещается в направлении стрелки А. После завершения облучения лазерным лучом 30 угол облучающей головки 35 регулируют соответствующим образом так, чтобы снова можно было излучать лазерный луч 30 на заданное место начала облучения (базовый конец стрелки, указанной ссылочной позицией L1).
Сдавленное состояние непрерывной ленты 10 подгузников (листового ламината) на каждом из этапов (этапе начального удерживания, этапе облучения и этапе последующего удерживания) обеспечивается посредством использования средства 26 ленточного типа, предназначенного для приложения давления, и посредством поджима ленты 24 для приложения давления (прижимного элемента) к поверхности 10b непрерывной ленты 10 подгузников со стороны, противоположной по отношению к ее поверхности 10а, прилегающей к опорному элементу 21.
Желательно, чтобы вышеупомянутое сдавленное состояние достигалось посредством силы сдавливания, которая обеспечивает удерживание непрерывной ленты 10 подгузников (листового ламината), которая (который) представляет собой обрабатываемое изделие, от перемещения во время обработки (то есть во время облучения лазерным лучом). С этой точки зрения сила сдавливания, прикладываемая к непрерывной ленте 10 подгузников (листовому ламинату) на каждом из этапов (этапе начального удерживания, этапе облучения и этапе последующего удерживания) - и в особенности на этапе начального удерживания и этапе облучения - предпочтительно составляет 50 кПа или более, более предпочтительно - 100 кПа или более и предпочтительно 160 кПа или менее, более предпочтительно - 140 кПа или менее, и, более точно, предпочтительно от 50 кПа до 160 кПа включительно, более предпочтительно - от 100 кПа до 140 кПа включительно. Силу сдавливания также можно регулировать посредством регулирования силы давления, действующей со стороны ленты 24 для приложения давления, и/или посредством регулирования натяжения непрерывной ленты 10 подгузников на опорном элементе 21.
Опорный элемент 21 включает в себя зоны, соответствующие вышеупомянутым этапам, и, как проиллюстрировано на Фиг. 15 и 16, опорный элемент 21 включает в себя: зону S1 начального удерживания, соответствующую этапу начального удерживания и используемую для удерживания непрерывной ленты 10 подгузников (лентообразного листового ламината) перед ее (его) облучением лазерным лучом 30; зону S2 удерживания, соответствующую этапу облучения и используемую для удерживания непрерывной ленты 10 подгузников во время облучения лазерным лучом 30, и зону S3 последующего удерживания, соответствующую этапу последующего удерживания и используемую для удерживания непрерывной ленты 10 подгузников после ее облучения лазерным лучом 30.
Во втором изобретении способ, в соответствии с которым непрерывную ленту 10 подгузников (лентообразный листовой ламинат) разрезают и разделяют одновременно с образованием частей 4, представляющих собой боковые швы, (герметично скрепленных краевых частей) посредством использования лазерного соединяющего устройства 20, такой же, как в вышеупомянутом первом изобретении (ср. Фиг. 6 или 7). То есть, когда на этапе облучения имеющая четырехслойную структуру часть 10С, подлежащая разрезанию/разделению, облучается лазерным лучом 30, материалы (волокна и т.д.), образующие листы 31, 32 в части 10С, подлежащей разрезанию/разделению, выделяют тепло вследствие их непосредственного подвергания воздействию лазерного луча 30 и, следовательно, испаряются и исчезают. Между тем, вышеупомянутые материалы, образующие листы, вблизи части 10С, подлежащей разрезанию/разделению, подвергаются косвенному нагреву посредством лазерного луча 30 и расплавляются. В результате, как проиллюстрировано на Фиг. 6(с) или 7, часть 10С с четырехслойной структурой, подлежащая разрезанию/разделению, расплавляется и разрезается, и, следовательно, непрерывная лента 10 подгузников разрезается и разделяется таким образом, что один листовой ламинат (заготовка подгузника; скрепленное сплавлением листовое изделие) изолируется от непрерывной ленты 10 подгузников, и разрезанные краевые части, образованные посредством разрезания/разделения в четырех листах 31, 32 в изолированном листовом ламинате, а также разрезанные краевые части в четырех листах 31, 32 в непрерывной ленте 10 подгузников, от которой листовой ламинат был изолирован, одновременно подвергаются скреплению сплавлением. Данные разрезанные краевые части находились в сдавленном состоянии (сжатом состоянии) за счет их зажима между опорным элементом 21 и лентой 24 для приложения давления еще во время этапа начального удерживания, который имел место перед их образованием (то есть перед разрезанием и разделением непрерывной ленты 10 подгузников за счет облучения лазерным лучом 30). В соответствии со способом изготовления подгузников по данному варианту осуществления разрезание/разделение лентообразного листового ламината и осуществляемое сплавлением скрепление разрезанных краевых частей листов, которые были образованы в двух местах посредством разрезания/разделения и которые находятся в сдавленном состоянии, выполняются одновременно за счет одного облучения лазерным лучом. Таким образом, при сравнении со способами, в которых два места скрепления сплавлением образуются за счет выполнения облучения лазерным лучом дважды (то есть способами за пределами объема настоящего изобретения), можно указать, что скрепление сплавлением и разрезание/разделение могут быть выполнены на одной операции при по существу половинной выходной мощности лазера, и, следовательно, подгузники 1 могут быть изготовлены эффективным образом. Кроме того, поскольку скрепление сплавлением и разрезание/разделение могут быть выполнены на одной и той же операции, нескрепленные краевые части - в которых разрезанные краевые части листов не скреплены сплавлением вместе - не будут создаваться, и, следовательно, данная операция также эффективна для экономии материалов.
Разрезанные краевые части листов 31, 32 находятся в расплавленном состоянии вследствие выделения тепла во время и сразу после завершения облучения лазерным лучом 30 (сразу после завершения этапа облучения). Однако после завершения облучения разрезанные краевые части быстро охлаждаются окружающим воздухом и затвердевают, поскольку разрезанные/разделенные части непрерывной ленты 10 подгузников - то есть непрерывная лента 10 подгузников и отдельный кусок листового ламината (заготовка подгузника; скрепленное сплавлением листовое изделие), изолированный (изолированная, изолированное) от непрерывной ленты 10 подгузников посредством облучения лазерным лучом 30, - удерживаются в их сдавленном состоянии опорным элементом 21 и лентой 24 для приложения давления на последующем этапе последующего удерживания. Таким образом, разрезанные краевые части преобразуются в скрепленные сплавлением части 40, в которых материалы (волокна и т.д.), образующие разрезанные краевые части, сплавлены и объединены вместе в одно целое. За счет образования части 40, скрепленной сплавлением, образуется одна часть, представляющая собой боковой шов, из двух частей 4, 4, представляющих собой боковые швы, в одном подгузнике 1.
На этапе последующего удерживания в случае необходимости непрерывная лента 10 подгузников (разрезанный/разделенный листовой ламинат) и отдельный кусок листового ламината (заготовка подгузника), изолированный (изолированная) от непрерывной ленты 10 подгузников, могут быть подвергнуты принудительному охлаждению - то есть разрезанные краевые части листов 31, 32 могут быть подвергнуты принудительному охлаждению, чтобы тем самым ускорить образование частей 40, скрепленных сплавлением. К примерам способов охлаждения, применимых для принудительного охлаждения, относятся: (А) способ обеспечения известной циркуляционной системы охлаждения для опорного элемента 21 и/или ленты 24 для приложения давления (прижимного элемента) и (В) способ воздушного охлаждения, предусматривающий вдувание воздушной струи на объект, подлежащий охлаждению (разрезанный/разделенный листовой ламинат).
После разрезания и разделения одной части 10С, подлежащей разрезанию/разделению, лазерный луч 30 перемещается так, что его точка облучения попадает на другое отверстие 27, соседнее с данным отверстием в направлении, противоположном направлению А перемещения, и лазерный луч 30 излучается через данное другое отверстие 27 на другую часть 10С, подлежащую разрезанию/разделению, которая расположена над ним. Таким образом, данная другая часть 10С, подлежащая разрезанию/разделению, подвергается разрезанию/разделению и скреплению сплавлением таким же образом, и образуется часть 4, представляющая собой другой боковой шов (скрепленная сплавлением часть 40), образующая пару с ранее образованной частью 4, представляющей собой боковой шов. Такая же операция повторяется после этого, в результате чего обеспечивается непрерывное изготовление натягиваемых подгузников 1 одноразового использования (скрепленных сплавлением листовых изделий), каждый (каждое) из которых включает в себя наружный покрывающий элемент 3 (скрепленное сплавлением листовое изделие), имеющий (имеющее) две части 4, 4, представляющие собой боковые швы (герметично скрепленные, краевые части).
Как описано выше, в способе изготовления подгузников (скрепленных сплавлением листовых изделий) по данному варианту осуществления все вышеупомянутые этапы (этап начального удерживания, этап облучения и этап последующего удерживания) выполняют на непрерывной ленте 10 подгузников (лентообразном листовом ламинате), которая (который) охватывает кольцевой опорный элемент 21 (цилиндрический валик 23). За счет выполнения множества этапов на обрабатываемом изделии (листовом ламинате), которое (который) охватывает один кольцевой опорный элемент 21, можно сделать устройство для изготовления компактным и повысить точность позиционирования при разрезании/разделении листового ламината лазерным лучом.
С точки зрения обеспечения компактности устройства для изготовления и повышения точности позиционирования при разрезании/разделении листового ламината предпочтительно, чтобы сохранялось показанное в нижеприведенной формуле (1) соотношение между шириной W изделия и размерами устройства для изготовления. Как проиллюстрировано на Фиг. 16, ширина W изделия представляет собой ширину одного скрепленного сплавлением листового изделия (заготовки подгузника; подгузника 1) - то есть ширина W изделия представляет собой определяемую в направлении перемещения длину (единица измерения: мм) каждого из множества скрепленных сплавлением листовых изделий, включенных в лентообразный листовой ламинат (непрерывную ленту 10 подгузников), и представляет собой длину подгузника 1 вдоль направления перемещения опорного элемента 21 (длину подгузника в направлении вдоль окружности кольцевого опорного элемента 21). Кроме того, в нижеприведенной формуле (1): L - расстояние до точки облучения лазером (единица измерения: мм, ср. Фиг. 15) и G - размер (единица измерения: мм) облучающей головки 35, предназначенной для излучения лазерного луча и расположенной со стороны внутренней поверхности (в полой части) опорного элемента 21. Расстояние L до точки облучения лазером представляет собой расстояние от места излучения лазерного луча на наружной поверхности облучающей головки 35 (например, части на наружной поверхности защитного стекла облучающей головки, в которой проходит лазерный луч) до наружной периферийной поверхности опорного элемента 21 (поверхности, прилегающей к листовому ламинату), которая представляет собой объект, облучаемый лазерным лучом.
[Математическое выражение 2]
π(L+G)≤n⋅W …(1)
Данная формула (1) получена следующим образом. Зависимость, показанная в нижеприведенной формуле (1-а), справедлива для: ширины W изделия; числа “n” изделий, получаемых посредством опорного элемента 21 (число изделий: шесть в данном варианте осуществления) и диаметра D опорного элемента 21 (ср. Фиг. 15).
Кроме того, если предположить, что центр линзы облучающей головки 35, предназначенной для излучения лазерного луча и расположенной со стороны внутренней поверхности (в полой части) опорного элемента 21, находится на расстоянии, составляющем половину всей ширины облучающей головки 35, то размер G (единица измерения: мм) облучающей головки 35 выражается нижеприведенной формулой (1-b). В формуле (1-b) GH - высота облучающей головки 35 (длина вдоль направлении излучения лазерного луча; единица измерения: мм; ср. Фиг. 15) и GW - ширина облучающей головки 35 (длина в направлении, ортогональном к направлению излучения лазерного луча; единица измерения: мм; ср. Фиг. 15). Размер G представляет собой размер по диагонали (максимальный размер) облучающей головки 35.
Кроме того, для установки облучающей головки 35 со стороны внутренней поверхности (в полой части) кольцевого опорного элемента 21 (цилиндрического валика 23) при одновременном обеспечении заданного расстояния L до точки облучения лазером должно выполняться соотношение, указанное в нижеприведенной формуле (1-с).
[Математические выражения 3]



Кроме того, предпочтительно, чтобы определяемая в направлении вдоль окружности (вдоль направления перемещения) опорного элемента 21 длина PL (ср. Фиг. 16) зоны в опорном элементе 21, в которой выполняется этап облучения (то есть зоны S2 удерживания), была меньше определяемой в направлении вдоль окружности длины одного подгузника 1 (скрепленного сплавлением листового изделия) (то есть ширины W изделия), - то есть справедливо соотношение PL<W. При выполнении данного соотношения обеспечивается эффективное непрерывное изготовления скрепленных сплавлением листовых изделий посредством одной облучающей головки. В данном случае длина PL (единица измерения: мм) зоны S2 удерживания представляет собой определяемую в направлении вдоль окружности длину зоны на наружной периферийной поверхности кольцевого опорного элемента 21, в которой выполняют этап облучения (то есть длину наружной периферии зоны S2). Исходя из того, что соотношение PL<W выполняется, длина PL предпочтительно составляет 0,008 или более, более предпочтительно - 0,04 или более от ширины W изделия и предпочтительно 0,9 или менее, более предпочтительно -0,8 или менее от ширины W изделия и, более точно, предпочтительно от 0,008 до 0,9 включительно, более предпочтительно - от 0,04 до 0,8 включительно от ширины W изделия.
Кроме того, предпочтительно, чтобы определяемая в направлении вдоль окружности (вдоль направления перемещения) опорного элемента 21 длина РС (ср. Фиг. 16) зоны в опорном элементе 21, в которой выполняется этап последующего удерживания, (то есть зоны S3 последующего удерживания) составляла от 0,4 от длины PL до величины, превышающей длину PL в 12 раз включительно. Длина РС предпочтительно составляет 0,4 или более от длины PL, более предпочтительно равна длине PL или превышает длину PL, еще более предпочтительно - превышает длину PL в 1,5 раза или более и предпочтительно превышает длину PL в 12 раз или менее, более предпочтительно - в 7,5 раза или менее, еще более предпочтительно - в 6 раз или менее, и, более точно, предпочтительно составляет от 0,4 от длины PL до величины, превышающей длину PL в 12 раз включительно, более предпочтительно - от длины PL до величины, превышающей длину PL в 7,5 раза включительно, еще более предпочтительно - от величины, превышающей длину PL в 1,5 раза, до величины, превышающей длину PL в 6 раз включительно.
Как описано выше, на этапе последующего удерживания разрезанные краевые части в листах 31, 32, образованные посредством облучения лазерным лучом, находятся в их расплавленном состоянии и обладают текучестью сразу после завершения облучения лазерным лучом. При выполнении вышеуказанного соотношения между длиной PL зоны S2 удерживания и длиной PC зоны S3 последующего удерживания разрезанные краевые части листов 31, 32, находящиеся в их расплавленном состоянии, могут быть подвергнуты охлаждению и затвердеванию в зоне S3 последующего удерживания при одновременном подавлении их растекания, и в результате может быть получено скрепленное сплавлением листовое изделие (подгузник 1), имеющее (имеющий) прочность соединения, полученного сплавлением, которая достаточна для практического использования. Если длина РС зоны S3 последующего удерживания будет составлять менее 0,4 от длины PL зоны S2 удерживания, существует возможность того, что невозможно будет обеспечить прочность соединения, полученного сплавлением, которая будет достаточной для практического использования, в то время как в том случае, если длина РС превышает длину PL более чем в 12 раз, опорный элемент 21 может стать слишком большим, что может привести к увеличению размера устройства для изготовления (лазерного соединяющего устройства 20).
Вышеуказанное предпочтительное соотношение «длина РС зоны S3 последующего удерживания составляет от 0,4 от длины PL зоны S2 удерживания до величины, превышающей длину PL зоны S2 удерживания в 12 раз включительно» может быть выражено нижеприведенной формулой (2). В формуле (2): W - вышеуказанная ширина изделия; N - скорость обработки (единица измерения: шт./мин), то есть число скрепленных сплавлением листовых изделий (подгузников 1), изготавливаемых в единицу времени, и CS - продолжительность охлаждения (единица измерения: с), то есть время, необходимое для того, чтобы часть (разрезанные краевые части в листах 31, 32), находящаяся (находящиеся) в расплавленном состоянии (состоянии, в котором проявляется текучесть) за счет облучения лазерным лучом, была (-и) охлаждена (-ы) и затвердела (-и) (потеряла (-и) текучесть).
[Математическое выражение 4]
0,4⋅PL≤PC ≤12⋅PL …(2)
Данная формула (2) получена следующим образом. Соотношение, показанное в нижеприведенной формуле (2-а), сохраняется для: длины PL зоны S2 удерживания, скорости v перемещения (единица измерения: м/мин; ср. Фиг. 15) листового ламината (непрерывной ленты 10 подгузников) на опорном элементе 21 и длительности LS облучения лазерным лучом (единица измерения: с).
Скорость v перемещения выражена в нижеприведенной формуле (2-b) посредством использования скорости N обработки и ширины W изделия.
Длительность LS облучения лазерным лучом выражена с помощью нижеприведенной формулы (2-с) путем подстановки формулы (2-b) в формулу (2-а).
Соотношение, показанное в нижеприведенной формуле (2-d), сохраняется для: длины PC зоны S3 последующего удерживания, скорости v перемещения (единица измерения: м/мин; ср. Фиг. 15) листового ламината (непрерывной ленты 10 подгузников) на опорном элементе 21 и продолжительности CS охлаждения (единица измерения: с).
Продолжительность CS охлаждения выражена посредством нижеприведенной формулы (2-е) путем подстановки формулы (2-b) в формулу (2-d).
В соответствии с данными, полученными авторами изобретения, при изготовлении натягиваемых одноразовых подгузников 1 такого типа, как проиллюстрированный на Фиг. 2, прочность полученного сплавлением соединения части 4, представляющей собой боковой шов, (герметично скрепленной краевой части) становится стабильной на уровне, достаточном для практического использования, если можно будет обеспечить продолжительность CS охлаждения, превышающую или равную 0,2 секунды. Кроме того, с учетом номенклатуры изделий, для которых может применяться способ изготовления по настоящему изобретению, вышеупомянутая «продолжительность CS охлаждения, превышающая или равная 0,2 секунды» соответствует временному интервалу от 0,4 от длительности LS облучения лазерным лучом до величины, в 12 раз превышающей длительность LS облучения лазерным лучом. Таким образом, соотношение, показанное в нижеприведенной формуле (2-f), сохраняется для продолжительности CS охлаждения и длительности LS облучения лазерным лучом.
Вышеуказанная формула (2) получена путем подстановки формул (2-с) и (2-е) в формулу (2-f) и преобразования формулы.
[Математические выражения 5]


Кроме того, предпочтительно, чтобы определяемая в направлении вдоль окружности (вдоль направления перемещения) опорного элемента 21 длина PH (ср. Фиг. 16) зоны в опорном элементе 21, в которой выполняется этап начального удерживания (то есть зоны S1 начального удерживания), была больше определяемой в направлении вдоль окружности длины одного подгузника 1 (скрепленного сплавлением листового изделия) (то есть ширины W изделия), - то есть справедливо соотношение PH>W. При выполнении данного соотношения зона S1 начального удерживания будет нести одно или несколько скрепляемых сплавлением листовых изделий (подгузников 1) в том виде, в котором они включены в листовой ламинат (непрерывную ленту 10 подгузников), и, таким образом, существует возможность эффективного предотвращения недостатка, заключающегося в невозможности перемещения листового ламината вследствие того, что удерживание листового ламината ослаблено из-за разрезания/разделения листового ламината посредством облучения лазерным лучом.
В отношении длины РН в опорном элементе 21 следует отметить, что в тех случаях, когда множество углублений 28 образованы на наружной поверхности опорного элемента 21 с заданными интервалами в направлении вдоль окружности (направлении перемещения) опорного элемента 21, как проиллюстрировано на Фиг. 14, вышеуказанное соотношение PH>W необязательно должно выполняться, и вместо этого с точки зрения достижения вышеупомянутого эффекта (эффекта, достигаемого при выполнении соотношения РН>W) предпочтительно, чтобы выполнялось соотношение РН>Wc, описанное ниже. То есть, предпочтительно, чтобы длина РН (ср. Фиг. 16) в направлении вдоль окружности (направлении перемещения) опорного элемента 21, который имеет множество углублений 28, образованных на его наружной поверхности, была больше определяемого в направлении вдоль окружности (в направлении перемещения) расстояния Wc (ср. Фиг. 14 и 16) между двумя соседними углублениями 28, 28 (то есть длины каждой выступающей части (опорной зоны)) в опорном элементе 21 - то есть выполняется соотношение РН>Wc. При выполнении данного соотношения достигается вышеупомянутый эффект, поскольку зона S1 начального удерживания будет включать в себя одну опорную зону в виде, предусмотренном в листовом ламинате (непрерывной ленте 10 подгузников), и, таким образом, непрерывная лента 10 подгузников будет безотказно удерживаться посредством опорной зоны перед этапом облучения. С точки зрения более надежного достижения вышеупомянутого эффекта более предпочтительно, чтобы длина РН зоны S1 начального удерживания в опорном элементе 21, который имеет множество углублений 28, образованных на его наружной поверхности, была равна ширине W изделия или была больше ширины W изделия, представляющего собой по меньшей мере один подгузник 1.
Кроме того, с точки зрения обеспечения компактности устройства для изготовления и повышения точности позиционирования при разрезании/разделении листового ламината предпочтительно, чтобы зона, необходимая для выполнения всех из вышеупомянутых этапов (этапа начального удерживания, этапа облучения и этапа последующего удерживания), находилась в пределах 360 градусов, если рассматривать центральный угол кольцевого опорного элемента 21 (цилиндрического валика 23), - то есть предпочтительно, чтобы была справедливой нижеприведенная формула (3). Ссылочные позиции в формуле (3) описаны выше.
[Математическое выражение 6]
PH+PL+PC≤n⋅W …(3)
Один основной отличительный признак подгузника 1, изготовленного так, как указано выше, заключается в частях 4, представляющих собой боковые швы. Части 4, представляющие собой боковые швы, (скрепленные сплавлением части 40) во втором изобретении такие же, как соответствующие части в вышеупомянутом первом изобретении (ср. Фиг. 6(с), 7 и 8).
Между тем, в вышеприведенном варианте осуществления (ср. Фиг. 13) сдавленное состояние непрерывной ленты 10 подгузников (листового ламината) на каждом из этапов (этапе начального удерживания, этапе облучения и этапе последующего удерживания) обеспечивается посредством использования средства 26 ленточного типа, предназначенного для приложения давления, но способ обеспечения сдавленного состояния листового ламината в настоящем изобретении не ограничен этим, и, например, вместо средства 26 ленточного типа, предназначенного для приложения давления, сдавленное состояние может быть обеспечено с помощью «средства приложения давления, включающего в себя: прижимную пластину (прижимной элемент), предусмотренную (предусмотренный) с возможностью выполнения возвратно-поступательного движения между наружной поверхностью опорного элемента 21 и заданной позицией готовности, находящейся снаружи по отношению к наружной поверхности опорного элемента (то есть снаружи кольцевого опорного элемента 21 в его радиальном направлении), и кулачковый механизм, который передает вращение опорного элемента 21 вокруг его центральной оси (оси вращения) (то есть перемещение опорного элемента в заданном направлении) посредством преобразования вращения (перемещения) в возвратно-поступательное движение прижимной пластины (прижимного элемента)». Конкретным примером средства для приложения давления, имеющего подобный кулачковый механизм, является обрабатывающее устройство, описанное в документе JP 2005-212149 А, и данное обрабатывающее устройство может быть применено для настоящего изобретения соответствующим образом.
Фиг. 17 иллюстрирует лазерное соединяющее устройство 20А, которое представляет собой пример лазерного соединяющего устройства (устройства для изготовления скрепленных сплавлением листовых изделий), включающего в себя средство 50 для приложения давления, с кулачковым механизмом. Нижеприведенное описание, относящееся к данному лазерному соединяющему устройству 20А, в основном сконцентрировано на составных частях, которые отличаются от составных частей в вышеупомянутом лазерном соединяющем устройстве 20, включающем в себя средство 26 ленточного типа для приложения давления, и аналогичные составные части снабжены теми же ссылочными позициями, и их разъяснение опущено. Разъяснение в отношении вышеупомянутого лазерного соединяющего устройства 20 применимо соответствующим образом к составным частям, которые не разъяснены конкретно.
Как проиллюстрировано на Фиг. 17, средство 50 для приложения давления, включенное в данное лазерное соединяющее устройство 20А, включает в себя: прижимную пластину 51 (прижимной элемент), предусмотренную (предусмотренный) с возможностью выполнения возвратно-поступательного движения между заданной позицией готовности, находящейся снаружи по отношению к наружной поверхности (наружной периферийной поверхности) кольцевого опорного элемента 21 (цилиндрического валика 23), и данной наружной периферийной поверхностью, и кулачковый механизм, который передает вращение опорного элемента 21 вокруг его центральной оси 29 посредством преобразования данного вращения в возвратно-поступательное движение прижимной пластины 51 (прижимного элемента). Более точно, средство 50 для приложения давления включает в себя помимо прижимной пластины 51 (прижимного элемента): цилиндрический кулачок 53 (задающий элемент), который расположен на центральной оси 29 опорного элемента 21 параллельно опорному элементу 21 и который имеет криволинейную канавку 52, имеющую особую форму, образованную на его наружной периферийной поверхности, и рейку 58 (следящий элемент), которая имеет элемент 54, приводимый в движение кулачком и прикрепленный к ее внутренней поверхности (поверхности, расположенной напротив цилиндрического кулачка 53), и которая имеет зубья 57 рейки, образованные на ее наружной поверхности. Элемент 54, приводимый в движение кулачком, входит в криволинейную канавку 52. Зубья 57 рейки введены в зацепление с шестернями 56, прикрепленными к соответствующим соединительным элементам 55 на прижимной пластине 55 (прижимном элементе). Цилиндрический кулачок 53 и рейка 58 соединены за счет контактного взаимодействия элемента 54 рейки 58, приводимого в движение кулачком, с криволинейной канавкой 52 цилиндрического кулачка 53, в результате чего образуется вышеупомянутый кулачковый механизм.
Цилиндрический кулачок 53 представляет собой цилиндрический валик, который вращается вокруг центральной оси 29 синхронно с опорным элементом 21 и закреплен с возможностью вращения в том же направлении, что и опорный элемент 21, посредством того же источника приводного усилия (непроиллюстрированного), который используется для опорного элемента 21. Как проиллюстрировано на Фиг. 17, цилиндрический кулачок 53 имеет меньший наружный диаметр по сравнению с кольцевым опорным элементом 21 (цилиндрическим валиком 23). Криволинейная канавка 52, образованная на наружной периферийной поверхности цилиндрического кулачка 53, представляет собой единственную канавку, которая является непрерывной на всей протяженности наружной периферийной поверхности в направлении вдоль окружности. Криволинейная канавка 52 имеет участок 52а, расположенный дальше от опорного элемента 21, и участок 52b, расположенный ближе к опорному элементу 21, относительно осевой линии (непроиллюстрированной), которая разделяет наружную периферийную поверхность цилиндрического кулачка пополам в направлении, параллельном центральной оси 29.
Рейка 58 представляет собой пластинчатый элемент, который в целом изогнут так, что он выступает в направлении, противоположном по отношению к стороне цилиндрического кулачка 53, и как внутренняя поверхность, так и наружная поверхность рейки параллельны наружной периферийной поверхности цилиндрического кулачка 53. Рейка 58 зафиксирована в заданном положении в направлении вдоль окружности цилиндрического кулачка 53, и рейка не перемещается в направлении вдоль окружности, даже когда цилиндрический кулачок 53 вращается. Однако в направлении, параллельном центральной оси 29 цилиндрического кулачка 53 (опорного элемента 21) (то есть в направлении слева направо и справа налево на Фиг. 17), рейка 58 перемещается в направлениях, соответствующих форме криволинейной канавки 52 (то есть в направлении, указанном ссылочной позицией Х1 или Х2 на Фиг. 17) за счет взаимодействия между криволинейной канавкой 52 и элементом 54, приводимым в движение кулачком.
Множество зубьев 57 рейки образованы на наружной поверхности рейки 58 так, что они выровнены в виде ряда в направлении, параллельном центральной оси 29 цилиндрического кулачка 53 (опорного элемента 21), и две шестерни 56, 56 введены в зацепление с зубьями 57 рейки. Каждая из двух шестерен 56, 56 является по существу дискообразной на виде в плане, и зубья образованы непрерывно на наружной периферийной поверхности каждой из шестерен 56, и зубья каждой шестерни 56 введены в зацепление с зубьями 57 рейки, выполненными на рейке 58. Ось вращения каждой из двух шестерен 56, 56 зафиксирована в направлении оси вращения цилиндрического кулачка 53 и, таким образом, перемещается относительно рейки 58, но не перемещается в направлении оси вращения цилиндрического кулачка 53. Когда рейка 58 перемещается в направлении Х1 (перемещается в сторону от опорного элемента 21), две шестерни 56, 56 вращаются в направлении (направлении Х2), противоположном по отношению к направлению Х1, вдоль ряда зубьев 57 рейки при одновременном зацеплении с ними; когда рейка 58 перемещается в направлении Х2 (перемещается ближе к опорному элементу 21), две шестерни 56 вращаются в направлении (направлении Х1), противоположном по отношению к направлению Х2, вдоль ряда зубьев 57 рейки при одновременном зацеплении с ними.
Прижимная пластина 51 (прижимной элемент) представляет собой пластинчатый элемент, который в целом изогнут так, что он выступает в сторону, противоположную по отношению к стороне цилиндрического кулачка 53, и как внутренняя поверхность, так и наружная поверхность прижимной пластины параллельны наружной периферийной поверхности цилиндрического кулачка 53. Прижимная пластина 51 (прижимной элемент) присоединена (присоединен) с возможностью поворота над наружной периферийной поверхностью цилиндрического кулачка 53 посредством двух соединительных элементов 55, 55, простирающихся от соответствующих шестерен 56, 56 со стороны наружной поверхности рейки 58. Один конец каждого из двух соединительных элементов 55, 55 входит в контактное взаимодействие с внутренней поверхностью (поверхностью напротив рейки 58) прижимной пластины 51 (прижимного элемента), а другой конец прикреплен к центру вращения каждой шестерни 56. Прижимная пластина 51 (прижимной элемент) образована (образован) так, что ее (его) часть выполнена с возможностью прилегания к наружной периферийной поверхности опорного элемента 21, как описано ниже (ср. Фиг. 18(а)), и часть, прилегающая к наружной периферийной поверхности опорного элемента 21, имеет размер, который обеспечивает возможность закрывания полностью одного отверстия 27, образованного на наружной периферийной поверхности опорного элемента, и периферии данного отверстия, - то есть размер, который обеспечивает возможность закрывания одной выступающей части (опорной зоны) на опорном элементе 21. Длина данной прилегающей части прижимной пластины 51 (прижимного элемента) в направлении вдоль окружности (вдоль направления перемещения) равна длине Wc одной выступающей части в направлении вдоль окружности или превышает длину Wc.
Как проиллюстрировано на Фиг. 17, когда два соединительных элемента 55, 55 находятся в их вертикальном состоянии (состоянии, в котором два соединительных элемента 55, 55 простираются вертикально от соответствующих им шестерен 56 параллельно направлению нормали к цилиндрическому кулачку 53), прижимная пластина 51 (прижимной элемент) находится в состоянии, в котором она (он) находится в заданной позиции готовности, находящейся снаружи по отношению наружной периферийной поверхности опорного элемента 21 (цилиндрического кулачка 53) (вариант переходного состояния, проиллюстрированный ссылочной позицией 51В на Фиг. 19), и элемент 54, приводимый в движение кулачком, находится в состоянии, в котором он расположен на вышеупомянутой осевой линии (непроиллюстрированной), которая разделяет наружную периферийную поверхность цилиндрического кулачка 53 пополам в направлении, параллельном центральной оси 29, или вблизи нее (то есть на границе между участком 52а и участком 52b или вблизи данной границы). Когда опорный элемент 21 поворачивается в направлении А из состояния, проиллюстрированного на Фиг. 17, и цилиндрический кулачок 53 также поворачивается в направлении А синхронно с ним, рейка 58 (элемент 54, приводимый в движение кулачком) перемещается в направлении Х1 - которое представляет собой направление, повторяющее форму участка 52а криволинейной канавки 52, который расположен дальше от опорного элемента 21, - и совместно с перемещением рейки 58 в направлении Х1 две шестерни 56, 56 на рейке 58 перемещаются при их вращении в направлении (направлении Х2), противоположном по отношению к направлению Х1. Вследствие вращательного движения шестерен 56 в направлении Х2 соединительные элементы 55, прикрепленные к соответствующим шестерням 56, изменяют свое положение с вертикального положения, проиллюстрированного на Фиг. 17, на положение, в котором они «сложены» по направлению к опорному элементу 21, как проиллюстрировано на Фиг. 18(а). В этот момент часть прижимной пластины 51 (прижимного элемента) на стороне, расположенной ближе к опорному элементу 21, входит в контакт с участком наружной периферийной поверхности опорного элемента 21 и переходит в состояние, в котором она прижимает данный участок опорного элемента (сдавленное состояние, проиллюстрированное ссылочной позицией 51А на Фиг. 19). Таким образом, если листовой ламинат имеется на данном участке опорного элемента, то прижимная пластина 51 (прижимной элемент) будет прижата (прижат) к поверхности листового ламината на стороне, противоположной по отношению к его поверхности, прилегающей к опорному элементу 21, и, таким образом, обеспечивается сдавленное состояние листового ламината на каждом из вышеупомянутых этапов (на этапе начального удерживания, на этапе облучения и на этапе последующего удерживания).
Далее, когда цилиндрический кулачок 53 поворачивается в направлении А из состояния, в котором два соединительных элемента 55, 55 «сложены» по направлении к опорному элементу 21, как проиллюстрировано на Фиг. 18(а), рейка 58 (элемент 54, приводимый в движение кулачком), которая (который) находилась (находился) в положении, наиболее удаленном от опорного элемента 21, перемещается в направлении Х2 - которое представляет собой направление, повторяющее форму криволинейной канавки 52 (частей 52а и 52b), - и совместно с перемещением рейки 58 в направлении Х2 две шестерни 56, 56 на рейке 58 перемещаются при их вращении в направлении (направлении Х1), противоположном по отношению к направлению Х2. Вследствие вращательного движения шестерен 56 в направлении Х1 соединительные элементы 55, прикрепленные к соответствующим шестерням 56, изменяют свое положение с положения, в котором они «сложены» по направлению к опорному элементу 21, как проиллюстрировано на Фиг. 18(а), на положение, в котором они «сложены» в направлении стороны, противоположной по отношению к стороне опорного элемента 21, как проиллюстрировано на Фиг. 18(b), при этом они проходят «через» вертикальное состояние, проиллюстрированное на Фиг. 17. Таким образом, прижимная пластина 51 (прижимной элемент), которая (который) прилегала (прилегал) к наружной периферийной поверхности опорного элемента 21, отделяется от данной наружной периферийной поверхности, проходит через заданную позицию готовности и перемещается в положение, в котором она (он) будет находиться в положении, наиболее удаленном от опорного элемента 21 (в состоянии, соответствующем наиболее удаленной позиции готовности и показанном ссылочной позицией 51С на Фиг. 19). Таким образом устраняется вышеупомянутое сдавленное состояние листового ламината на каждом из вышеупомянутых этапов (на этапе начального удерживания, на этапе облучения и на этапе последующего удерживания).
Фиг. 19 иллюстрирует взаимосвязь между опорным элементом 21 и различными состояниями прижимной пластины 51 (прижимного элемента) - то есть «состоянием, в котором прижимная пластина 51 (прижимной элемент) сдавливает наружную периферийную поверхность опорного элемента 21», (состоянием 51А приложения давления) и «состоянием, в котором прижимная пластина 51 (прижимной элемент) находится в положении, наиболее удаленном от опорного элемента 21» (состоянием 51С готовности в наиболее удаленной позиции). Ссылочная позиция 51В на Фиг. 19 обозначает состояние (переходное состояние), в котором прижимная пластина 51 (прижимной элемент) переходит из состояния 51С готовности в наиболее удаленной позиции в состояние 51А приложения давления или из состояния 51А приложения давления в состояние 51С готовности в наиболее удаленной позиции. В варианте осуществления, проиллюстрированном на Фиг. 19, перед подачей непрерывной ленты 10 подгузников (лентообразного листового ламината) на опорный элемент 21 (цилиндрический валик 23) посредством направления с помощью направляющего ролика 59А, прижимная пластина 51 (прижимной элемент) переходит из состояния 51С готовности в наиболее удаленной позиции (ср. Фиг. 18(b)) в состояние 51А приложения давления (ср. Фиг. 18(а)) через переходное состояние 51В, проиллюстрированное на Фиг. 17, и сохраняет состояние 51А приложения давления в зоне S1 начального удерживания, соответствующей этапу начального удерживания, зоне S2 удерживания, соответствующей этапу облучения, и зоне S3 последующего удерживания, соответствующей этапу последующего удерживания. Затем в пределах зоны, расположенной по ходу за зоной S3 последующего удерживания в направлении А вращения (направлении перемещения) и перед - в направлении А вращения (направлении перемещения) - местом, в котором подгузник 1 (скрепленное сплавлением листовое изделие), образованный (образованное) посредством разрезания/разделения непрерывной ленты 10 подгузников, направляется направляющим роликом 59В и отделяется от опорного элемента 21 (то есть перед частью, в которой направляющий ролик 59В и опорный элемент 21 наиболее сближены), прижимная пластина 51 (прижимной элемент) переходит из состояния 51А приложения давления в состояние 51С готовности в наиболее удаленной позиции, «проходя» через переходное состояние 51В. Форма криволинейной канавки 52 средства 50 для приложения давления задана такой, чтобы обеспечить переход прижимной пластины 51 (прижимного элемента) между вышеупомянутыми состояниями, описанными выше. Следует отметить, что наружная периферийная поверхность опорного элемента 21 имеет множество всасывающих микроотверстий (непроиллюстрированных), которые обеспечивают приложение всасывающей силы, которая создает возможность притягивания обрабатываемого изделия (непрерывной ленты 10 подгузников) к наружной периферийной поверхности, и, когда прижимная пластина 51 (прижимной элемент) находится в переходном состоянии 51В, непрерывная лента 10 подгузников притягивается и удерживается на наружной периферийной поверхности опорного элемента 21 под действием всасывающей силы посредством всасывающих отверстий. Непроиллюстрированное всасывающее средство (источник отрицательного давления) соединено (соединен) с опорным элементом 21 (цилиндрическим валиком 23), и при приведении в действие всасывающего средства во внутреннем пространстве микроотверстий может поддерживаться отрицательное давление, и посредством микроотверстий создается всасывающая сила. Например, всасывающий механизм, описанный в документе JP 2007-260875 А, может быть использован в качестве всасывающего механизма для опорного элемента 21.
Средство 50 для приложения давления включает в себя по меньшей мере один механизм для приложения давления, который включает в себя прижимную пластину 51 (прижимной элемент) и составляющие элементы (элемент 54, приводимый в движение кулачком, соединительные элементы 55, шестерни 56, рейку 58 и т.д.) кулачкового механизма за исключением цилиндрического кулачка 53. Например, средство 50 для приложения давления может быть выполнено с такой конфигурацией, что оно будет включать в себя такое количество механизмов для приложения давления (шесть в данном варианте осуществления), которое равно числу отверстий 27 (частей для прохождения света), образованных в опорном элементе 21, таким образом, что каждый механизм для приложения давления (прижимная пластина 51 (прижимной элемент)) будет находиться во взаимно-однозначном соответствии с каждым отверстием 27.
Лазерный луч, используемый в настоящем изобретении (втором изобретении), такой же, как лазерный луч, используемый в вышеупомянутом первом изобретении.
Как и в случае скрепленного сплавлением листового изделия, изготовленного посредством вышеупомянутого первого изобретения, скрепленное сплавлением листовое изделие, изготовленное посредством настоящего изобретения (второго изобретения), может быть использовано в состоянии «как есть» или может быть объединено в одно целое с другими компонентами и использовано в виде различных изделий.
Настоящее изобретение (второе изобретение) было описано выше в соответствии с вариантами его осуществления, но настоящее изобретение не ограничено вышеприведенными вариантами осуществления и может быть модифицировано соответствующим образом в пределах объема, который не отходит от сущности настоящего изобретения. Например, второе изобретение может быть модифицировано с такими же модификациями, как модификации в вышеупомянутом первом изобретении. Кроме того, нитевидные или лентообразные эластичные элементы могут быть расположены и размещены между двумя наложенными друг на друга листами, образующими листовой ламинат, или по меньшей мере один из множества листов, образующих листовой ламинат, может представлять собой поддающийся растяжению лист, обладающий растяжимостью. Элементы, предусмотренные только в одном из вышеприведенных вариантов осуществления, могут все быть использованы как взаимозаменяемые в вариантах осуществления соответствующим образом.
Применительно к вышеприведенным вариантам осуществления настоящего изобретения (второго изобретения) раскрыты нижеследующие дополнительные примечания (способы изготовления скрепленных сплавлением листовых изделий; устройства для изготовления скрепленных сплавлением листовых изделий).
<1А> Способ изготовления скрепленного сплавлением листового изделия, которое включает в себя герметично скрепленные краевые части, образованные посредством скрепления краевых частей множества листов сплавлением в состоянии, в котором краевые части листов наложены друг на друга, в котором:
по меньшей мере, один лист из множества листов включает в себя полимерный материал);
при этом способ изготовления включает этап образования герметично скрепленных краевых частей посредством обеспечения прилегания одной поверхности лентообразного листового ламината, в котором множество листов ламинированы, к опорному элементу, который имеет часть для прохождения света, через которую может проходить лазерный луч, и облучения - со стороны опорного элемента посредством части для прохождения света - лентообразного листового ламината, который находится в сдавленном состоянии, лазерным лучом, имеющим длину волны, которая поглощается листами, образующими листовой ламинат, и которая вызывает выделение тепла листами, и, таким образом, разрезания и разделения лентообразного листового ламината, и одновременного скрепления разрезанных краевых частей сплавлением, при этом указанные разрезанные краевые части образованы посредством разрезания/разделения в множестве листов, которые находятся в сдавленном состоянии;
при этом множество скрепляемых сплавлением листовых изделий изготавливают непрерывно; и
этап образования герметично скрепленных краевых частей включает
этап начального удерживания, на котором листовой ламинат размещают на наружной поверхности опорного элемента, который перемещается в заданном направлении, и листовой ламинат удерживают в сдавленном состоянии на наружной поверхности опорного элемента,
этап облучения, на котором листовой ламинат, который удерживают в сдавленном состоянии на наружной поверхности опорного элемента, облучают лазерным лучом со стороны внутренней поверхности опорного элемента посредством части для прохождения света, и, таким образом, листовой ламинат разрезают и разделяют, и
этап последующего удерживания, на котором после завершения облучения лазерным лучом разрезанный/разделенный листовой ламинат удерживают на наружной поверхности опорного элемента при одновременном сохранении сдавленного состояния.
<2А> Способ изготовления скрепленного сплавлением листового изделия по пункту <1A>, в котором определяемая вдоль направления перемещения опорного элемента длина PL зоны в опорном элементе, в которой выполняют этап облучения, меньше определяемой вдоль направления перемещения длины одного штучного скрепленного сплавлением листового изделия.
<3А> Способ изготовления скрепленного сплавлением листового изделия по пункту <1A> или <2A>, в котором определяемая вдоль направления перемещения опорного элемента длина PL зоны в опорном элементе, в которой выполняют этап облучения, предпочтительно составляет 0,008 или более, более предпочтительно - 0,04 или более от определяемой вдоль направления перемещения длины одного штучного скрепленного сплавлением листового изделия и предпочтительно 0,9 или менее, более предпочтительно - 0,8 или менее от определяемой вдоль направления перемещения длины одного штучного скрепленного сплавлением листового изделия, и, более точно, предпочтительно от 0,008 до 0,9 включительно, более предпочтительно - от 0,04 до 0,8 включительно от определяемой вдоль направления перемещения длины одного штучного скрепленного сплавлением листового изделия.
<4А> Способ изготовления скрепленного сплавлением листового изделия по любому из пунктов <1A>-<3A>, в котором определяемая вдоль направления перемещения опорного элемента длина РС зоны в опорном элементе, в которой выполняют этап последующего удерживания, составляет от 0,4 от длины PL до величины, превышающей длину PL в 12 раз включительно.
<5А> Способ изготовления скрепленного сплавлением листового изделия по любому из пунктов <1A>-<4A>, в котором определяемая вдоль направления перемещения опорного элемента длина РС зоны в опорном элементе, в которой выполняют этап последующего удерживания, предпочтительно составляет 0,4 или более от длины PL, более предпочтительно равна длине PL или превышает длину PL, еще более предпочтительно - превышает длину PL в 1,5 раза или более и предпочтительно превышает длину PL в 12 раз или менее, более предпочтительно - в 7,5 раза или менее, еще более предпочтительно - в 6 раз или менее, и, более точно, предпочтительно составляет от 0,4 от длины PL до величины, превышающей длину PL в 12 раз включительно, более предпочтительно - от длины PL до величины, превышающей длину PL в 7,5 раза включительно, еще более предпочтительно - от величины, превышающей длину PL в 1,5 раза, до величины, превышающей длину PL в 6 раз включительно.
<6А> Способ изготовления скрепленного сплавлением листового изделия по любому из пунктов <1A>-<5A>, в котором: опорный элемент представляет собой кольцевой опорный элемент, который вращается вокруг оси вращения, и листовой ламинат охватывает наружную периферийную поверхность кольцевого опорного элемента.
<7А> Способ изготовления скрепленного сплавлением листового изделия по пункту <6A>, в котором угол охвата опорного элемента листовым ламинатом составляет от 90 градусов до 270 градусов включительно и предпочтительно от 120 градусов до 270 градусов включительно.
<8А> Способ изготовления скрепленного сплавлением листового изделия по любому из пунктов <1A>-<7A>, в котором определяемая вдоль направления перемещения опорного элемента длина PH зоны в опорном элементе, в которой выполняют этап начального удерживания, больше определяемой вдоль направления перемещения длины одного штучного скрепленного сплавлением листового изделия.
<9А> Способ изготовления скрепленного сплавлением листового изделия по любому из пунктов <1A>-<8A>, в котором:
множество углублений, каждое из которых выполнено с возможностью размещения в нем участка листового ламината, образованы на наружной поверхности опорного элемента с заданными интервалами в направлении перемещения опорного элемента; и
определяемая вдоль направления перемещения опорного элемента длина РН зоны в опорном элементе, в которой выполняют этап начального удерживания, превышает определяемое вдоль направления перемещения расстояние между двумя соседними углублениями в опорном элементе.
<10А> Способ изготовления скрепленного сплавлением листового изделия по любому из пунктов <1A>-<9A>, в котором: толщина лентообразного листового ламината частично различается, и на этапе облучения участок в листовом ламинате, имеющий сравнительно малую толщину, облучают лазерным лучом.
<11А> Способ изготовления скрепленного сплавлением листового изделия по любому из пунктов <1A>-<10A>, в котором сдавленное состояние листового ламината на каждом из этапа начального удерживания, этапа облучения и этапа последующего удерживания обеспечивают посредством: использования средства для приложения давления, включающего в себя бесконечную ленту для приложения давления и множество роликов, которые вращаются в состоянии, в котором лента для приложения давления охватывает их петлей, и поджима ленты для приложения давления к поверхности листового ламината на стороне, противоположной по отношению к поверхности, прилегающей к опорному элементу.
<12А> Способ изготовления скрепленного сплавлением листового изделия по любому из пунктов <1A>-<11A>, в котором в том случае, если ситуацию, в которой ленту для приложения давления прижимают с обеспечением ее контакта с кольцевым опорным элементом на всей периферии в направлении вдоль его окружности, рассматривают как соответствующую 360 градусам, диапазон углов охвата кольцевого опорного элемента лентой для приложения давления предпочтительно составляет от 90 градусов до 270 градусов включительно и более предпочтительно - от 120 градусов до 270 градусов включительно.
<13А> Способ изготовления скрепленного сплавлением листового изделия по любому из пунктов <1A>-<10A>, в котором сдавленное состояние листового ламината на каждом из этапа начального удерживания, этапа облучения и этапа последующего удерживания обеспечивают посредством: использования средства для приложения давления, включающего в себя прижимной элемент, предусмотренный с возможностью выполнения возвратно-поступательного движения между наружной поверхностью опорного элемента и заданной позицией готовности, находящейся снаружи по отношению к наружной поверхности опорного элемента, и кулачковый механизм, который передает перемещение опорного элемента в заданном направлении посредством преобразования его перемещения в возвратно-поступательное движение прижимного элемента, и поджима прижимного элемента к поверхности листового ламината на стороне, противоположной по отношению к поверхности, прилегающей к опорному элементу.
<14А> Способ изготовления скрепленного сплавлением листового изделия по любому из пунктов <1A>-<13A>, в котором на этапе последующего удерживания разрезанный/разделенный листовой ламинат подвергают принудительному охлаждению.
<15А> Способ изготовления скрепленного сплавлением листового изделия по любому из пунктов <1A>-<14A>, в котором сила сдавливания, действующая на листовой ламинат на каждом этапе (этапе начального удерживания, этапе облучения и этапе последующего удерживания) предпочтительно составляет 50 кПа или более, более предпочтительно - 100 кПа или более и предпочтительно 160 кПа или менее, более предпочтительно - 140 кПа или менее, и, более точно, предпочтительно от 50 кПа до 160 кПа включительно, более предпочтительно - от 100 кПа до 140 кПа включительно.
<16А> Способ изготовления скрепленного сплавлением листового изделия по любому из пунктов <1A>-<15A>, в котором все из листов, образующих часть, подлежащую разрезанию/разделению, в листовом ламинате, представляют собой листы, которые выделяют тепло за счет поглощения лазерного луча.
<17A> Устройство для изготовления скрепленных сплавлением листовых изделий, которое обеспечивает непрерывное изготовление множества скрепленных сплавлением листовых изделий, каждое из которых имеет герметично скрепленные краевые части, посредством облучения лазерным лучом лентообразного листового ламината, в котором множество листов ламинированы, и разрезания и разделения листового ламината, и скрепления разрезанных краевых частей сплавлением, при этом указанные разрезанные краевые части образованы разрезанием/разделением в множестве листов, при этом устройство для изготовления включает в себя:
опорный элемент, который перемещается в заданном направлении в состоянии, в котором листовой ламинат расположен на наружной поверхности опорного элемента, и который имеет часть для прохождения света, через которую может проходить лазерный луч; облучающую головку, которая расположена со стороны внутренней поверхности опорного элемента и которая излучает лазерный луч по направлению к опорному элементу; и средство для приложения давления, которое обеспечивает приложение давления со стороны, противоположной по отношению к опорному элементу, к листовому ламинату, который расположен на наружной поверхности опорного элемента,
при этом опорный элемент включает в себя зону начального удерживания, используемую для удерживания листового ламината перед его облучением лазерным лучом, зону удерживания, используемую для удерживания листового ламината во время облучения лазерным лучом, и зону последующего удерживания, используемую для удерживания листового ламината после его облучения лазерным лучом.
<18A> Устройство для изготовления скрепленных сплавлением листовых изделий по пункту <17A>, в котором определяемая вдоль направления перемещения опорного элемента длина PL зоны удерживания в опорном элементе меньше определяемой вдоль направления перемещения длины одного штучного скрепленного сплавлением листового изделия.
<19A> Устройство для изготовления скрепленных сплавлением листовых изделий по пункту <17A> или <18A>, в котором определяемая вдоль направления перемещения опорного элемента длина РС зоны последующего удерживания в опорном элементе составляет от 0,4 от длины PL до величины, превышающей длину PL в 12 раз включительно.
<20A> Устройство для изготовления скрепленных сплавлением листовых изделий по любому из пунктов <17A>-<19A>, включающее в себя в качестве средства для приложения давления средство ленточного типа для приложения давления, включающее в себя: бесконечную ленту для приложения давления и множество роликов, которые вращаются в состоянии, когда лента для приложения давления охватывает ролики петлей.
<21A> Устройство для изготовления скрепленных сплавлением листовых изделий по любому из пунктов <17A>-<19A>, включающее в себя в качестве средства для приложения давления средство для приложения давления, включающее в себя: прижимной элемент, предусмотренный с возможностью выполнения возвратно-поступательного движения между наружной поверхностью опорного элемента и заданной позицией готовности, находящейся снаружи по отношению к наружной поверхности опорного элемента (то есть снаружи кольцевого опорного элемента в его радиальном направлении), и кулачковый механизм, который передает вращение опорного элемента вокруг его центральной оси (оси вращения) (то есть перемещение опорного элемента в заданном направлении) посредством преобразования его вращения (перемещения) в возвратно-поступательное движение прижимного элемента.
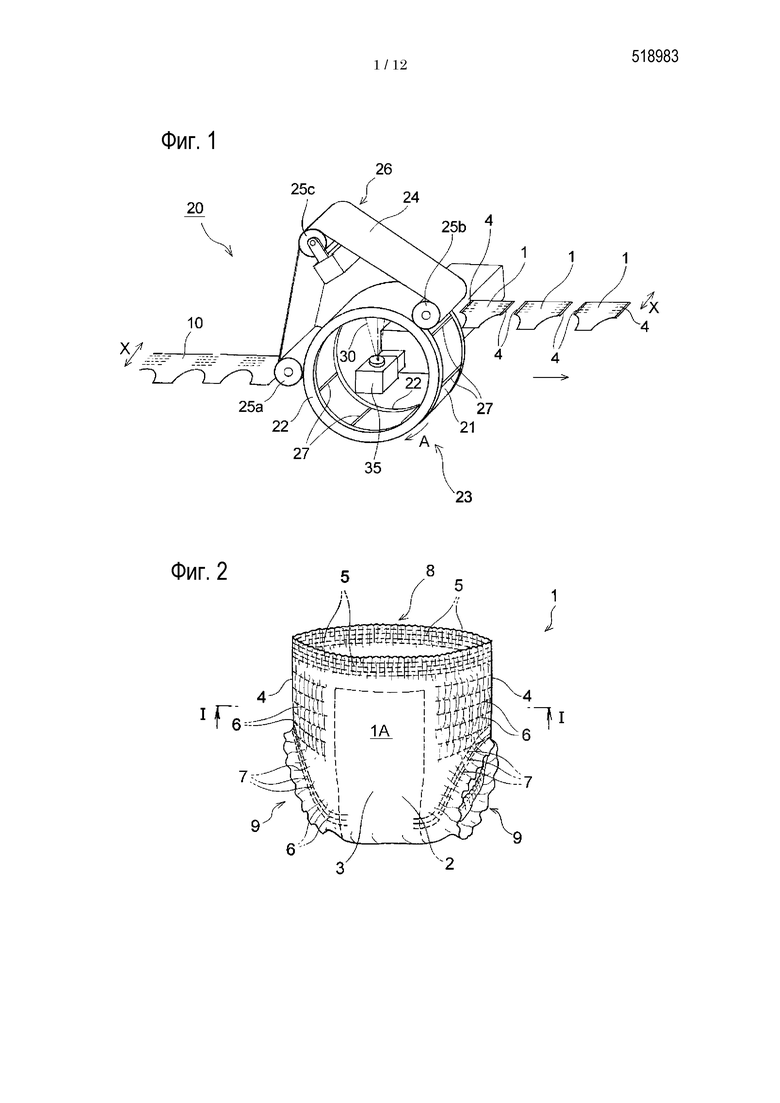

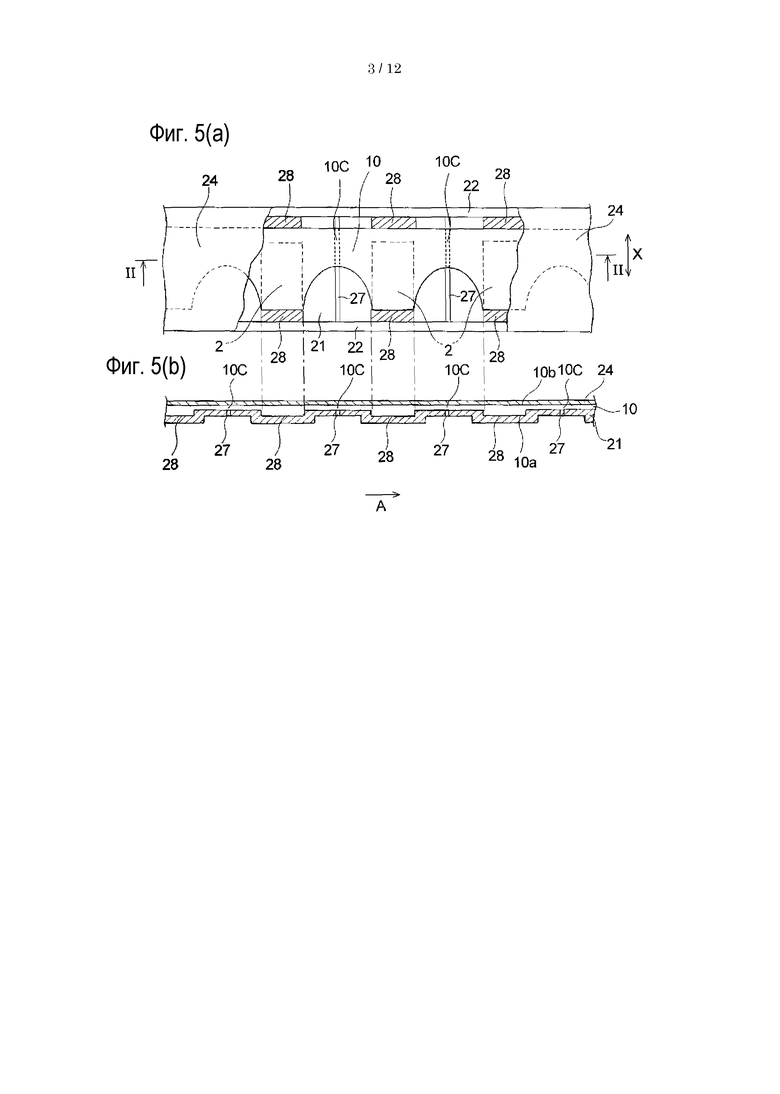

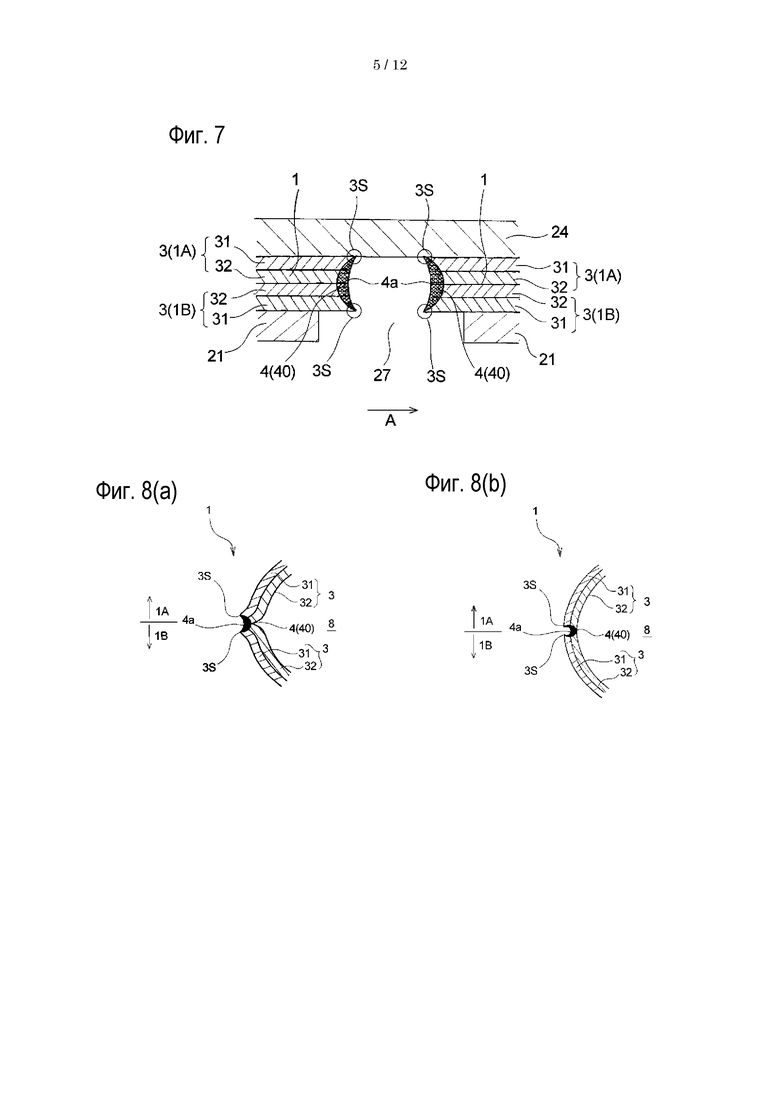



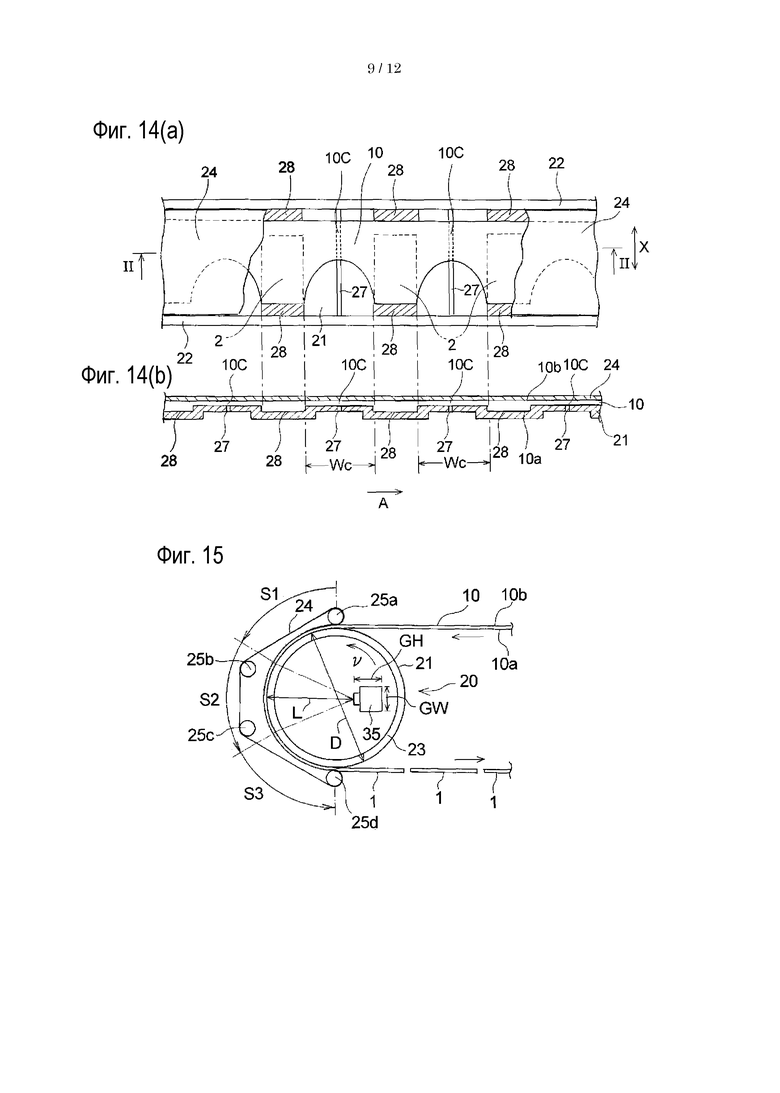
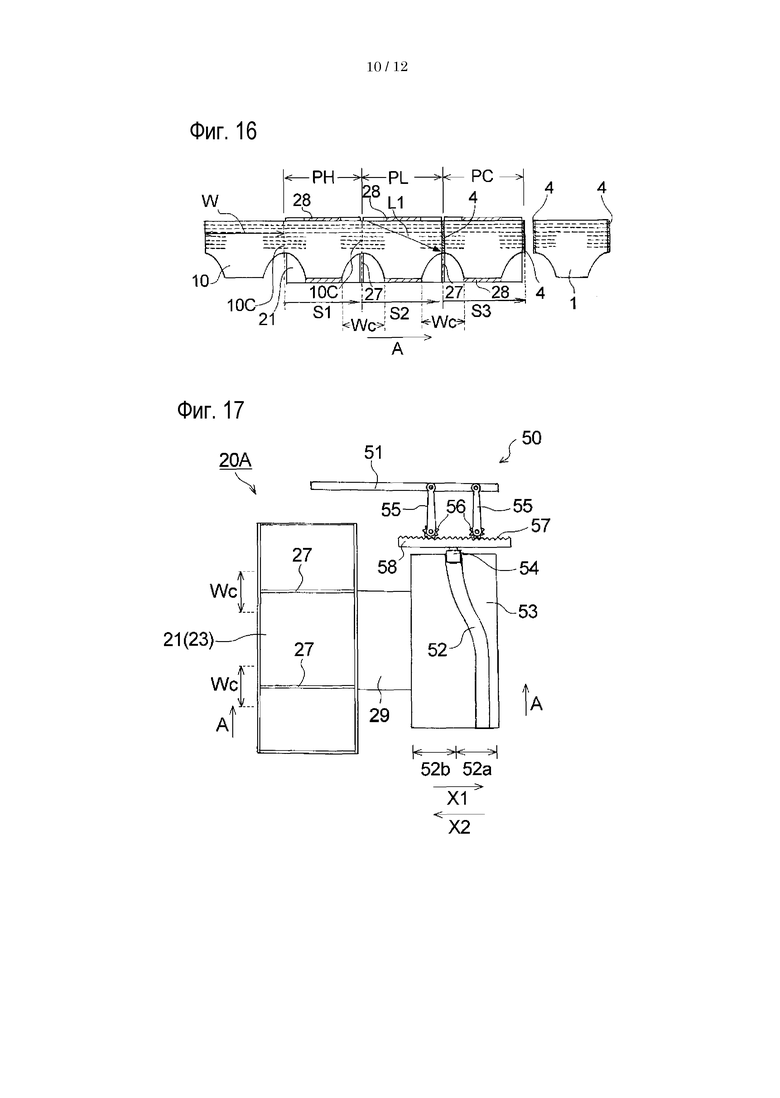

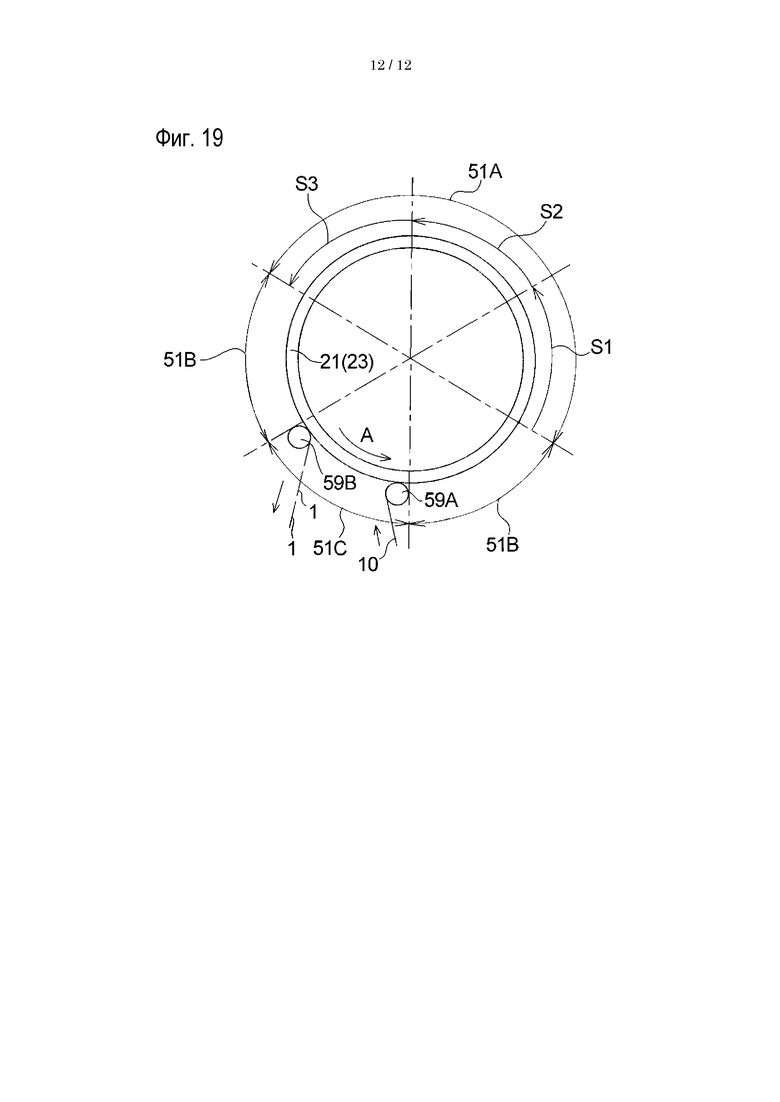
Группа изобретений относится к способу изготовления скрепленного сплавлением листового изделия, скрепленному листовому изделию, изготовленному способом по изобретению, способу изготовления поглощающего изделия и устройству для изготовления скрепленного сплавлением листового изделия. Способ изготовления скрепленного сплавлением листового изделия включает приведение одной поверхности стопы (10) лентообразных листов (например, непрерывного подгузника), в которой (в котором) множество листов уложены в стопу, в контакт с опорным элементом (21), который имеет части (27) для прохождения света, через которые может проходить лазерный луч (30). Осуществляют облучение лазерным лучом (30) с длиной волны, которая поглощается листами, образующими стопу (10) листов, и вызывает выделение тепла листами сдавленной стопы (10) лентообразных листов через части (27) для прохождения света со стороны опорного элемента (21). Стопу (10) лентообразных листов разделяют на части при одновременном сплавлении разрезанных краев сдавленного множества листов, образованных посредством разделения, для образования герметично скрепленного края (4) (бокового шва). Края множества листов сплавлены в состоянии, когда листы уложены друг на друга в стопу и разрезанные их края сдавлены. Способом по изобретению получают скрепленное листовое изделие, например поглощающее изделие. Устройство для изготовления скрепленного сплавлением листового изделия содержит основные узлы для осуществления операций способа по изобретению. Технический результата, достигаемый при использовании группы изобретений, заключается в том, чтобы обеспечить необходимое качество и герметичность при скреплении краевых частей листов сплавлением и изготовить поглощающие изделия, которые при контакте с кожей пользователя обеспечивают мягкую текстуру. 4 н. и 11 з.п. ф-лы, 26 ил., 1 табл. 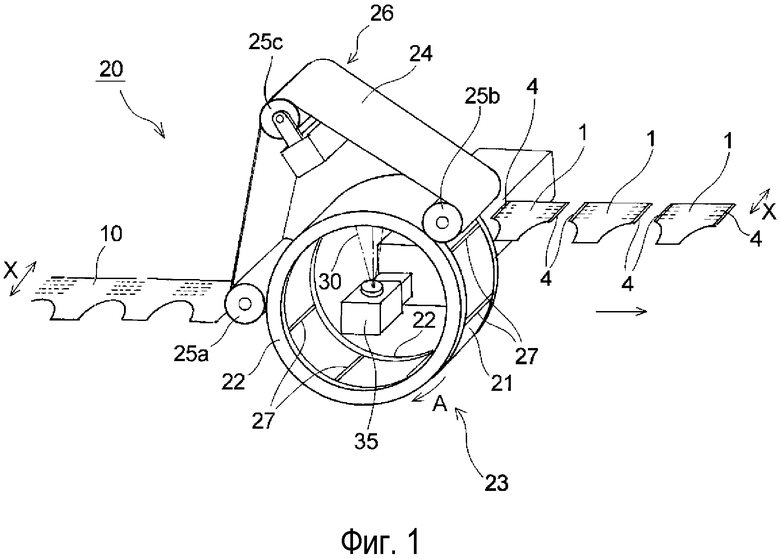
1. Способ изготовления скрепленного сплавлением листового изделия, которое включает в себя герметично скрепленные краевые части, образованные посредством скрепления краевых частей множества листов сплавлением в состоянии, в котором краевые части листов наложены друг на друга, в котором:
по меньшей мере один лист из множества листов включает в себя полимерный материал; и
при этом способ изготовления включает этап образования герметично скрепленных краевых частей посредством обеспечения прилегания одной поверхности лентообразного листового ламината, в котором множество листов ламинированы, к опорному элементу, который имеет часть для прохождения света, через которую может проходить лазерный луч, и облучения, со стороны опорного элемента посредством части для прохождения света, лентообразного листового ламината, который находится в сдавленном состоянии, лазерным лучом, имеющим длину волны, которая поглощается листами, образующими листовой ламинат, и которая вызывает выделение тепла листами, и, таким образом, разрезания и разделения лентообразного листового ламината, и одновременного скрепления разрезанных краевых частей сплавлением, при этом указанные разрезанные краевые части образованы посредством разрезания/разделения в множестве листов, которые находятся в сдавленном состоянии.
2. Способ изготовления скрепленного сплавлением листового изделия по п. 1, в котором часть для прохождения света представляет собой щелевое отверстие, которое проходит сквозь опорный элемент в направлении его толщины.
3. Способ изготовления скрепленного сплавлением листового изделия по п. 2, в котором выступающая часть образована вблизи отверстия на наружной поверхности опорного элемента там, где размещают листовой ламинат, при этом выступающая часть выступает по направлению к листовому ламинату, размещенному на наружной поверхности, в большей степени, чем участки периферии отверстия.
4. Способ изготовления скрепленного сплавлением листового
изделия по п. 1, в котором прижимной элемент прижимают к другой поверхности лентообразного листового ламината, прилегающего к опорному элементу, и лентообразный листовой ламинат в данном состоянии облучают лазерным лучом со стороны опорного элемента посредством части для прохождения света.
5. Способ изготовления скрепленного сплавлением листового изделия по п. 4, в котором опорный элемент и прижимной элемент изготовлены из материала, выбранного из металлического материала, смолы или керамического материала.
6. Способ изготовления скрепленного сплавлением листового изделия по п. 1, в котором (1) по меньшей мере один лист из множества листов включает в себя термоплавкую синтетическую смолу и представляет собой нетканый материал, пленку или листовой слоистый материал, образованный из нетканого материала и пленки, или (2) все из множества листов включают в себя полимерный материал.
7. Способ изготовления скрепленного сплавлением листового изделия по п. 1, в котором:
множество скрепляемых сплавлением листовых изделий изготавливают непрерывно; и
этап образования герметично скрепленных краевых частей включает:
этап начального удерживания, на котором листовой ламинат размещают на наружной поверхности опорного элемента, который перемещается в заданном направлении, и листовой ламинат удерживают в сдавленном состоянии на наружной поверхности опорного элемента,
этап облучения, на котором листовой ламинат, который удерживают в сдавленном состоянии на наружной поверхности опорного элемента, облучают лазерным лучом со стороны внутренней поверхности опорного элемента посредством части для прохождения света, и, таким образом, листовой ламинат разрезают и разделяют, и
этап последующего удерживания, на котором после завершения облучения лазерным лучом разрезанный/разделенный листовой ламинат удерживают на наружной поверхности опорного элемента при
одновременном сохранении сдавленного состояния.
8. Способ изготовления скрепленного сплавлением листового изделия по п. 7, в котором сдавленное состояние листового ламината на каждом из этапа начального удерживания, этапа облучения и этапа последующего удерживания обеспечивают посредством использования средства для приложения давления, включающего в себя бесконечную ленту для приложения давления и множество роликов, которые вращаются в состоянии, в котором лента для приложения давления охватывает их петлей, и поджима ленты для приложения давления к поверхности листового ламината на стороне, противоположной по отношению к поверхности, прилегающей к опорному элементу.
9. Способ изготовления скрепленного сплавлением листового изделия по п. 7, в котором сдавленное состояние листового ламината на каждом из этапа начального удерживания, этапа облучения и этапа последующего удерживания обеспечивают посредством использования средства для приложения давления, включающего в себя прижимной элемент, предусмотренный с возможностью выполнения возвратно-поступательного движения между наружной поверхностью опорного элемента и заданной позицией готовности, находящейся снаружи по отношению к наружной поверхности опорного элемента, и кулачкового механизма, который передает перемещение опорного элемента в заданном направлении посредством преобразования его перемещения в возвратно-поступательное движение прижимного элемента, и поджима прижимного элемента к поверхности листового ламината на стороне, противоположной по отношению к поверхности, прилегающей к опорному элементу.
10. Скрепленное сплавлением листовое изделие, изготовленное способом изготовления по п. 1, в котором:
в сечении вдоль направления, ортогонального к направлению, в котором простираются герметично скрепленные краевые части, наружный край каждой из герметично скрепленных краевых частей, образованных разрезанием/разделением, имеет дугообразную форму, которая выступает по направлению к внутренней стороне скрепленного сплавлением листового изделия; скрепленная сплавлением часть, в которой листы, образующие скрепленное сплавлением листовое изделие, скреплены сплавлением, образована так, что скрепленная сплавлением часть включает в себя наружный край герметично скрепленной краевой части и расположена внутри скрепленного сплавлением листового изделия по отношению к наружному краю, и в направлении толщины скрепленного сплавлением листового изделия ширина части, скрепленной сплавлением, больше на ее центральном участке, чем на ее обоих концевых участках.
11. Способ изготовления поглощающего изделия, при этом способ включает этап изготовления скрепленного сплавлением листового изделия способом изготовления по п. 1.
12. Способ изготовления поглощающего изделия по п. 11, в котором
поглощающее изделие представляет собой натягиваемый подгузник одноразового использования, включающий в себя поглощающий комплект и наружный покрывающий элемент, который расположен со стороны не контактирующей с кожей поверхности поглощающего комплекта и к которому поглощающий комплект прикреплен, при этом две части, представляющие собой боковые швы, образованы посредством соединения обеих боковых краевых частей наружного покрывающего элемента в части, размещаемой со стороны живота, и обеих боковых краевых частей наружного покрывающего элемента в части, размещаемой со стороны спины; и
скрепленное сплавлением листовое изделие изготавливают посредством сгибания лентообразного наружного покрывающего элемента в направлении его ширины и облучения заданной части сложенного наружного покрывающего элемента лазерным лучом, и, таким образом, разрезания и разделения лентообразного наружного покрывающего элемента и одновременного образования части, представляющей собой боковой шов.
13. Способ изготовления поглощающего изделия по п. 11, в котором поглощающее изделие представляет собой изделие, в котором верхний лист, образующий контактирующую с кожей поверхность поглощающего изделия, и задний лист, образующий не контактирующую с кожей поверхность поглощающего изделия, соединяют вместе в частях, выступающих наружу от периферийного края поглощающей сердцевины.
14. Способ изготовления поглощающего изделия по п. 11, в котором поглощающее изделие представляет собой гигиеническую прокладку и его образуют посредством скрепления сплавлением: верхнего листа и листа гигиенической прокладки, который образует часть в виде крылышка, или листа, образующего часть в виде крылышка, и заднего листа, или верхнего листа, листа, образующего часть в виде крылышка, и заднего листа.
15. Устройство для изготовления скрепленных сплавлением листовых изделий, которое обеспечивает непрерывное изготовление множества скрепленных сплавлением листовых изделий, каждое из которых имеет герметично скрепленные краевые части, посредством облучения лазерным лучом лентообразного листового ламината, в котором множество листов ламинированы, и разрезания и разделения листового ламината, и скрепления разрезанных краевых частей сплавлением, при этом указанные разрезанные краевые части образованы посредством разрезания/разделения в множестве листов, при этом устройство для изготовления содержит:
опорный элемент, который перемещается в заданном направлении в состоянии, в котором листовой ламинат расположен на наружной поверхности опорного элемента, и который имеет часть для прохождения света, через которую может проходить лазерный луч; облучающую головку, которая расположена со стороны внутренней поверхности опорного элемента и которая излучает лазерный луч по направлению к опорному элементу; и средство для приложения давления, которое обеспечивает приложение давления со стороны, противоположной по отношению к опорному элементу, к листовому ламинату, который расположен на наружной поверхности опорного элемента,
при этом опорный элемент включает в себя зону начального удерживания, используемую для удерживания листового ламината перед его облучением лазерным лучом, зону удерживания, используемую для удерживания листового ламината во время облучения лазерным лучом, и зону последующего удерживания, используемую для удерживания листового ламината после его облучения лазерным лучом.
| JP 2011131556 A, 07.07.2011 | |||
| JP 2010188629 A, 02.09.2010 | |||
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ СУШКИ СИНТЕТИЧЕСКОГО КАУЧУКА В ФИЛЬТРУЮЩЕМ СЛОЕ | 1989 |
|
SU1736272A1 |
| US 2003213552 A1, 20.11.2003 | |||
| JP 2009202502 A, 10 | |||
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
| Колосоуборка | 1923 |
|
SU2009A1 |
| ПРЕДНАЗНАЧЕННОЕ ДЛЯ НОСКИ ИЗДЕЛИЕ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2009 |
|
RU2506066C2 |

