Изобретение относится к области металлообработки, в частности к методам восстановления электромеханической обработкой (ЭМО) деталей машин, направлено на совершенствование методов восстановления изношенных боковых поверхностей шлицев и может применяться в условиях ремонтного производства.
Известны способы восстановления изношенных боковых поверхностей шлицев (Надежность и ремонт машин. / В.В. Курчаткин, Н.Ф. Тельнов, К.А. Ачкасов и др./ Под ред. В.В. Курчаткина. - М.: Колос, 2000. - 776 с.) путем различных методов наплавок или комбинированием их с одновременной осадкой. Недостатками этих способов являются: низкая производительность, сложность процесса и большие затраты энергии и компонентов, большое термическое влияние на деталь, что приводит к значительным деформациям изделий, необходимость применения дополнительных методов механической обработки.
Известны способы пластического деформирования (см. там же) путем осадки и раздачи с одновременным или последующим калиброванием. Раздачу, например, выполняют проталкиванием вала на прессе через вращающиеся ролики специальной многороликовой головки. Недостатками этих способов являются: необходимость предварительного отжига или нормализации изделий, обязательное применение мощного прессового оборудования, необходимость последующей закалки до необходимой твердости, сложность процесса.
Известен способ восстановления поверхностей деталей машин (Аскинази Б.М. Упрочнение и восстановление деталей электромеханической обработкой. - 3-е изд., -М.: Машиностроение, 1989.-200 с.) посредством электромеханической высадки и последующего электромеханического сглаживания. В процессе обработки этим способом через место контакта инструмента с изделием проходит ток большой силы и низкого напряжения, вследствие чего поверхность изделия на этом участке подвергается сильному нагреву, под давлением инструмента деформируются, а поверхностный слой металла упрочняется. Этот способ существенно изменяет физико-механические свойства поверхностного слоя и позволяет повысить эксплуатационные характеристики изделия.
Однако при такой обработке профиль поверхности шлица восстанавливается не полностью, что приводит к большим контактным напряжениям и быстрому износу шлица, поэтому долговечность таких деталей не всегда высокая.
Известны способы электромеханического восстановления резьбы (патенты РФ №1801075 и 2243874), включающие электроконтактный нагрев поверхности и восстановление за счет пластического перераспределения материала. Это позволяет восстановить профиль резьбы и улучшить ее свойства на деталях, имеющих износ на отдельном участке или на всей длине винтовой поверхности.
Однако данные способы обработки применяется только для винтовых тел вращения и технологически не могут применяться для шлицев. Перераспределение металла из впадины в боковую часть резьбы уменьшает прочностные характеристики изделия.
Достигаемый технический результат по заявленному изобретению - это восстановление износа боковых поверхностей шлицев с одновременным их упрочнением за счет перераспределения металла применением электромеханической обработки.
Указанный технический результат достигается за счет того, нагрев боковых поверхностей шлица осуществляют двумя электрод-инструментами для электромеханической обработки, а раздачу его - третьим инструментом, подаваемым сверху, при этом упомянутые электрод-инструменты располагают на одной линии и прижимают к боковым поверхностям шлицев с усилиями, подобранными из условия их смещения в обратную сторону на величину износа при раздаче, при этом электрод-инструменты и деформирующий инструмент перемещают вместе с одинаковой скоростью.
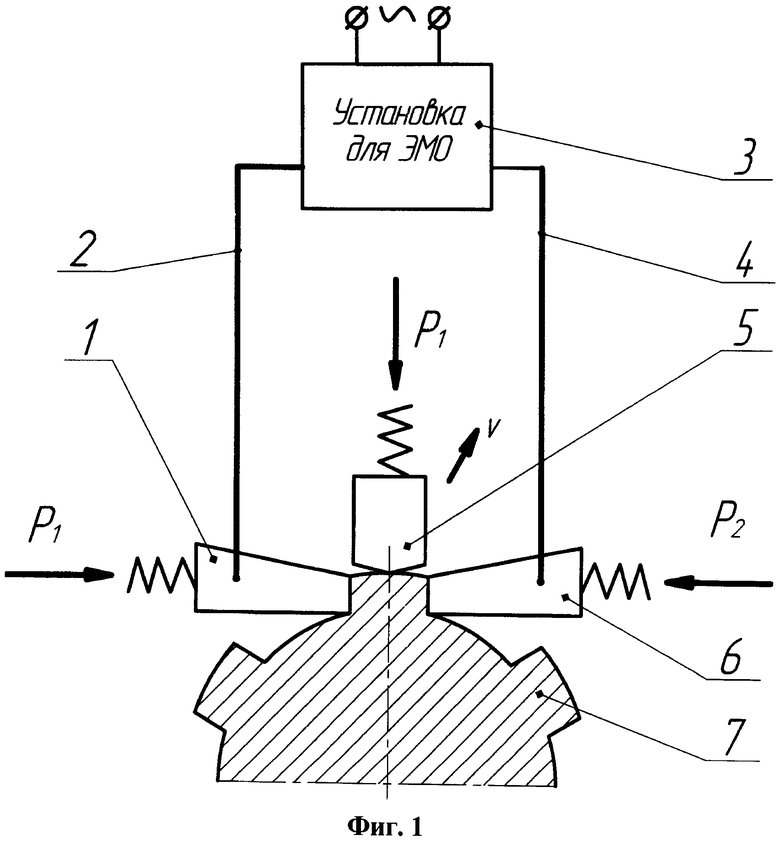
На фиг.1 схематично представлена схема восстановления шлица. Способ осуществляется следующим образом.
На специальной головке (не показана) крепятся инструменты 1 и 6 для электромеханической обработки шлицев. Они прижимаются с боков шлицев вала 7 с различными усилиями Р1 и Р2 с возможностью их смещения в обратную сторону на величину износа. Сверху устанавливается деформирующий инструмент 5. Он прижимается к поверхности шлица с усилием Р3. Инструменты 1 и 6 располагаются на одной линии и перемещаются в одном направлении вместе с инструментом 5 с одинаковой скоростью ν.
Инструменты для электромеханической обработки 1 и 6 подсоединены с помощью токоподводящих кабелей 2 и 4 к источнику питания для ЭМО 3, образуя с деталью общую электрическую цепь. При замыкании электрической цепи происходит мгновенный нагрев (током до 5000 А) в местах контакта инструментов 1 и 6 с поверхностью шлица выше температуры фазовых превращений и механическое воздействие этими инструментами с усилиями Р1 и Р2. Внутренние объемы самого шлица, находящиеся между инструментами, нагреваются за счет электронагрева и теплоотвода от мест контакта электрод-инструментов с деталью несколько ниже температуры фазовых превращений, но выше температуры рекристаллизации. Это позволяет деформирующему инструменту 5 в горячем состоянии осаживать поверхность шлица с раздачей его на величину износа. При этом усилие прижатия электрод-инструментов Р1 и Р2 подбирается таким образом, чтобы при раздаче шлица они смещались в обратную сторону на величину износа.
При движении головки с инструментами вдоль шлица со скоростью ν источник термомеханического воздействия удаляется, что приводит к последующему охлаждению нагретых участков в глубь детали за счет ее массы, в результате чего происходит упрочнение поверхностного слоя боковых поверхностей шлицев.
Сила тока, усилие прижатия инструментов Р1 Р2 и Р3 к детали, их скоростью ν вдоль шлица, расстояние между инструментами, материал и форма инструментов принимаются исходя из задач и требований технологического процесса.
При обработке по данному способу происходит восстановление износа боковых поверхностей шлицев за счет перераспределения металла с одновременным их упрочнением твердостью до 9 ГПа.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОСА БОКОВЫХ ПОВЕРХНОСТЕЙ ШЛИЦЕВ | 2015 |
|
RU2611000C2 |
| СПОСОБ ПОЛУЧЕНИЯ ШПОНОЧНОГО СОЕДИНЕНИЯ НА ВАЛАХ | 2019 |
|
RU2713890C1 |
| СПОСОБ ПОЛУЧЕНИЯ ШПОНОЧНОГО СОЕДИНЕНИЯ НА ВАЛАХ | 2019 |
|
RU2713887C1 |
| СПОСОБ ПОЛУЧЕНИЯ ШПОНОЧНОГО СОЕДИНЕНИЯ НА ВАЛАХ | 2020 |
|
RU2749704C1 |
| СПОСОБ ПОЛУЧЕНИЯ ШПОНОЧНОГО СОЕДИНЕНИЯ НА ВАЛАХ | 2020 |
|
RU2749648C1 |
| СПОСОБ ПОЛУЧЕНИЯ ШПОНОЧНОГО СОЕДИНЕНИЯ НА ВАЛАХ ТОЧЕЧНОЙ ЭЛЕКТРОМЕХАНИЧЕСКОЙ ОБРАБОТКОЙ | 2021 |
|
RU2766097C1 |
| СПОСОБ ПОЛУЧЕНИЯ ШПОНОЧНОГО СОЕДИНЕНИЯ НА ВАЛАХ ТОЧЕЧНОЙ ЭЛЕКТРОМЕХАНИЧЕСКОЙ ОБРАБОТКОЙ | 2021 |
|
RU2766098C1 |
| СПОСОБ ПОЛУЧЕНИЯ ШПОНОЧНОГО СОЕДИНЕНИЯ | 2022 |
|
RU2793665C1 |
| СПОСОБ ПОЛУЧЕНИЯ ШПОНОЧНОГО СОЕДИНЕНИЯ | 2022 |
|
RU2793689C1 |
| Способ восстановления шлицевой втулки | 2015 |
|
RU2608860C2 |
Изобретение относится к восстановлению изношенных боковых поверхностей шлицев на деталях электромеханической обработкой. о Нагрев боковых поверхностей шлица осуществляют двумя электрод-инструментами для электромеханической обработки, а раздачу его - деформирующим инструментом, подаваемым сверху, при этом упомянутые электрод-инструменты располагают на одной линии и прижимают к боковым поверхностям шлицев с усилиями, подобранными из условия их смещения в обратную сторону на величину износа при раздаче, при этом электрод-инструменты и деформирующий инструмент перемещают вместе с одинаковой скоростью. Изобретение позволяет восстанавливать износ боковых поверхностей шлицев с одновременныи их упрочнением твердостью до 9 ГПА за счет перераспределения металла применением электромеханической обработки. 1 ил.
Способ восстановления изношенных боковых поверхностей шлицев, включающий их нагрев двумя электрод-иструментами и раздачу деформирующим инструментом, отличающийся тем, что нагрев боковых поверхностей шлица осуществляют двумя электрод-инструментами для электромеханической обработки, а раздачу его - деформирующим инструментом, подаваемым сверху, при этом упомянутые электрод-инструменты располагают на одной линии и прижимают к боковым поверхностям шлицев с усилиями, подобранными из условия их смещения в обратную сторону на величину износа при раздаче, при этом электрод-инструменты и деформирующий инструмент перемещают вместе с одинаковой скоростью.
| RU 95102738 А1, 20.11.1996 | |||
| Способ восстановления резьбы | 1991 |
|
SU1801075A3 |
| СПОСОБ ВОССТАНОВЛЕНИЯ РЕЗЬБЫ | 2002 |
|
RU2243874C2 |
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| US 3975788 A, 24.08.1976 | |||

