Изобретение относится к ремонту изношенных деталей, в частности к способу восстановления шлицевой втулки карданного вала, и может быть использовано в машиностроении.
Известен способ восстановления изношенных боковых поверхностей шлицев, включающий их нагрев двумя электрод-иструментами и раздачу деформирующим инструментом, нагрев боковых поверхностей шлица осуществляют двумя электрод-инструментами для электромеханической обработки, а раздачу его - деформирующим инструментом, подаваемым сверху, при этом упомянутые электрод-инструменты располагают на одной линии и прижимают к боковым поверхностям шлицев с усилиями, подобранными из условия их смещения в обратную сторону на величину износа при раздаче, при этом электрод-инструменты и деформирующий инструмент перемещают вместе с одинаковой скоростью (патент РФ № RU 2530924, МПК В23Р 6/00, опубликовано: 20.10.2014 г.).
Известен способ восстановления шлицевого вала, включающий предварительную раздачу выступов роликами в локально нагретой зоне поперек образующей по винтовой линии с шагом, равным ширине роликов, со смещением роликов относительно друг друга вдоль оси вала на один шаг и на 180° по углу поворота вала, при этом вал вращают в направлении, обеспечивающем перемещение ролика от неизношенной части выступа к изношенной, наплавку выступов и механическую обработку (патент РФ № RU 1581550, МПК В23Р 6/00, опубликовано: 30.07.1990 г.).
Наиболее близким по совокупности существенных признаков к заявляемому техническому решению является способ восстановления шлицевых валов, включающий наплавку металла по наружной цилиндрической поверхности шлицев. Ось симметрии наплавленного объема металла смещена от оси симметрии шлица в сторону изношенной боковой поверхности, а величину смещения определяют по расчетной зависимости. Затем шлицевый вал протягивают через деформирующий инструмент с распределением наплавленного объема металла по всей поверхности шлица. Инструмент содержит корпус с центральным цилиндрическим отверстием и с пазами, в которых установлены деформирующие вставки. При этом деформирующие вставки закреплены по окружности отверстия корпуса. Ось симметрии деформирующей вставки совпадает с осью симметрии шлицев. Деформирующие вставки смонтированы в пазах корпуса с натягом (патент РФ № RU 1590307, МПК В23Р 6/00, опубликовано: 07.09.1990 г.).
Недостатками известных технических решений являются высокие энергоемкость и трудоемкость способов восстановления.
Была поставлена задача разработать способ восстановления изношенных шлицев втулки, позволяющий повысить долговечность шлицевого соединения.
Поставленная задача решается тем, что в способе восстановления шлицевых втулок, включающем нанесение восстановительного слоя на шлицевую поверхность втулки и последующее формирование исходного профиля шлицев протягиванием, перед нанесением восстановительного слоя при помощи специально сконструированной протяжки снимают поврежденный слой шлицевой поверхности, после чего любым известным способом наносят слой из композитного материала, например полиамида-11, толщиной, превышающей от 1,1 до 2,5 раз снятый поврежденный слой, затем производят формирование исходного профиля шлицев протягиванием протяжкой до получения номинального размера шлицев.
Снятие поврежденного слоя шлицевой поверхности перед нанесением восстановительного слоя позволило качественно подготовить поверхность для нанесения равномерного восстановительного слоя, из композитного материала, например полиамида-11, и формирование исходного профиля шлицев протягиванием протяжкой до получения номинального размера. Это позволяет получить восстановленную шлицевую поверхность, обладающую высокой износостойкостью (прежде всего из-за высокой износостойкости покрытия).
Использование всех перечисленных признаков позволяет повысить долговечность шлицевого соединения.
Анализ известных технических решений, проведенный по научно-технической и патентной документации, показал, что совокупность существенных признаков заявляемого технического решения не известна из уровня техники, следовательно, оно соответствует условиям патентоспособности изобретения - «новизна» и «изобретательский уровень».
Изобретение иллюстрируется чертежами:
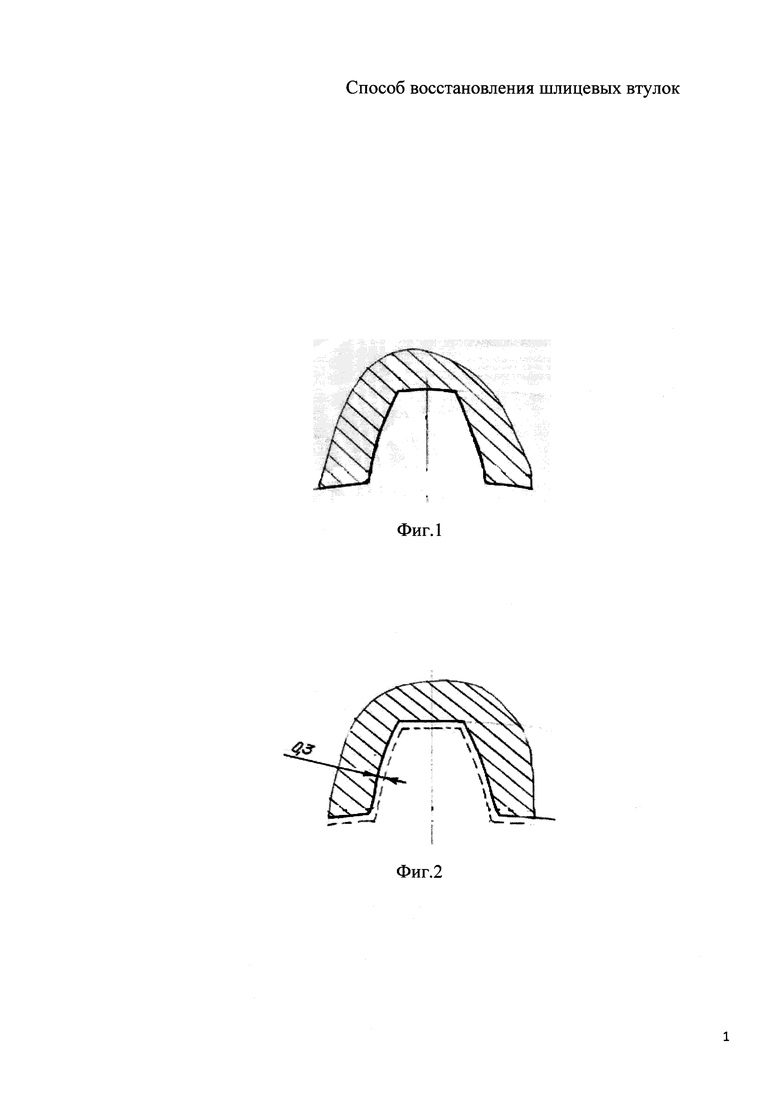
Фиг. 1 - профиль шлица до восстановления;
Фиг. 2 - профиль шлица после предварительного протягивания;
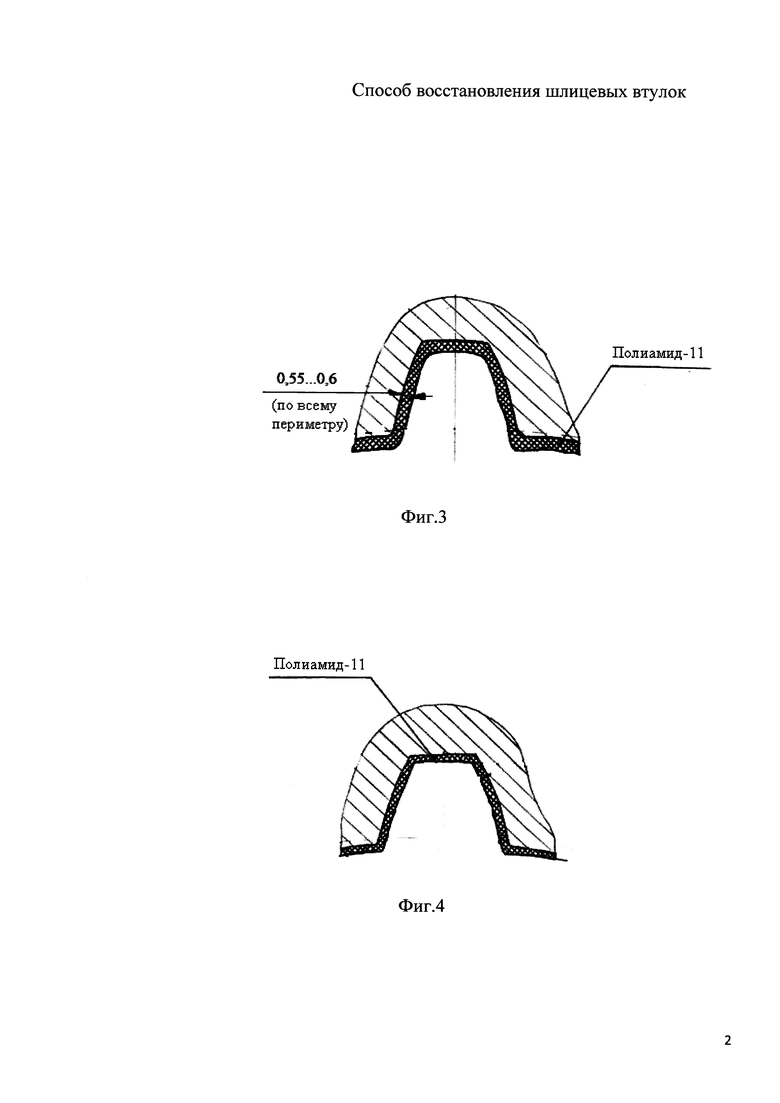
Фиг. 3 - профиль шлица с нанесенным восстановительным слоем;
Фиг. 4 - профиль шлица после чистовой обработки.
Способ восстановления шлицевых втулок заключается в нанесении восстановительного слоя и последующей механической обработки.
Изношенный шлицевой профиль втулки карданного вала протягивают специально сконструированной протяжкой на толщину поврежденного слоя, примерно 0,3 мм, далее производят подготовку поверхности профиля шлицев под нанесение восстановительного слоя, т.е. производят очистку поверхности, нанесение сухого фосфата, специального праймера (для адгезии) поверхности. На подготовленную поверхность наносят слой композитного материала, например полиамида-11 «Рильсан» толщиной около 0,55-0,6 мм. Полиамид наносят на предварительно нагретую до температуры 300°С поверхность, в псевдокипящем слое порошка композитного материала, например полиамида-11. После остывания детали до цеховой температуры и выдержки примерно 24 часа производят формирование исходного профиля шлицев протягиванием протяжкой до получения номинального размера шлицев втулки.
Восстановленные опытные образцы карданных валов прошли стендовые испытания на долговечность. Анализ полученных результатов испытаний на долговечность показал, что карданные валы обладают требуемой долговечностью, так как выдержали полный объем испытаний, сохранив работоспособность.
Все перечисленные признаки позволяют снизить коэффициент трения рабочих поверхностей, способствуют передавать повышенный крутящий момент до 60% без остаточной деформации для карданного вала. И, как результат, позволяют повысить долговечность шлицевого соединения. Таким образом, технический результат достигнут.
Заявляемый способ может быть произведен на стандартном оборудовании с применением известных материалов и технологий.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НАКАТКИ ВНУТРЕННИХ ЗУБЧАТЫХ ПРОФИЛЕЙ | 1997 |
|
RU2108887C1 |
| Способ восстановления шлицевых валов и инструмент для его осуществления | 1988 |
|
SU1590307A1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ НАРУЖНЫХ ШЛИЦЕВ ПОВЕРХНОСТНЫМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 2011 |
|
RU2469834C1 |
| УСТРОЙСТВО ДЛЯ ФОРМООБРАЗОВАНИЯ НАРУЖНЫХ ЩЛИЦЕВ ПОВЕРХНОСТНЫМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 2011 |
|
RU2479408C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОСА БОКОВЫХ ПОВЕРХНОСТЕЙ ШЛИЦЕВ | 2015 |
|
RU2611000C2 |
| Способ восстановления полых цилиндрических деталей | 1989 |
|
SU1676785A1 |
| Способ восстановления изношенной поверхности шлицов каретки синхронизатора | 2015 |
|
RU2622551C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ШЛИЦЕВЫХ ВТУЛОК | 2001 |
|
RU2198776C2 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО ДОРНОВАНИЯ СЛОЖНОПРОФИЛЬНЫХ ОТВЕРСТИЙ | 2011 |
|
RU2479404C2 |
| Способ восстановления изношенной поверхности зубьев каретки синхронизатора | 2015 |
|
RU2621942C2 |
Изобретение относится к ремонту изношенных деталей, в частности к способам восстановления шлицевых втулок карданных валов, и может быть использовано в машиностроении. Способ включает снятие поврежденного слоя шлицевой поверхности втулки посредством протяжки, нанесение восстановительного слоя из композитного материала толщиной, превышающей от 1,1 до 2,5 раз толщину снятого поврежденного слоя, и осуществление формирования исходного профиля шлицев протягиванием до получения номинального размера шлицев. В качестве композитного материала используют полиамид-11. Изобретение направлено на повышение долговечности шлицевых соединений. 1 з.п. ф-лы, 4 ил.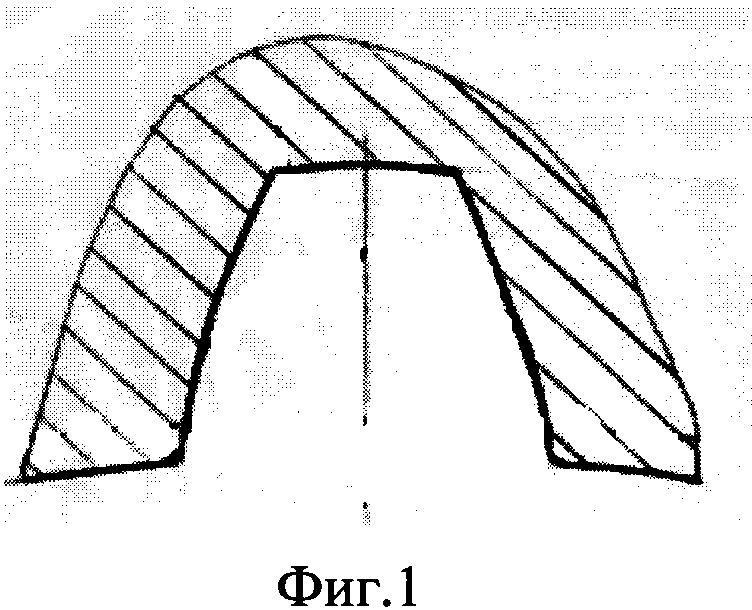
1. Способ восстановления шлицевой поверхности втулок, отличающийся тем, что снимают поврежденный слой шлицевой поверхности втулки посредством протяжки, после чего наносят восстановительный слой из композитного материала, толщина которого составляет от 1,1 до 2,5 толщины снятого поврежденного слоя, затем осуществляют формирование исходного профиля шлицевой поверхности втулки протягиванием до получения номинального размера упомянутой шлицевой поверхности.
2. Способ по п. 1, отличающийся тем, что в качестве композитного материала используют полиамид-11.
| СПОСОБ ВОССТАНОВЛЕНИЯ ШЛИЦЕВЫХ ВТУЛОК | 2001 |
|
RU2198776C2 |
| Способ восстановления шлицевых валов и инструмент для его осуществления | 1988 |
|
SU1590307A1 |
| Способ восстановления шлицевого вала | 1987 |
|
SU1581550A1 |
| Шариковинтовой механизм с грязезащитным уплотнением | 1980 |
|
SU977883A1 |

