Изобретение касается ремонта и может быть использовано при восстановлении резьбы деталей.
Известны способы восстановления резьбы, основанные на использовании методов сварки, наплавки, припекания, приваривания, постановки дополнительной детали (Северный А.Э., Шилков В.Б., Андриянов В.Д. и др. Ремонт резьбовых соединений. -М.: Колос. 1982. 47 с.) [1].
Однако все перечисленные выше способы восстановления основаны на использовании дополнительного металла и последующей механической обработки резанием, что не позволяет обеспечить требуемых свойств резьбы.
Известен способ восстановления резьбы, основанный на электроконтактном восстановлении резьбы двумя инструментами за два прохода (Федоров С.К., Федорова Л.В., Надольский В.О., Каравашкин С.Н. Патент №1801075, В 23 Р 6/00, 11.03.1991 г., бюл. №9 от 07.03.93 г.) [2].
Однако в данном способе производится восстановление резьбы, последовательно выдавливая металл из впадины одним инструментом и формируя геометрические параметры витков другим инструментом. Способ используется для восстановления резьбы с износом ее на всей винтовой поверхности.
Задачей изобретения является восстановление профиля и улучшение свойств резьбы деталей, имеющих износ на отдельном участке по длине винтовой поверхности.
Использование предлагаемого изобретения позволит повысить качество витков резьбы и снизить затраты на восстановление деталей.
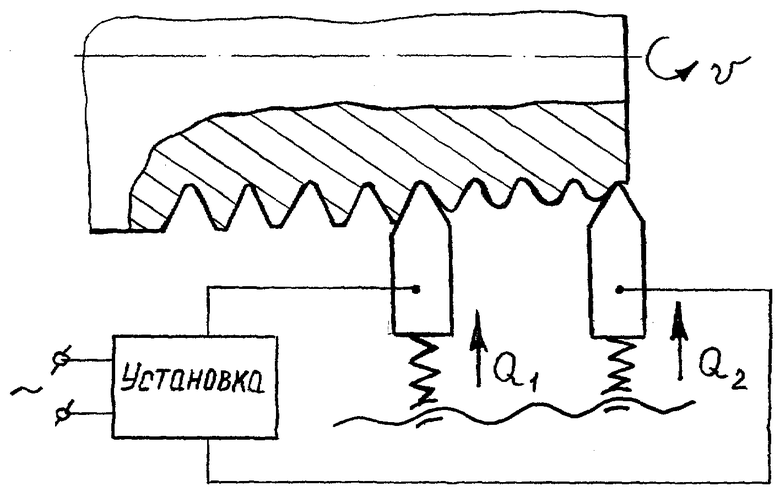
Поставленная задача достигается тем, что в способе восстановления резьбы деталей первый инструмент устанавливают во впадине нормальной резьбы и выполняют отделочно-упрочняющую обработку, а второй инструмент располагают в начале заходной части изношенной резьбы, и смещают относительно первого инструмента для перемещения его по винтовой линии при перекрытии витков резьбы первого и второго инструментов, и производят электроконтактное восстановление за счет пластического перераспределения материала, при этом обработку осуществляют с разным усилием прижатия инструментов к обрабатываемым поверхностям.
На чертеже приведена предлагаемая схема восстановления резьбы. Изобретение иллюстрируется следующими примерами.
В практике свинчивания резьбовых соединений часто отмечается износ витков резьбы болта, контактирующих с гайкой. Восстановление таких поверхностей производится способами сварки, наплавки, приваривания ленты, т.е. использованием дополнительного материала с последующим нарезанием резьбы номинального типоразмера. При этом часть неконтактирующих витков резьбы износу не подвергается.
Возможность восстановления резьбы по предлагаемому способу заключается в том, что при применении электроконтактного нагрева и прикладывании усилия со стороны инструмента возможно выдавливание металла из свободной зоны основания, перемещение его на боковые поверхности, а также исправление деформированных витков перемещением их к номинальному профилю метрической резьбы.
Однако при этом необходимо обеспечить единство восстановленной и нормальной резьбы на участке их объединения.
С этой целью решено использовать два инструмента, которые устанавливаются на длине резьбы таким образом, что при перекрытии витков резьбы погрешности по шагу винтовой линии не происходит. Это позволяет производить навинчивание гайки на всю длину резьбы.
Восстановление изношенной резьбы и отделочно-упрочняющая обработка нормальных витков обеспечивается за счет разности усилия прижатия инструментов к поверхностям Q1 и Q2. В первом случае усилие Q1 не приводит к вытеснению металла из впадины и перемещению его на боковые поверхности. Усилие прижатия инструмента к дефектной резьбовой поверхности Q2 подбирается таким образом, чтобы обеспечить восстановление полного профиля витков до уровня номинальной резьбы.
Для осуществления способа использовались инструменты с углом профиля при вершине 60 градусов из твердого сплава Т15К6, ВК 8. Выбор материала объясняется его высокой твердостью и красностойкостью в условиях высокотемпературного нагрева и больших давлений.
Реализация способа на деталях (насосно-компрессорная труба условного типоразмера 60, 73, 89; цапфа поворотного кулака автомобиля семейства УАЗ М45х1,5 - 8g; резьба винтового домкрата и т.д.) позволяет повысить качество восстановления, снизить затраты на ремонт.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВОССТАНОВЛЕНИЯ РЕЗЬБЫ НА ДЕТАЛИ | 2002 |
|
RU2240908C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЗЬБЫ | 2007 |
|
RU2344906C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ БОКОВЫХ ПОВЕРХНОСТЕЙ ШЛИЦЕВ | 2013 |
|
RU2530924C2 |
| Способ образования резьбы | 1990 |
|
SU1731564A1 |
| ИНСТРУМЕНТ ДЛЯ УЛЬТРАЗВУКОВОЙ ОБРАБОТКИ КОНИЧЕСКОЙ РЕЗЬБЫ ДЕТАЛЕЙ | 2004 |
|
RU2271912C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЗЬБЫ | 2003 |
|
RU2254967C1 |
| ИНСТРУМЕНТ ДЛЯ ЗАКАЛКИ РЕЗЬБЫ | 2003 |
|
RU2265065C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЗЬБЫ НА ДЕТАЛИ | 2003 |
|
RU2252113C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЗЬБЫ | 2001 |
|
RU2199422C2 |
| Способ восстановления резьбы | 1991 |
|
SU1801075A3 |
Изобретение относится к ремонту и восстановлению резьбы на деталях. Обработку осуществляют двумя инструментами с электроконтактным нагревом вращающейся детали. Первый инструмент устанавливают во впадине нормальной резьбы и выполняют отделочно-упрочняющую обработку. Второй инструмент располагают в начале заходной части изношенной резьбы и смещают его относительно первого. Перемещение второго инструмента осуществляют по винтовой линии при перекрытии витков резьбы первого и второго инструментов и производят электроконтактное восстановление за счет пластического перераспределения материала. Обработку осуществляют с разным усилием прижатия инструментов к обрабатываемым поверхностям. Это позволяет восстановить профиль резьбы и улучшить ее свойства на деталях, имеющих износ на отдельном участке по длине винтовой поверхности. 1 ил.
Способ восстановления резьбы деталей, включающий электроконтактный нагрев одновременно двумя инструментами при вращении детали, отличающийся тем, что первый инструмент устанавливают во впадине нормальной резьбы и выполняют отделочно-упрочняющую обработку, а второй инструмент располагают в начале заходной части изношенной резьбы и смещают относительно первого инструмента для перемещения по его винтовой линии при перекрытии витков резьбы первого и второго инструментов и проводят электроконтактное восстановление за счет пластического перераспределения материала, при этом обработку осуществляют с разным усилием прижатия инструментов к обрабатываемым поверхностям.
| Способ восстановления резьбы | 1991 |
|
SU1801075A3 |

