Область техники, к которой относится изобретение
Настоящее изобретение относится к устройству для формования пенопластовой плиты из термореактивного полимера и к способу изготовления пенопластовой плиты из термореактивного полимера.
Уровень техники
В качестве способа изготовления пенопластовой плиты из термореактивного полимера известен способ, в котором после перемешивания смесителем полимерной композиции, состоящей из термореактивного полимера, пенообразователя, катализатора и т.п., и нанесения материала смеси на основе термореактивного полимера на облицовочный материал, движущейся с постоянной скоростью, пенопластовую плиту из термореактивного полимера формуют между двойным конвейером в печи для термоотверждения, но, например, в случае изготовления пенопластовой плиты из фенольно-альдегидного полимера, важно, чтобы пенопластовую плиту из термореактивного полимера сушили и получали путем быстрого и эффективного рассеяния влаги, образующейся внутри пенопластовой плиты вследствие реакции термоотверждения полимерной композиции в процессе пенообразования и термоотверждения.
В качестве типичного примера использования двойного конвейера как устройства для формования пенопластовой плиты из термореактивного полимера, причем в этом устройстве термореактивную пенопластовую плиту сушат и формуют, как описано в патентной литературе 1, предложено устройство для формования, в котором находится зона, где пенопластовую плиту обрабатывают и сушат в печи для термоотверждения, за счет спаренного расположения множества двойных конвейеров и установки конвейеров с заданными интервалами.
Как описано в патентной литературе 2, предложено устройство для формования, в котором секция, в которой пенопластовую плиту обрабатывают без контакта с какой-либо металлической поверхностью, находится после печи для формования, включая способ, в котором предназначенная для сушки печь, не содержащая двойного конвейера, находится за устройством для формования типа двойного конвейера.
С другой стороны, в качестве способа изготовления с эффективной сушкой и формованием термореактивной пенопластовой плиты, патентная литература 3 предлагает способ изготовления, в котором воздухопроницаемый лист, имеющий влагопроницаемую функцию, дополнительно закрепляют между термореактивной полимерной композицией и облицовочным материалом.
Список цитированной литературы
Патентная литература
Патентная литература 1: японский патент № 2561575
Патентная литература 2: японский патент № 2561576
Патентная литература 3: публикация японской рассмотренной патентной заявки № Hei-3-5973
Сущность изобретения
Техническая проблема
Однако как устройство для формования, в котором пенопластовая плита не находится в контакте с двойным конвейером и предназначенная для сушки зона расположена в нагревательной печи, и устройство для формования, в котором предназначенная для сушки печь расположена сзади двойного конвейера, оказывается длинным и крупногабаритным и создает проблему значительно изменяющихся схем и увеличивающихся инвестиционных расходов производства. В случае изготовления пенопластовой плиты с высокой производительностью, поскольку сокращается время обработки пенопластового изделия в нагревательной печи, термоотверждение становится недостаточным, и возникает проблема уменьшения прочности на сжатие. По этим причинам до сих пор считалось затруднительным производство устройства для формования качественного изделия в виде пенопластовой плиты из термореактивного полимера с высокой скоростью и эффективностью без каких-либо дополнительных устройств.
Так как важен процесс отслаивания после формования, и воздухопроницаемый лист не может выдержать повторного использования в способе изготовления многослойного предназначенного для влагопроницаемости материала, отличного от облицовочного материала, нельзя сказать, что данный способ представляет собой подходящий способ с точки зрения эффективности и стоимости.
Кроме того, поскольку поверхность двойного конвейера традиционного устройства для формования не является влагопроницаемой, водяной пар, пенообразующий газ и т.п. в термореактивной полимерной композиции рассеивается только по краям термореактивной пенопластовой плиты, и, таким образом, проблема устройства для формования заключается в том, чтобы эффективно осуществлять формование.
Цель настоящего изобретения заключается в том, чтобы предложить устройство для формования пенопластовой плиты из термореактивного полимера, причем данное устройство должно быть способным сушить с высокой скоростью и производить пенопластовую плиту из термореактивного полимера с большей эффективностью и устойчивостью без какого-либо необязательного многослойного покрытия облицовочного материала, а также соответствующий способ эффективного изготовления пенопластовой плиты из термореактивного полимера.
Решение проблемы
Далее, в результате всесторонних исследований с целью предложения устройства для формования для более эффективного изготовления пенопластовой плиты из термореактивного полимера без какого-либо необязательного многослойного покрытия облицовочного материала и высокоскоростного способа изготовления пенопластовой плиты по сравнению с традиционными способами, авторы настоящего изобретения обнаружили, что использование устройства для формования типа двойного конвейера, в котором на поверхности конвейеров образованы отверстия в определенной пропорции, может решить указанные выше проблемы, и данный результат привел к выполнению настоящего изобретения.
Таким образом, что касается устройства для формования пенопластовой плиты из термореактивного полимера согласно настоящему изобретению, в устройстве типа двойного конвейера для формования пенопластовой плиты из термореактивного полимера поверхность движущихся конвейеров имеет отверстия, и отношение площади отверстий составляет не менее чем 15% и не более чем 80%.
Способ изготовления пенопластовой плиты из термореактивного полимера согласно настоящему изобретению включает: перемешивание в смесителе полимерной композиции, состоящей, по меньшей мере, из термореактивного полимера, пенообразователя и отвердителя; непрерывное нанесение полимерной композиции на движущийся воздухопроницаемый и гибкий облицовочный материал, и покрытие верхней поверхности полимерной композиции воздухопроницаемым и гибким облицовочным материалом; и пропускание покрытой полимерной композиции через устройство для формования пенопластовой плиты из термореактивного полимера по п.1 формулы изобретения для формования и отверждения полимерной композиции с целью изготовления пенопластовой плиты из термореактивного полимера.
В соответствии с устройством для формования пенопластовой плиты из термореактивного полимера и способом изготовления пенопластовой плиты из термореактивного полимера согласно настоящему изобретению путем формования термореактивной полимерной композиции с помощью конвейера, имеющего отверстия с отношением площади отверстий, составляющим не менее чем 15% и не более чем 80%, в процессе формования и отверждения термореактивной полимерной композиции на конвейере водяной пар и пенообразующий газ из термореактивной полимерной композиции могут эффективно выделяться через отверстия. Таким образом, это позволяет сушить пенопластовую плиту из термореактивного полимера с высокой скоростью и осуществлять более эффективное и устойчивое производство без многослойного покрытия каким-либо необязательным облицовочным материалом.
В устройстве для формования пенопластовой плиты из термореактивного полимера согласно настоящему изобретению отверстия предпочтительно образуются при образовании сквозных отверстий в конвейере. Таким образом, можно легко делать отверстия в конвейере.
В способе изготовления пенопластовой плиты из термореактивного полимера согласно настоящему изобретению термореактивный полимер содержит предпочтительно любой один или более материалов, в число которых входят, по меньшей мере, фенолоальдегидный полимер, уретановый полимер и изоциануратный полимер.
В способе изготовления пенопластовой плиты из термореактивного полимера согласно настоящему изобретению фенолоальдегидный полимер предпочтительно представляет собой модифицированный фенолоальдегидный полимер, содержащий любой один или более материалов, в число которых входят, по меньшей мере, мочевина, меламин и дициандиамид.
В способе изготовления пенопластовой плиты из термореактивного полимера согласно настоящему изобретению воздухопроницаемый и гибкий облицовочный материал предпочтительно представляет собой нетканый материал, включающий, по меньшей мере, один из материалов, в число которых входят сложный полиэфир, нейлон и полипропилен, тканый материал, стекловолоконный нетканый материал, покрытый металлом нетканый материал, содержащая карбонат кальция бумага, содержащая гидроксид алюминия бумага, содержащая силикат магния бумага, перфорированная металлическая фольга или многослойная листовая перфорированная металлическая фольга.
В способе изготовления пенопластовой плиты из термореактивного полимера согласно настоящему изобретению перфорированная металлическая фольга предпочтительно содержит один или более материалов, в число которых входят, по меньшей мере, медная фольга и алюминиево-медная фольга.
В способе изготовления пенопластовой плиты из термореактивного полимера согласно настоящему изобретению многослойная листовая перфорированная металлическая фольга предпочтительно представляет собой композит из перфорированной металлической фольги, содержащей тканый материал, трикотажный материал, трикотажно-тканый материал или нетканый материал, включающий любой из материалов, в число которых входят сложнополиэфирное волокно, винилоновое волокно, полипропиленовое волокно, полиамидное волокно, стекловолокно, углеродное волокно и карборундовое волокно, или крафт-бумагу.
В способе изготовления пенопластовой плиты из термореактивного полимера согласно настоящему изобретению плотность нетканого материала предпочтительно составляет не менее чем 15 г/м2 и не более чем 80 г/м2.
Преимущественный эффект изобретения
Согласно настоящему изобретению, пенопластовую плиту из термореактивного полимера можно сушить с высокой скоростью и изготовлять с большей эффективностью и устойчивостью без многослойного покрытия каким-либо необязательным облицовочным материалом.
Краткое описание чертежей
Фиг.1 представляет схему состава производственного устройства, оборудованного устройством для формования пенопластовой плиты из термореактивного полимера согласно варианту осуществления настоящего изобретения.
Фиг.2 представляет схему конвейера с видом в направлении толщины.
Фиг.3 представляет схему части конвейера с видом в перспективе.
Фиг.4 представляет схему с видом в перспективе, показывающую пример состава конвейера в случае пластинчатого конвейера.
Фиг.5 представляет схему поперечного сечения по оси V-V на Фиг.3.
Фиг.6 представляет схему с видом в перспективе, показывающую пример конвейера.
Фиг.7 представляет схему конвейера с видом сверху.
Описание вариантов осуществления
Далее устройство для формования пенопластовой плиты из термореактивного полимера и способ изготовления пенопластовой плиты из термореактивного полимера с помощью устройства для формования согласно предпочтительному варианту осуществления настоящего изобретения будет подробно описано посредством чертежей.
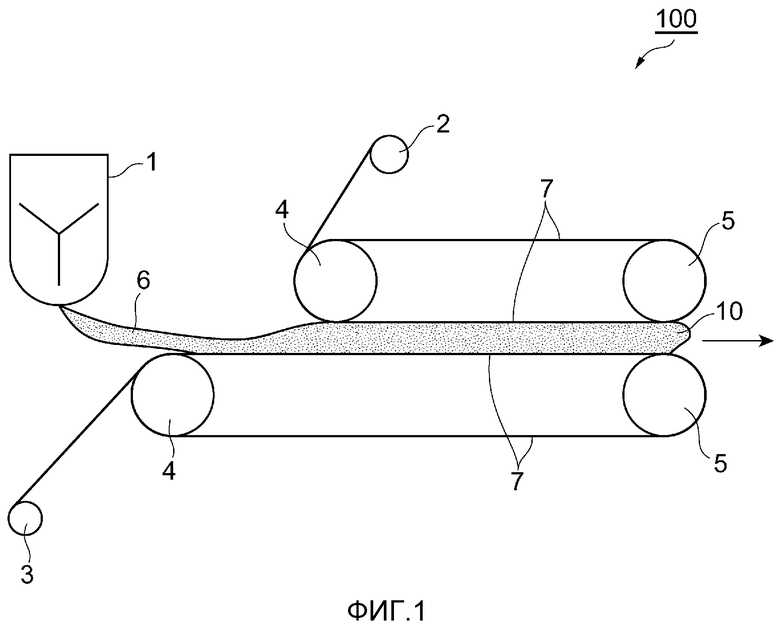
Фиг.1 представляет схему состава производственного устройства, оборудованного устройством для формования 100 пенопластовой плиты из термореактивного полимера согласно варианту осуществления настоящего изобретения. Как показано на Фиг.1, производственное устройство состоит из смесителя 1 для перемешивания полимерной композиции и устройства для формования 100, в котором формуют пенопластовую плиту из термореактивного полимера.
Устройство для формования 100 представляет собой устройство для формования типа двойного конвейера и может содержать, например, пластинчатый двойной конвейер или бесконечный стальной ленточный двойной конвейер. В примере, представленном на Фиг.1, изображен пластинчатый конвейер. Как показано на Фиг.1, устройство для формования 100 образуется при расположении конвейеров 7 с такой опорой, чтобы была возможность передвижения по ведущим блокам конвейера 4 и ведомым блокам конвейера 5 на верхней стороне и нижней стороне, при котором контактные поверхности, вступающие в контакт с пенопластовой плитой из термореактивного полимера (через облицовочные материалы), обращены друг к другу в процессе формования пенопластовой плиты из термореактивного полимера. Конвейеры 7 представляют собой транспортные ленты, намотанные на ведущие блоки конвейера 4 и ведомые блоки конвейера 5. На нижней стороне конвейера 7 ее часть, движущаяся между верхней концевой частью ведущего блока конвейера 4 нижней стороны и верхней концевой частью ведомого блока конвейера 5 нижней стороны, представляет собой часть для транспортировки предмета, и верхняя поверхность этой части представляет собой поверхность контакта с пенопластовой плитой из термореактивного полимера. На верхней стороне конвейера 7 ее часть, движущаяся между нижней концевой частью ведущего блока конвейера 4 верхней стороны и нижней концевой частью ведомого блока конвейера 5 верхней стороны, представляет собой часть для транспортировки предмета, и нижняя поверхность этой части представляет собой поверхность контакта с пенопластовой плитой из термореактивного полимера. Воздухопроницаемый облицовочный материал 2 поступает между конвейером 7 нижней стороны и пенопластовой плитой из термореактивного полимера 10, и воздухопроницаемый облицовочный материал 3 поступает между конвейером 7 нижней стороны и пенопластовой плитой из термореактивного полимера 10. С помощью устройства для формования 100 можно формовать пенопластовую плиту из термореактивного полимера 10 при удерживании полимерной композиции 6, поступающей из смесителя 1, между конвейером 7 верхней стороны и конвейером 7 нижней стороны через облицовочные материалы 2 и 3 при одновременном движении ведущего блока конвейера 4 верхней стороны и ведущего блока конвейера 4 нижней стороны в противоположных направлениях друг относительно друга, чтобы транспортировать полимерную композицию 6 при нагревании.
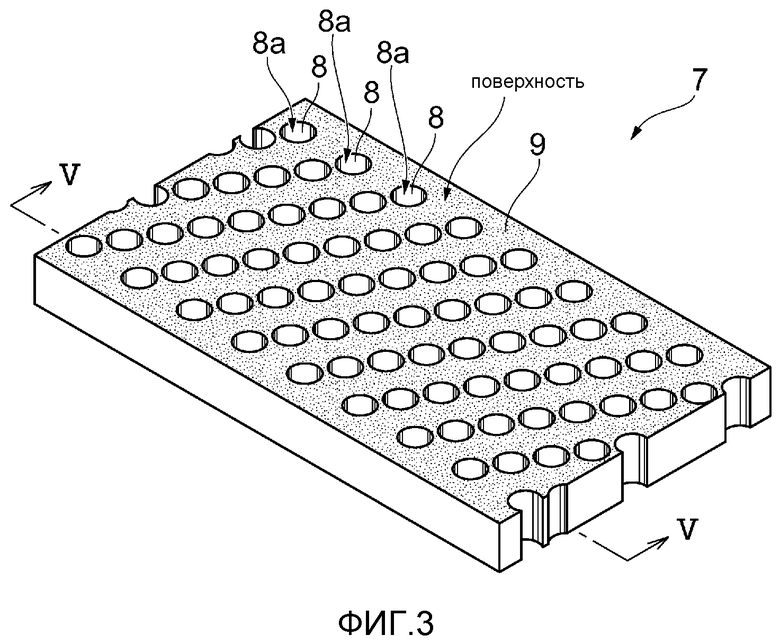
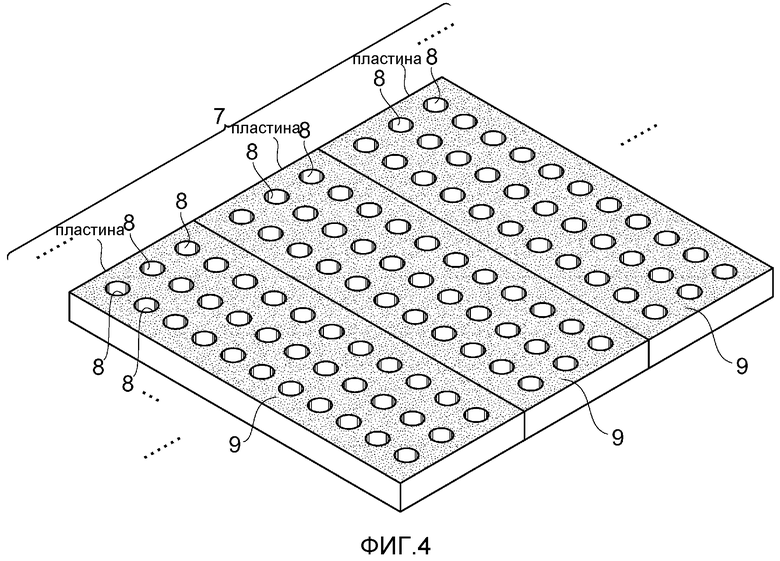
В случае пластинчатого конвейера конвейер 7 представляет собой, как показано на Фиг.2, объединенный конвейер, образованный соединением множества расположенных подряд пластин ST. Как показано на Фиг.3, в конвейере 7 сквозные отверстия 8, просверленные в направлении толщины, образуют отверстия 8a на поверхности SF, содержащей контактную поверхность 9, которая находится в контакте с пенопластовой плитой из термореактивного полимера 10. Фиг.3 представляет схему, просто показывающую характерную структуру согласно настоящему изобретению как общую форму части конвейера 7. Форма и толщина конвейера 7, а также расположение, количество и размер сквозных отверстий 8 не ограничены тем, которые показаны на Фиг.3. Форму и т.п. можно определить в соответствии с принимаемым устройством для формования. В случае пластинчатого конвейера состав конвейера 7 может быть, например, таким, как показано на Фиг.4. Как показано на Фиг.4, конвейер 7 образован соединением множества расположенных подряд пластин ST, в которых просверлены многочисленные сквозные отверстия 8. В частности, например, множество пластин ST можно присоединять к цепи, чтобы передвигать пластины ST, или пластины можно непосредственно соединять с помощью сцеплений. В настоящем описании «поверхность» конвейера определена как «фактическая плоская поверхность, содержащая контактную поверхность, которая находится в контакте с пенопластовой плитой из термореактивного полимера в процессе формования пенопластовой плиты из термореактивного полимера на конвейере»; и «отверстие» определено как «область, теряющая контакт с пенопластовой плитой из термореактивного полимера при ее образовании на поверхности конвейера, и часть, открытая снаружи конвейера в области, исключающей поверхность конвейера».
В частности, в том случае, где отверстия 8a образованы сверлением сквозных отверстий 8, как показано на Фиг.5(a), поверхность SF, представляющая собой фактическую поверхность, содержащую контактную поверхность 9, которая находится в контакте с пенопластовой плитой из термореактивного полимера 10, соответствует термину «поверхность» в настоящем описании. Отверстие 8a, которое образовано верхним краем сквозного отверстия 8 и представляет собой область, теряющую контакт с пенопластовой плитой из термореактивного полимера на поверхность SF конвейера 7, соответствует термину «отверстие» в настоящем описании. Отверстие 8a открыто снаружи конвейера 7 на поверхности 7a конвейера 7, исключая поверхность SF, через внутреннее пространство сквозного отверстия 8.
Форма сквозного отверстия 8 не имеет значения при том условии, что сквозное отверстие 8 выходит на поверхность 7a конвейера 7, и может представлять собой, например, коническое сквозное отверстие, как показано на Фиг.5(b), или может представлять собой другие формы. Форма отверстия 8a может представлять собой круговую, эллиптическую, овальную или другую форму, но предпочтительно она представляет собой форму круга, диаметр которого составляет не менее чем 1 мм и не более чем 10 мм, и предпочтительнее она представляет собой форму круга, диаметр которого составляет не менее чем 5 мм и не более чем 8 мм, с точки зрения простоты работы по сверлению данного отверстия. При этом соблюдается условие, что даже если отверстие открыто на поверхности SF конвейера 7, если отверстие представляет собой имеющее дно отверстие, которое не выходит на поверхность 7a и не открыто снаружи конвейера 7 в других частях конвейера 7, то данное отверстие не соответствует термину «отверстие» в настоящем изобретении.
Отверстия конвейера можно сделать не в виде кругового сквозного отверстия. Например, как показано на Фиг.6(a), отверстия можно сделать путем образования цилиндрических выступов 11, выступающих вверх с верхней поверхности 20a конвейера 20. В конвейере 20, показанном на Фиг.6(a), поверхность SF, которая представляет собой фактически плоскую поверхность, содержащую контактные поверхности 12 верхних концов выступов 11 в качестве поверхностей, находящихся в контакте с пенопластовой плитой из термореактивного полимера 10, соответствует термину «отверстие» в настоящем изобретении. Область, которая теряет контакт с пенопластовой плитой из термореактивного полимера 10 на поверхности SF, то есть область, где выступы 11 не установлены, соответствует термину «отверстие» в настоящем изобретении. Отверстие, то есть область, исключающая контактные поверхности 12 выступов 12 на поверхности SF, открыто снаружи конвейера 20 через области конвейера 20, за исключением поверхности SF конвейера 20, то есть пространства между выступами 11. Фиг.6(a) представляет схему, просто показывающую характерную структуру согласно настоящему изобретению как общую форму части конвейера 20. Форма и толщина конвейера 20, а также расположение, количество и размер выступов 11 не ограничены теми, которые показаны на Фиг.6(a). Форму и т.п. можно установить оптимально в соответствии с принимаемым устройством для формования.
Отверстия можно сделать образованием прямоугольных разрезов 13, проникающих в направлении толщины конвейера 30, как показано на Фиг.6(b). В конвейере 30, показанном на Фиг.6(b), поверхность SF, которая представляет собой фактически плоскую поверхность, содержащую контактную поверхность 14 в контакте с пенопластовой плитой из термореактивного полимера 10, соответствует термину «поверхность» в настоящем изобретении. Отверстие 13a, образованное на верхних концах разреза 13 и представляющее собой область, которая теряет контакт с пенопластовой плитой из термореактивного полимера 10 на поверхности SF конвейера 30, соответствует термину «отверстие» в настоящем изобретении. Отверстие 13a открыто снаружи конвейера 30 на поверхности 30a конвейера 30 как область, исключающая поверхность SF, через внутреннее пространство разреза 13. Фиг.6(b) представляет схему, просто показывающую характерную структуру согласно настоящему изобретению как общую форму части конвейера 30, причем форма и толщина конвейера 30, а также расположение, количество и размер разрезов 13 не ограничены теми, которые показаны на Фиг.6(b). Форму и т.п. можно установить оптимально в соответствии с принимаемым устройством для формования.
Отверстия можно сделать образованием разрезов 16, проходящих через всю область в направлении ширины конвейера 40, как показано на Фиг.6(c). В конвейере 40, показанном на Фиг.6(c), поверхность SF, которая представляет собой фактически плоскую поверхность, содержащую контактные поверхности 17 в контакте с пенопластовой плитой из термореактивного полимера 10, соответствует термину «поверхность» в настоящем изобретении. Отверстие 16a, образованное на верхнем конце разреза 13 и представляющее собой область, теряющую контакт с пенопластовой плитой из термореактивного полимера 10 на поверхности SF конвейера 40, соответствует термину «отверстие» в настоящем изобретении. Отверстие 16a открыто снаружи конвейера 40 на боковых поверхностях 40a как область конвейера 40, исключающая поверхность SF, через внутреннее пространство разреза 16. Фиг.6(c) представляет схему, просто показывающую характерную структуру согласно настоящему изобретению как общую форму части конвейера 40, причем форма и толщина конвейера 40, а также расположение, количество и размер разрезов 16 не ограничены теми, которые показаны на Фиг.6(c). Форму и т.п. можно установить оптимально в соответствии с принимаемым устройством для формования.
Отношение площади отверстий для отверстий конвейера составляет не менее чем 15% и не более чем 80%. Нижний предел отношения площади отверстий составляет предпочтительно 20% или более и предпочтительнее 25% или более с точки зрения обеспечения прочности на сжатие пенопластовой плиты из термореактивного полимера, изготовленной с помощью настоящего устройства, а также с точки зрения сокращения времени формования, и составляет наиболее предпочтительно 30% или более с точки зрения устойчивости размеров вследствие остаточного содержания влаги. Верхний предел отношения площади отверстий составляет предпочтительно 75% или менее, предпочтительнее 70% или менее и наиболее предпочтительно 65% или менее с точки зрения простоты и экономической эффективности производства настоящего устройства.
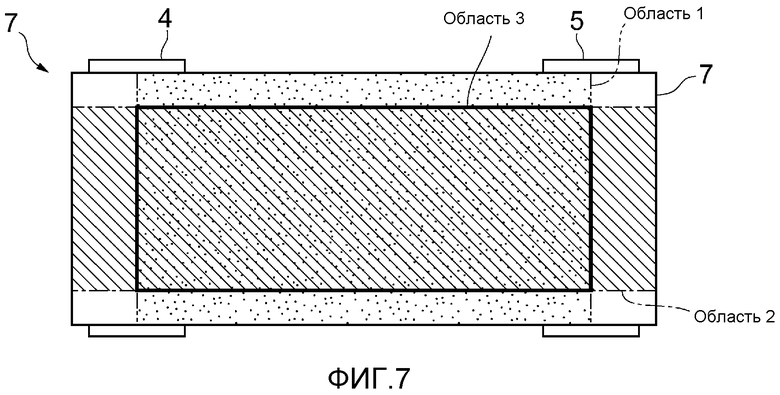
Отношение площади отверстий представляет собой отношение полной площади отверстий к полной площади поверхности формующей пенопластовую плиту секции конвейера и описывается выражением (1). Здесь поверхность формующей пенопластовую плиту секции конвейера представляет собой область, обращенную к пенопластовой плите из термореактивного полимера 10 вне поверхности конвейера, и, как показано на Фиг.7, составляет область FD3 в конвейере 7, где перекрываются область FD1 (на чертеже эта область показана матовой), в которой сохраняется параллельность расположенных напротив друг друга конвейеров 7, и область FD2 (на чертеже эта область показана диагональной штриховкой), в которой проходит пенопластовая плита из термореактивного полимера 10. Полная площадь формующей пенопластовую плиту секции конвейера поверхность равняется сумме полной площади отверстий на поверхности формующей пенопластовую плиту секции конвейера и полной площади контакта с пенопластовой плитой из термореактивного полимера 10 на поверхности формующей пенопластовую плиту секции конвейера.
Выражение (1)
Отношение площади отверстий = {(полная площадь отверстий на поверхности формующей пенопластовую плиту секции конвейера)/(полная площадь поверхности формующей пенопластовую плиту секции конвейера)}×100[%]
В настоящем изобретении температура формования в процессе пенообразования и термоотверждения составляет предпочтительно не ниже чем 50°C и не выше чем 120°C. Если эта температура ниже чем 50°C, то снижается производительность, что нежелательно; и если температура превышает 120°C, поскольку увеличивается количество образующегося тепла внутри пенопласта, и чрезмерно повышается температура, пленки пузырьков пенопластовой плиты из термореактивного полимера становятся непрочными и разрушаются, что нежелательно.
В настоящем изобретении, пенопластовая плита из термореактивного полимера 10 представляет собой пенопластовую плиту, состоящую из термореактивного полимера, например, пенопласт из фенолоальдегидного полимера, пенополиуретан или пенополиизоцианурат, и образуется путем пенообразования и термоотверждения полимерной композиции 6, в которой пенообразователь и отвердитель добавляют в соответствующих количествах к термореактивному полимеру. К полимерной композиции 6, можно добавлять по мере необходимости поверхностно-активное вещество, пластификатор, наполнитель и т.п.
Термореактивные полимеры, пригодные в устройстве для формования 100, имеющем отверстия на поверхности конвейера, как в настоящем изобретении, в процессе формования рассеивают летучие вещества, в том числе пенообразователь, и включают, например, полиуретановые полимеры, изоциануратные полимеры и фенолоальдегидные полимеры. Кроме того, для фенолоальдегидных полимеров, вследствие рассеивания пенообразователя в процессе пенообразования и формования и дополнительного образования сконденсировавшейся воды, подходит использование настоящего устройства для формования типа двойного конвейера. Фенолоальдегидный полимер представляет собой модифицированный фенолоальдегидный полимер, содержащий любой один или более материалов, в число которых входят, по меньшей мере, мочевина, меламин и дициандиамид.
Пенообразователь, используемый в производстве пенопластовой плиты из фенольно-альдегидного полимера, предпочтительно представляет собой углеводород и хлорированный углеводород. В частности, пенообразователь включает такие соединения, как нормальный бутан, изобутан, циклобутан, нормальный пентан, изопентан, циклопентан, неопентан, нормальный гексан, изогексан, 2,2-диметилбутан, 2,3-диметилбутан, циклогексан, монохлорметан, монохлорэтан, 1-хлорпропан и 2-хлорпропан. Среди них пентаны, в том числе нормальный пентан, изопентан, циклопентан и неопентан, и бутаны, в том числе нормальный бутан, изобутан и циклобутан, предпочтительнее вследствие их хороших пенообразующих свойств в производстве пенопласта на основе фенолоальдегидного полимера согласно настоящему изобретению, и, более того, они имеют относительно низкую теплопроводность. Кроме того, пентаны, в том числе нормальный пентан, изопентан, циклопентан и неопентан, и бутаны, в том числе нормальный бутан, изобутан и циклобутан, являются особенно предпочтительными вследствие своего низкого потенциала в отношении глобального потепления.
Облицовочные материалы 2 и 3, используемые в настоящем изобретении, предпочтительно представляют собой воздухопроницаемые и гибкие облицовочные материалы, и особенно подходящими являются нетканые материалы из синтетических волокон, бумага из стекловолокна и бумага с точки зрения легкости пенопластовой плиты в обращении и экономической эффективности. В частности, это нетканый материал, включающий, по меньшей мере, один из материалов, в число которых входят сложный полиэфир, нейлон и полипропилен, тканый материал, стекловолоконный нетканый материал, покрытый металлом нетканый материал, содержащая карбонат кальция бумага, содержащая гидроксид алюминия бумага, содержащая силикат магния бумага, перфорированная металлическая фольга или многослойная листовая перфорированная металлическая фольга. Многослойная листовая перфорированная металлическая фольга предпочтительно представляет собой композит перфорированной металлической фольги с тканым материалом, трикотажным материалом, трикотажно-тканым материалом, нетканым материалом, включающим какой-либо из материалов, в число которых входят сложнополиэфирное волокно, винилоновое волокно, полипропиленовое волокно, полиамидное волокно, стекловолокно, углеродное волокно и карборундовое волокно, или с крафт-бумагой. В обычном способе изготовления пенопластовой плиты из термореактивного полимера полимерную композицию наносят на движущийся нижний облицовочный материал и затем покрывают облицовочным материалом, получая многослойный материал на основе пенопластовой плиты из термореактивного полимера, содержащий облицовочные материалы в качестве двух поверхностных слоев. Перфорированная металлическая фольга предпочтительно содержит один или более материалов, в число которых входят, по меньшей мере, медная фольга и алюминиево-медная фольга. Плотность нетканого материала составляет предпочтительно не менее чем 15 г/м2 и не более чем 80 г/м2. Если плотность составляет менее чем 15 г/м2, поскольку термореактивный полимер проникает в облицовочные материалы в процессе пенообразования, происходит не только сильное ухудшение качества поверхности, но также снижается способность формованного изделия сходить с конвейера сразу после формования с помощью двойного конвейера, создавая тем самым риск повреждения пенопластовой плиты из термореактивного полимера. Это происходит также потому, что в случае плотности, превышающей 80 г/м2, термореактивный полимер образует недостаточный контакт с облицовочными материалами, и сразу после формования существует риск отслаивания облицовочных материалов от пенопластовой плиты из термореактивного полимера. Предварительное нагревание облицовочных материалов ускоряет термоотверждение термореактивного полимера и повышает вязкость, сокращая тем самым вытекание, что позволяет использовать нетканый материал, имеющий плотность 10 г/м2 или более. Плотность означает массу на единицу площади.
Далее будет описан способ изготовления пенопластовой плиты из термореактивного полимера с помощью указанного выше устройства для формования 100. Сначала полимерную композицию, состоящую из термореактивного полимера, пенообразователя и отвердителя, перемешивают в смесителе 1; полимерную композицию 6 непрерывно наносят на облицовочный материал 3, находящийся на конвейере нижней стороны 7 и движущийся, и в то же время верхнюю поверхность полимерной композиции 6 покрывают облицовочным материалом 2, находящимся на нижней стороне конвейера верхней стороны 7 и движущимся; и покрытую полимерную композицию удерживают между верхним и нижним конвейерами 7 устройства для формования 100 и пропускают через них при нагревании для формования и отверждения полимерной композиции 6, получая таким образом пенопластовую плиту из термореактивного полимера 10.
Как описано выше, в устройстве для формования 100 и способе изготовления пенопластовой плиты из термореактивного полимера согласно варианту осуществления настоящего изобретения при формовании с помощью конвейеров 7, имеющих отверстия с отношением площади отверстий, составляющим не менее чем 15% и не более чем 80%, водяной пар и пенообразующий газ из термореактивной полимерной композиции можно эффективно выпускать через отверстия в процессе формования и термоотверждения, осуществляемых в конвейерах 7. Таким образом, можно осуществлять сушку с высокой скоростью, и пенопластовую плиту из термореактивного полимера 10 можно изготавливать более эффективно и устойчиво, без многослойного покрытия каким-либо необязательным облицовочным материалом.
Примеры
Далее настоящее изобретение будет описано более подробно посредством примеров и сравнительных примеров, но объем настоящего изобретения не ограничен ими. В настоящем описании фенолоальдегидный полимер рассматривали в качестве примера термореактивного полимера.
Синтез фенолоальдегидного полимера
В реактор помещали 3500 кг 52 масс.% формальдегида и 2510 кг 99 масс.% фенола и перемешивали мешалкой типа вращающегося пропеллера, и температуру жидкости в реакторе поддерживали на уровне 40°C с помощью терморегулятора. Затем, во время добавления 50 масс.% водного раствора гидроксида натрия, раствор нагревали для осуществления реакции. На стадии, когда вязкость по Оствальду достигала 60 сантистокс (=60×10-6 м2/с, температура измерения 25°C), реакционную жидкость охлаждали и добавляли 570 кг мочевины (эквивалент 15 мол.% количества используемого формальдегида). После этого реакционную жидкость охлаждали до 30°C и нейтрализовали, доводя ее значение pH до 6,4 с помощью 50 масс.% водного раствора гидрата пара-толуолсульфокислоты.
Реакционную жидкость подвергали дегидратации при 60°C, и вязкость, измеренная при 40°C, составляла 5800 мПа·с. Полученный продукт называется фенолоальдегидный полимер A-U.
Пример 1
Блок-сополимер этиленоксида и пропиленоксида (Pluronic F-127, производитель BASF AG) в качестве поверхностно-активного вещества смешивали в пропорции 2,0 массовых частей на 100 массовых частей фенолоальдегидного полимера A-U. Композицию, содержащую 7 массовых частей смеси 50 масс.% изопентана и 50 масс.% изобутана в качестве пенообразователей и 11 массовых частей смеси 80 масс.% ксилолсульфокислоты и 20 масс.% диэтиленгликоля в качестве катализаторов кислотного термоотверждения в расчете на 100 массовых частей фенолоальдегидного полимера, помещали в смеситель при температуре, регулируемой на уровне 25°C, таким образом, что расход полимера после перемешивания составлял 52 кг/час; и полимерную композицию затем выливали из смесителя и наносили на движущийся нижний облицовочный материал.
В качестве облицовочного материала использовали сложнополиэфирный нетканый материал Spunbond E05030 (плотность 30 г/м2, толщина 0,15 мм, производитель Asahi Kasei Fibers Corp.).
После нанесения полимерной композиции на нижний облицовочный материал и покрытия ее верхним облицовочным материалом покрытую полимерную композицию помещали на пластинчатый двойной конвейер, в котором температура воздуха была установлена на уровне 80°C и который имел отверстия с отношением площади отверстий 65% в верхнем и нижнем конвейерах, таким образом, чтобы удерживать между верхним и нижним облицовочными материалами и отверждать полимерную композицию во время обработки (30 мин); и после этого полимерную композицию дополнительно отверждали в печи при 105°C в течение 2 часов для получения пенопластовой плиты. Оценку полученной пенопластовой плиты проводили сразу после того, как пенопластовая плита проходила через содержащее двойной конвейер устройство для формования и после дополнительной обработки путем термоотверждения, соответственно.
Пример 2
Пенопластовую плиту изготавливали, как в примере 1, за исключением изменения отношения площади отверстий до 50%.
Пример 3
Пенопластовую плиту изготавливали, как в примере 1, за исключением изменения отношения площади отверстий до 30%.
Пример 4
Пенопластовую плиту изготавливали, как в примере 1, за исключением изменения отношения площади отверстий до 20%.
Пример 5
Пенопластовую плиту изготавливали, как в примере 3, за исключением изменения плотности облицовочного материала до 70 г/м2.
Пример 6
Пенопластовую плиту изготавливали, как в примере 4, за исключением изменения плотности облицовочного материала до 70 г/м2.
Сравнительный пример 1
Пенопластовую плиту изготавливали, как в примере 1, за исключением изменения отношения площади отверстий до 10%.
Сравнительный пример 2
Пенопластовую плиту получали, как в сравнительном примере 1, за исключением изменения времени формования до 60 мин.
Сравнительный пример 3
Пенопластовую плиту получали, как в сравнительном примере 1, за исключением изменения отношения площади отверстий до 4% и времени формования до 90 мин.
Сравнительный пример 4
Пенопластовую плиту получали, как в сравнительном примере 1, за исключением изменения отношения площади отверстий до 0% и времени формования до 90 мин.
Сравнительный пример 5
Пенопластовую плиту изготавливали, как в примере 1, за исключением изменения отношения площади отверстий до 14%.
Сравнительный пример 6
Пенопластовую плиту изготавливали, как в примере 1, за исключением изменения плотности облицовочного материала до 70 г/м2 и отношения площади отверстий до 14%.
Далее будут описаны свойства полимерной композиции в настоящем изобретении и способы оценки изготовленных пенопластовых плит.
Относительная влажность пенопластовой плиты
Относительная влажность пенопластовой плиты представляла собой значение, которое измеряли и определяли как относительную влажность, используя в качестве образца пенопластовую плиту в виде квадрата со стороной 20 см, как результат деления разности масс образца до и после дополнительного термоотверждения на массу образца после дополнительного термоотверждения.
Плотность пенопластовой плиты
Плотность пенопластовой плиты представляла собой значение, которое определяли, используя в качестве образца пенопластовую плиту в виде квадрата со стороной 20 см, после снятия облицовочных материалов с образца как результат деления его массы на кажущийся объем, который измеряли согласно японскому промышленному стандарту JIS-K-7222.
Содержание закрытых ячеек пенопластовой плиты
Цилиндрический образец диаметром от 35 мм до 36 мм вырезали из пенопластовой плиты с помощью сверла для пробок, нарезали на равные части высотой от 30 мм до 40 мм и затем измеряли объем образца стандартным способом относительно воздуха с помощью гравиметра (производитель Tokyo Science Co., Ltd., модель 1,000). Содержание закрытых ячеек пенопластовой плиты представляло собой значение, которое определяли как результат деления разности объема образца и объема стенок, вычисленного по массе образца и плотности полимера, на кажущийся объем, вычисленный по внешнему размеру образца, путем измерения согласно стандарту ASTM-D-2856. Здесь в случае фенолоальдегидного полимера его плотность составляла 1,3 кг/л.
Измерение прочности на сжатие пенопластовой плиты
Пенопластовую плиту нарезали на образцы в виде квадрата со стороной 10 см и измеряли прочность на сжатие при удельном напряжении 0,05 согласно японскому промышленному стандарту JIS-K-7220.
Общая оценка пенопластовой плиты
Пенопластовая плита, имеющая относительную влажность 1,0% или менее и прочность на сжатие 14,0 Н/см2 или более, получала оценку ○; пенопластовая плита, удовлетворяющая какому-либо одному из двух данных условий, получала оценку Δ; и пенопластовая плита, не удовлетворяющая ни одному из них, получала оценку ×.
Значения отношения площади отверстий, температуры формования и времени формования в ряду условий формования, использованных в перечисленных выше примерах и сравнительных примерах, и результаты оценки изготовленных пенопластовых плит приведены в таблице 1.
Как показано в таблице 1, любые пенопластовые плиты согласно примерам 1-6 проявляли меньшую относительную влажность и более высокую плотность, содержание закрытых ячеек и прочность на сжатие, чем пенопластовые плиты согласно сравнительным примерам 1-4, и их общая оценка составляла ○. В сравнительных примерах 5 и 6 относительная влажность превышала 1,0%, и общая оценка каждого из них составляла Δ.
Промышленная применимость
Настоящее изобретение можно использовать для формования пенопластовой плиты из термореактивного полимера.
Список условных обозначений
1 - смеситель;
2, 3 - облицовочный материал (гибкий облицовочный материал);
6 - полимерная композиция;
7, 20, 30, 40 - конвейер;
8 - сквозное отверстие;
8a, 13a, 16a - отверстие;
SF - поверхность;
10 - пенопластовая плита из термореактивного полимера.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ПЕНОПЛАСТОВЫХ ПЛИТ | 2006 |
|
RU2417238C2 |
| ЛАМИНИРОВАННАЯ ПЛИТА И КОМПОЗИТНАЯ ПЛИТА ИЗ ВСПЕНЕННОЙ ФЕНОЛЬНОЙ СМОЛЫ | 2021 |
|
RU2792103C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПЕНОПЛАСТОВЫХ ПЛИТ | 2006 |
|
RU2425847C2 |
| ПОКРОВНАЯ КОМПОЗИЦИЯ ДЛЯ НАНЕСЕНИЯ НА ПЕНОПЛАСТОВЫЕ ЧАСТИЦЫ И СПОСОБ ИЗГОТОВЛЕНИЯ ПЕНОПЛАСТОВЫХ ФОРМОВАННЫХ ИЗДЕЛИЙ | 2008 |
|
RU2488616C2 |
| СТЕНОВАЯ ПЛИТА ДЛЯ ВНУТРЕННИХ РАБОТ И СПОСОБ ЕЕ ПРОИЗВОДСТВА | 2004 |
|
RU2344936C2 |
| ОГНЕСТОЙКИЙ СОСТАВ И ОГНЕСТОЙКАЯ ТЕПЛОИЗОЛЯЦИОННАЯ ПЛИТА | 2013 |
|
RU2645538C2 |
| ЛАМИНАТНАЯ ПЛИТА ИЗ ВСПЕНЕННОЙ ФЕНОЛЬНОЙ СМОЛЫ | 2021 |
|
RU2791537C1 |
| ЛЕНТА С АБРАЗИВНЫМ ПОКРЫТИЕМ | 1992 |
|
RU2116186C1 |
| Способ изготовления армированных изделий из термореактивных полимеров | 1983 |
|
SU1237460A1 |
| Установка для производства строительных плит из отходов или многослойных частично полимерных материалов и способ производства | 2021 |
|
RU2763720C1 |



Настоящее изобретение относится к устройству для формования пенопластовой плиты из термореактивного полимера и к способу изготовления пенопластовой плиты из термореактивного полимера. Техническим результатом заявленного изобретения является повышение скорости сушки, улучшение эффективности и устойчивости производства пенопластовой плиты. Технический результат достигается устройством для формования пенопластовой плиты из термореактивного фенолоальдегидного полимера. Устройство представляет собой двойной конвейер, имеющий движущуюся поверхность с отверстиями. Причем пенопластовая плита состоит из вспененной полимерной композиции, заключенной между слоями воздухопроницаемого и гибкого облицовочного материала. При этом отношение площади отверстий составляет не менее чем 15% и не более чем 80%. 2 н. и 7 з.п. ф-лы, 10 ил., 6 пр., 1 табл.
1. Устройство для формования пенопластовой плиты из термореактивного фенолоальдегидного полимера, представляющее собой двойной конвейер, имеющий движущуюся поверхность с отверстиями, причем пенопластовая плита состоит из вспененной полимерной композиции, заключенной между слоями воздухопроницаемого и гибкого облицовочного материала, а отношение площади отверстий составляет не менее чем 15% и не более чем 80%.
2. Устройство для формования пенопластовой плиты по п.1, в котором отверстия сделаны сверлением сквозных отверстий в конвейере.
3. Устройство для формования пенопластовой плиты по п.1, в котором отношение площади отверстий составляет не менее чем 20% и не более чем 80%.
4. Способ изготовления пенопластовой плиты из термореактивного фенолоальдегидного полимера, включающий:
перемешивание в смесителе полимерной композиции, содержащей, по меньшей мере, термореактивный фенолоальдегидный полимер, пенообразователь и отвердитель;
непрерывное нанесение полимерной композиции на воздухопроницаемый и гибкий облицовочный материал, и покрытие верхней поверхности полимерной композиции воздухопроницаемым и гибким облицовочным материалом; и
пропускание покрытой полимерной композиции через устройство для формования пенопластовой плиты из термореактивного полимера по п.1, чтобы формовать и отверждать полимерную композицию.
5. Способ по п.4, в котором фенолоальдегидный полимер представляет собой модифицированный фенолоальдегидный полимер, включающий любой один или более материалов, в число которых входят, по меньшей мере, мочевина, меламин и дициандиамид.
6. Способ по п.4, в котором воздухопроницаемый и гибкий облицовочный материал представляет собой нетканый материал, включающий, по меньшей мере, один из материалов, в число которых входят сложный полиэфир, нейлон и полипропилен, тканый материал, стекловолоконный нетканый материал, покрытый металлом нетканый материал, содержащая карбонат кальция бумага, содержащая гидроксид алюминия бумага, содержащая силикат магния бумага, перфорированная металлическая фольга или многослойная листовая перфорированная металлическая фольга.
7. Способ по п.6, в котором перфорированная металлическая фольга включает один или более материалов, в число которых входят, по меньшей мере, медная фольга и алюминиево-медная фольга.
8. Способ по п.6, в котором многослойная листовая перфорированная металлическая фольга представляет собой композит из перфорированной металлической фольги, содержащей тканый материал, трикотажный материал, трикотажно-тканый материал или нетканый материал, включающий любой из материалов, в число которых входят сложнополиэфирное волокно, винилоновое волокно, полипропиленовое волокно, полиамидное волокно, стекловолокно, углеродное волокно и карборундовое волокно, или крафт-бумагу.
9. Способ по п.6, в котором нетканый материал имеет плотность, составляющую не менее чем 15 г/м2 и не более чем 80 г/м2.
| JP 57061534 А, 14.04.1982 | |||
| ФОРМА ДЛЯ ВУЛКАНИЗАЦИИ ШИН С УДАЛЕНИЕМ ВОЗДУХА | 1996 |
|
RU2189311C2 |
| EP 1056580 В1, 18.06.2003 | |||
| US 6355701 В1, 12.03.2002 | |||
| Задатчик поля векторов смещений | 1988 |
|
SU1518654A1 |
| Способ изготовления изделий из пенопласта | 1976 |
|
SU865121A3 |
| KR 1020060097650 A, 14.09.2006 | |||

