Изобретение относится к областям техники, в которых могут использоваться изделия с абразивными покрытиями.
Изделия с абразивным покрытием обычно содержат абразивный материал в виде абразивных зерен. Такие изделия могут быть выполнены в виде листов, дисков, ремней, лент и т.д. для большего соответствия шкивам, колесам и барабанам. Абразивные изделия могут применяться для зашкуривания, шлифовки или полировки различных поверхностей, например сталей и других металлов, различных фанер, пластмасс, фибергласса, кожи, керамики и т.д.
Известна шлифовальная лента, содержащая бумажную основу, на которую тонким слоем нанесен абразивный материал в виде зерен.
Недостатком описанного решения является то, что основа ленты с абразивным покрытием выполнена из бумаги, что не обеспечивает достаточной прочности. Кроме того, она чувствительна к жидкостям, используемым для охлаждения при съеме материала.
Известна также шлифовальная лента, состоящая из нетканой основы и абразивного покрытия, концы которой соединены между собой.
Недостатком данного изобретения является наличие сращения концов ленты. Место сращения обычно толще, чем остальная часть ленты с абразивным покрытием, несмотря на то, что способы, применяемые для сращивания, предусматривают меры по минимизации этого изменения толщины по длине ленты. Это может приводить к появлению на изделии участка (или участков) с более грубым качеством поверхности, нежели у остальной части изделия, что весьма нежелательно, особенно в приложениях, где требуется высокая точность шлифовки. Например, деревянные детали в тех местах, где поверхность обработана более грубо, будут, к примеру, иметь более темный вид по сравнению с остальной частью детали после покраски.
Кроме того, сращение может оказываться самым слабым местом или звеном ленты с абразивным покрытием. В некоторых случаях сращение разрывается до полного износа абразивной ленты. По этой причине ленты часто изготавливаются с дополнительными слоистыми накладками или основами для придания дополнительной прочности. Такие ленты могут быть довольно дорогими и при некоторых условиях характеризуются тенденцией к разъединению отдельных слоев.
Необходимость сращивания делает процесс изготовления лент с абразивным покрытием существенно более дорогим.
Технический эффект, ожидаемый от использования данного изобретения, заключается в увеличении срока службы ленты, повышении ее долговечности и удешевлении.
Указанный технический эффект достигается тем, что лента с абразивным покрытием, состоящая из нетканой основы и абразивного покрытия, дополнительно содержит фиксирующее покрытие, нанесенное на основу, проклеивающее покрытие, нанесенное на абразивный слой, и суперзащитное покрытие, нанесенное на проклеивающее покрытие, а основа выполнена в виде гибкой бесшовной петли и содержит 40-99% органического полимерного связующего материала от массы всей основы и волокнистый армирующий материал, при этом поверхности, образующие петлю основы, параллельны друг другу по всей ее длине и по крайней мере один слой волоконного армирующего материала погружен в органический полимерный связующий материал и тем, что основа состоит из непересекающихся слоев волокнистого армирующего материала, погруженных в органический полимерный связующий материал, и еще тем, что слой волокнистого армирующего материала содержит слой, сформированный из одной непрерывной волокнистой пряди, намотанной в виде спирали по длине петли-основы с возможностью продольного растяжения, и тем, что слой, формируемый из непрерывной волокнистой пряди, намотан витками, следующими под постоянным углом по отношению к параллельным поверхностям петли-основы, и тем, что основа имеет слой, выполненный в виде волокнистой сетчатой структуры, погруженный в органический полимерный связующий материал, и тем, что слой волокнистого армирующего материала основы выполнен в виде сетчатой структуры, и тем, что слой волокнистого армирующего материала основы выполнен в виде сетчатой структуры с включенными в него отдельными параллельными волокнистыми прядями, и тем, что основа выполнена неоднородной по длине или по ширине или и по длине, и по ширине, причем указанная неоднородность сформирована варьированием состава связующего материала и/или количества связующего материала и/или количества армирующего материала и/или за счет комбинации этих вариантов, и тем, что органический полимерный связующий материал основы дополнительно содержит наполнитель, количество, состав и распределение которого непостоянно.
На фиг. 1 представлен общий вид ленты с абразивным покрытием, сформированной на замкнутой бесшовной петле-основе; на фиг. 2 - увеличенный фрагментарный поперечный разрез ленты с абразивным покрытием по линии A-A на фиг. 1; на фиг. 3 - общий вид замкнутой бесшовной петли-основы; на фиг. 3 - схема ленты в целом; на фиг. 4 - фрагментарный поперечный разрез замкнутой бесшовной петли-основы по линии B-B на фиг. 3; на фиг. 5 - фрагментарный поперечный разрез замкнутой бесшовной петли по линии B-B на фиг. 3; на фиг. 6 - увеличенный фрагментарный поперечный разрез замкнутой бесшовной петли по линии B-B на фиг. 3 (альтернативный вариант внутренней волокнистой структуры, формируемой в материале замкнутой бесшовной петли); на фиг. 7 - вид сбоку на устройство для нанесения связующего материала на барабан; на фиг. 8 - схема изготовления замкнутой бесшовной петли-основы, с использованием волокнистой армирующей сетки или слоя непрерывной волокнистой армирующей пряди, "встроенной" в термореактивную смолу; на фиг. 9 - схема изготовления замкнутой бесшовной петли-основы с использованием конвейерной системы вместо барабана; на фиг. 10 - вариант исполнения замкнутой бесшовной петли-основы с использованием армирующих прядей, расположенных только вблизи центральной части петли; на фиг. 11 - вариант исполнения замкнутой бесшовной петли-основы, с использованием армирующих прядей, расположенных только на краях петли; на фиг. 12 - вариант исполнения замкнутой бесшовной петли-основы, в которой одна зона сформирована из связующего вещества, армирующей пряди и армирующей сетки, а другая зона сформирована только из связующего вещества и армирующей сетки.
Сущность изобретения состоит в следующем.
Ленту с абразивным покрытием выполняют на основе бесшовной замкнутой петли. Под словами "бесшовная замкнутая" имеется в виду, что петли-основы, используемые для изготовления лент, являются непрерывными по всей своей длине. Таким образом, они не имеют никаких заметных сращений или соединений. Это не подразумевает, однако, что в таких лентах нет внутренних сращении, к примеру, волокнистого армирующего слоя, или что там нет сращений в абразивном слое.
Как правило, толщина замкнутой бесшовной петли-основы колеблется в пределах не более 15% по всей длине петли. Оптимально эти изменения толщины должны находиться в пределах 10%, еще лучше - 5%, а в наиболее предпочтительном варианте - 2%.
Лента с абразивным покрытием согласно настоящему изобретению включает в себя основу, выполненную в виде замкнутой бесшовной петли, в материале которой использованы органическое полимерное связующее вещество и волокнистый армирующий материал. Обычно массовая доля связующего вещества в материале основы колеблется в интервале 40-99%, лучше в интервале 50-95%, еще лучше в интервале 65-92%, а в наиболее предпочтительном варианте - 70-85% от общей массы основы. В качестве указанного полимерного связующего вещества может быть использован термореактивный (самоотверждающийся), термопластичный или эластомерный материал или некоторая комбинация таких материалов. Как правило, наиболее предпочтительным вариантом является термореактивный материал, хотя в некоторых случаях более эффективной является комбинация термореактивного и эластомерного материалов.
Второй составной частью описываемой ленты является волокнистый армирующий материал. Несмотря на то, что в состав используемого связующего вещества могут входить некоторые добавки, основа чаще всего представляет собой комбинацию органического полимерного связующего вещества и волокнистого армирующего материала. Органический полимерный связующий материал и волокнистый армирующий материал вместе образуют гибкий состав, то есть дают возможность создания гибкой основы в виде замкнутой бесшовной петли с параллельными боковыми поверхностями. Гибкая замкнутая бесшовная петля-основа может состоять по крайней мере из одного слоя волокнистого армирующего материала по всей длине ленты. Этот слои волокнистого армирующего материала окружен органическим полимерным связующим материалом (то есть заключен в него).
Волокнистый армирующий материал может иметь вид отдельных волокнистых прядей или волокнистой сетчатой структуры.
Материал ленты может состоять из термореактивного связующего вещества, слоя непереплетающихся параллельных и копланарных отдельных волокнистых армирующих прядей и слоя волокнистой сетчатой структуры, в которой волокнистый материал одного слоя не переплетается с волокнистым материалом другого слоя.
Ленты на бесшовной основе могут также содержать предварительно сформированный слоистый материал с абразивным покрытием. Этот слоистый материал выполняют из листа материала с покрытием из абразивных зерен.
Предварительно сформированный слоистый материал с абразивным покрытием может быть скреплен с внешней поверхностью основы различными способами (например, с помощью клея или механическими средствами). Такое исполнение изделия с абразивным покрытием обеспечивает хотя бы то преимущество, что предоставляет возможность удаления слоистого материала после того, как абразивный материал будет сношен, и замены его новым. Таким образом, имеется возможность многократного использования основы, изготовленной согласно настоящему изобретению. При этом в указанном предварительно сформированном слое слоистого материала с абразивным покрытием имеется шов. В то же время петля-основа не имеет шва или сращения. Более того, петля-основа не делается из предварительно сформированных и отвержденных слоев с образованием слоистой структуры с помощью клея.
Основа с абразивным покрытием изготавливается следующим образом. Подготавливается петлеобразная заготовка из жидкого органического связующего материала, содержащая внутри волокнистый армирующий материал (петлеобразная заготовка формируется по периферии поддерживающей структуры, например, барабана). Затем жидкий органический связующий материал отверждается так, чтобы сформировалась гибкая твердая замкнутая бесшовная петля-основа с волокнистым армирующим материалом внутри. Указанная петля имеет внешнюю и внутреннюю поверхности. Этап, на котором подготавливается петлеобразная заготовка из жидкого органического связующего материала, в предпочтительном варианте включает в себя следующие операции: наложение волокнистой армирующей сетчатой структуры по периферии поддерживающей структуры, например, барабана; намотку одной отдельной армирующей пряди по периферии поддерживающей структуры (например, барабана) таким образом, что эта прядь образует спираль, наложенную на петлю-основу по всей длине последней, причем ширина армирующего слоя превышает ширину основы.
Стадия подготовки замкнутой бесшовной петли может включать и операцию нанесения покрытия (пропитки) волокнистого армирующего материала жидким органическим связующим веществом, причем это делается до того, как указанный материал накладывается по периферии поддерживающей структуры. Один из способов нанесения такого покрытия заключается в пропускании армирующих волокон через отверстие, на которое подается связующее вещество. Если органический связующий материал является твердым (как, например, термопластичный материал), то стадия приготовления петли жидкого органического связующего материала с волоконным армирующим компонентом внутри включает в себя следующие операции: нанесение первого слоя твердого органического связующего материала по периферии поддерживающей структуры (предпочтительно барабана); нанесение слоя волокнистого армирующего материала на первый слой твердого органического полимерного связующего материала на поддерживающей структуре; нанесение второго слоя твердого органического полимерного связующего материала на совокупность первого слоя твердого органического полимерного связующего материала и слоя волокнистого армирующего материала на поддерживающей структуре, в результате чего образуется структура из твердого органического полимерного связующего материала, внутри которой находится слои волокнистого армирующего материала; нагревание указанной структуры до таких температур, при которых указанный твердый органический полимерный связующий материал не потечет и не образует жидкий слой связующего материала с волокнистым армирующим материалом внутри. Здесь термин "жидкий" относится к материалу, который способен течь, а термин "твердый" или "отвержденный" - к материалу, который не способен достаточно заметно течь при температурах и давлениях окружающей среды (таким образом, в этот круг материалов включается тиксотропный гель).
Составы, использующиеся для создания подкладок, могут покрываться клеевыми и абразивными слоями с помощью традиционных способов. Эта процедура включает в себя: нанесение первого клеевого слоя на внешнюю поверхность отвержденной замкнутой бесшовной петли, внутри материала которой находится волокнистый армирующий компонент; внесение абразивного материала в первый клеевой слой; и, наконец, по крайней мере частичное отверждение первого клеевого слоя. Абразивный материал, предпочтительно в виде зерен, может быть внесен электростатическим или капельным способом. На абразивный материал и первый клеевой слой наносится второй слой клея, после чего оба клеевых слоя полностью отверждаются.
Также первый клеевой слой и абразивный слой могут быть наложены в ходе одной операции посредством нанесения, например, абразивного шлама на внешнюю поверхность основы. Абразивный шлам состоит из клеящей смолы и абразивного материала (предпочтительно абразивных зерен). После этого клеящую смолу лучше подвергнуть хотя бы частичному отверждению. Затем может быть наложен второй клеевой слой. В некоторых вариантах предусмотрено нанесение даже третьего клеевого слоя.
Подобные способы могут быть применены для приготовления основы с абразивным покрытием с использованием поддерживающей структуры, например конвейерной системы. В такой системе обычно используется, к примеру, рукав из нержавеющей стали в виде конвейерного ремня. В таком варианте этап приготовления петлеобразной заготовки из жидкого органического связующего материала заключается в приготовлении такой петли вокруг конвейерного ремня.
Лента 1 с абразивным покрытием имеет рабочую внешнюю поверхность 2, на которой размещен абразивный материал в виде абразивных зерен 3, приклеенных к замкнутой бесшовной основе 4, которая выполнена в виде петли. Внутренняя поверхность 5 выполнена гладкой. На поверхность 6 основы 4 нанесено фиксирующее покрытие 7, выполненное в виде клеевого слоя, назначение которого состоит в том, чтобы зафиксировать абразивный материал. Поверх абразивных зерен 3 и фиксирующего покрытия 7 нанесено проклеивающее покрытие 8, также выполненное в виде клеевого слоя, назначение которого заключается в том, чтобы усилить надежность фиксации абразивных зерен 3. Поверх проклеивающего покрытия 8 нанесено суперзащитное покрытие 9, также в виде клеевого слоя, назначение которого состоит в предотвращении заполнения зазоров 10 между абразивными частицами пылью материала, снимаемого абразивом с обрабатываемой детали, и постепенного накопления такой пыли. Суперзащитное покрытие 9 может быть выполнено из металлических солей жирных кислот, мочевиноформальдегидов, парафинов, минеральных масел, силанов с поперечными связями, силиконов с поперечными связями, фторохимикатов, а также из различных комбинаций названных материалов. Эффективней всего изготавливать этот слой из стеарата цинка. Однако суперзащитное покрытие 9 не обязательно и обычно используется в тех изделиях с абразивным покрытием, которые предназначены для обработки твердых поверхностей (например, деталей из нержавеющей стали или экзотических металлов).
Размеры ленты 1 с абразивным покрытием могут быть любыми в зависимости от того, для чего она будет применяться. Таким образом, комбинация параметров L (длина) - W (ширина) - T (толщина), определяющая размеры ленты, может быть практически любой. На фиг. 1 толщина T относится к конструкции ленты 1 с абразивным покрытием, а толщина T1 - к замкнутой бесшовной петле-основе 4 (см. фиг. 2).
Длина L ленты 1 с абразивным покрытием может быть практически любой. Обычно эта величина составляет от 40 до 1500 сантиметров. Толщина T1 замкнутой бесшовной петли-основы 4 выбирается, как правило, из интервала 0,07-1,5 мм, что обеспечивает оптимальную гибкость, прочность и сохранность материала. В предпочтительном варианте толщина замкнутой бесшовной петли-основы 4 выбирается из интервала 0,1-1,0 мм, а еще лучше - из интервала 0,2-0,8 мм. Толщина T1 замкнутой бесшовной основы 4 ленты 1 с абразивным покрытием обычно меняется не более чем на 15% по всей длине L ленты. В предпочтительном варианте толщина T1 меняется по длине ленты в пределах не более 10%, еще лучше - не более 5%, а еще лучше - не более 2%. Несмотря на то, что указанные величины относятся к толщине T1, рассматриваемой по всей длине ленты, они могут быть отнесены также и к основе, покрытой клеями и абразивным материалом (то есть к толщине T ленты 1).
Основа 4 должна обладать достаточно высокой теплостойкостью в тех условиях шлифования, в которых предполагается эксплуатировать данное изделие. Под словами "достаточно высокая" имеется в виду, что эта стойкость обеспечивает сохранение целостности структуры изделия (то есть отсутствие расщеплений, разломов, отслаивания, разрыва или комбинаций указанных разрушений) при воздействии тепла, выделяющегося в процессе шлифовки, шкурения или полировки. Основа 4 должна быть также достаточно прочной с тем, чтобы она не трескалась и не разрушалась под воздействием тех сил, которые могут возникать в тех условиях шлифования, в которых предполагается эксплуатировать данное изделие. Это означает, что основа 4 должна быть достаточно жесткой для того, чтобы выдержать условия, возникающие при шлифовании ремнями с абразивным покрытием, но в то же время не излишне хрупкой.
Основа является достаточно гибкой для того, чтобы выдерживать условия, возникающие при шлифовании. Основа 4 при работе изгибается, а потом вновь принимает первоначальную форму без значительной постоянной деформации. Например, сплошная петля-основа 4 может считаться гибкой, если она может использоваться на двух (или более) роликах или двух (или более) шкивах в шлифующем станке.
Более того, предпочтительно, чтобы основа могла сгибаться, адаптируясь в достаточной степени к форме обрабатываемой детали, но сохраняя при этом достаточную прочность для передачи усилий, необходимых для эффективной шлифовки, при прижатии к детали.
Основы, выполненные в соответствии с предпочтительным вариантом осуществления настоящего изобретения, обладают достаточно однородной прочностью на разрыв в продольном направлении, то есть в направлении работы станка. Это, как правило, обусловлено тем обстоятельством, что армирующий материал вытягивается вдоль всей длины основы, а также отсутствием шва.
Лучше всего, если прочность на разрыв любого отрезка петли-основы отличается не более чем на 20% от аналогичной величины любого другого отрезка петли. Прочность на разрыв является, как правило, мерой того максимального напряжения, которое материал, подвергнутый воздействию растягивающей нагрузки, способен выдерживать без разрыва.
Основы, выполненные в соответствии с предпочтительным вариантом осуществления настоящего изобретения, допускают достаточно хорошее управление их формой и в достаточной степени не чувствительны к условиям окружающей среды (в частности, к влажности и температуре). Под этим подразумевается, что такие основы обладают вышеуказанными свойствами в широком диапазоне условий окружающей среды. Предпочтительно, чтобы эти свойства были обеспечены в диапазоне температур 10-30oC и диапазоне величин относительной влажности 30-50%. Еще лучше, чтобы эти свойства были обеспечены в более широком температурном диапазоне (например, от отрицательных температур до температур свыше 100oC) и более широком диапазоне величин относительной влажности (от уровня ниже 10% до уровня свыше 90%).
В условиях экстремальной влажности, то есть при высокой влажности (свыше 90%) или низкой влажности (ниже 10%) основы, выполненные в соответствии с настоящим изобретением, не обнаруживают сколько-нибудь значительного увеличения или, наоборот, ссыхания. Поэтому ремень с абразивным покрытием, имеющий основу в соответствии с настоящим изобретением, не будет существенно деформироваться, принимая вогнутую или выпуклую форму.
Предпочтительный выбор материала для изготовления основы в соответствии с настоящим изобретением заключается в том, чтобы обеспечить совместимость с клеевыми слоями и надежную связь с последними (особенно это касается фиксирующего слоя). Надежность сцепления определяется степенью "шелушения" абразивного материала. "Шелушение" - это термин, используемый специалистами абразивного производства для описания нежелательного преждевременного сдирания значительного количества абразивного материала из основы. Несмотря на всю важность выбора материала для основы, степень шелушения зависит обычно от выбора клея и совместимости основы и клеевых слоев.
Примерами термореактивных смол, из которых могут изготавливаться основы, являются фенолоальдегидные смолы, аминовые смолы, полиэфирные смолы, аминопластные смолы, уретановые смолы, меламинформальдегидные смолы, эпоксидные смолы, акрилатные изоциануратные смолы, мочевиноформальдегидные смолы, изоциануратные смолы, акрилатные уретановые смолы, акрилатные эпоксидные смолы, а также комбинации названных материалов. Наиболее предпочтительными кандидатами являются эпоксидные смолы, уретановые смолы, полиэфирные смолы и гибкие фенолоальдегидные смолы. Если в еще большей степени сузить этот круг, то наиболее предпочтительными являются эпоксидные смолы и уретановые смолы по той причине, что они обеспечивают приемлемый уровень скорости отверждения, гибкости, тепловой устойчивости, прочности, устойчивости к воде. Кроме того, в неотвержденном состоянии обычные эпоксидные смолы обладают низкой вязкостью даже при высоком содержании твердого вещества. К тому же имеется много уретановых составов с высоким процентом твердого вещества.
Фенолоальдегидные смолы подразделяются обычно на смолы типа resole и novolac. Фенолоальдегидные смолы типа resole характеризуются тем, что являются щелочно-катализируемыми, и тем, что молярное отношение формальдегида к фенолу превышает пропорцию 1:1 или близко к нему. Обычно это отношение составляет от 1:1 до 3:1. Примерами щелочных катализаторов, которые могут быть использованы для приготовления фенолоальдегидных смол типа resole, являются гидроксид натрия, гидроксид калия, органические амины и карбонат натрия.
Фенолоальдегидные смолы типа novolac характеризуются тем, что являются кислотно-катализируемыми, а также тем, что молярное отношение формальдегида к фенолу не превышает 1:1. Обычно это отношение находится в диапазоне от 0,4: 1 до 0,9:1. Примерами кислотных катализаторов, которые могут быть использованы для приготовления таких фенолоальдегидных смол, являются серная, соляная, фосфорная, щавелевая и p-толуолсульфоновая кислоты. Несмотря на то, что фенолоальдегидные смолы типа novolac обычно считаются термопластичными, а не термореактивными смолами, они могут вступать в реакцию с другими химическими веществами (например, гексаметилэнететраамином) с образованием отвержденной термореактивной смолы.
Эпоксидные смолы, эффективно используемые в полимеризующейся смеси, применяющейся для приготовления отвержденных основ в соответствии с настоящим изобретением, включают в свой состав мономерные или полимерные эпоксиды. Эффективные эпоксидные материалы (эпоксиды) могут иметь самые разные основные цепи и замещающие группы. Характерными представителями допустимых замещающих групп являются галогены, эфирные группы, сульфонатные группы, силоксановые группы, нитрогруппы и фосфатные группы. Средняя молекулярная масса полимерных материалов с эпоксидным компонентом колеблется в пределах от 60 до 4000, а предпочтительно - от 100 до 600.
Примерами аминопластных смол, которые могут эффективно применяться в соответствии с настоящим изобретением, могут служить те, которые имеют по крайней мере 1.1 боковой alpha-beta-ненасыщенной карбонильной группы на молекулу.
Эффективными акрилатными изоциануратными смолами являются те, которые приготавливаются из смеси по крайней мере одного мономера, выбранного из группы, включающей в себя изоциануратные производные с по крайней мере одной конечной или боковой акрилатной группой; по крайней мере одного алифатического или циклоалифатического мономера с по крайней мере одной конечной или боковой акрилатной группой.
Акрилатные уретаны - это диакрилатные эфиры простых или сложных полиэфиров с гидроксильным завершением и NCO-расширением.
Акрилатные эпоксидные материалы - это диакрилатные эфиры, например, диакрилатные эфиры эпоксидной смолы.
Подходящими доступными термореактивными полиэфирными смолами являются "E-737" или "E-650". Подходящими доступными полиуретанами являются "Vibrathane B-813 prepolymer" и "Adiprene BL-16 prepolymer", используемые в сочетании с "Caytur-31" с возможностью отверждения.
Как говорилось выше, в некоторых вариантах осуществления настоящего изобретения может быть использован термопластичный связующий материал, а не один из термореактивных материалов, обсуждавшихся выше. Термопластичный связующий материал - это полимерный материал, который становится мягче под воздействием повышенных температур и обычно возвращается в первоначальное физическое состояние при остывании до температуры окружающей среды. В процессе изготовления термопластичный связующий материал нагревается до температуры выше температуры размягчения, а зачастую даже выше температуры плавления для того, чтобы образовалась нужная форма основы с абразивным покрытием. После того, как основа сформирована, термопластичный связующий материал охлаждается и твердеет. Таким образом, в случае использования термопластичного материала может эффективно применяться инжекционное формование.
Наиболее предпочтительными термопластичными материалами с точки зрения воплощения настоящего изобретения являются материалы, обладающие высокой температурой плавления и/или высокой теплостойкостью. Таким образом, подходящими являются термопластичные материалы с температурой плавления по крайней мере 100oC, а еще лучше 150oC. Кроме того, точка плавления предпочтительных термопластичных материалов достаточно низка (скажем, по крайней мере на 25oC ниже) по сравнению с температурой плавления армирующего материала.
Примерами термопластичных материалов, которые могут эффективно использоваться для изготовления основ для изделий в соответствии с настоящим изобретением, являются поликарбонаты, полиэфиримиды, полиэфиры, полисульфоны, полистиролы, блочные акрилонитрил-бутадиенстироловые сополимеры, полипропилены, полимеры ацеталя, полиамиды, поливинилхлориды, полиэтилены, полиуретаны, а также комбинации указанных материалов. Из приведенного перечня наиболее предпочтительными материалами являются полиамиды, полиуретаны и поливинилхлориды, причем два последних - самые подходящие.
Если в качестве термопластичного материала для изготовления основы взят поликарбонат, полиэфиримид, полиэфир, полисульфон или полистирол, то можно также воспользоваться грунтовкой для усиления сцепления между основой и фиксирующим покрытием. В данном случае под словом "грунтовка" понимаются грунтовочные материалы или процессы как механического, так и химического типов. Под этим не имеется в виду наложение слоя материи на поверхность основы. Примерами механических праймеров (грунтовочных средств) являются (разумеется, это не исчерпывающий перечень) обработка коронным разрядом и образование царапин (оба способа увеличивают площадь поверхности). Примером предпочтительного химического праймера является коллоидная дисперсия, например, полиуретана, ацетона, коллоидный оксид кремния, изопропанол. Третьим типом связующих материалов, которые могут применяться для изготовления основ в соответствии с настоящим изобретением, являются эластомерные материалы. Такие материалы (или просто эластомеры) допускают растяжение по крайней мере в два раза, а затем быстро сокращаются примерно до первоначальной длины при снятии растягивающего усилия. Примерами эластомерных материалов, которые могут быть использованы при осуществлении настоящего изобретения, являются стирол-бутадиеновые сополимеры, полихлорпрен (неопрен), нитриловый каучук, бутиловый каучук, полисульфидный каучук, цис-1,4-полиизопрен, этилен-пропиленовые терполимеры, силиконовый каучук и полиуретановый каучук. В некоторых случаях эластомерные материалы могут иметь поперечные связи с серой, пероксидами и тому подобными отверждающими агентами, что позволяет формировать отвержденные термореактивные смолы.
Помимо органического полимерного связующего материала, основа, выполненная в соответствии с настоящим изобретением, содержит эффективное количество волокнистого армирующего материала. В данном случае слова "эффективное количество волоконного армирующего материала" означают, что его достаточно для заметного изменения характеристик основы в нужную сторону, но в то же время это количество не создает слишком большую концентрацию пустот и не сказывается пагубным образом на структурной целостности основы.
Обычно содержание волокнистого армирующего материала в основе и составляет 1-60% от общей массы. Лучше, если это содержание составляет 5-50%, еще лучше - 8-35%, и предпочтительнее всего - 15-30% от общей массы основы.
Волокнистый армирующий материал может иметь вид волокнистых прядей или же волокнистой сетки или "паутины", а также сетки, формируемой стежками или с помощью утка. Волокнистые пряди имеются в продаже в виде ниток, кордов (жгутов), пряжи, ровингов (жгутиков), отдельных нитей. Как правило, нитки и жгуты являются результатом прядения. Нитки очень сильно перекручены и характеризуются низким поверхностным коэффициентом трения. Корд может быть получен посредством сплетания или скручивания пряжи и обычно является более крупным изделием, нежели нитки. Пряжа - это совокупность волокон или отдельных нитей, которые либо скручены, либо сплетены. Ровинг - это совокупность волокон или отдельных нитей, которые стянуты вместе при минимальном скручивании или вовсе без скручивания. Под отдельной нитью имеется в виду просто одна непрерывная нить. Именно из таких нитей сформированы ровинги и пряжа. Волокнистая сетка или волокнистая "паутина" составлены из отдельных нитей, т. е. очень тонких нитевидных отрезков с аспектным отношением не ниже 100:1. Аспектное отношение волокна - это отношение большего размера этого волокна к его меньшему размеру.
Волокнистый армирующий материал может быть изготовлен на базе любого материала, который обеспечивает увеличение прочности основы. Эффективными волокнистыми армирующими материалами с точки зрения осуществления настоящего изобретения могут быть как металлические, так и неметаллические материалы. Предпочтительно использовать для указанной цели неметаллические материалы. Здесь можно назвать стеклянные, угольные, минеральные, синтетические и натуральные теплостойкие органические материалы, а также керамические материалы. Наиболее предпочтительными волокнистыми армирующими материалами с точки зрения осуществления настоящего изобретения являются органические материалы, стекло и керамические волокнистые материалы.
Термин "теплостойкий органический волокнистый материал" означает в данном случае, что используемый материал в достаточной степени устойчив к плавлению, любому иному способу размягчения и разрушения при тех условиях, которые могут иметь место при изготовлении и эксплуатации основ, выполненных в соответствии с настоящим изобретением. Среди подходящих с указанной точки зрения натуральных органических волокнистых материалов можно назвать шерсть, шелк, хлопок, целлюлозу. Примерами подходящих синтетических органических материалов являются материалы, произведенные из поливинилового спирта, найлона, полиэфира, искусственного волокна, полиамида, акрила, полиолефина, арамида и фенола. Предпочтительнее использовать для указанной цели арамидный волоконный материал, который производится компанией DuPont Co. (Wilmington, DE) и может называться "Kevlar" или "Nomex".
Вообще говоря, для целей настоящего изобретения могут быть использованы любые керамические волоконные армирующие материалы. Примером керамического волокнистого армирующего материала, подходящего для целей настоящего изобретения, является "Nextel" (компания 3M, St. Paul, MN). Примерами подходящих, коммерчески доступных стеклянных волокнистых армирующих материалов (в виде пряжи или ровингов) являются материалы, производимые фирмой PPG Industries (Pittsburgh, PA) под наименованием "E-стекло в виде пряжи на бобинах", нитевидная пряжа "Fiberglass" (Owens Corning, Toledo, OH) и фиберглассовые ровинги "Star Rov 502" (Manville Corporation, Toledo, ОН). Размеры стеклянной волокнистой пряжи или ровингов обычно выражаются в [ярд/фут]. Удобными размерами стеклянной волокнистой пряжи или ровингов, подходящих с точки зрения настоящего изобретения, являются размеры в интервале 75-15000 ярд/фут, что также можно считать и наиболее предпочтительным интервалом.
В случае использования стеклянного волокнистого армирующего материала лучше также применять в сочетании с ним связующего (например, силанового) агента на границе раздела, то есть такого агента, который повышает сцепление с органическим связующим материалом (это в первую очередь относится к вариантам осуществления настоящего изобретения, которые предусматривают использование термопластичных связующих материалов). Примерами силановых связующих агентов являются "Dow-Corning Z-6020" и "Dow-Corning Z-6040" (Dow-Corning Corp., Midland, MI).
Удобно использовать волокнистые армирующие материалы длиной всего 100 микрометров или настолько длинные, насколько длинным получается волокнистый армирующий слой, сформированный из одной непрерывной пряжи. Предпочтительно использовать волокнистый армирующий материал в виде одной практически непрерывной пряжи на каждом армирующем слое. Таким образом, предпочтительно использовать волокнистый армирующий материал такой длины, которая позволяет многократно покрыть всю длину (точнее, длину окружности) петли с абразивным покрытием и обеспечивает по крайней мере один отчетливый слой волокнистого армирующего материала.
Денье армирующих волокон (денье - единица массы мотков с нитками, характеризующая тонкость последних) у предпочтительных волокнистых армирующих материалов составляет от 5 до 5000 единиц, а чаще всего от 50 до 2000. Лучше, чтобы эта величина составляла 200-1200 единиц, а совсем хорошо - от 500 до 1000 единиц. Понятно, что денье весьма сильно зависит от типа используемого волокнистого армирующего материала.
Основное назначение сетчатой или "паутинной" структуры заключается в увеличении прочности основы с абразивным покрытием на разрыв. Сетка или "паутина" может быть как тканой, так и нетканой. В предпочтительном варианте сетка выполняется из нетканого волокнистого материала, поскольку это обеспечивает открытость и изотропность прочностных характеристик и низкую стоимость изделия.
Нетканая сетка представляет собой матрицу беспорядочно расположенных волокон. Такая матрица обычно формируется посредством скрепления волокон либо аутогенным способом, либо с помощью клея. Таким образом, нетканая сетка обычно может быть представлена как листовая или "паутинная" структура, образованная с помощью механического, термического или химического способа скрепления или сплетения волокон или нитей.
Примерами нетканых форм, удобных для достижения целей настоящего изобретения, являются: штапельное волокно; волокно, получаемое методом выдувания расплава; формы, получаемые методом игольного перфорирования; формы, получаемые методом термосклеивания волокон, и т.д. Нетканые сетчатые формы обычно характеризуются пористостью 15% и выше. В зависимости от типа используемой нетканой формы длина волокон может составлять от 100 микрометров до бесконечности (под этим подразумеваются непрерывные волокнистые пряди).
Толщина волокнистых сетчатых структур в обычных вариантах воплощения настоящего изобретения составляет обычно от 25 до 800 мкм, а предпочтительнее - от 100 до 375 мкм. Масса волокнистой сетчатой структуры в предпочтительном варианте составляет, как правило, от 7 до 150 г/м, а еще лучше - от 17 до 70 г/м. В некоторых предпочтительных вариантах осуществления настоящего изобретения основа состоит только из одного слоя волокнистой сетчатой структуры. В других (также предпочтительных) вариантах основа может включать в себя также несколько отчетливых слоев волокнистой сетчатой структуры, распределенных в связующем материале. Предпочтительно, чтобы имелось от 1 до 10 таких слоев, лучше - от 2 до 5 слоев волокнистой сетчатой структуры. Армирующая волокнистая сетка должна составлять 1-50% от веса основы, а еще лучше - 5-20%.
Выбор типа используемого волокнистого армирующего компонента зависит, как правило, от органического полимерного связующего материала и от предполагаемого применения будущего изделия. К примеру, если необходимо использовать термопластичный связующий материал, то лучше применить армирующие пряди, которые обеспечат достаточную прочность в продольном направлении. Чаще всего связующий материал сам по себе придает ленте достаточную степень прочности и гибкости в поперечном направлении. Если необходимо использовать термореактивный материал, то волокнистая сетчатая структура придаст достаточную прочность и сопротивление разрыву.
Замкнутые бесшовные петли-основы, выполненные в соответствии с настоящим изобретением, оказываются более эффективными, если использовать в них комбинации волокнистых армирующих прядей и волокнистой сетчатой структуры. Волокнистые пряди могут быть отдельными и внедренными в волокнистую сетчатую структуру, что позволяет, в частности, облегчить процесс изготовления изделий. Волокнистые пряди могут также образовывать отчетливый слой (или отчетливые слои), отдельные от волокнистой сетчатой структуры (то есть без взаимного сцепления или переплетения).
Волокнистая сетчатая структура удобна по крайней мере в том отношении, что увеличивает сопротивление на разрыв замкнутых бесшовных петель в соответствии с настоящим изобретением. В петлях, где используется комбинация волокнистых армирующих прядей и волокнистой сетчатой структуры, масса последней составляет 1-50% от общей массы основы, а лучше - 5-20%.
Содержание волокнистых армирующих прядей должно составлять 5-50% от массы основы, а еще предпочтительнее - 7-25%.
Как уже говорилось выше, волокнистый армирующий материал может иметь также форму сетчатой структуры, в которой скрепление параллельных прядей, состоящих из отдельных волокон, между собой обеспечено с помощью простого склеивания или термосклеивания.
Таким образом, "отдельные" параллельные пряди оказываются внедренными в волокнистую, армирующую сетку.
Эти параллельные пряди могут находиться в непосредственном контакте на всей своей длине, или же они могут быть отделены некоторым зазором.
Это позволяет использовать преимущества, обеспечиваемые отдельными волокнистыми армирующими прядями, в конструкциях с сетчатой структурой.
Волокнистый армирующий материал может быть ориентирован так, чтобы обеспечивались все преимущества настоящего изобретения. То есть волокнистый армирующий материал может быть распределен беспорядочным образом или же волокна и/или пряди могут быть ориентированы таким образом, чтобы они вытягивались так, как это необходимо для придания надлежащих прочностных характеристик (в частности, прочности на разрыв).
Для достижения этого либо используется высокое весовое отношение связующего вещества к волокнистому армирующему компоненту (скажем, 10:1), либо волокнистый армирующий материал (обычно в виде отдельных армирующих прядей) присутствует только в рабочем, то есть продольном направлении петли-основы.
Обратимся к различным видам основы замкнутой ленты, изготовленной в соответствии с настоящим изобретением. Эти виды представлены на фиг. 3-6 (следует иметь в виду, что масштаб на них не соблюдался). Из этих видов можно понять, что в предпочтительном варианте волокнистый армирующий материал (в первую очередь это относится к отдельным армирующим волокнам) образует в конструкции основы с абразивным покрытием заранее определенную, то есть не беспорядочную, структуру. Под определенностью этой структуры имеется в виду определенность позиции или сформированной матрицы. К примеру, в случае петли-основы 4, изображенной на фиг. 3, отдельные витки 11 в слое армирующих волокнистых прядей ориентированы так, чтобы обеспечивалось растяжение в рабочем направлении основы 4. На фиг. 3 представлена замкнутая бесшовная петля-основа; не показаны абразивный материал и клеевые слои, но показана часть внутреннего слоя армирующих прядей.
Из фиг. 4 видно, что волокнистый армирующий материал расположен в двух отчетливо сформированных слоях 12 и 13. При этом отвержденные слои 14, 15 и 16 органического связующего материала находятся выше, между и ниже слоев волокнистого армирующего материала 12 и 13. Один из последних (13) сформирован выше другого слоя (12) и отделен от него слоем 15 органического связующего материала. Слой 13 представляет собой слой волокнистых прядей с 11, причем обеспечена возможность растяжения в продольном направлении петли-основы. Слой 12 представляет собой слой волокнистой армирующей сетки или "паутины". Такая ориентация прядей в продольном направлении основы обеспечивает нужные характеристики изделия, в частности прочность на разрыв, то есть сопротивление разрыву в продольном направлении петли-основы.
Хотя это и не показано на фиг., в альтернативном варианте осуществления настоящего изобретения армирующие волокнистые пряди могут быть ориентированы таким образом, чтобы обеспечивалось растяжение поперек основы с абразивным покрытием или по крайней мере в направлении, близком к поперечному. Кроме того, в альтернативных вариантах, не показанных на рисунках, чередующиеся слои армирующих прядей могут быть ориентированы таким образом, чтобы обеспечивалось растяжение как в продольном, так и в поперечном направлении основы с абразивным покрытием (если есть такая необходимость). Это достигается посредством того, что армирующая структура имеет форму решетки. Значительное повышение поперечной прочности на разрыв обеспечивается, когда волокна могут растягиваться в поперечном направлении. При этом отдельные кусочки могут сращиваться, образуя тем самым секционированную петлю-основу.
Рассмотрим вариант осуществления настоящего изобретения, показанный на фиг. 5. Основа 4 имеет один слой волокнистой армирующей сетчатой структуры 17, расположенной внутри структуры основы 4. В варианте, проиллюстрированном фиг. 5, используется волокнистая армирующая сетчатая структура с включенными в нее отдельными параллельными волокнистыми прядями 18. Хотя это и не показано на фиг. 5, слой волокнистой армирующей сетчатой структуры обычно насчитывает по крайней мере два витка армирующей сетки.
Обратимся к варианту, показанному на фиг. 6. Основа 4 имеет три параллельных слоя (то есть плоскости) 19, 20 и 21 волокнистого армирующего материала. Эти три слоя 19, 20 и 21 отделены друг от друга прослойками 22 и 23 органического полимерного связующего материала. Указанные слои 19,20 и 21 не перекрываются и не пересекают друг друга. Эти слои покрыты также зонами 24 и 25 органического связующего материала на поверхностях основы. В варианте осуществления настоящего изобретения, проиллюстрированном фиг. 6, слои 19 и 21 представляют собой слои волокнистой сетчатой структуры, а слой 20 является слоем волокнистых прядей, ориентированных в рабочем направлении петли-основы 4.
Основы, выполненные в соответствии с настоящим изобретением, могут также включать в себя другие компоненты для более полного достижения целей изобретения в тех или иных приложениях. К примеру, включение упрочняющего агента в материал основы оказывается весьма эффективным в некоторых приложениях. К числу предпочтительных упрочняющих агентов относятся полимеры каучукового типа и пластификаторы. Предпочтительными агентами каучукового типа являются синтетические эластомеры. В предпочтительном варианте должна использоваться по крайней мере одна эффективная доза упрочняющего агента. Термин "эффективная доза" означает в данном случае некоторое количество агента, достаточное для заметного повышения гибкости и прочности.
В некоторых приложениях весьма выгодным оказывается включение в материал основы некоторых неорганических и органических наполнителей. Неорганические наполнители известны также как минеральные наполнители. Наполнителем называется материал в виде частиц, размер которых составляет, как правило, менее 100 мкм, а еще лучше - менее 50 мкм. Частицы наполнителя могут иметь форму твердых или полых сфероидов (к примеру, полых стеклянных или фенольных сфероидов). Наполнители могут рассеиваться равномерно по толщине связующего материала. Примерами подходящих материалов с точки зрения осуществления настоящего изобретения являются углеродная сажа, карбонат кальция, кремнезем, метасиликат кальция, криолит, фенольные наполнители и наполнители на основе поливинилового спирта. Чаще всего содержание наполнителя не превышает 70% от общей массы фиксирующего покрытия и 70% от общего веса размерного покрытия.
Другими материалами, эффективными с точки зрения решения задач настоящего изобретения в некоторых приложениях, являются пигменты, масла, антистатики, ингибиторы воспламенения, термостабилизаторы, УФ-стабилизаторы, внутренние смазки, антиокислители, технологические добавки. К числу подходящих антистатиков относятся графитовые волокна, углеродная сажа, оксиды металлов (например, ванадия), проводящие полимеры, увлажнители, а также комбинации названных компонентов.
Клеевые слои в изделиях с абразивным покрытием в соответствии с настоящим изобретением выполняются из клеев на основе смол. Эти слои могут быть сформированы из одного и того же клея или из различных слоев. Подходящими клеями на основе смол являются те, что обеспечивают совместимость с органическим полимерным связующим материалом основы. Отвержденные клеи на основе смол способны также выдерживать условия, возникающие в процессе шлифования. В частности, такие клеевые слои не портятся и не допускают преждевременного сдирания абразивного материала.
Клей на основе смолы в предпочтительном варианте представляет собой слой термореактивной (самоотверждающейся) смолы. Среди примеров термореактивных клеев на основе смол, подходящих с точки зрения достижения целей настоящего изобретения, можно назвать фенолоальдегидные полимеры, аминоальдегидные смолы, уретановые смолы, эпоксидные смолы, полиакрилаты, акрилатные изоциануратные смолы, мочевиноформальдегидные смолы, изоциануратные смолы, акрилатные уретановые смолы, акрилатные эпоксидные смолы, а также смеси перечисленных материалов.
Обратимся снова к фиг. 2. Первый и второй клеевые слои (на фиг. - слои 6 и 8, то есть фиксирующее и проклеивающее покрытия) в предпочтительном варианте содержат материалы, отличные от тех, что обычно используются в абразивных изделиях. К числу этих материалов, которые, как правило, именуются добавками, относятся шлифовальные вспомогательные добавки, связующие вещества, смачивающие вещества, красители, пигменты, пластификаторы, антиадгезивы, а также комбинации указанных веществ. В первом и втором слоях в качестве добавок могут быть применены также наполнители. Содержание наполнителей или шлифовальных вспомогательных добавок обычно не должно превышать 70% от общей массы клея (как для фиксирующего, так и для проклеивающего покрытия). Примерами подходящих наполнителей являются соли кальция (например, карбонат кальция и метасиликат кальция), кремнезем, металлы, уголь, стекло.
Третий клеевой слой, показанный на фиг. 2 (суперразмерное покрытие) в предпочтительном варианте содержит какую-либо шлифовальную вспомогательную добавку для улучшения абразивных характеристик рабочего покрытия. Примерами таких добавок могут служить тетрафторборат калия, криолит, криолит аммония, сера. При этом содержание добавки не должно превышать того эффективного уровня, который обеспечивает достижение нужных результатов.
Примерами абразивных материалов, подходящих с точки зрения достижения целей настоящего изобретения, являются плавленый оксид алюминия, термообработанный оксид алюминия, керамический оксид алюминия, карбид кремния, глиноземный диоксид циркония, гранат, алмаз, кубический нитрид бора, а также комбинации перечисленных абразивов. Термин "абразивный материал" охватывает абразивы в виде зерен, агломератов, многозеренных гранул. В рамки настоящего изобретения попадает также и тот вариант, в соответствии с которым для указанных целей используются зерна растворяющего эродирующего агломерата.
Средний размер зерен абразива для достижения целей настоящего изобретения должен составлять по крайней мере 0,1 мкм, а еще лучше - по крайней мере 100 мкм. Размер зерен в 100 мкм примерно соответствует зернам абразивных покрытий класса 120 согласно стандарту B74.18-1984 Американского национального института стандартов (ANSI). Абразивные зерна могут быть ориентированными, а могут наноситься на основу и без всякой ориентации в зависимости от предполагаемого применения данного изделия с абразивным покрытием.
В альтернативном варианте абразивный материал может иметь вид предварительно сформированного листового материала с покрытием из абразива, который наносится слоем на внешнюю поверхность замкнутой бесшовной петли-основы. В качестве указанного листового материала может использоваться ткань, бумага, фибра, полимерный пленкообразующий материал и т.п. Кроме того, в качестве предварительно сформированного слоя абразивного покрытия может использоваться гибкий абразивный элемент. Если сказать коротко, этот абразивный элемент выполнен из не проводящего электричество гибкого материала или гибкого материала с покрытием, не проводящим электричество. Этот материал образует комбинацию с металлическим слоем, в который внедряется абразив. Металлический слой приклеивается к сетчатому материалу.
Предпочтительно применять в качестве поддерживающей структуры в процессах изготовления основ в соответствии с настоящим изобретением некоторый барабан, который изготовлен из жесткого материала (например стали, металла, керамики или прочной пластмассы). Прочность барабана должна быть достаточной для того, чтобы на нем, без какого-либо ущерба для его целостности, могли раз за разом изготавливаться замкнутые бесшовные петли-основы. Барабан устанавливается на шпинделе, который может вращаться с контролируемой угловой скоростью с помощью двигателя. Скорость вращения составляет от 0,1 до 500 об/мин, лучше - от 1 до 100 об/мин в зависимости от ситуации.
Барабан может представлять собой единое целое или состоять из сегментов или составных частей, которые могут складываться для упрощения снятия замкнутой бесшовной петли. Если возникает необходимость изготовления большой замкнутой бесшовной петли-основы, барабан обычно делается из сегментов для обеспечения их складывания и упрощения снятия готовой петли. Если используется именно такой барабан, внутренняя поверхность петли может иметь мелкие неровности в тех местах, где стыкуются сегменты, образуя единый барабан. Несмотря на то, что в принципе внутренняя поверхность должна быть гладкой, упомянутые неровности допускаются на замкнутых бесшовных петлях, выполненных в соответствии с настоящим изобретением, поскольку это позволяет упростить процесс их изготовления, особенно при производстве крупных петель-основ.
Размеры барабана обычно соответствуют изготавливаемым замкнутым бесшовным петлям. Длина окружности барабана соответствует, как правило, внутренней длине окружности замкнутой бесшовной петли. Ширина петли может быть в принципе любой, но, разумеется, меньшей или равной ширине барабана. Одна замкнутая бесшовная петля может быть изготовлена на барабане, снята с него, после чего боковые стороны изделия могут быть обрезаны так, как это необходимо. Кроме того, изготовленная петля может быть разрезана в продольном направлении на несколько петель, каждая из которых будет, конечно же, иметь ширину меньше ширины первоначальной петли.
Во многих случаях предпочтительно, чтобы на поверхность барабана было наложено антиадгезивное покрытие до того, как будет нанесен связующий материал или какой-либо другой компонент. Это облегчает снятие замкнутой бесшовной петли после отверждения связующего материала. Кроме того, во многих случаях это антиадгезивное покрытие не становится частью изготавливаемой петли-основы. Если для изготовления замкнутых бесшовных петель используется складывающийся барабан, то указанное антиадгезивное покрытие устраняет или во всяком случае уменьшает неровности на стыках барабана, а, стало быть, и внутренней поверхности основы. Для нанесения таких покрытий могут применяться силиконы, фторохимикаты и полимерные пленки с покрытиями из силиконов или фторохимикатов (этот перечень не является исчерпывающим). Помимо этого, в рамках настоящего изобретения находится также использование второго антиадгезивного покрытия, которое наносится на последнее (верхнее) покрытие из связующего материала. Такое антиадгезивное покрытие обычно присутствует во время отверждения связующего материала и может быть удалено по окончании отверждения.
Термореактивный (самоотверждающийся) связующий материал наносится на барабан чаще всего в жидком или близком к жидкому состоянии. Нанесение связующего материала может осуществляться любым подходящим для этой цели способом (например, распылением, экструдированием, с помощью ножевого устройства, валковым способом, поливом и т.д.). В случае применения таких способов барабан обычно вращается во время нанесения термореактивного связующего материала. К примеру, на фиг. 7 показано, как термореактивный связующий материал 26 может быть нанесен на поверхность барабана 27 с помощью устройства 28 для нанесения покрытий поливом. По мере того как вращается барабан 27, термореактивный связующий материал 26 наносится на периферию 29 барабана 27. Как правило, требуется более одного оборота барабана для достижения надлежащего покрытия из термореактивного связующего материала (надлежащего в том смысле, что полностью нанесенный волокнистый армирующий материал будет полностью окружен органическим связующим материалом в итоговом изделии). Термореактивный связующий материал 26 может быть также нагрет для снижения вязкости и облегчения его использования в процессе нанесения покрытия.
Не выходят за рамки настоящего изобретения и варианты одновременного использования нескольких типов связующих материалов при изготовлении той или иной основы. В таких случаях два или более типа связующих материалов (к примеру, термореактивных) подвергаются смешиванию перед операцией нанесения покрытия, после чего полученная смесь накладывается на барабан. В альтернативном варианте первый связующий материал (например, термореактивная смола) наносится на барабан, а затем уже накладывается второй связующий материал (например, термопластичный). Если термореактивная смола используется в сочетании с термопластичным материалом, то эта смола может быть переведена в состояние геля или частично отверждена перед наложением термопластичного материала.
Процесс отверждения термореактивных смол - это, по сути дела, процесс сушки или полимеризации. Отверждение таких смол достигается либо выдерживанием (сушкой) в течение некоторого времени, либо подведением энергии. Последняя может быть либо тепловой энергией (тепло, ИК-излучение), либо энергией какого-либо излучения (электронный пучок, УФ-излучение, излучение видимого диапазона). В случае, когда используется тепловая энергия, температура печи должна составлять 30-250oC, предпочтительнее - 75-150oC. Время, необходимое для отверждения, может составлять от одной минуты (и даже меньше) до более чем 20 часов в зависимости от химических особенностей используемого связующего материала. Количество энергии, которое нужно подвести к отверждаемому термореактивному связующему материалу, определяется целым рядом факторов: это и химические особенности связующего материала, и его толщина, и присутствие других веществ в составе материала основы.
Предпочтительнее частично отверждать термореактивный связующий материал до того, как будут нанесены другие компоненты, входящие в состав основы (например, клеевые слои, абразивные зерна). Следует также иметь в виду, что связующий материал может быть частично отвержден или полностью полимеризован в течение того времени, пока он находится на барабане.
Волокнистый армирующий материал может быть нанесен на барабан несколькими способами. Прежде всего, конкретный способ зависит от выбора используемого волокнистого материала. Предпочтительнее применять для нанесения непрерывных отдельных армирующих волокнистых прядей уровневый намоточный станок. В этом случае барабан вращается, а армирующая волокнистая прядь сначала крепится к барабану, затем протаскивается через намоточный станок, а затем спиральным образом наматывается по всей ширине барабана. В результате в продольном по отношению к вращению барабана направлении образуется спираль волокнистого армирующего материала. Предпочтительно, чтобы уровневый намоточный станок мог перемещаться поперек всей поверхности барабана с тем, чтобы образующийся слой непрерывно наматываемой армирующей волокнистой пряди получался достаточно равномерным. В таком варианте осуществления настоящего изобретения слой волокнистой пряди образован несколькими спиральными обмотками и "утоплен" в органическом полимерном связующем материале. При этом каждая из обмоток пряди параллельна предыдущей и находится с ней в контакте.
Если уровневый намоточный станок не имеет возможности перемещаться поперек всей ширины барабана, то армирующие волокнистые пряди могут покрывать некоторую часть полной ширины замкнутой бесшовной петли-основы. В таком варианте области, покрытые волокнистыми армирующими прядями, находятся в одной плоскости и могут быть отделены одна от другой, поскольку не накладываются одна на другую). Однако для достижения максимально возможной прочности волокнистые армирующие пряди должны образовывать один сплошной слой по всей ширине основы ленты.
Может также применяться такая конструкция уровневого намоточного станка, в которой волокнистая прядь пропускается через отверстие, где она покрывается связующим материалом. Диаметр отверстия выбирается в соответствии с нужной толщиной связующего материала.
Может также возникнуть ситуация, в которой необходимо наматывать с помощью уровневого намоточного станка две или даже больше разных прядей рядом. Кроме того, может потребоваться одновременная намотка двух или более разных пряж в одну основу. К примеру, одна пряжа может быть фиберглассовой, а другая полиэфирной.
Для нанесения волокнистого армирующего материала может применяться также специальный пистолет. Он "стреляет" волокнами в материал на основе смолы. Лучше, если барабан в это время вращается, а пистолет установлен стационарно. Этот способ особенно эффективен, когда армирующие волокна малы, скажем, длиной менее 100 миллиметров. Если длина армирующего волокна составляет менее 5 миллиметров, можно применить вариант, согласно которому армирующие волокна перемешиваются со связующим материалом и образуют в нем что-то вроде суспензии. Затем образованная смесь может быть нанесена на барабан теми же способами, что обсуждались выше.
В некоторых вариантах осуществления настоящего изобретения связующий материал накладывается на вращающийся барабан, а уже затем туда же наносится волокнистый армирующий компонент. При этом связующий материал обычно смачивает поверхности армирующего материала. В предпочтительных вариантах воплощения настоящего изобретения волокнистый армирующий материал покрывается связующим материалом и образованная комбинация накладывается на барабан.
Если используется волокнистый материал в виде сетки или "паутины" (скажем, нетканая или тканая сетка), то последняя разматывается и направляется для намотки на вращающийся барабан. В зависимости от того, какая именно конструкция требуется, можно накладывать более одной обмотки волокнистой сетчатой структуры на поверхность барабана. В предпочтительном варианте должно быть не менее двух обмоток волокнистой сетки в каждом слое такой структуры. Такой подход позволяет избежать образования швов в формируемых слоях.
Волокнистая сетчатая структура может комбинироваться с органическим полимерным связующим материалом различными способами. К примеру, сетка может накладываться непосредственно на связующий материал, ранее нанесенный на барабан, или же сетка может накладываться ранее связующего материала, или же сетка и связующий материал накладываются на барабан в ходе одной операции.
В предпочтительных вариантах осуществления настоящего изобретения волокнистая сетчатая структура покрывается или пропитывается органическим полимерным связующим материалом до нанесения на барабан. Такой способ предпочтителен хотя бы потому, что в этом случае легче контролировать количество связующего материала. Это покрытие (или такая пропитка) может быть нанесено (осуществлена) обычными способами, например, валковым способом, с помощью ножа, распылением, поливом, обмакиванием и т.д.
Обратимся к фиг. 8. В предпочтительном варианте изготовления петли-основы в соответствии с настоящим изобретением волокнистая сетчатая структура 30 пропитывается органическим полимерным связующим материалом 31, когда сетка разматывается с соответствующего приспособления 32. Количество накладываемого связующего материала 31 определяется машиной 33 с ножевым устройством для нанесения покрытий. При этом зазор 34 в машине позволяет контролировать количество накладываемого полимерного связующего материала 31.
Затем композиция "сетчатая структура/жидкий связующий материал" (30/31) подается на барабан 35 по крайней мере одним слоем, то есть указанная композиция (30/31) по крайней мере один раз полностью оборачивается вокруг барабана. Несмотря на то, что структура итоговой основы оказывается бесшовной, существует шов во внутренней структуре замкнутой бесшовной петли, изготовленной таким образом. Для устранения такого шва предпочтительнее оборачивать композицию "сетчатая структура/жидкий связующий материал" (30/31) вокруг барабана по крайней мере дважды. Связующий материал смачивает поверхность волоконной сетчатой структуры до отверждения, что обеспечивает получение цельной замкнутой бесшовной структуры после отверждения.
Если при изготовлении изделия в соответствии с настоящим изобретением формируется слой из непрерывной отдельной армирующей пряди, может быть использован процесс, описанный выше. Обратимся к фиг. 8. Здесь используется система 36 для направления пряжи в сочетании с уровневым намоточным станком 37. Согласно этому способу, барабан 35 вращается, а армирующая волокнистая прядь 38 сначала крепится к барабану 35, протаскивается через намоточный станок 37, а затем спиральным образом наматывается на барабан 35 по всей его ширине. При этом слой, формируемый из пряди 38, должен быть не шире слоя из сетки 30. Предпочтительнее, чтобы уровневый намоточный станок 37 мог перемещаться по всей ширине барабана с тем, чтобы непрерывная армирующая волокнистая прядь 37 могла быть равномерно намотана по всей ширине сетки 30. Таким образом, прядь 38 в конце концов образует совокупность нескольких спиральных обмоток в органическом полимерном связующем материале, причем каждая обмотка проходит параллельно по отношению к предыдущей и находится в контакте с ней. Кроме того, отдельные обмотки, образованные прядью 38, идут под постоянным ненулевым углом к параллельным краям сетки 30. Достаточное количество неотвержденной термореактивной смолы 31 накладывается на сетку 30 с тем, чтобы слой смолы образовался выше и ниже армирующего материала, то есть на внутренней и внешней поверхностях петли-основы. К тому же если смолы достаточно, образуется слой смолы между сеткой 30 и слоем, сформированным из волоконной пряди 38.
Настоящее изобретение позволяет также формировать неоднородные замкнутые бесшовные петли-основы. В таких изделиях создается по крайней мере две отчетливых зоны, где состав и/или количество материалов являются неоднородными. Такая неоднородность может создаваться по всей длине петли-основы, по ширине основы, а также как по длине, так и по ширине изделия. Неоднородность состава может быть создана через варьирование связующего материала, волокнистого армирующего материала или с помощью различных добавок. Неоднородность может быть также связана с различными материалами в различных зонах петли-основы или с недостатком материала в определенных зонах изделия.
На фиг. 10-12 представлены три варианта изготовления неоднородных петель-основ. Обратимся к фиг. 10. Петля-основа 4 имеет три зоны 39, 40, 41. Центральная зона основы 4 содержит армирующую пряжу, в то время как соседние зоны 39 и 40 не содержат такой пряжи. Эти зоны состоят исключительно из связующего материала. Итоговое изделие будет в этом случае иметь более гибкие края. На фиг. 11 петля-основа 4 имеет три зоны - 42, 43 и 44. Центральная зона 43 основы выполнена исключительно из связующего материала, в то время как соседние зоны 42 и 43 содержат как связующий материал, так и армирующий компонент. На фиг.12 петля-основа 4 имеет две зоны - 45 и 46. В зоне 46 материал основы содержит связующее вещество, армирующие пряди и армирующую сетку. В зоне 45 материал основы состоит только из связующего вещества и армирующих волокон. В принципе, существует множество комбинаций связующего материала, армирующих прядей, армирующих сеток, добавок и количеств указанных компонентов. Конкретный выбор этих материалов и их конфигурация зависят от предполагаемого применения абразивного изделия с указанной основой. К примеру, петля-основа, описанная выше и показанная на фиг. 10, может быть использована в тех случаях, где требуется иметь гибкие края на абразивном изделии. Основа, также описанная выше и показанная на фиг. 11, может быть использована в тех ситуациях, где требуется иметь прочные края во избежание их отрыва.
Существует много различных способов изготовления неоднородной петли-основы. В соответствии с одним из них уровневый намоточный станок наматывает армирующие пряди только в некоторых определенных участках поверхности барабана. В соответствии с другим способом пистолет "выстреливает" армирующий материал также в определенные участки. Согласно третьему способу, армирующая пряжа разматывается специальным устройством и наматывается на барабан в определенных участках поверхности последнего. Еще один способ предусматривает нанесение связующего материала в определенных зонах поверхности барабана. Использование различных комбинаций упомянутых способов также не выходит за рамки настоящего изобретения.
Существует также несколько путей применения различных добавок. Конкретный способ введения добавок зависит от того, какие именно добавки используются. Предпочтительно рассеивать добавки в связующем материале до того, как этот материал будет наноситься на барабан. В некоторых ситуациях, однако, введение добавки в связующий материал приводит либо к образованию тиксотропного раствора, либо такого раствора, который обладает слишком высокой вязкостью для осуществляемого процесса. В таком случае добавку лучше вводить отдельно от связующего материала. Например, последний может первым наноситься на барабан, а уже потом, пока связующее вещество еще остается липким, наносятся добавки. В предпочтительном варианте барабан с наложенным на него связующим материалом вращается в то время, как на его поверхность каким-либо образом наносятся добавки. В любом из способов добавка может быть равномерно нанесена по всей ширине барабана или же сконцентрирована в какой-либо определенной зоне. В альтернативном варианте добавка (или добавки) может быть введена в волоконный армирующий материал, после чего комбинация "волокно/добавка (добавки)" наносится на барабан.
Для того, чтобы иметь возможность изготовить замкнутую бесшовную петлю-основу в соответствии с настоящим изобретением, необходимо иметь достаточное количество связующего материала для полного смачивания поверхности волоконного армирующего компонента и добавок. Если это необходимо, дополнительный слой связующего материала может быть наложен после того, как в этот материал будут введены все нужные компоненты. Кроме того, связующего материала должно быть достаточно, чтобы он покрыл поверхности основы и обеспечил относительную гладкость и однородность поверхностей, что уже обсуждалось выше.
Фиг. 9 иллюстрирует альтернативный вариант изготовления замкнутой бесшовной основы в соответствии с настоящим изобретением. Этот процесс похож на тот, что был проиллюстрирован с помощью фиг. 8, но отличается используемой поддерживающей структурой. В этом варианте осуществления процесса применяется конвейерный блок 47. В данном случае иллюстрируется процедура изготовления замкнутой бесшовной петли-основы с использованием термореактивного связующего материала, хотя может быть также использован и термопластичный материал. Основа формируется на рукаве 40 в виде ремня. Предпочтительнее изготавливать рукав 40 из нержавеющей стали. Рукав 40 из нержавеющей стали может иметь силиконовое антиадгезивное покрытие на своей внешней поверхности для упрощения снятия изготовленной замкнутой бесшовной основы. Размер рукава 40 может быть любым. Достаточно типичными параметрами являются следующие: лента толщиной 0,4 мм, шириной 10 см и длиной окружности 61 см. Такой рукав обычно устанавливается на консольной приводной системе 47, которая вращает рукав 40 с любой требуемой скоростью. Приводная система 47 включает в себя два приводных шкива 48 и 49, двигатель 50 и устройство ременной передачи 43.
Процедуры, описанные выше и относящиеся к изготовлению на барабане замкнутой бесшовной петли для ленты с абразивным покрытием, могут быть применены и для изготовления петли на конвейерном блоке 51. К примеру, аналогично способу, проиллюстрированному с помощью фиг. 8, нетканая "паутина" сетка 30 пропитывается жидким органическим связующим материалом 31 с помощью машины 33 с ножевым устройством для нанесения покрытий. Образующийся при этом пропитанный материал, то есть композиция "сетка/жидкое связующее вещество" (30/31), предпочтительно дважды оборачивается вокруг внешней поверхности (периферии) рукава 40, когда последний вращается с помощью приводной системы 47 со скоростью, например, 2 оборота в минуту. Затем единственная армирующая волокнистая прядь 38 наматывается на пропитанную нетканую "паутину" (то есть композицию "сетка/жидкое связующее вещество" (30/31) посредством комбинации уровневого намоточного станка 37 и направляющего устройства 36. Намоточный станок 37 перемещается при этом поперек лицевой стороны приводного шкива 49 в то время, как рукав 40 вращается на приводной системе 47. Рукав 40 обычно вращается со скоростью 50 об/мин. Это позволяет сформировать отчетливый слой из волокнистых армирующих прядей. Плотность намотки составляет 10 прядей на сантиметр ширины. Зазор между прядями при намотке может быть изменен посредством увеличения или снижения скорости вращения рукава, а также увеличения или снижения скорости устройства, направляющего пряди. После отверждения связующего материала рукав может быть снят, а замкнутая бесшовная петля отделяется от него.
Не выходят за рамки настоящего изобретения и альтернативные варианты нанесения клея и абразивного материала. К примеру, может быть приготовлен абразивный шлам, содержащий абразивные зерна, рассеянные в клее. Этот абразивный шлам может быть нанесен на основу целым рядом способов, после чего клей подвергается отверждению.
Абразивный материал может быть нанесен также с использованием предварительно сформированного слоистого материала с абразивным покрытием. Этот слоистый материал представляет собой лист материала с покрытием из абразивных зерен. В качестве этого листа может быть использован кусок материи, полимерной пленки, фибры, бумаги, нетканой "паутинной" структуры (к примеру той, что известна под товарным наименованием "Scotch-Brite"). В альтернативном варианте можно использовать слоистый материал, Этот слоистый материал может быть нанесен на внешнюю поверхность основы, изготовленной в соответствии с настоящим изобретением. Для этого можно использовать: любой из клеев, о которых говорилось выше; термосклеивание; клей, чувствительный к давлению; механические способы скрепления.
Альтернативный вариант осуществления настоящего изобретения позволяет создать изделие, в котором абразивный слой представляет собой замкнутую бесшовную петлю, которая крепится к предварительно сформированному материалу, а последний, в свою очередь, приклеивается на внутреннюю поверхность петли. Данный вариант допускает повторное использование указанного предварительно сформированного материала. Абразивная петля, которая, естественно, изнашивается с течением времени, может быть заменена. В таком варианте осуществления изобретения предварительно сформированный материал может иметь шов, но абразивная петля швов не имеет.
Для изготовления ленты с абразивным покрытием в соответствии с настоящим изобретением петля-основа может быть размещена на двух барабанных роликах, которые соединены с двигателем для обеспечения вращения основы. В альтернативном варианте основа может быть размещена на одном барабанном ролике, соединенном с двигателем для обеспечения вращения основы. Предпочтительно, чтобы этот барабанный ролик был таким же, как и барабан, используемый при изготовлении замкнутой бесшовной петли-основы. По мере того как вращается основа, клеевые слои или абразивный шлам наносятся на нее любым подходящим способом (например, с помощью ножей, обваливанием, распылением, поливом и т. д.). В некоторых ситуациях предпочтительным способом является распыление.
Если абразивный шлам не используется в процессе, то есть абразивный материал накладывается после нанесения первого клеевого слоя, абразивные зерна могут быть нанесены на клеевой слой электростатическим способом. В альтернативном варианте абразивные зерна могут быть нанесены "капельным" способом.
Предпочтительно накладывать второй клеевой слой после того, как будет отвержден (по крайней мере частично) первый клеевой слой. Второй клеевой слой может быть наложен любым подходящим способом (например, обваливанием, распылением, поливом). Второй клеевой слой лучше всего наносить методом распыления. Клеевые слои могут быть отверждены, когда основа еще находится на барабанных роликах. В альтернативном варианте итоговое изделие может быть снято с барабанных роликов до отверждения клеевого слоя (клеевых слоев).
Если среди компонентов основы, изготавливаемой в соответствии с настоящим изобретением, имеется термопластичный материал, то может быть применено инжекционное формование. В альтернативных вариантах могут применяться различные способы для нанесения термопластичного связующего материала на пуансон (барабан). К примеру, к термопластичному материалу может быть добавлен растворитель, обеспечивающий текучесть термопластика. В этих случаях термопластичный связующий материал может быть нанесен любым подходящим способом (распылением, обваливанием, поливом, с помощью ножей и т.д.). Затем термопластичный материал подвергается отверждению посредством сушки, позволяющей избавиться от растворителя. Условия сушки зависят от используемых растворителя и термопластичного материала. Обычно сушка осуществляется в температурном диапазоне 15-200oC, предпочтительнее 30-100oC.
В других вариантах осуществления настоящего изобретения термопластичный материал может нагреваться выше точки размягчения, а еще лучше выше точки плавления, с тем чтобы обеспечивалась его текучесть. Тогда термопластичный связующий материал может быть нанесен на барабан с помощью любого подходящего способа (например распылением, обваливанием, поливом, ножевым способом и т.д.). Затем термопластичный материал отверждается с помощью охлаждения.
В соответствии с третьим способом термопластичный связующий материал может наноситься в твердом или полутвердом состоянии. Такой метод является предпочтительным в некоторых ситуациях. Обычно сегмент термопластичного материала отрезается и накладывается на барабан. Затем на него наносятся волокнистый армирующий материал и все остальные добавки и компоненты. Уже после этого второй сегмент термопластичного материала накладывается поверх волокнистого армирующего материала. Вся структура барабан/термопластичный материал нагревается выше точки размягчения (а еще лучше - выше точки плавления) термопластичного связующего материала с тем, чтобы обеспечивалась текучесть последнего и сплавление всех компонентов основы. После этого термопластичный связующий материал охлаждается и вновь твердеет.
Существуют различные способы инжекционного формования, подходящие для изготовления основы с абразивным покрытием в соответствии с настоящим покрытием. К примеру, армирующие волокна могут смешиваться с термопластичным материалом до выполнения операции инжекционного формования. Это может быть достигнуто смешением волокон и термопластика в нагреваемом экструдере с последующим экструдированием гранул нужного состава.
В случае применения этого способа размер или длина армирующих волокон обычно составляет от 0,5 мм до 50 мм, предпочтительнее - от 1 мм до 25 мм, а еще лучше - от 1,5 мм до 10 мм.
В альтернативных вариантах с тем, чтобы сформировать отчетливый слой армирующего материала, в форму закладывается тканая сетка или "стеганая" сетка из армирующих волокон. Термопластичный материал и любые необходимые компоненты подвергаются операции литья под давлением, что позволяет заполнить все промежутки между армирующими волокнами. В таком варианте настоящего изобретения армирующие волокна могут быть ориентированы в нужном направлении. Кроме того, в качестве армирующего компонента могут быть выбраны непрерывные волокна с длиной, определяемой размером формы.
После того как основа сформирована с помощью литья под давлением, фиксирующее покрытие, абразивные зерна и проклеивающее покрытие наносятся с помощью подходящих для этой цели способов. Таким образом изготавливаются изделия с абразивным покрытием в соответствии с настоящим изобретением. Если применяются варианты, описанные выше, то следует иметь в виду, что форма и размер формы обычно соответствуют необходимым размерам основы изделия с абразивным покрытием.
Эластомерные связующие материалы могут быть отверждены как с помощью отверждающего агента, так и в результате процесса полимеризации или процесса вулканизации. Кроме того, эластомерный связующий материал может подвергаться обработке в сочетании с растворителем с последующей сушкой. В процессе обработки эластомерного материала температура не должна превышать его точки плавления или температур, чреватых деградацией волокнистого армирующего материала. В некоторых вариантах осуществления настоящего изобретения на изготовленную замкнутую бесшовную основу может наслаиваться какой-либо материал (например материя, полимерная пленка, фибра, нетканый материал, волокнистая армирующая сетка, бумага и т.д., а также комбинации перечисленных материалов). Кроме того, в качестве указанного слоистого материала может быть использовано изделие с абразивным покрытием. Такой слоистый материал позволяет в еще большей степени улучшить контроль ленты, ее износостойкость и/или адгезивные свойства. Это позволяет также повысить экономичность и простоту процесса изготовления, прочность конечного изделия, универсальность. Такой слоистый материал может быть наложен либо на внешнюю (то есть шлифующую) поверхность ленты, либо на ее внутреннюю поверхность.
Ниже настоящее изобретение будет проиллюстрировано рядом детализированных примеров.
Количества материалов, наносимых на основу, приводятся в единицах (г/м), хотя в то же время эти количества именуются массами; все пропорции основаны именно на этих массах. В описаниях, которые будут приведены ниже, используются следующие аббревиатуры:
PET1NW - скрепленная центробежным способом полиэфирная нетканая сетка толщиной приблизительно 0,127 мм и массой приблизительно 28 г/м. Она может быть приобретена у фирмы Remay Corporation (Old Hickory, TN) (торговое наименование "Remay").
PET - полиэтилентерефталат.
PVC - поливинилхлорид.
PU - полиуретан.
ER1 - эпоксидная смола на диглицидиловом эфире дифенилолпропана, которая является коммерчески доступным продуктом фирмы Shell Chemical Со. (Houston, TX) и носит торговое наименование "Epon 828".
ECA - полиамидный отверждающий агент для эпоксидной смолы, являющийся коммерчески доступным продуктом фирмы Henkel Corporation (Gulph Mill, PA) и носит торговое наименование "Versamid 125".
ER2 - эпоксидная смола на алифатическом диглицидиловом эфире; материал носит торговое наименование "Epon 871" и может быть приобретен у фирмы Shell Chemical Co. (Houston, TX).
SOL - органический растворитель c торговым наименованием "Aromatic 100"; может быть приобретен у фирмы Worum Chemical Co. (St. Paul, MN).
GEN - амидоаминовая смола c торговым наименованием "Genamid 747"; может быть приобретена у фирмы Henkel Corporation (Gulph Mill, PA).
Примеры конкретного осуществления данного изобретения.
Пример 1.
Этот пример иллюстрирует процесс изготовления основы в виде замкнутой бесшовной петли с использованием термореактивного (самоотверждающегося) связующего материала. Основа формировалась на алюминиевом барабане диаметром 19,4 см и длиной окружности 61 см. Толщина стенки алюминиевого барабана составляла 0,64 см. Он устанавливался на оправке (7,6 см), которая вращалась двигателем постоянного тока (скорость вращения могла выбираться в диапазоне от 1 до 40 об/мин). На поверхность барабана была нанесена полиэфирная пленка с силиконовым покрытием (общая толщина 0,13 мм), которая выполняла функцию антиадгезивного покрытия. Эта пленка не становилась в дальнейшем частью основы. Окончательные размеры готовой петли были следующими: ширина 10 см, длина 61 см.
Нетканая сетка шириной приблизительно 10 см пропитывалась термореактивным связующим материалом с помощью машины с ножевым устройством для нанесения покрытий (зазор был установлен равным 0,3 мм). Полученный пропитанный материал дважды оборачивался вокруг барабана, в то время как последний вращался со скоростью примерно 5 об/мин. Затем одна непрерывная армирующая прядь наматывалась на пропитанную нетканую сетку с помощью системы, включавшей в себя направляющее устройство и уровневый намоточный станок. При этом станок имел возможность перемещения по лицевой поверхности барабана со скоростью 2,5 см/мин. Барабан вращался теперь со скоростью 23 об/мин. Эта операция позволяла получить в основе отчетливый слой волоконных прядей, уложенных с таким зазором, что на сантиметре ширины укладывалось 9 прядей. Величина этого зазора могла быть изменена посредством увеличения или уменьшения скорости вращения барабана или же увеличения или уменьшения скорости направляющего устройства. После этого третий слой (из нетканой сетки, не пропитанной на этот раз связующим материалом) наворачивался на барабан поверх армирующих волоконных прядей. Этот нетканый слой впитывал в себя излишки термореактивного связующего материала. ИК-нагреватели с кварцевыми элементами, находящиеся на расстоянии 20 см от барабана, обеспечивали перевод смолы в состояние геля. На это уходило 10-15 мин, когда температура конструкции поддерживалась равной 94oC.
Пример 2
Этот пример иллюстрирует способ изготовления основы в виде замкнутой бесшовной петли с использованием термопластичного связующего материала. Основа формировалась на том же алюминиевом барабане, что и в примере 1. И в этом случае применялась антиадгезивная полиэфирная пленка с силиконовым покрытием. Образец термопластичного связующего материала толщиной 0,13 мм разрезался на полоски шириной 10 см. Эти термопластичные полоски оборачивались вокруг барабана два раза. Затем один слой нетканой сетки наворачивался на барабан поверх термопластичного связующего материала. После этого армирующая волоконная прядь наматывалась на нетканую сетку так, как это делалось в процедуре 1. Поверх армирующих волоконных прядей накладывалась дополнительная термопластичная полоска. И, наконец, еще один слой полиэфирной пленки с силиконовым покрытием накладывался на барабан поверх термопластичного слоя. И в этом случае пленка не становилась частью основы. Полученная структура вместе с барабаном помещалась в печь, где нагревалась до температуры, при которой термопластичный связующий материал сплавлял вместе нетканую сетку и армирующий компонент. Если используется PVC и PU, такое сплавление происходит при температуре 218oC и продолжается 30 мин. Затем вся структура вместе с барабаном вынималась из печи и охлаждалась, после чего удалялась полиэфирная пленка с силиконовым покрытием.
Пример 3
Этот пример иллюстрирует общую процедуру изготовления ленты с абразивным покрытием.
В каждом случае основа размещалась на узле, составленном из алюминиевого барабана и оправки (так, как было описано в примере 1); скорость вращения барабана составляла 40 об/мин. Фиксирующее покрытие (то есть первый клеевой слой) напылялся пульверизатором на внешнюю поверхность петли-основы. На это напыление уходило от 30 до 40 с. Фиксирующее покрытие состояло из 70% твердых компонентов в растворителе (последний включал в себя 10% "Polysolve" и 90% воды). В данном случае фиксирующее покрытие на 48% состояло из фенолоальдегидного полимера и на 52% из наполнителя из карбоната кальция. Водная смесь "Polysolve" 1984PM включала в себя 15% воды и 85% пропиленгликольмонометилового эфира. Масса клея в фиксирующем покрытии составлял 105 г/м. Затем прошедший термообработку оксид алюминия марки 80 наносился электростатическим способом на фиксирующее покрытие; общая масса оксида алюминия составила 377 г/м. При организации электростатического способа нанесения покрытия барабан служил "землей", а нагревательная пластина размещалась непосредственно под барабаном. Для осуществления указанного процесса абразивные зерна помещались на нагревательную пластину. Барабан с наложенной на него комбинацией основы и фиксирующего покрытия вращался со скоростью 40 об/мин, и минеральный продукт в течение 30 с наносился на структуру основа/фиксирующее покрытие так, чтобы полностью покрыть абразивные зерна. Затем полученное изделие с абразивным покрытием подвергалось термической обработке в печи в течение 90 мин при температуре 88oC. После этого на фиксирующее покрытие наносилось второе, проклеивающее покрытие (так же, как это делалось в случае с фиксирующим покрытием). Влажная масса клея в проклеивающем покрытии составляли 120 г/м. Проклеивающее покрытие (то есть второй клеевой слой) имело тот же состав, что и фиксирующее покрытие. Полученное изделие с абразивным слоем подвергалось термической обработке в течение 90 мин при температуре 88oC, а затем еще одной термообработке - на этот раз при температуре 100oC в течение 10 ч. Перед испытаниями, описанными в следующем разделе, абразивное изделие изгибалось, то есть абразивное покрытие бруска (2,54 см).
Изготовленную ленту испытывали на прессованных плитах. Лента с абразивным покрытием (10 см х 61 см) устанавливалась на ленточном шлифовальном станке. Для данного испытания были взяты мочевиноформальдегидные заготовки с размерами 1,9 см х 9,5 см х 150 см промышленного качества весом 20,4 кг.
Сначала определялась исходная масса пяти таких заготовок. Затем каждая из заготовок устанавливалась в держателе, причем для обработки наружу выступала лицевая поверхность размером 9,5 см. К заготовке прикладывалась нагрузка массой 15,3 кг. Лицевая поверхность размером 9,5 см обрабатывалась абразивным изделием в течение 30 с. После обработки заготовка вновь взвешивалась с целью определения массы удаленного материала. Измерялось общее изменение массы для всех пяти заготовок. Эта последовательность операций повторялась 5 раз для каждой заготовки, и шлифовка продолжалась в общей сложности 12,5 мин. Контрольным образцом в этих испытаниях служило абразивное изделие 3M 761D "Regalite" с матерчатой основой и абразивом, приклеенным с помощью смолы.
Результаты шлифовки приведены в табл. 2.
В этой таблице величина в процентах, характеризующая степень обработки, определялась следующим образом: съем материала, относящийся к определенному образцу, делился на съем материала, обеспечиваемый контрольным образцом, и умножался на 100.
Примеры 4-13
Основы для этой серии примеров были изготовлены в соответствии с примером 1, а абразивные покрытия наносились в соответствии с описанной выше общей процедурой нанесения абразива. В качестве нетканой сетки использовалась PET1NW, термореактивный связующий материал включал в себя 40% ER1, 40% ECA и 20% ER2. Термореактивный связующий материал растворялся в SOL так, что твердые вещества составляли 95% этого раствора. Отношение смолы к нетканой сетке составляло 15:1. В каждом примере использовались различные армирующие волокнистые пряди.
Пример 4
В примере 4 для армирования использовалась полиэфирная многоволокнистая пряжа (1000 денье), производимая Hoechst Celanese (Charlotte, NC) и носящая торговое наименование "T-786". Зазор между прядями в основе был таким, что на каждом сантиметре ширины укладывалось примерно 9 прядей.
Пример 5
В примере 5 в качестве армирующего компонента применялись голые проволочки хрома калибра 28, выпускаемые фирмой Gordon Company (Richmond, IL) и имеющие каталожный номер 1475 (R27510). Зазор между проволоками в основе был таким, что на каждом сантиметре ширины укладывалось примерно 9 проволочек.
Пример 6
В примере 6 в качестве армирующего компонента применялся полиэфирный хлопок с номером 12,5, выпускаемый фирмой West Point Pepperell и имеющий торговое наименование "Т-310", 12.3/1, 100% polyester, Unity Plant Lot 210. Плотность укладки составляла примерно 12 нитей на сантиметр ширины.
Пример 7
В примере 7 для армирования использовалась полиэфирная многоволоконная пряжа (1800 денье), производимая Hoechst Celanese (Charlotte, NC) и носящая торговое наименование "Т-786". Зазор между прядями в основе был таким, что на каждом сантиметре ширины укладывалось примерно 5 прядей.
Пример 8
В примере 8 для армирования использовалась полиэфирная многоволокнистая пряжа (55 денье), производимая Hoechst Celanese (Charlotte, NC) и носящая торговое наименование "Т-786". Зазор между прядями в основе был таким, что на каждом сантиметре ширины укладывалось примерно 43 пряди.
Пример 9
В примере 9 для армирования использовалась полиэфирная многоволонистая пряжа (550 денье), производимая Hoechst Celanese (Charlotte, NC) и носящая торговое наименование "Т-786". Зазор между прядями в основе был таким, что на каждом сантиметре ширины укладывалось примерно 18 прядей.
Пример 10
В примере 10 для армирования использовалась арамидная многоволокнистая пряжа (195 денье), производимая DuPont (Wilmington, DE) и носящая торговое наименование "Kevlar 49". Зазор между прядями в основе был таким, что на каждом сантиметре ширины укладывалось примерно 12 прядей.
Пример 11
В примере 11 для армирования использовалась полипропиленовая многоволокнистая пряжа (250 денье), производимая Amoco Fabric & Fibers Co. (Atlanta, GA) и носящая торговое наименование "1186". Зазор между прядями в основе был таким, что на каждом сантиметре ширины укладывалось примерно 12 прядей.
Пример 12
В примере 12 в качестве армирующего компонента применялась пряжа из полиэфирного хлопка с номером 12.5, выпускаемая фирмой West Point Pepperell и имеющаЯ торговое наименование "Т-680". Плотность укладки составляла примерно 12 нитей на сантиметр ширины.
Пример 13
В примере 13 в качестве армирующего компонента применялся фиберглассовый ровинг с поверхностной плотностью 1800, выпускаемый Manville Corp. (Denver, CO) и имеющий торговое наименование "Star Roving 502, K diameter". Плотность укладки составляла примерно 6 нитей на сантиметр ширины.
Примеры 14-18
Основы для этой серии примеров были изготовлены в соответствии с примером 1, но с некоторыми изменениями. Абразивные покрытия наносились в соответствии с описанной выше общей процедурой нанесения таких покрытий. Термореактивный связующий материал включал в себя 40% ER1, 40% ECA и 20% ER2. Связующий материал растворялся в SOL так, что твердый материал составлял 95% этого раствора. В качестве армирующего компонента применялась многоволокнистого полиэфирная пряжа (1000 денье), выпускаемая Hoechst Celanese (Charlotte, NC) и имеющая торговое наименование "Trevira Т-786". Плотность укладки армирующего компонента составляет 9 нитей на сантиметр. Во всех примерах использовались различные нетканые сетки.
Пример 14
В примере 14 нетканая сетка из полипропилена, "склеенного" центрифужным способом. Толщина сетки составляла примерно 0,2 мм, а ее масса - 43 г/м. Эта сетка выпускается фирмой Remay Inc. (Old Hickory, TN) под торговым наименованием "Typar Style 3121". B этом примере не использовался третий слой нетканой сетки. Отношение термореактивного связующего материала к нетканому материалу составляло 15:1.
Пример 15
В примере 15 нетканая сетка из полиэфира, "склеенного" центрифужным способом. Толщина сетки составляла примерно 0,3 мм, а ее масса - 72 г/м. Эта сетка выпускается фирмой Remay Inc. (Old Hickory, TN) под торговым наименованием "Remay Style 2405". B этом примере не использовался третий слой нетканой сетки. Отношение термореактивного связующего материала к нетканому материалу составляло 10:1.
Пример 16
В примере 16 нетканая сетка из полиэфира, "склеенного" центрифужным способом. Толщина сетки составляла примерно 0,11 мм, а ее масса - 21 г/м. Эта сетка выпускается фирмой Remay Inc. (Old Hickory, TN) под торговым наименованием "Remay Style 2205". Отношение термореактивного связующего материала к нетканому материалу составляло 14:1.
Пример 17
В примере 17 нетканая сетка была выполнена из нетканого материала с арамидной основой. Длина волокон составляла примерно 2,5 см. Толщина нетканой структуры была около 0.1 мм, а вес составлял 9 г/м. Такой материал является коммерческой продукцией фирмы International Paper (Purchase, NY) и имеет торговое наименование "8000032/04118851". Отношение термореактивного связующего материала к нетканому материалу составляло 27:1.
Пример 18
В примере 18 нетканая сетка представляла собой фиберглассовую сетчатую структуру толщиной приблизительно 0,25 мм и массой 42 г/м. Эта сетка является коммерческой продукцией фирмы Fibre Glast Inc. (Dayton, ОН) и имеет торговое наименование "Plast 260". Отношение термореактивного связующего материала к нетканому материалу составляло 10:1.
Примеры 19-23
Основы для этой серии примеров изготавливались в соответствии с примером 1, а абразивные покрытия наносились в соответствии с описанной выше общей процедурой нанесения таких покрытий. В качестве нетканого материала использовался PETINW. В качестве армирующего компонента применялась многоволокнистая полиэфирная пряжа (1000 денье), выпускаемая Hoechst Celanese (Charlotte, NC) и имеющая торговое наименование "Trevira Т-786". Плотность укладки армирующего компонента составляет 9 нитей на сантиметр. Во всех примерах использовались различные термореактивные материалы.
Пример 19
В примере 19 термореактивный связующий материал включал в себя 20% кремнеземного наполнителя, 68% изофталевой полиэфирной смолы (коммерческая продукция Fibre Glast Corp., торговое наименование "Plast #90") и 12% полигликоля (коммерческая продукция Dow Chemical Со. (Midland, MI), торговое наименование "E400"). В этом примере не использовался третий слой нетканого материала. Отношение термореактивного связующего материала к нетканому материалу составляло 15:1.
Пример 20
Термореактивный связующий материал, использованный в примере 20, состоял на 40% из кремнеземного наполнителя, на 30% из ER1 и на 30% из жирной амидоаминовой смолы (коммерческая продукция Henkel Corp. (Gulph Mills, PA), торговое наименование "Genamid 490"). Отношение термореактивного связующего материала к нетканому материалу составляло 15:1.
Пример 21
Термореактивный связующий материал, использованный в примере 21, состоял на 20% из наполнителя из карбоната кальция, на 32% из ERI, на 32% из ECA и на 16% из ER2. Материал растворен в SOL таким образом, что твердое содержимое составляет 95% этого раствора. Отношение термореактивного связующего материала к нетканому материалу равнялось 14:1.
Пример 22
Термореактивный связующий материал, использованный в примере 22, содержал 10% "нарубленного" отрезками длиной 1,5 мм фибергласса (коммерческая продукция Fibre Glast Corp., торговое наименование "Plast #29"), 36% ERI, 36% ECA и 18% ER2. Материал был растворен в SOL таким образом, что твердое содержимое составляло 95%. Отношение термореактивного связующего материала к нетканому материалу равнялось 15:1.
Пример 23
В примере 23 термореактивный связующий материал включал в себя 40% кремнеземного наполнителя, 15% графита, 22,5% жирной амидоаминовой смолы (коммерческая продукция Henkel Corp., торговое наименование "Genamid 490"). В этом примере не использовался третий слой нетканого материала. Отношение термореактивного связующего материала к нетканому материалу составляло 20:1.
Примеры 24-28
Основы для этой серии примеров изготавливались в соответствии с примером 1, а абразивные покрытия наносились в соответствии с описанной выше общей процедурой нанесения таких покрытий. В качестве нетканого материала использовался PET1NW. В качестве армирующего компонента применялась многоволокнистая полиэфирная пряжа (1000 денье), выпускаемая Hoechst Celanese (Charlotte, NC) и имеющая торговое наименование "Trevira Т-786". Во всех примерах использовались различные термопластичные материалы.
Пример 24
Термопластичный материал в примере 24 представлял собой пластифицированную поливинилхлоридную пленку с матовой поверхностью толщиной 0,11 мм (продукция фирмы Plastics Film Corp. of America, Lemont, IL). Плотность укладки армирующего волокна в основе составляла приблизительно 6 нитей на сантиметр. Отношение термопластичного связующего материала к нетканому материалу равнялось 30:1.
Пример 25
Термопластичный материал в примере 25 представлял собой пластифицированную поливинилхлоридную пленку с матовой поверхностью толщиной 0,11 мм (продукция фирмы Plastics Film Corp. of America, Lemont, IL). Плотность укладки армирующего волокна в основе составляла приблизительно 6 нитей на сантиметр. В данном примере нетканый материал не использовался.
Пример 26
Термопластичный материал в примере 26 представлял собой пластифицированную поливинилхлоридную пленку с матовой поверхностью толщиной 0,11 мм (продукция фирмы Plastics Film Corp. of America, Lemont, IL). B данном случае не использовались армирующие волокнистые пряди. Структура основы слегка отличалась от той, что создавалась с помощью примера 11. Основа изготавливалась следующим образом: накладывался один слой термопластичного связующего материала, потом один слой нетканого материала, за которым следовали второй слой термопластичного связующего материала, второй слой нетканого материала и, наконец, третий слой термопластичного связующего материала. Отношение термопластика к нетканому материалу составляло 15:1.
Пример 27
Термопластичный материал в примере 27 представлял собой пластифицированную поливинилхлоридную пленку с матовой поверхностью толщиной 0,11 мм (продукция фирмы Plastics Film Corp. of America, Lemont, IL). B данном случае не использовались армирующие волокнистые пряди. Структура основы слегка отличалась от той, что создавалась с помощью примера 11. Основа изготавливалась следующим образом: накладывалось два слоя термопластичного связующего материала, потом один слой нетканого материала, за которым следовал слой фибергласса для перекрытия шва, и, наконец, третий слой термопластичного связующего материала. Фиберглассовый слой для перекрытия шва следовал с плотностью 1 прядь/см поперек ленты и 2 пряди/см в продольном (по ленте) направлении. В данном случае (St. Catherine's, Ontario, Canada), изготовленная на основе многоволокнистые E-стекла с поверхностной плотностью 645. Отношение термопластика к нетканому материалу составляло 30:1.
Пример 28
Термопластичный связующий материал в примере 28 представлял собой чистую полиуретановую пленку толщиной 0,13 мм, выпускаемую Stevens Elastomeric Corp. (Northampton, MA) под торговым наименованием "HPR625FS". Плотность укладки армирующих волокнистых прядей в основе составляла приблизительно 6 прядей/см. Отношение термопластика к нетканому материалу составляло 30:1.
Примеры 29-38
Основы с абразивными покрытиями, описанные в этих примерах, иллюстрируют различные аспекты настоящего изобретения. Барабан, применявшийся для изготовления основы, был тем же самым, что описывался в примере 1. Абразивные покрытия наносились в соответствии с описанной выше общей процедурой нанесения таких покрытий.
Пример 29
Термореактивный связующий материал содержал 40% ER1, 40% ECA и 20% ER2. Термореактивный связующий материал растворялся в SOL таким образом, чтобы твердое содержимое раствора составляло 95%. Термореактивный связующий материал наносился с помощью ножевой машины (толщина покрытия 0,076 мм) на полиэфирную пленку толщиной 0,051 мм (продукция фирмы ICI Film Corp., Wilmington, DE, торговое наименование "Melinex 475"). Три слоя композита "термореактивный связующий материал/пленка" наворачивались на барабан таким образом, что снаружи оказывался связующий материал. Затем термореактивный материал отверждался при температуре 88oC в течение 30 мин.
Пример 30
Фиберглассовый слой для перекрытия шва (см. пример 27) пропитывался с помощью машины с ножевым устройством для нанесения покрытий термореактивным связующим материалом, описанным в примере 29. Зазор в машине составлял приблизительно 0,25 мм. Два слоя композита "термореактивный связующий материал/фиберглассовый шов" наматывались на барабан. После этого термореактивный связующий материал отверждался в течение 30 мин при температуре 88oC. Отношение термореактивного связующего материала к материалу слоя, перекрывающего шов, составляло 3:1.
Пример 31
Основа для примера 31 подготавливалась таким же образом, что и в примере 1, но со следующими изменениями. Фиберглассовый слой для перекрытия шва (такой же, что и в примере 27) находился между нетканой структурой и армирующими волокнистыми прядями. Поверх слоя армирующих волокнистых прядей слой из нетканого материала не создавался. Отношение термореактивного связующего материала к нетканому материалу равнялось 13:1.
Пример 32
Основа в примере 32 изготавливалась таким же образом, что и в примере 4, но были внесены следующие изменения. Армирующие волокнистые пряди отсутствовали. На барабан было намотано 4 слоя композита термореактивный связующий материал/нетканый материал. Отношение термореактивного связующего материала к нетканому материалу составляло 8:1.
Пример 33
Основа в примере 33 изготавливалась таким же образом, что и в примере 4, но со следующими изменениями. Необработанная бумага наворачивалась на барабан до нанесения на него первого слоя композита термореактивный связующий материал/нетканая структура. Эта бумага (ее масса составляла 70 г/м) в дальнейшем стала частью основы.
Пример 34
Основа в примере 34 делалась таким же образом, что и в примере 4, но были внесены следующие изменения. Полоска шириной 2,54 см композита термореактивный связующий материал/нетканый материал дважды наворачивалась на барабан по спирали, угол которой составлял приблизительно 5o. В данном случае третий слой нетканого материала отсутствовал.
Пример 35
Основа в примере 35 изготавливалась таким же образом, что и в примере 34 с той лишь разницей, что на барабан спирально наматывалась (угол спирали также составлял примерно 5o) полоска шириной 2,54 см композита термопластичный связующий материал/нетканый материал.
Пример 36
Основа изготавливалась таким же образом, что и в примере 4, с той лишь разницей, что отсутствовал третий слой нетканого материала. На внешнюю поверхность барабана наплавлялась полиуретановая пленка толщиной 0,13 мм. Сама пленка и способ ее нанесения были такими же, что и в примере 28. Абразивное покрытие наносилось в соответствии с описанной выше общей процедурой нанесения таких покрытий.
Пример 37
Основа изготавливалась таким же образом, что и в примере 4, с той лишь разницей, что отсутствовал третий слой нетканого материала. Абразив крепился к поверхности основы с помощью акрилатного клея RD 41-4100-1273-0 (PSA), чувствительного к давлению. Этот клей выпускается компанией 3M Company (St. Paul, MN). Масса слоя этого клея составляла 1,6 г/м ("сухая масса). Абразивный слой, приклеивавшийся к основе, представлял собой коммерческую продукцию той же компании 3M Company с торговым наименованием "3M 211K Three-M-ite Elek-tro-cut" (класс 80).
Пример 38
Основа делалась таким же образом, что и в примере 4, с той лишь разницей, что третий слой нетканого материала отсутствовал. Пока связующий материал находился не в твердом состоянии, на основу наклеивался также слой с абразивным покрытием. Абразивный слой, приклеивавшийся к основе, представлял собой коммерческую продукцию компании 3M Company с торговым наименованием "3M 211K Three-M-ite Elek-tro-cut" (класс 80). После этого связующий материал отверждался обычным образом.
Пример 39
Основа изготавливалась тем же способом, что и в примере 4, однако отсутствовал третий слой нетканого материала и использовалась другая связующая смола. В качестве связующего материала применялась отверждаемая УФ-излучением система, составленная на 98% из "Mhoromer 6661-0" (дируэтандиметиацилат). Этот материал является коммерческой продукцией фирмы Rohm Tech Inc. (Maiden, MA). Оставшиеся 2% приходятся на долю "lrgacure 651" (продукция фирмы Ciba-Geigy, Hawthorne, NY). После того как основа была сформирована, она была подвергнута на 20 с с целью отверждения воздействию УФ-излучения интенсивностью 300 Вт/дюйм. После этого абразивное покрытие наносилось в полном соответствии с описанной выше общей процедурой нанесения таких покрытий.
Примеры 40 и 41
Две основы изготавливались таким же образом, что и в примере 4, однако отсутствовал третий слой нетканого материала и использовалась другая связующая смола. В примере 40 была применена только пряжа из непрерывных фиберглассовых нитей, в то время как в примере 41 для создания армирующего слоя использовались два разных вида пряжи. Пряжа из фиберглассовых нитей являлась коммерческой продукцией Owens-Corning Fiberglass Corp. (Toledo, Ohio). B данном случае применялась пряжа ECG 75 0.7Z 1/0 finish 603, N 57B54206 с плотностью 30 нитей/см. Во втором случае (то есть в примере 41) использовались одинаковые количества двух видов пряжи. Одна из них была той же самой, что и в примере 40, а вторая - описанная в примере 4 полиэфирная пряжа с параметром тонкости 1000 денье. В качестве связующей смолы была взята следующая композиция: 37,5% уретановой смолы (известной под торговым наименованием "BL-16" и выпускаемой Uniroyal Chemical Corp.); 12,5% раствора следующего состава: 35% метилендиамина + 65% 1-метокси-2-пропилацетата; 16,5% ER1; 16,5% ER2; 17,0% GEN. Каждая из основ покрывалась обычной фиксирующей фенолоальдегидной смолой с наполнителем из карбоната кальция. Эта смола подвергалась частичному отверждению одним из известных способов. Керамический оксид алюминия класса 120 (коммерческая продукция 3M Company, торговое наименование "Cubitron") преобразовывался в агломерат абразивных частиц. При этом образовывался агломерат со средним размером частиц 750 мкм. Затем этот агломерат наносился на частично отвержденное фиксирующее покрытие одним из подходящих для этой цели способов. После этого наносилось стандартное проклеивающее покрытие из фенолоальдегидной смолы с наполнителем из карбоната кальция и полученная в результате структура подвергалась стандартному отверждению и изгибанию. Испытания на растяжение выполнялись так же, как и для предыдущих образцов. Результаты этих испытаний приведены в табл. 3.
Образцы основ, изготовленных в примерах 40 и 41, изгибались на острых краях, и вновь повторялись испытания на растяжение в рабочем направлении абразивного изделия. Исследовались следующие варианты:
1. Основа складывалась на себе самой до соприкосновения задних поверхностей.
2. Образец сгибался на стержне диаметром 0,32 см.
3. Образец сгибался на стержне диаметром 0,64 см.
4. Образец сгибался на стержне диаметром 1,27 см.
Величины растяжения (кг/см) в рабочем направлении отражены в табл. 1.
РЕЗУЛЬТАТЫ ИСПЫТАНИЙ
Испытания на прессованных плитах
Результаты испытаний на прессованных плитах представлены в табл. 2. Образец считался прошедшим испытание, если основа не порвалась. Разорвался только образец из примера 26, что может быть связано с отсутствием армирующей пряжи в продольном направлении. Полученные результаты свидетельствуют о том, что эффективные абразивные изделия могут быть изготовлены любым из нескольких вариантов осуществления настоящего изобретения.
Процедура испытаний на растяжение и результаты
Из замкнутых бесшовных основ, изготовленных в примерах 4-39, вырезались полоски размером 2,5 см х 1,8 см. Эти полоски вырезались из основ в двух направлениях: в рабочем направлении (MD) и в поперечном направлении (CD) (направление CD перпендикулярно направлению MD).
Эти полоски испытывались в отношении прочности на разрыв с помощью специального испытательного стенда, известного под торговым наименованием "Sintech". Этот стенд позволял измерить усилие, необходимое для разрыва полоски. У стенда имелось два зажима. Каждый из концов полоски фиксировался в зажиме, после чего зажимы начинали расходиться до тех пор, пока полоска не разрывалась. В каждом испытании длина полоски между зажимами составляла 12,7 см, а скорость взаимного удаления зажимов равнялась 0,5 см/с. Помимо усилия, необходимого для разрыва полоски, определялось также растяжение полоски (в процентах) в момент разрыва, причем это делалось как для рабочего, так и поперечного направления образца. Величины в колонке "Растяжение в%" определялось как [(конечная длина минус первоначальная длина)/(первоначальная длина)] х 100. Данные представлены в табл. 3.
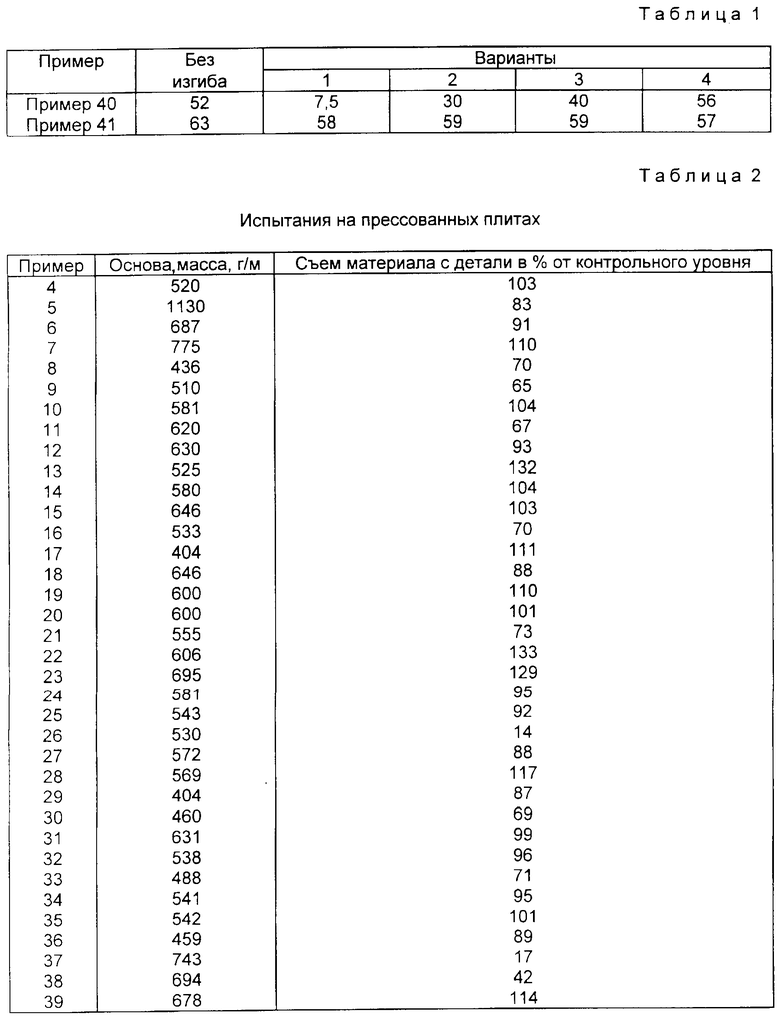


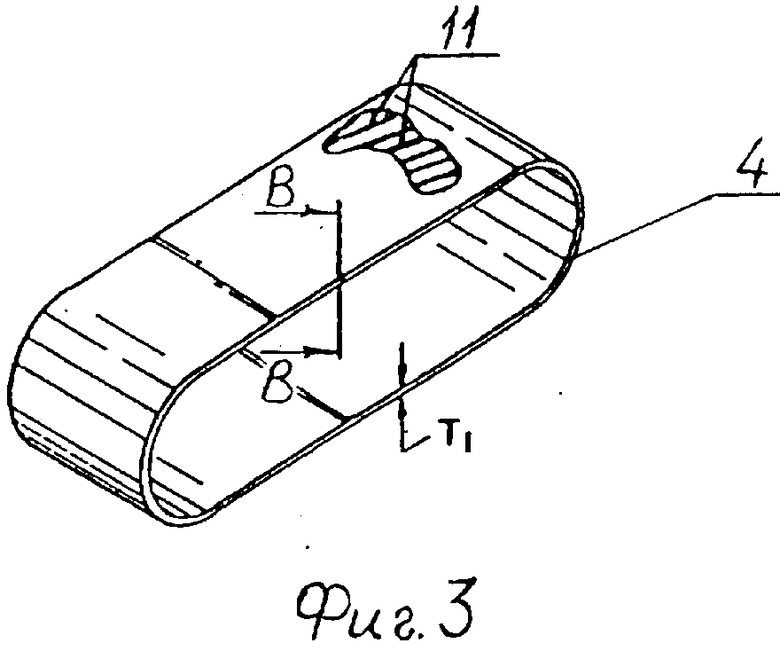
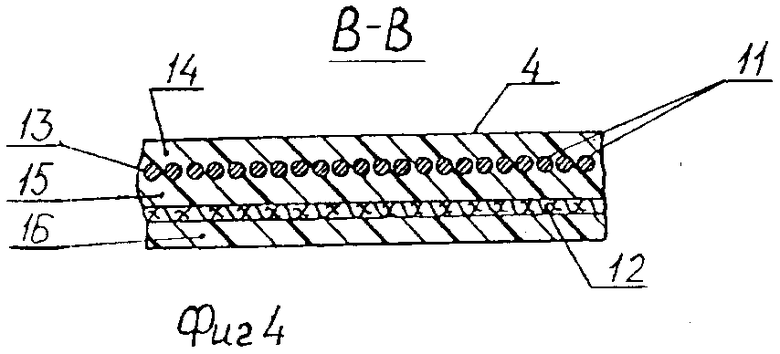
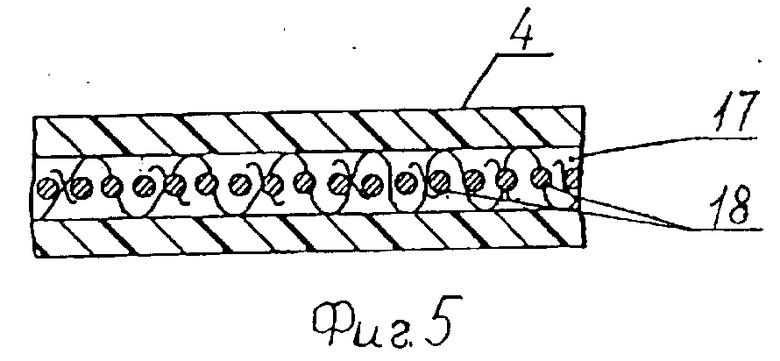
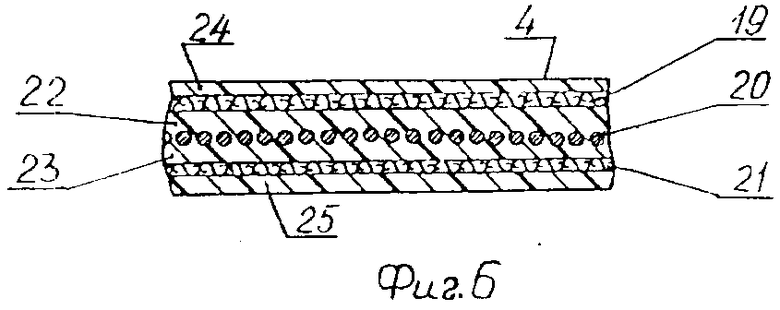
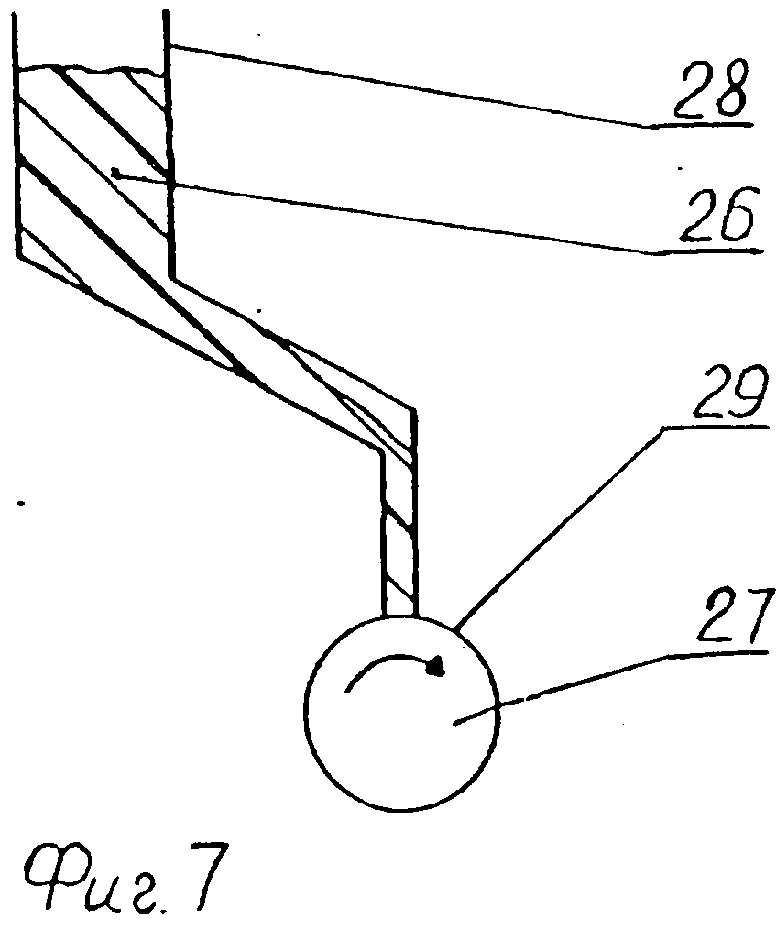
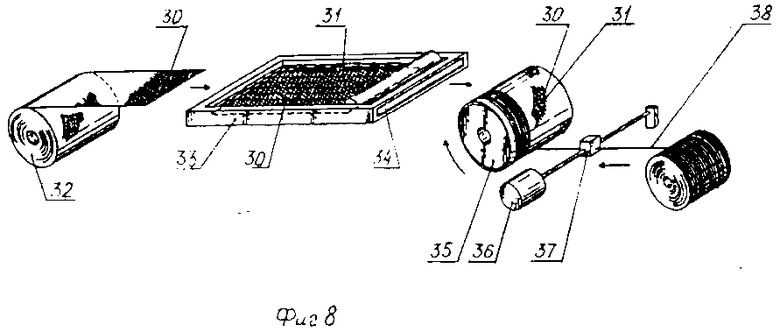
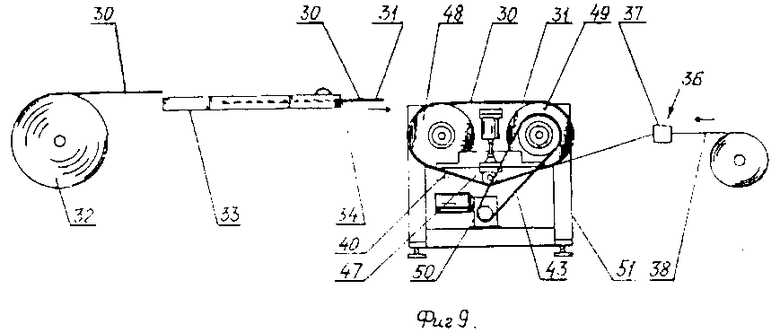
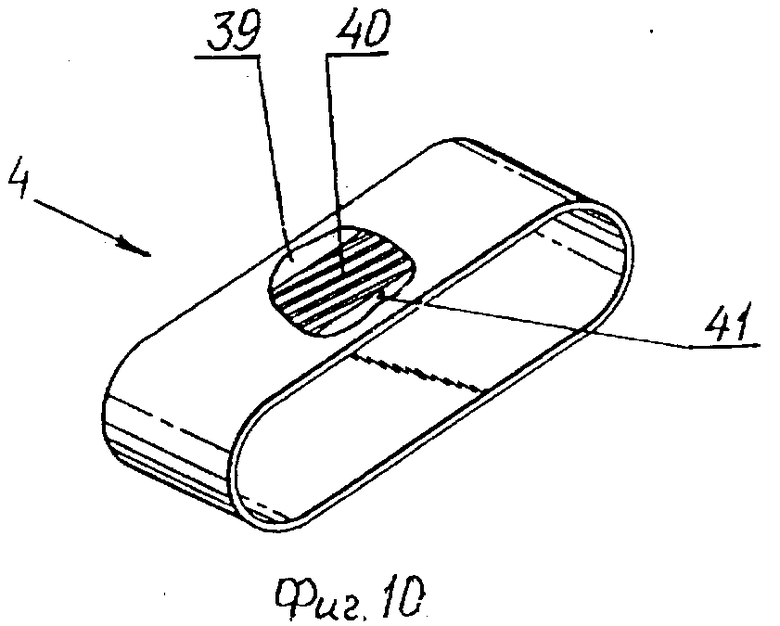
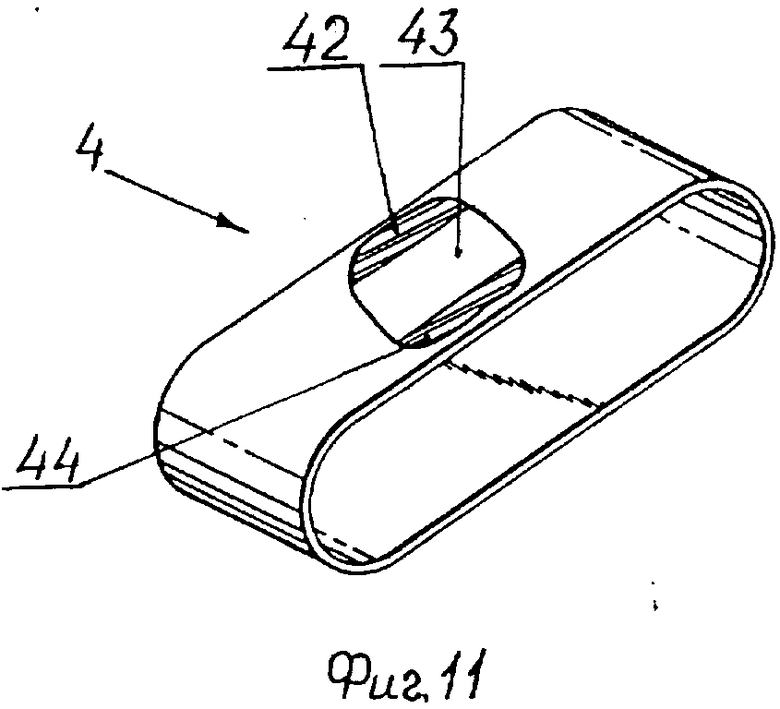
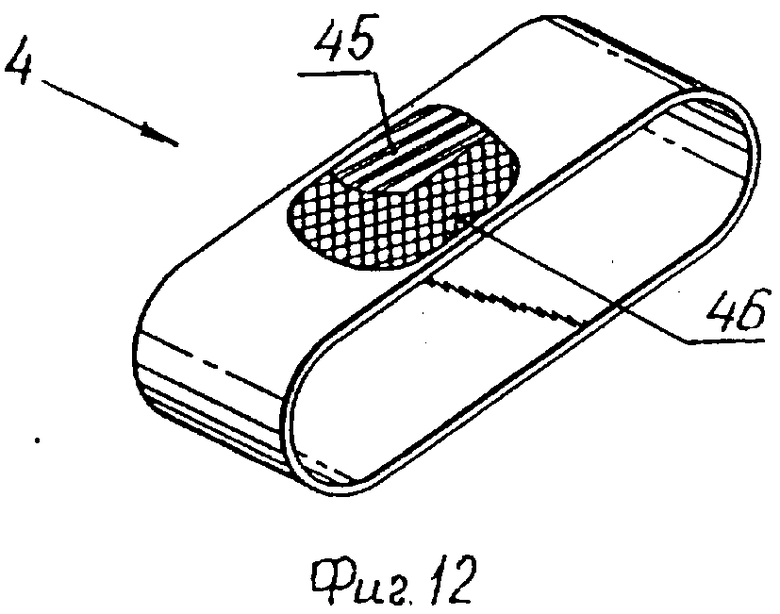
Изобретение относится к областям техники, в которых могут использоваться изделия с абразивными покрытиями. Лента с абразивным покрытием, состоящая из нетканой основы и абразивного покрытия. Основа выполнена в виде гибкой бесшовной петли и содержит органический полимерный связующий материал и волокнистый армирующий материал в количестве 1-60% от массы основы, при этом поверхности, образующие петлю основы, параллельны друг другу по всей ее длине и по крайней мере один слой волокнистый армирующего материала погружен в органический полимерный связующий материал. Основа состоит из непересекающихся слоев волоконного армирующего материала, погруженных в органический полимерный связующий материал. Слой волоконного армирующего материала содержит слой, сформированный из одной непрерывной волоконной пряди, намотанной в виде спирали по длине петли-основы с возможностью продольного растяжения, при этом слой, формируемый из непрерывной волокнистой пряди, намотан витками, следующими под постоянным углом по отношению к параллельным поверхностям петли-основы. 8 з.п. ф-лы, 3 табл., 12 ил.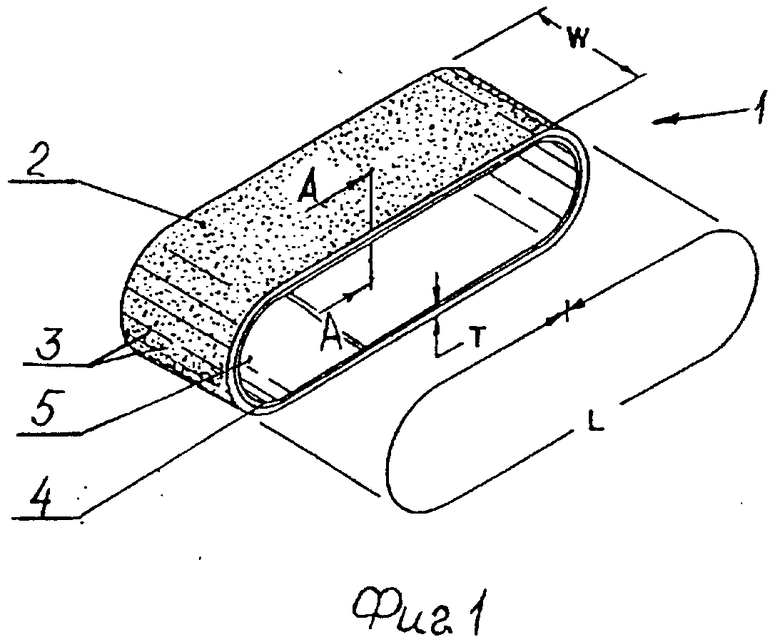
Приоритет по пунктам:
20.12.91 по пп.1 - 7 и 9;
24.07.92 по п.8.
| US, патент, 4588419, кл | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
