Изобретение относится к области композиционных материалов с карбидокремниевой матрицей, предназначенных для работы в условиях окислительной среды при высоких температурах.
Известен способ изготовления изделий из композиционного материала, включающий многократную пропитку пористой заготовки элементоорганическим полимером, чередующуюся с высокотемпературной обработкой (ВТО). В частности, таким способом изготавливают изделия из композиционного материала (КМ) на основе карбидокремниевой матрицы, в котором в качестве элементоорганического полимера используют поликарбосилан [A.M.Цирлин. Непрерывные неорганические волокна для композиционных материалов. М., 1992 г.].
Недостатком его является высокая стоимость изготавливаемых этим способом изделий из-за высокой стоимости элементоорганических соединений и длительного цикла изготовления.
Наиболее близким к предлагаемому по технической сущности и достигаемому эффекту является способ изготовления изделий из КМ, включающий изготовление заготовки из пористого углеродсодержащего материала, армированного термостойкими волокнами, и ее силицирование паро-жидкофазным методом путем нагрева в вакууме или при атмосферном давлении в инертной среде в парах кремния до 1700-1800°C, выдержки в указанном интервале температур, давлений и охлаждения [пат. RU №2458890, 2012 г.]. В соответствии с ним заготовку из пористого углеродсодержащего материала силицируют паро-жидкофазным методом; при этом сперва проводят предварительное силицирование заготовки при температуре 1800-1850°C и остаточном давлении 1-36 мм рт.ст., после чего материал пропитывают коксообразующим связующим, карбонизируют и окончательно силицируют.
Применение данного способа позволяет в какой-то мере снизить стоимость изготавливаемых изделий за счет применения более дешевых исходных материалов и сокращения энерго- и трудозатрат на проведение операций термохимической обработки.
Недостатком способа является длительный цикл изготовления изделия, а также недостаточно высокий ресурс работы в окислительной среде при высоких температурах изготавливаемых этим способом изделий из-за недостаточно высокого содержания в них карбидокремниевой матрицы и частичной деградации свойств армирующих волокон, так как в качестве углеродной основы для силицирования используют армированный волокнами КМ, в частности УУКМ, с плотностью 1,36 г/см3, открытой пористостью 15,1%.
Задачей изобретения является уменьшение цикла изготовления изделий и повышение ресурса их работы в условиях окислительной среды и высоких температур.
Поставленная задача решается за счет того, что в способе изготовления изделий из КМ, включающем изготовление заготовки из пористого углеродсодержащего материала, армированного термостойкими волокнами, и ее силицирование паро-жидкофазным методом путем нагрева в вакууме или при атмосферном давлении в инертной среде в парах кремния до 1700-1850°C, выдержку в указанном интервале температур и давлений и охлаждения, в соответствии с заявленным техническим решением заготовку изготавливают с ультратонкой открыто-пористой структурой, нагрев ее в интервале 1300-1500°C осуществляют при давлении в реакторе не более 36 мм рт.ст. при температуре паров кремния, превышающей температуру заготовки, а нагрев до температуры 1700-1850°C и изотермическую выдержку в указанном интервале температур проводят в вакууме или при атмосферном давлении в инертной среде в отсутствии указанного перепада температур.
В предпочтительном варианте выполнения способа нагрев заготовки в интервале 1300-1500°C осуществляют при температуре паров кремния, превышающей температуру заготовки на 20-150°C; при этом меньшей температуре соответствует больший перепад температур, и наоборот: большей температуре соответствует меньший перепад температур.
Изготовление заготовки с ультратонкой открыто-пористой структурой позволяет существенно уменьшить количество входящего в поры материала кремния до количества, достаточного в основном лишь для карбидизации углеродного ультрадисперсного наполнителя, которым заполнен каркас из термостойких волокон. В то же время создаются условия для сравнительно быстрого заполнения пор кремнием и достаточно высокой степени карбидизации последнего при сравнительно низких температурах, а именно: 1300-1500°C. Осуществление нагрева заготовки в интервале 1300-1500°C при давлении в реакторе не более 36 мм рт.ст. при температуре паров кремния, превышающей температуру заготовки, позволяет (в совокупности с ультратонкой открыто-пористой структурой материала заготовки) обеспечить сравнительно быстрое заполнение пор конденсатом паров кремния и в то же время (благодаря низкой температуре процесса: 1300-1500°C) существенно снизить отрицательное влияние кремния на армирующие волокна (как известно, углеродные волокна под воздействием кремния карбидизуются, а карбидокремниевые волокна частично растворяются в расплаве (конденсате паров) кремния с потерей прочностных характеристик). Сравнительно быстрое заполнение пор кремнием при 1300-1500°C обусловлено тем, что при наличии перепада температур с большей температурой у паров кремния создаются условия для капиллярной конденсации (конденсации непосредственно в порах материала), а она характеризуется сравнительно высокой скоростью массопереноса кремния в поры материала.
При температурах менее 1300°C возникает вероятность поверхностного силицирования из-за возрастания вязкости конденсата паров кремния.
При температуре заготовки более 1500°C возрастает отрицательное влияние конденсата паров кремния на армирующие волокна, а именно возрастает степень карбидизации углеродных волокон и растворимость карбидокремниевых волокон в жидком кремнии. Кроме того, возрастает скорость конденсации паров кремния, что в какой-то момент времени приводит к частичной блокировке устьев пор и невозможности дальнейшего введения кремния в поры материала. При температуре заготовки 1300°C и перепаде температур менее 150°C снижается скорость конденсации паров кремния и тем резче, чем меньше перепад температур, что приводит к необоснованному удлинению процесса силицирования.
При температуре заготовки 1300°C и перепаде температур более 150°C возрастает скорость конденсации паров кремния и тем резче, чем больше перепад температур, что приводит к увеличению вероятности блокировки устьев пор и невозможности дальнейшего введения кремния в поры материала.
При температуре заготовки 1500°C и перепаде температур более 20°C конденсация паров кремния настолько быстро протекает, что это вызывает частичную блокировку устьев пор и, как следствие, ведет к снижению степени силицирования.
При давлении в реакторе более 36 мм рт.ст. наряду с процессом капиллярной конденсации паров кремния будет протекать процесс конденсации их в объеме реактора. В результате образующийся в объеме реактора конденсат паров кремния будет частично оседать на поверхности заготовки и из-за низкой температуры на ней будет происходить поверхностное, а не объемное, силицирование.
Проведение нагрева с 1300-1500°C до температуры 1700-1850°C и изотермической выдержки в указанном интервале температур в вакууме или при атмосферном давлении в инертной среде позволяет завершить карбидизацию кремния и структурирование образовавшейся карбидокремниевой матрицы.
Проведение нагрева заготовки до температуры ниже 1700°C приводит к незавершению указанных выше процессов.
Проведение нагрева заготовки до температуры выше 1850°C приводит к диссоциации карбида кремния.
Проведения нагрева с 1300-1500°C до 1700-1800°C и изотермической выдержки в указанном интервале температур в отсутствии указанного выше перепада температур позволяют исключить интенсивную конденсацию паров кремния на поверхности заготовки (в этот период поры материала заготовки уже заполнены кремнием и поэтому пары кремния конденсируются на поверхности), которая (конденсация паров кремния) может вызывать размывание материала.
В новой совокупности существенных признаков у объекта изобретения появляется новое свойство: возможность получения КМ с карбидокремниевой, а не углерод-карбидокремниевой матрицей, за один цикл силицирования и при этом осуществить введение кремния в поры материала заготовки при сравнительно низких температурах, что, в свою очередь, позволяет не допустить деградации свойств армирующих волокон, а значит, повысить окислительную стойкость КМ при сохранении его высокой прочности.
Благодаря новому свойству решается поставленная задача, а именно уменьшается цикл изготовления изделий из КМ и повышается ресурс их работы в условиях окислительной среды и высоких температур.
Изготовление изделий из КМ заявляемым способом осуществляют следующим образом.
Одним из известных способов изготавливают заготовку из армированного термостойкими волокнами пористого углеродсодержащего материала, имеющего ультратонкую открыто-пористую структуру. Изготавливают заготовку, например, путем пропитки волокнистого каркаса суспензией из мелко- и/или ультрадисперсных частиц углерода или путем зауглероживания каркаса с использованием газофазного метода (аналогично тому, как получают углеродные нановолокна и нанотрубки).
Затем заготовку силицируют паро-жидкофазным методом, в соответствии с определением которого массоперенос кремния в поры материала осуществляется путем пропитки конденсатом паров кремния. Причем силицирование заготовки проводят следующим образом.
Нагрев заготовки в интервале 1300-1500°C осуществляют при давлении в реакторе не более 36 мм рт.ст. при температуре паров кремния, превышающей температуру заготовки. Предпочтительным является нагрев при перепаде температур 20-150°C; при этом меньшей температуре соответствует больший перепад температур, а большей температуре - меньший перепад температур. Дальнейший нагрев до температуры 1700-1850°C и изотермическую выдержку в указанном интервале температур проводят в вакууме или при атмосферном давлении в инертной среде в отсутствии указанного перепада температур.
Ниже приведены примеры конкретного выполнения способа.
Пример 1
Из углеродной ткани марки ТМП-4 изготовили каркас ткане-выкладочно-прошивной структуры в форме пластины размером (100×200×4) мм. Особенностью структуры ткани ТМП-4 является наличие на углеродных волокнах пироуглеродного покрытия. Каркас пропитали суспензией на основе частиц сажи (технического углерода) и 1%-го раствора поливинилового спирта (ПВС) в воде с добавкой в раствор небольшого количества поверхностно-активного вещества (ПАВ). Пропитку каркаса суспензией осуществили в специальном устройстве, обеспечивающем прохождение суспензии по толщине каркаса под воздействием приложенного (с противоположной от суспензии поверхности каркаса) вакуума и наложением ультразвука на суспензию. Тем самым получили заготовку из армированного термостойкими волокнами (а именно углеродными волокнами) пористого углеродсодержащего материала, который благодаря заполнению крупных пор волокнистого каркаса мелко- и/или ультрадисперсным наполнителем имел ультратонкую открыто-пористую структуру. Об этом свидетельствовали результаты микроструктурных исследований и определения открытой пористости эталонным методом. Полученный материал имел поры размером не более 5 мкм, а его открытая пористость составила 76,9%. Затем заготовку и тигли с кремнием установили в реторту, причем тигли с кремнием расположили на дне реторты, а над ними заготовки. Процесс силицирования заготовки проводили в специально разработанной установке, в которой был предусмотрен дополнительный подогрев тиглей, расположенных на дне реторты, специальным нагревателем, снабженным автономным источником питания.
Силицирование заготовки провели паро-жидкофазным методом по следующему режиму.
Произвели нагрев заготовки и тиглей с кремнием основными нагревателями установки до температуры 1300°C в вакууме (при давлении в реторте - 3 мм рт.ст.). После этого осуществили подогрев тиглей с кремнием до температуры 1400°C путем включения дополнительного нагревателя и продолжили нагрев заготовки до 1400°C. В то же время на тиглях с кремнием поддерживали температуру на 100°C выше, чем на заготовке. После достижения заготовкой температуры 1400°C произвели изотермическую выдержку при 1400°C в течение 12 часов при температуре на тиглях с кремнием 1500°C. В период нагрева заготовки с 1300°C до 1400°C и изотермической выдержки при 1400°C в окрестности заготовки возникало состояние пересыщенных паров кремния. Это приводило к конденсации паров кремния непосредственно в порах материала заготовки (то есть к капиллярной конденсации). Параллельно с массопереносом (доставкой) кремния в поры материала происходила его частичная карбидизация за счет взаимодействия с углеродным ультрадисперсным наполнителем.
После окончания изотермической выдержки при 1400°C отключили нагрев дополнительного нагревателя, служащего для подогрева тиглей с кремнием. Через некоторое время перепад температур между парами кремния и заготовкой исчез. После этого продолжили нагрев до температуры 1750°C при давлении в реакторе 3 мм рт.ст.(то есть в вакууме) в отсутствии перепада температур. Затем произвели изотермическую выдержку при 1750-1850°C в течение 1 часа (также в отсутствии указанного перепада температур).
Это позволило исключить на этой стадии интенсивную конденсацию паров кремния и исключить тем самым размывание материала (об этом свидельствовали результаты визуального осмотра изделий из КМ).
После окончания изотермической выдержки при 1750-1800°C заготовку охладили и извлекли из реторты.
В результате получили пластину из КМ на основе карбидокремниевой матрицы и термостойких углеродных волокон. Материал имел кажущуюся плотность 1,74 г/см3 и открытую пористость 0,6%.
Для исследования компонентного состава и пикнометрической плотности материала образцы из него размололи на шаровой мельнице в порошок. Сопоставление пикнометрической плотности с результатами расчета его истинной плотности (определенной по правилу смесей на основе результатов компонентного состава) свидетельствует о практически полном отсутствии карбидизации углеродных волокон.
Пример 2
Изготовили пластину из КМ аналогично примеру 1 с тем отличием, что каркас изготовили из высокомодульной ткани марки УТ-900, на волокнах которой отсутствовало пироуглеродное покрытие. В результате получили пластину из КМ с кажущейся плотностью 1,90 г/см2 и открытой пористостью 5,3%. Результаты вычисления компонентного состава, проведенного аналогично примеру 1, свидетельствуют о незначительной карбидизации углеродных волокон.
Пример 3
Изготовили пластину из КМ аналогично примеру 1 с тем отличием, что каркас сформировали из высокомодульной ткани на основе волокон из карбида кремния. В результате получили пластину из КМ с кажущейся плотностью 2. 2 г/см3, открытой пористостью 1,1%.
Результаты исследования поверхности карбидокремниевых волокон методом электронной микроскопии свидетельствуют об отсутствии разъедания поверхности волокон под воздействием конденсата паров кремния.
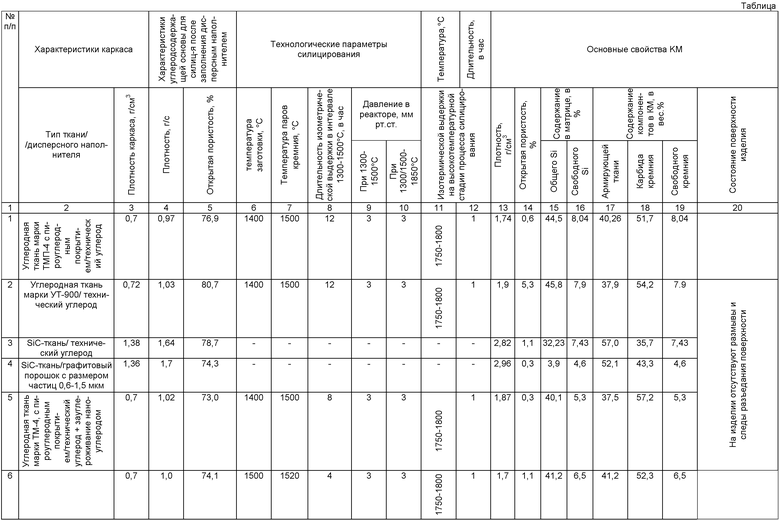
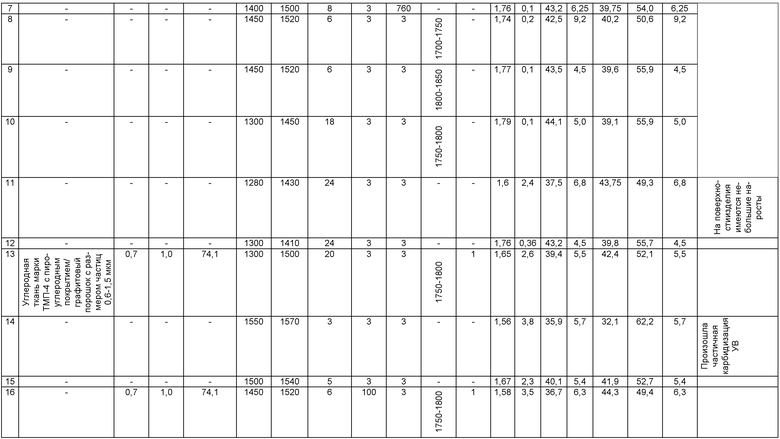
Остальные примеры конкретного выполнения способа, а также примеры 1-3, но в менее подробном изложении, приведены в таблице, где примеры 1-10 полностью соответствуют предлагаемому способу и оптимальным значениям величины перепада температур, примеры 11, 13, 14, 16 - с отклонением от него, в частности, при наличии перепада температур в период нагрева с 1500°C до 1700-1800°C (пример 17), а также с пределами ниже нижних и выше верхних из заявляемых пределов по температуре (примеры 11, 14), по величине давления в реакторе в интервале 1300-1500°C (пример 16). А также пример 13, с отклонением от оптимальных значений перепада температур и примеры 12, 15 - с отклонением от рекомендуемой зависимости величины перепада температур от температуры заготовки.
Здесь же приведен пример изготовления изделий из КМ в соответствии со способом-прототипом (пример 18).
На основе анализа таблицы можно сделать следующие выводы:
1. Изготовление изделий из КМ в полном соответствии с предлагаемым способом (примеры 1-10, 12, 15) позволяет в сравнении с прототипом (пример 17) повысить содержание в нем карбида кремния и уменьшить цикл производства. При этом изготовление их с отклонением от рекомендуемой зависимости величины перепада температур от температуры заготовки приводит к некоторому снижению содержания карбида кремния в КМ (примеры 12,15).
2. Изготовление изделий из КМ с отклонением от заданных значений температуры (1300-1500°C) приводит либо к образованию наростов на изделии (пример 11), либо - к частичной деградации свойств армирующего наполнителя (пример 14).
3. Проведение силицирования при нагреве с 1500°C до 1750-1800°C с отклонением от заявляемого способа, а именно при перепаде температур, приводит к получению изделий, имеющих на поверхности следы размывов и разъеданий КМ (пример 17).
4. Изготовление изделий из КМ с отклонением от заданных значений давления в реакторе в интервале температур 1300-1500°C (задано не более 36 мм рт.ст.) приводит к снижению содержания как общего кремния, так и карбида кремния (пример 16).
5. Изготовление изделий из КМ в соответствии со способом-прототипом приводит к снижению содержания SiC в КМ (пример 18).

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ УГЛЕРОД-КАРБИДОКРЕМНИЕВОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2014 |
|
RU2561096C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2014 |
|
RU2555715C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ УГЛЕРОД-КАРБИДОКРЕМНИЕВОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2014 |
|
RU2561101C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГЕРМЕТИЧНЫХ ИЗДЕЛИЙ ИЗ УГЛЕРОД-КАРБИДОКРЕМНИЕВОГО МАТЕРИАЛА | 2014 |
|
RU2568670C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ КЕРАМОМАТРИЧНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2013 |
|
RU2546216C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ КЕРАМОМАТРИЧНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2014 |
|
RU2559245C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ НА ОСНОВЕ МАТРИЦЫ ИЗ КАРБИДОВ МЕТАЛЛОВ, ПОЛУЧАЕМОЙ С ПРИМЕНЕНИЕМ СПОСОБА РЕГУЛИРУЕМОГО ВВЕДЕНИЯ МЕТАЛЛА В ПОРЫ УГЛЕРОДСОДЕРЖАЩЕГО МАТЕРИАЛА ЗАГОТОВКИ | 2012 |
|
RU2543243C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ КЕРАМОМАТРИЧНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2013 |
|
RU2544206C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГЕРМЕТИЧНЫХ ИЗДЕЛИЙ ИЗ УГЛЕРОД-КАРБИДОКРЕМНИЕВЫХ МАТЕРИАЛОВ | 2012 |
|
RU2543242C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ КЕРАМОМАТРИЧНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2014 |
|
RU2573495C1 |
Изобретение относится к области композиционных материалов с карбидокремниевой матрицей, предназначенных для работы в условиях окислительной среды при высоких температурах. Способ включает изготовление заготовки из пористого углеродсодержащего материала, армированного термостойкими волокнами, и ее силицирование паро-жидкофазным методом. Материал заготовки имеет ультратонкую открыто-пористую структуру, полученную путем пропитки волокнистого каркаса суспензией сажи в 1%-ном растворе ПВС. Нагрев заготовки в интервале 1300-1500°C осуществляют при давлении в реакторе не более 36 мм рт.ст. при температуре паров кремния, превышающей температуру заготовки, а нагрев до конечной температуры 1700-1850°C и изотермическую выдержку в указанном интервале температур проводят в вакууме или при атмосферном давлении в инертной среде в отсутствии указанного перепада температур. При нагреве заготовки в интервале 1300-1500°C температура паров кремния превышает температуру заготовки на 20-150°С, при этом меньшей температуре соответствует больший перепад температур, и наоборот. Технический результат изобретения - повышение ресурса работы изделий за счет увеличения содержания в нем карбида кремния и уменьшение цикла производства. 1 з.п. ф-лы, 1 табл., 3 пр.
1. Способ изготовления изделий из композиционного материала, включающий изготовление заготовки из пористого углеродсодержащего материала, армированного термостойкими волокнами, и ее силицирование паро-жидкофазным методом путем нагрева в вакууме или при атмосферном давлении в инертной среде в парах кремния до 1700-1850°C, выдержки в указанном интервале температур и давлений и охлаждения, отличающийся тем, что заготовку изготавливают из материала с ультратонкой открыто-пористой структурой, нагрев ее в интервале 1300-1500°C осуществляют при давлении в реакторе не более 36 мм рт.ст. при температуре паров кремния, превышающей температуру заготовки, а нагрев до температуры 1700-1850°C и изотермическую выдержку в указанном интервале температур проводят в вакууме или при атмосферном давлении в инертной среде в отсутствии указанного перепада температур.
2. Способ по п.1, отличающийся тем, что нагрев заготовки в интервале 1300-1500°C осуществляют при температуре паров кремния, превышающей температуру заготовки на 20-150°С; при этом меньшей температуре соответствует больший перепад температур, и наоборот: большей температуре - меньший перепад температур.
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ УГЛЕРОД-КАРБИДОКРЕМНИЕВОГО МАТЕРИАЛА | 2011 |
|
RU2458890C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ УГЛЕРОД-КАРБИДОКРЕМНИЕВОГО МАТЕРИАЛА | 2011 |
|
RU2458889C1 |
| RU 2011133078 A, 10.02.2013 | |||
| АРМИРОВАННЫЙ ВОЛОКНОМ КОМПОЗИЦИОННЫЙ КЕРАМИЧЕСКИЙ МАТЕРИАЛ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1998 |
|
RU2184715C2 |
| US 5855955 A, 05.01.1999 | |||
| СПОСОБ ПРОИЗВОДСТВА ВАФЕЛЬ С КОФЕЙНЫМ АРОМАТОМ (ВАРИАНТЫ) | 2010 |
|
RU2431326C1 |

