ОПИСАНИЕ
Изобретение относится к устройству для обнаружения дефектов в полимерной ткани из моноаксиально вытянутых полимерных, в частности полиолефиновых, предпочтительно полипропиленовых полосок, покрытой при необходимости с одной или с двух сторон термопластическим полимером, в частности, полиолефином, причем для контроля неравномерностей, характерных для дефектных участков полимерной ткани, предусмотрены камера наблюдения для получения снимков полимерной ткани, а также блок оценки, регистрирующий отснятые камерой наблюдения снимки неравномерностей в ткацком рисунке полимерной ткани и подающий при обнаружении неравномерностей в ткацком рисунке ткани, указывающих на дефектный участок полимерной ткани, сигнал ошибки, управляющий, например, мигающим светом или звуковым сигналом или передающийся в устройство управления станком более высокого уровня. Кроме того, предусматривается система наблюдения для контроля дефектных мест полимерной ткани, а также варианты способа маркировки дефектных мест или соответственно контроля дефектных мест полимерной ткани.
Многие порошкообразные или сыпучие потребительские товары в настоящее время расфасовываются в мешки из полимерной ткани, укладываются и транспортируются в них. Существенно, чтобы используемые полимерные мешки отвечали требованиям качества, соответствующим цели использования.
Полимерные мешки для упаковки пылевидных материалов, как, например, цемент, в целях предотвращения загрязнений или пылевыделения в процессе наполнения, хранения, а также транспортировки и тем самым для внесения также вклада в защиту окружающей среды должны быть выполнены достаточно прочными и пыленепроницаемыми. Кроме того, полимерные мешки для упаковки сыпучих химикатов должны также соответствовать дополнительным строгим требованиям техники безопасности, а также требованиям в отношении стойкости используемого материала к влиянию метеорологических условий.
Поэтому все более важным становится обеспечение качества еще при изготовлении полимерной ткани, из которой изготавливаются, например, полимерные мешки.
Из WO 2008/116653 А1 известны меры по обеспечению качества в процессе фасовки мешков, при котором пылевидный или гранулированный сыпучий материал расфасовывается по полимерным мешкам. В этом процессе расфасовки внимание уделяется мерам, предотвращающим пылевыделения во время наполнения. Кроме того, принимаются меры, которые должны помешать тому, чтобы в результате быстрого наполнения первоначальный уровень наполнения материала в полимерных мешках был выше, чем во время последующего хранения. Если размер упаковки полимерных мешков выбран для содержимого слишком большим или если из-за быстрого наполнения плотность засыпки слишком мала, в результате чего наполненные мешки имеют недостаточно устойчивую форму, то их надежное хранение, например, на поддонах невозможно. Следствием падения наполненных полимерных мешков или рассыпания сыпучих материалов могут быть несчастные случаи на производстве или загрязнения. В качестве контрмеры для увеличения плотности засыпки пылевидных сыпучих материалов предлагается особенно медленный, дозированный процесс наполнения полимерных мешков.
Недостатком этого процесса наполнения мешков является то, что все меры по обеспечению качества предусматриваются только с началом процесса наполнения полимерного мешка. В этом процессе наполнения допускается или предусматривается возможность того, что во время процесса наполнения вследствие дефекта материала мешок может лопнуть или что полимерные мешки могут утратить герметичность. В качестве решения предлагаются меры исключительно для своевременного обнаружения такого аварийного случая, чтобы, например, вовремя отключить наполнительное устройство.
Контроль качества материала наполняемых полимерных мешков еще до наполнения или предпочтительнее еще во время изготовления полимерной ткани в данном случае вообще не затрагивается.
Из WO 2005/035862 А1 известен способ обработки сигналов, получаемых в результате сканирования текстильных поверхностей. Из этих сигналов получают значения предварительно выбранных параметров, причем для значений параметров задаются предельные значения, служащие для определения дефектов. В зависимости от характера обнаруженных дефектов устройство может, например подать сигнал тревоги или остановить привод.
WO 2005/085813 А1 относится к устройству контроля подвижного полотнища ткани на ткацком станке, причем однострочный датчик для сканирования полотнища ткани установлен вдоль его ширины. При этом сигнал однострочного датчика, например, оптоэлектронного однострочного CCD (ПЗС) датчика, преобразуется электронной схемой в конфигурируемый выходной сигнал, вызывающий операцию. Такой выходной сигнал служит для того, чтобы вызвать, например, отключение привода полотнища ткани или инициировать подачу оптического или акустического сигнала тревоги.
Из DE 43 12 452 А1 известен способ оптического определения параметров, определяющих качество текстильных поверхностей с помощью отображающих датчиков. Для этого текстильная поверхность регистрируется однострочной камерой, а цифровой снимок анализируется затем на предмет однородности, ориентации, а также количества петель и столбиков или основ и утков периодически структурированного ткацкого или трикотажного изделия.
DE 33 04 817 А1 раскрывает способ автоматического обнаружения дефектов в текстильных тканях с использованием фильтрации изображения для увеличения контраста между общей текстурой исследуемой ткани, воспринимаемой как нормальная, и локальными отклонениями, воспринимаемыми как дефектные. С этой целью используются по меньшей мере два объемных фильтра для преобразования изображения, настроенных на обнаружение элементов с прямолинейными контурами. При этом сигналы ошибки, полученные в результате фильтрации изображения, записываются и анализируются последовательно подключенным процессором.
Во все большей степени изготовители или торговцы упаковочными полимерными мешками сталкиваются с той проблемой, что эксплуатационники автоматических установок для фасовки во время выборочного контроля при поступлении товара обнаруживают дефектный мешок, вследствие чего они вынуждены заявлять рекламацию и возвращать поставщикам обратно весь поддон или всю партию, состоящую из сотни или тысячи полимерных мешков. Причиняемый этим экономический ущерб огромен.
Первые попытки отдельных производителей мешков своевременно обнаружить дефектные места в материале еще во время изготовления полимерной ткани и пометить их цветной маркировкой от руки ни в коей мере не отработаны. У быстродвижущихся, современных обрабатывающих станков, на которых скорость перемещения полимерной ткани достигает до 300 м/мин, непрерывный, чисто визуальный контроль наличия дефектных мест со стороны обслуживающего персонала практически невозможен. Поэтому цветная маркировка дефектного места, например, на плоском полотнище, которое на последующих этапах обработки при изготовлении мешков снова формируется в тканевый рукав или закрывается, позднее может оказаться на внутренней стороне этого тканевого рукава и таким образом при последующем оптическом контроле качества остаться незамеченной.
То же самое относится к цветным маркировкам, которые в большинстве случаев также не могут быть вновь распознаны, если тканевые полотнища впоследствии запечатываются. Кроме того, по требованию клиента следует различать, какие по размеру дефектные места необходимо выбраковывать. Обширные или удлиненные дефектные места, появляющиеся на протяжении нескольких погонных метров участка полимерной ткани, замечаются обслуживающим персоналом скорее, чем небольшие дефектные места. До настоящего времени неизвестна надежная система контроля для обнаружения дефектного участка полимерной ткани, чувствительность которой в отношении обнаружения дефектных мест, предпочтительно регулируется по требованию клиента, и которая маркирует все возникающие дефектные места, а по завершении одного или нескольких этапов обработки полимерной ткани их снова обнаруживает.
Таким образом, задачей настоящего изобретения являются устранение недостатков, известных из уровня техники, и создание устройства для обнаружения дефектных мест полимерной ткани. Другой задачей изобретения является создание системы наблюдения для контроля дефектных мест с использованием такого устройства для обнаружения дефектных мест.
Согласно изобретению эта задача решается благодаря устройству для обнаружения дефектных мест с помощью признаков, указанных в отличительной части пункта 1 формулы изобретения. Особенно предпочтительные и усовершенствованные варианты выполнения изобретения являются предметом зависимых пунктов формулы изобретения.
Устройство согласно изобретению для обнаружения дефектов в полимерной ткани из вытянутых по одной оси полимерных, в частности полиолефиновых, предпочтительно полипропиленовых полосок, покрытой при необходимости с одной или с двух сторон термопластичным полимером, в частности, полиолефином, содержит для контроля неправильностей, характерных для дефектных участков полимерной ткани, камеру наблюдения для получения снимков полимерной ткани, а также блок оценки, который на основе снимков, сделанных камерой наблюдения, регистрирует нерегулярности в ткацком рисунке полимерной ткани и при обнаружении неравномерностей в ткацком рисунке, указывающих на дефектный участок полимерной ткани, подает сигнал ошибки. Сигнал ошибки управляет, например, мигающим светом или звуковым сигналом или передается в устройство управления станком более высокого уровня.
По требованию клиента при подаче сигнала ошибки возможны также комбинации, например, акустического предупредительного сигнала и передачи сигнала в устройство управления станком более высокого уровня.
Предпочтительным образом, устройство для обнаружения дефектов ткани снабжено пользовательским интерфейсом (User-Interface) для регулировки чувствительности обнаружения дефектных мест блоком оценки, которая позволяет пользователю в индивидуальном порядке определять выбор участков полимерной ткани, квалифицируемых как дефектные.
Благодаря возможности индивидуальной установки чувствительности по желанию клиента в зависимости от цели дальнейшего использования полимерной ткани могут выполняться самые разные требования, предъявляемые к качеству.
Для закрепления меток на полимерной ткани в устройстве для обнаружения дефектов ткани согласно изобретению целесообразно предусмотрено устройство для нанесения меток, причем устройство для нанесения меток с целью закрепления на дефектном участке по меньшей мере одной метки прямо или косвенно управляется сигналом ошибки.
В частности, в случае быстродействующего производственного оборудования для получения полимерных тканей предпочтительно, если устройство для нанесения меток, управляемое, например, сигналом ошибки с устройства управления станком более высокого уровня, автоматически стационарно маркирует дефектные места с помощью меток.
В одном из целесообразных вариантов выполнения устройства для обнаружения дефектов ткани согласно изобретению в зависимости от длины дефектного участка полимерной ткани устройством для нанесения меток на таком дефектном участке с равными интервалами вдоль дефектного участка крепятся несколько меток, предпочтительно одна метка в начале и одна в конце дефектного участка, в частности, несколько меток.
В свою очередь, в зависимости от пожеланий клиента или в зависимости от последующего конечного продукта, изготавливаемого из полимерной ткани, целесообразным может оказаться закрепление нескольких меток вдоль дефектного участка. Если, например, из ткани изготавливаются полимерные мешки для упаковки химикатов, которые не должны иметь никаких дефектов ткани, то для гарантированного предотвращения использования дефектного тканевого материала при изготовлении полимерного мешка может быть необходимым нанести первую метку уже на участке, равном длине одного мешка, до начала участка, признанного дефектным, для маркировки данного участка. То же самое относится и к концу участка, признанного дефектным, где в зависимости от требования к качеству также может быть необходимым в качестве дополнительной гарантии на участке, равном длине одного или нескольких мешков, снабдить меткой ткань, изготовленную уже снова бездефектной. В случае удлиненных дефектных мест, если, например, полоски полимерного материала на несколько погонных метров наслаиваются друг на друга перекрученным образом, то для выполнения строжайших стандартов качества может быть необходимо закрепить вдоль дефектного места полимерной ткани с равными интервалами множество меток и таким образом маркировать весь этот участок. Тем самым гарантированно добиваются того, чтобы также по завершении нескольких этапов производства, в ходе которых сплошное полотнище ткани было, например, разрезано по своей длине на одинаковые короткие участки, дефектное место после этого все еще оставалось заметным и могло быть изъято из производства.
В одном из предпочтительных усовершенствованных вариантов изобретения предусмотрено устройство для идентификации маркированных с помощью меток дефектных мест на полимерной ткани, содержащее датчик меток для регистрации положения меток на полимерной ткани и вычислительное устройство, идентифицирующее дефектные участки полимерной ткани на основе положений меток, зарегистрированных датчиком меток.
Предпочтительно устройство для идентификации дефектов ткани согласно изобретению содержит отбраковочную станцию, отделяющую дефектные участки полимерной ткани, идентифицированные вычислительным устройством.
В одном из целесообразных вариантов выполнения устройства для идентификации дефектов ткани согласно изобретению датчик меток работает на основе индукции и таким образом регистрирует метки, снабженные электропроводящим слоем.
Такие метки, снабженные электропроводящим слоем, дают гарантию регистрации меток индуктивным датчиком меток даже в том случае, если они были напечатаны уже вместе с полимерной тканью или если они по завершении нескольких этапов изготовления, в ходе которых полимерная ткань, например, складывалась в виде мешков, оказывались на нижней или внутренней стороне сложенного мешка.
Предпочтительно датчик меток устройства для идентификации дефектов ткани согласно изобретению регистрирует метки с многослойной структурой, содержащие полимерный несущий слой, электропроводящий слой, нанесенный на полимерный несущий слой, а также клеящий слой, предпочтительно акриловый клей на дисперсной основе.
Предпочтительно датчиком меток регистрируются такие метки, толщина полимерного несущего слоя которых составляет 120-50 мкм, а толщина электропроводящего слоя - менее 0,1 мкм.
Такие метки с помощью металлоискателей, обычно предусматриваемых там для контроля материала на входе станков для вторичного использования полимеров, не регистрируются. При этом не происходит оказания отрицательного влияния на качество вторичного полимерного материала из-за незначительной доли составных частей меток. Кроме того, для маркировки дефектного участка ткани достаточно меток предпочтительно очень малых размеров.
В одном из вариантов устройства для идентификации дефектов ткани согласно изобретению датчик меток выполнен в качестве оптического датчика меток, регистрирующего метки из светонепроницаемого материала, например из светонепроницаемого полимера.
При этом следует учесть, что выбирается такой оптический датчик меток, у которого длина волны излучаемого света не поглощается или только частично поглощается материалом полимерной ткани. Сильная экстинкция излучаемого света, которая может быть вызвана материалом полимерной ткани или, например, уже нанесенной на ткань печатной краской, приводит к тому, что метки регистрируются оптическим датчиком меток с недостаточной надежностью.
Особенно предпочтительно, чтобы при использовании полимерных меток на полимерную ткань не было нанесено никаких примесных веществ. Таким образом, при последующем вторичном использовании полимерных отходов не происходит оказания отрицательного влияния на качество материала.
В одном из усовершенствованных вариантов предусмотрена система наблюдения для контроля дефектных мест полимерной ткани из вытянутых по одной оси полимерных, в частности полиолефиновых, предпочтительно полипропиленовых полосок, покрытой при необходимости с одной или с двух сторон термопластичным полимером, в частности полиолефином, которая содержит устройство для обнаружения дефектов ткани и устройство для идентификации дефектных мест ткани.
С помощью такой системы наблюдения согласно изобретению для контроля дефектов можно полностью контролировать комплексный, многоступенчатый процесс изготовления, например изготовление сложенных полимерных мешков из полимерной ткани. Устройство для обнаружения дефектов ткани обнаруживает дефектный участок полимерной ткани, например, непосредственно после изготовления ткани и сразу же маркирует его метками. Затем может проводиться множество других этапов изготовления, необходимых, например, для изготовления мешков из полимерной ткани. Устройство для идентификации дефектов ткани на одном из последующих этапов изготовления идентифицирует соответственно помеченное дефектное место, и на отбраковочной станции оно отделяется от текущего изготовления.
Вместо собственно отбраковочной станции возможно также, чтобы дефектные участки полимерной ткани отделялись обслуживающим персоналом из текущего изготовления вручную. Для этого, как только дефектное место будет идентифицировано, устройство для идентификации дефектов ткани подает, например, предупредительный сигнал.
Способ обнаружения дефектных мест согласно изобретению, предпочтительно непрерывно движущейся полимерной ткани, характеризуется следующими производственными этапами:
- осмотр полимерной ткани,
- регистрация нерегулярностей в ткацком рисунке полимерной ткани,
- закрепление на дефектном участке полимерной ткани при зарегистрированных нерегулярностях в ткацком рисунке, указывающих на дефектный участок полимерной ткани, по меньшей мере одной метки.
Способ контроля дефектных мест полимерной ткани согласно изобретению, в частности, отличающийся согласно способу маркировки дефектных мест, характеризуется следующими этапами изготовления:
- обнаружение меток на полимерной ткани,
- идентификация дефектных участков полимерной ткани на основе положений обнаруженных меток, а также
- отделение участков, идентифицированных как дефектные, либо вручную, либо с помощью отбраковочной станции, управляемой вычислительным устройством.
Последовательность этапов производства процесса маркировки дефектных мест и следующих за ними этапов производства процесса контроля дефектных мест обеспечивает производственный контроль за всем процессом изготовления полимерной ткани.
Другие признаки изобретения вытекают из последующего описания примеров выполнения со ссылкой на чертежи.
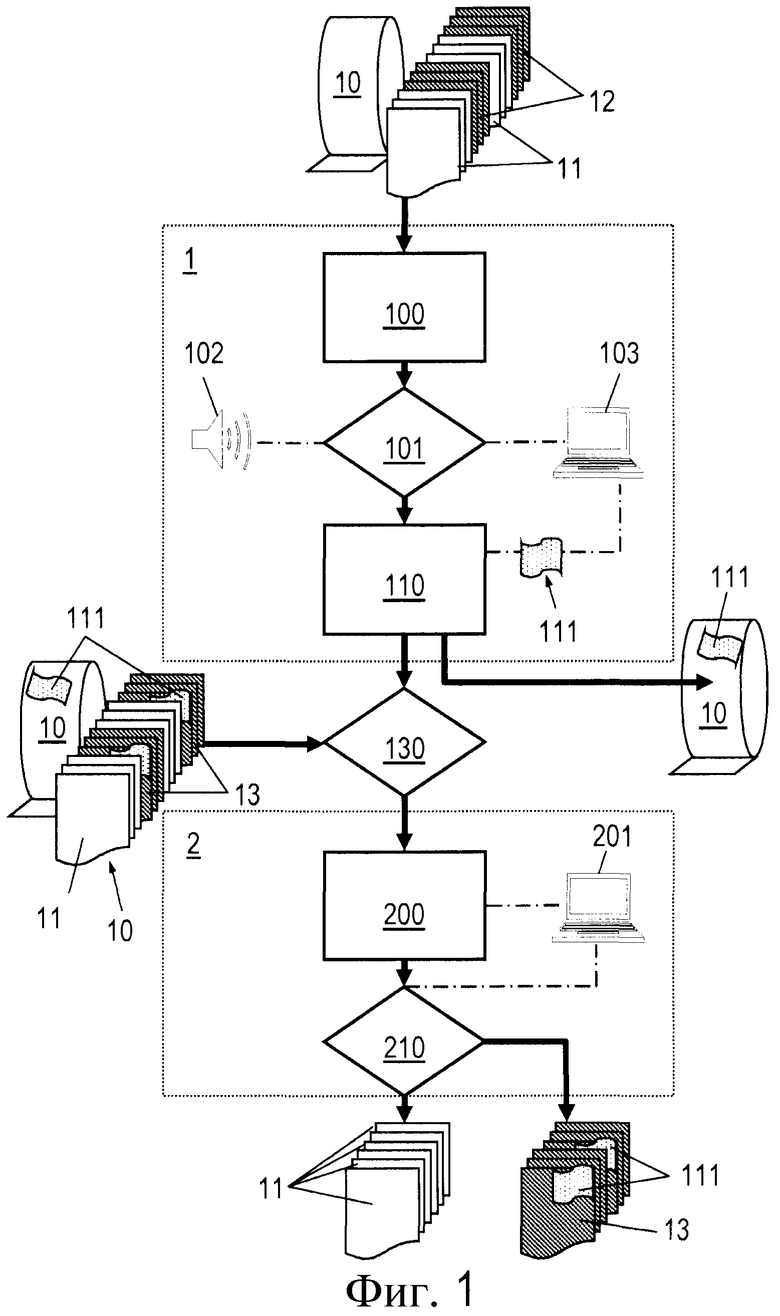
Фиг.1 изображает схему реализации системы наблюдения для контроля дефектных мест полимерной ткани согласно изобретению.
В зависимости от соответствующих требований клиента и от требований к продукту понятие полимерной ткани включает в себя любую возможную форму изготовления и хранения полимерной ткани как, например, в форме рулонного изделия, так и в штабелях из уложенных друг на друга слоями отдельных участков полимерной ткани.
Устройство 1 для обнаружения дефектов ткани системы наблюдения регистрирует дефектный участок 12 полимерной ткани 10 посредством камеры 100 наблюдения и блока 101 оценки.
Для этого камера 100 наблюдения постоянно делает снимки, предпочтительно непрерывно движущегося полотнища полимерной ткани 10 и посылает эти снимки в блок 101 оценки. Нерегулярности в ткацком рисунке полимерной ткани 10, вызванные разрывом полоски или многократным наслоением полосок друг на друга, регистрируются как дефектные участки 12 блоком 101 оценки, формирующим вслед за этим сигнал 102 ошибки, которым может быть, например, мигающий свет, звуковой или сопоставимый с ним предупредительный сигнал. Кроме того, сигнал 102 ошибки может поступить также в устройство 103 управления станком, которое после этого включает, например, устройство 110 для нанесения меток, после чего устройство 110 для нанесения меток закрепляет на дефектном участке 12 для его последующей идентификации метку 111.
В целях регулирования возможна также комбинированная подача в устройство 103 управления станком более высокого уровня акустического и/или оптического предупредительного сигнала и одновременной передачи сигнала 102 ошибки.
Дефектные участки 13 полимерной ткани 10, снабженные таким образом одной или при необходимости несколькими соответствующими метками 111, в ходе продолжения производственного процесса можно легко отличить от бездефектных участков 11 полимерной ткани 10. Таким образом, полимерную ткань 10, снабженную метками 111, можно, например, сдать на хранение, а позднее снова включить в дальнейший процесс 130 изготовления. Дальнейший процесс 130 изготовления может охватывать один или несколько этапов обработки, в частности печатание, наслаивание, формирование и/или формирование полимерной ткани в виде рукава.
Маркированная ткань 10, у которой дефектные участки 13, уже снабженные метками 111, легко идентифицируются, после прохождения одного или нескольких этапов дальнейшего процесса 130 изготовления, например, после печатания или раскроя полимерной ткани 10, регистрируется датчиком 200 меток устройства 2 для идентификации дефектов ткани. Датчик 200 меток, работающий, например, на основе индукции, обнаруживает метки 111, снабженные электропроводящим слоем, в их положении на полимерной ткани 10. Вычислительное устройство 201, подсоединенное к датчику 200 меток, на основе положений меток, определенных датчиком 200 меток, идентифицирует дефектные участки 13 полимерной ткани, отделяемые на отбраковочной станции 210 из текущего производства. Таким образом для последующей обработки полимерной ткани поступают бездефектные участки 11.
В порядке альтернативы варианта выполнения, применяющего датчик 200 меток, работающего на основе индукции, может быть использован также оптический датчик меток. При этом могут использоваться также метки 111, которые хотя и являются светонепроницаемыми, однако изготовлены без электропроводящего слоя.
По требованию клиента в системе наблюдения для контроля дефектных мест полимерной ткани могут быть использованы и другие целесообразные варианты выполнения датчиков меток.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО И СПОСОБ КОНТРОЛЯ ДЕФЕКТОВ ЛЕНТОЧНОГО МАТЕРИАЛА НА ПРОИЗВОДСТВЕННЫХ ЛИНИЯХ | 2019 |
|
RU2757557C1 |
| СПОСОБ ПОДГОТОВКИ И ОБСЛУЖИВАНИЯ ТРАНСПОРТНЫХ СРЕДСТВ | 2011 |
|
RU2549140C2 |
| СПОСОБ РАСКРОЯ ТОЛСТОЛИСТОВОГО РАСКАТА НА ГОТОВЫЕ ЛИСТЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2579715C1 |
| СИСТЕМА И СПОСОБ ДЛЯ ИЗГОТОВЛЕНИЯ УПАКОВОЧНОГО СЛОИСТОГО ПЛАСТИКА И УПАКОВКИ, ВЫПОЛНЕННЫЕ ИЗ УПАКОВОЧНОГО СЛОИСТОГО ПЛАСТИКА | 2006 |
|
RU2394733C2 |
| Оптически проницаемая метка для маркировки драгоценных камней | 2019 |
|
RU2719611C1 |
| СПОСОБ КОМПЛЕКТАЦИИ ЖЕЛЕЗНОДОРОЖНОГО КОЛЕСА СРЕДСТВАМИ АВТОМАТИЧЕСКОЙ РАДИОЧАСТОТНОЙ ИДЕНТИФИКАЦИИ | 2015 |
|
RU2606410C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОТСЛЕЖИВАНИЯ ДЕФЕКТОВ ПОЛОСОВЫХ МАТЕРИАЛОВ | 2014 |
|
RU2631895C2 |
| ТЕРМОГРАФИЧЕСКИЙ СПОСОБ КОНТРОЛЯ ОБЪЕКТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2017 |
|
RU2659617C1 |
| СПОСОБ МАРКИРОВКИ И СПОСОБ ОБРАБОТКИ МАССИВНЫХ И МНОГОСЛОЙНЫХ СПЛОШНЫХ ПЛИТ ПОСРЕДСТВОМ RFID, А ТАКЖЕ СООТВЕТСТВУЮЩЕЕ УСТРОЙСТВО | 2010 |
|
RU2532146C2 |
| СПОСОБ И СИСТЕМА ДЛЯ УПРАВЛЕНИЯ МЯСНЫМИ ПРОДУКТАМИ | 2002 |
|
RU2301433C2 |
(57) Изобретения относятся к способу маркировки и контроля дефектных мест полимерной ткани, а также к системе наблюдения для контроля дефектных мест. Способ маркировки и контроля дефектных мест полимерной ткани, предпочтительно непрерывно движущейся полимерной ткани (10), включающий в себя следующие этапы: осуществляют наблюдение за полимерной тканью, регистрируют нерегулярности в ткацком рисунке полимерной ткани, с помощью которых идентифицируют дефектный участок полимерной ткани, закрепляют на дефектном участке полимерной ткани по меньшей мере одну метку, обнаруживают по меньшей мере одну метку на дефектном участке полимерной ткани при зарегистрированных нерегулярностях, идентифицируют дефектные участки полимерной ткани на основе положений обнаруженных меток и отделяют участки, идентифицированные как дефектные, либо вручную, либо с помощью отбраковочной станции, управляемой вычислительным устройством. Технический результат заявленных решений заключается в улучшении качества маркировки и контроля дефектов полимерной ткани. 2 н. и 13 з.п. ф-лы, 1 ил.
1. Способ маркировки и контроля дефектных мест полимерной ткани (10), предпочтительно непрерывно движущейся полимерной ткани (10), из моноаксиально вытянутых полимерных, в частности полиолефиновых, предпочтительно полипропиленовых полосок, покрытой при необходимости с одной или с двух сторон термопластичным полимером, в частности полиолефином, предпочтительно во время многоэтапного процесса изготовления, например изготовления сложенных полимерных мешков из полимерной ткани, включающий в себя следующие этапы:
- осуществляют наблюдение за полимерной тканью (10),
- регистрируют нерегулярности в ткацком рисунке полимерной ткани (10), с помощью которых идентифицируют дефектный участок (12) полимерной ткани (10),
отличающийся тем, что
- закрепляют на дефектном участке (12) полимерной ткани (10) по меньшей мере одну метку (111),
- обнаруживают по меньшей мере одну метку (111) на дефектном участке (12) полимерной ткани (10) при зарегистрированных нерегулярностях,
- идентифицируют дефектные участки (13) полимерной ткани (10) на основе положений обнаруженных меток и
- отделяют участки (13), идентифицированные как дефектные, либо вручную, либо с помощью отбраковочной станции (210), управляемой вычислительным устройством (201).
2. Способ по п.1, отличающийся тем, что после закрепления по меньшей мере одной метки (111) осуществляют один или несколько этапов обработки, в частности печатание, наслаивание, формирование, формирование в виде рукава и/или разрезание полимерной ткани.
3. Способ по п.1 или 2, отличающийся тем, что осуществляют наблюдение за полимерной тканью (10) с помощью камеры (100).
4. Способ по п.1, отличающийся тем, что закрепляют метки (111) на полимерной ткани (10) посредством устройства (110) для нанесения меток.
5. Способ по п.1, отличающийся тем, что осуществляют идентификацию дефектных участков (13) полимерной ткани (10) на основе положений меток, зарегистрированных датчиком (200) меток.
6. Способ по п.5, отличающийся тем, что метки (111) снабжены электропроводящим слоем, причем датчик (200) меток работает на основе индукции и регистрирует электропроводящий слой меток (111).
7. Способ по п.6, отличающийся тем, что посредством датчика (200) меток регистрируют метки (111) с многослойной структурой, содержащие полимерный несущий слой, предпочтительно из полиэтилена, электропроводящий слой, нанесенный на полимерный несущий слой, а также клеящий слой, предпочтительно акриловый клей на дисперсной основе.
8. Способ по п.5 или 7, отличающийся тем, что метки (111) содержат светонепроницаемый материал, предпочтительно светонепроницаемый полимер, причем датчик (200) меток является оптическим датчиком меток, регистрирующим метки (111) из светонепроницаемого материала.
9. Система наблюдения для контроля дефектных мест полимерной ткани (10) из моноаксиально вытянутых полимерных, в частности, полиолефиновых, предпочтительно полипропиленовых полосок, покрытой при необходимости с одной или с двух сторон термопластичным полимером, в частности полиолефином, предпочтительно в многоэтапном процессе изготовления, например изготовления сложенных полимерных мешков из полимерной ткани, содержащая устройство (1) для обнаружения дефектов ткани для контроля неравномерностей, характерных для дефектных участков (12) полимерной ткани (10), камеру (100) наблюдения для съемки изображений полимерной ткани (10) и блок (101) оценки, регистрирующий отснятые камерой (100) наблюдения изображения неравномерностей в ткацком рисунке полимерной ткани (10) и подающий при обнаружении неравномерностей в ткацком рисунке, указывающих на дефектный участок (12) полимерной ткани (10), сигнал ошибки (102), управляющий, например, мигающим светом или звуковым сигналом или передающийся в устройство (103) управления станком более высокого уровня,
отличающаяся тем, что
устройство (1) для обнаружения дефектов ткани содержит устройство (110) для нанесения меток для закрепления меток (111) на дефектном участке (12) на полимерной ткани (10), причем устройство (110) для нанесения меток прямо или косвенно управляется сигналом (102) ошибки для закрепления на дефектном участке (12) по меньшей мере одной метки (111),
причем предусмотрено устройство (2) для идентификации дефектов ткани, содержащее датчик (200) меток для регистрации положения меток на полимерной ткани и вычислительное устройство (201), идентифицирующее дефектные участки (13) полимерной ткани (10) на основе положений меток, зарегистрированных датчиком (200) меток.
10. Система наблюдения по п.9, отличающаяся тем, что устройство (1) для обнаружения дефектов ткани содержит пользовательский интерфейс (User-Interface) для регулировки чувствительности обнаружения дефектных мест в блоке (101) оценки, который позволяет пользователю в индивидуальном порядке определять выбор участков (12) полимерной ткани (10), идентифицируемых как дефектные.
11. Система наблюдения по п.9 или 10, отличающаяся тем, что в зависимости от длины дефектного участка (12) полимерной ткани (10) устройство (110) для нанесения меток на этом участке (12) с равными интервалами вдоль дефектного участка (12) закрепляет несколько меток (111), предпочтительно соответственно одну метку в начале и одну в конце дефектного участка (12), в частности, несколько меток (111).
12. Система наблюдения по п.9, отличающаяся тем, что устройство (2) для идентификации дефектов ткани содержит отбраковочную станцию (210), отделяющую дефектные участки (13) полимерной ткани, идентифицированные вычислительным устройством (201).
13. Система наблюдения по п.9, отличающаяся тем, что датчик (200) меток работает на основе индукции и тем самым регистрирует метки (111), снабженные электропроводящим слоем.
14. Система наблюдения по п.9, отличающаяся тем, что датчик (200) меток регистрирует метки (111) с многослойной структурой, содержащие полимерный несущий слой, предпочтительно из полиэтилена, электропроводящий слой, нанесенный на полимерный несущий слой, а также клеящий слой, предпочтительно акриловый клей на дисперсной основе.
15. Система наблюдения по п.14, отличающаяся тем, что датчик (200) меток является оптическим датчиком меток, регистрирующим метки (111) из светонепроницаемого материала, предпочтительно из светонепроницаемого полимера.

