Область техники
Изобретение относится к устройству для устранения дефектов ленточного материала на производственных линиях. В частности, устройство относится к выявлению дефектных участков ленты/ленточного материала и отбраковке дефектных кусков до того, как они поступят в последующие процессы производственной линии, такие как изготовление мешков.
Уровень техники
Многие порошкообразные или сыпучие потребительские товары сегодня расфасовываются, хранятся и транспортируются в мешках, сделанных из ленточного материала, такого как пластиковый тканый или нетканый материал. Важно, чтобы используемые мешки из ленточного материала отвечали требованиям качества для соответствующей цели использования.
Мешки из ленточного материала для упаковки сыпучих материалов, таких как, например, цемент, должны быть достаточно прочными и пыленепроницаемыми для того, чтобы предотвратить загрязнение или выход частиц в процессе наполнения, хранения, а также транспортировки и, следовательно, это также способствуют защите окружающей среды. Мешки из ленточного материала для упаковки сыпучих химикатов, кроме того, должны отвечать строгим требованиям с точки зрения безопасности труда, а также требованиям, касающимся устойчивости используемого материала к погодным воздействиям.
Ленточный материал может иметь различные дефекты по всей своей длине. Дефекты могут включать дефекты плетения, отверстия или дефекты поверхности, неровные края покрытия, слипание концов полотна, дефекты печати или другие подобные дефекты. Некоторые дефекты могут носить косметический характер, однако некоторые другие могут нарушить целостность и прочность полотна/ленточного материала или повлиять на другие его желательные свойства, такие как герметичность, делая в конечном итоге его непригодным для цели, для которой он был создан. Последующая обработка дефектного полотна/ленточного материала приводит к изготовлению дефектных мешков, которые необходимо отбраковывать. Что еще хуже, если такие дефектные мешки не будут отбракованы, они могут быть заполнены товаром, что приведет к потере товара.
Производители и продавцы упаковочных мешков из ленточного материала, соответственно, все чаще сталкиваются с проблемой, заключающейся в том, что операторы автоматических установок для расфасовки обнаруживают дефектный мешок случайным образом в ходе проверки приходящих товаров, так что полный контейнер или емкость в размере сотен или тысяч пластиковых мешков должен быть восстановлен, и поставщик должен будет забрать его обратно. Экономический ущерб от этого значителен.
Из-за быстродействия обрабатывающих машин, которые могут достигать скорости перемещения ленты до 300 м/мин, полный и исключительно визуальный контроль на предмет дефектов со стороны обслуживающего персонала практически невозможен.
В уровне техники доступны решения для обнаружения дефектов в ленточном материале, некоторые из них приведены ниже.
WO 2005/085813 A1 относится к устройству для контроля движущейся ленты на текстильной машине, в котором линейный датчик выполнен с возможностью сканирования ленточного материала по его ширине. Сигнал линейного датчика, например оптоэлектрического линейного ПЗС датчика, затем преобразуется электронной схемой в настраиваемый пусковой сигнал, который запускает операцию. Такой пусковой сигнал подходит для запуска, например, выключения приводного устройства для ленты или включения оптической или акустической сигнализации.
Из DE 4312452 A1 известен способ оптического определения параметров качества поверхности текстильного изделия с помощью датчиков изображения. Таким образом, поверхность текстильного изделия распознается линейной камерой в разрезе, а цифровое изображение впоследствии анализируется на предмет однородности, ориентации, а также количества ячеек сетки и переплетений структуры или поперечных и основных нитей ткани, соответственно, структурированной ленты или трикотажного изделия.
В DE 3304817 А1 раскрыт способ автоматического обнаружения дефектов в ленте текстильного материала с использованием фильтрации изображений для увеличения контраста между общей текстурой, которая считается нормальной для исследуемого текстиля, и локальными отклонениями, которые считаются дефектными. Поэтому для преобразования изображения используются как минимум два пространственных фильтра, которые настроены на выявление линейных элементов контура. Таким образом, сигналы ошибок, полученные с помощью фильтрации цифрового изображения, сохраняются и анализируются процессором далее.
Один из традиционных подходов некоторых производителей мешков состоящий в том, чтобы обнаруживать дефекты материала уже на стадии производства тканого пластикового текстиля, например при печати или нанесении покрытия, и маркировать эти дефекты с помощью цветных меток или отпечатков, как указано в WO 2009121841, оказался не вполне успешным из-за ряда факторов. Во-первых, маркировка дефектов выполняется на этапе печати или на этапе нанесения покрытия, который предшествует обработке на производственной установке. Затем на производственной установке устанавливаются специализированное оборудование для определения маркеров/меток предыдущей операции и, соответственно, отбраковки отрезанного полотна. При этом, эта система предполагает модификацию или изменение как минимум двух разных машин. Кроме того, имеются большие потери полотна и система ненадежна.
Цветная маркировка дефекта, например, на плоской ленте материала, который на последующих этапах процесса производства мешков формуется или объединяется, соответственно, в рукав ленточного материала, впоследствии может быть расположена на внутренней стороне этого рукава ленточного материала и, таким образом, не будет обнаружена при последующем оптическом контроле качества. То же самое касается и цветных меток, которые, если позже пластиковый материал подвергнется печати, больше не будут обнаруживаться. Кроме того, в зависимости от требований заказчика следует различать размеры дефектов, которые необходимо устранить. Крупноразмерные или протяженные дефекты, которые имеют протяженность в несколько метров участка пластикового тканого ленточного материала, могут быть обнаружены обслуживающим персоналом с большей вероятностью, чем мелкие дефекты.
В соответствии с заявкой на патент США US 20120133763 предусмотрена камера наблюдения для получения изображений пластикового тканого ленточного материала и блок анализа, который обнаруживает неровности в структуре плетения пластикового тканого ленточного материала на основе изображений, полученных с помощью камеры наблюдения, и который при обнаружении нарушений в тканом узоре, указывающих на дефектный участок пластикового тканого ленточного материала, запускает сигнал ошибки, который включает, например, мигающий свет или звуковой сигнал, или который может быть подан на устройство управления оборудованием более высокого уровня. Кроме того, предусмотрена система наблюдения для мониторинга дефектов пластикового тканого ленточного материала, а также, соответственно, варианты способа маркировки или мониторинга дефектов пластикового тканого ленточного материала.
Недостатком этого подхода является то, что маркировка дефектных участков ленточного материала на высокоскоростном обрабатывающем устройстве является громоздкой и сложной операцией. Кроме того, дальнейшая обработка участков ленточного материала, идентифицированных как дефектные, в частности отделение их от участков без дефектов, выполняется вручную, что предполагает остановку продвижения полотна.
Из уровня техники не известна простая и надежная система для
- обнаружения дефектного участка ленточного материала, чувствительность которой в отношении обнаружения дефектов могла бы быть скорректирована в соответствии с требованиями заказчика,
- отбраковки всего дефектного ленточного материала из обрабатываемого ленточного материала перед поступлением на линию производства мешков.
Таким образом, существует потребность в создании системы/устройства и способа устранения дефектов ленточного материала, включая выявление и отделение дефектных участков ленточного материала от бездефектного ленточного материала без остановки движущегося ленточного материала, чтобы преодолеть известные недостатки системы наблюдения предшествующего уровня техники.
Также существует потребность в создании устройства для устранения дефектов в ленточном материале, таком как пластиковый тканый ленточный материал, сделанный из продольно вытянутых полимерных лент, в частности полиолефиновых лент, предпочтительно полипропиленовых лент, которые дополнительно могут быть покрыты термопластичным материалом с одной или двух сторон, при этом отследить неровности, которые характерны для дефектных участков типичного пластикового тканого ленточного материала.
Еще одна потребность в уровне техники состоит в том, чтобы предложить устройство, которое может идентифицировать отрезанные куски ленточного материала, которые содержат обнаруженные дефекты, и отправлять их в зону сбора брака, не допуская их попадания в последующие секции изготовления мешков.
Наконец, существует необходимость предложить устройство, которое удовлетворяет указанной потребности, предлагая устройство для обнаружения дефектных участков ленточного материала, в котором координаты дефектных участков учитываются в управляющем блоке, а продвижение дефектных участков ленточного материала на конвейерной ленте контролируется посредством управления резальной установкой, причем куски/отрезки ленточного материала, содержащие дефекты, идентифицируются и соответственно разрезаются, и, наконец, в котором отрезанные куски, содержащие дефекты, отправляются в зону сбора брака, а отрезанные нормальные (бездефектные) куски отправляются на следующие производственные секции.
Сущность изобретения
Целью изобретения является создание устройства контроля дефектов, которое идентифицирует структурные дефекты и дефекты печати в перемещающемся ленточном материале.
Другой целью изобретения является создание устройства контроля дефектов, которое регистрирует дефектные участки перемещающегося ленточного материала в базе данных и физически отделяет их от бездефектного ленточного материала.
Другой целью изобретения является отделить дефектный ленточный материал от бездефектного ленточного материала без остановки перемещающегося ленточного материала.
Другой целью изобретения является создание устройства управления ленточным материалом на любом участке до того, как в ленточном материале будет выполнен поперечный разрез.
Краткое описание чертежей
На Фиг. 1 представлена общая схема изобретения на виде сверху.
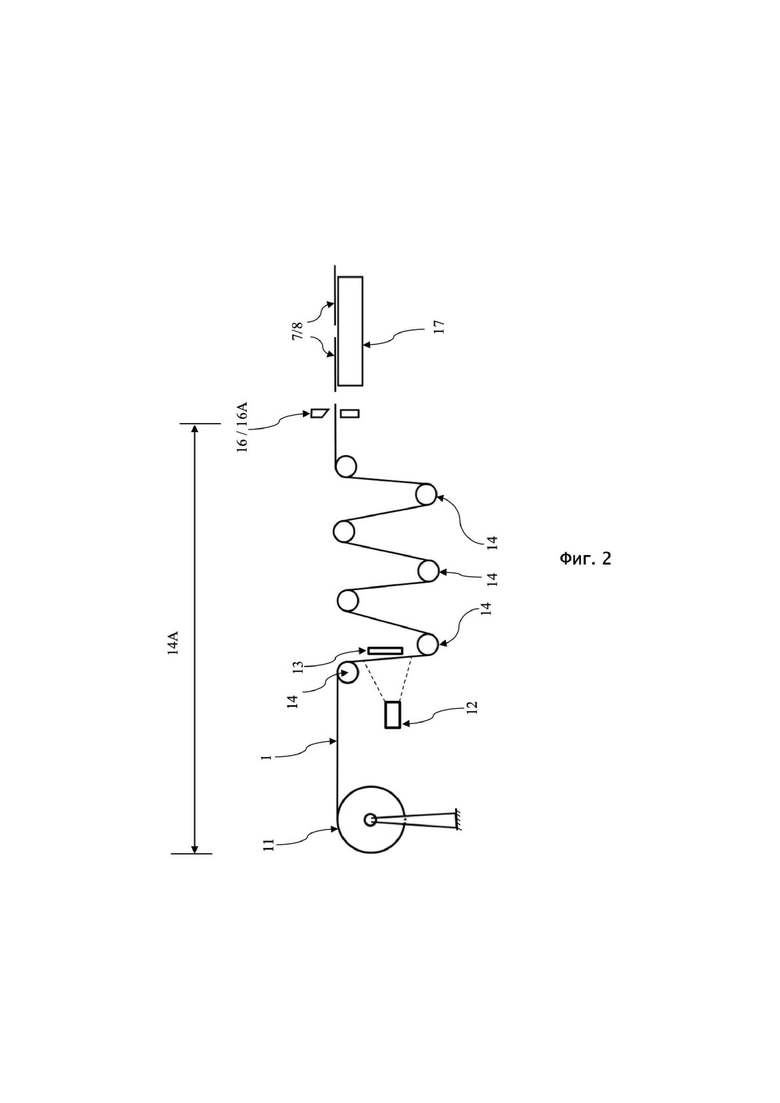
На Фиг. 2 показана общая схема изобретения на виде сбоку.
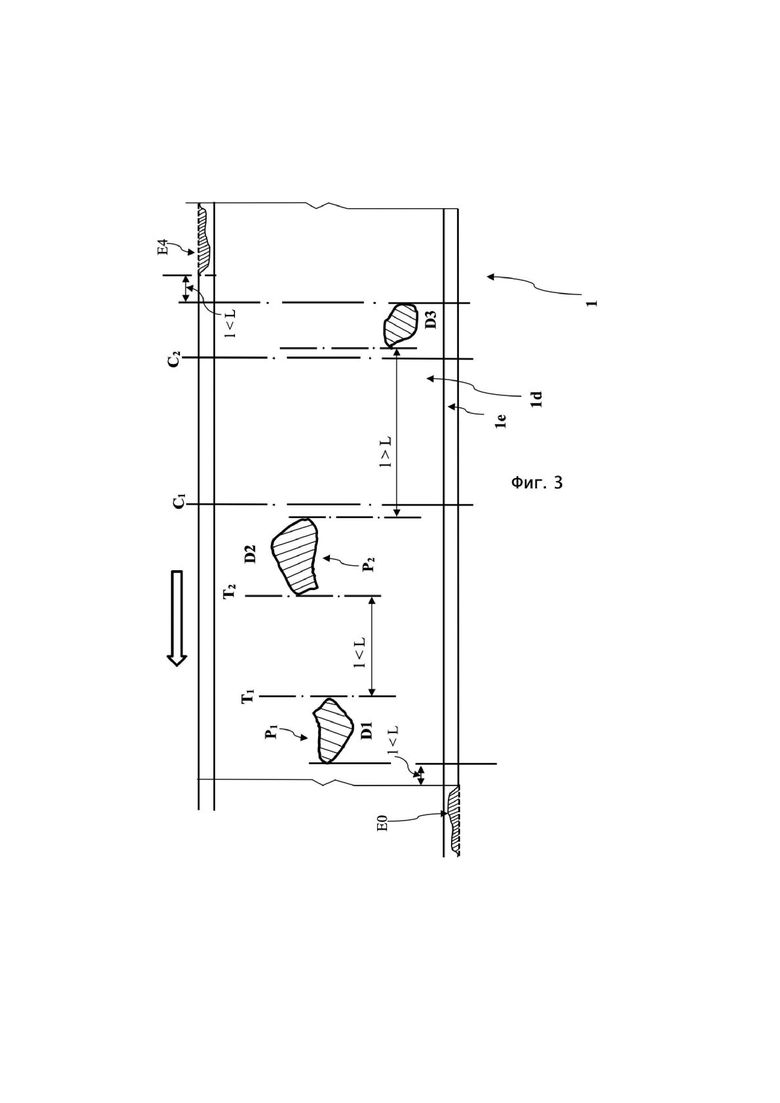
На Фиг. 3 представлено схематическое изображение ленточного материала с дефектами.
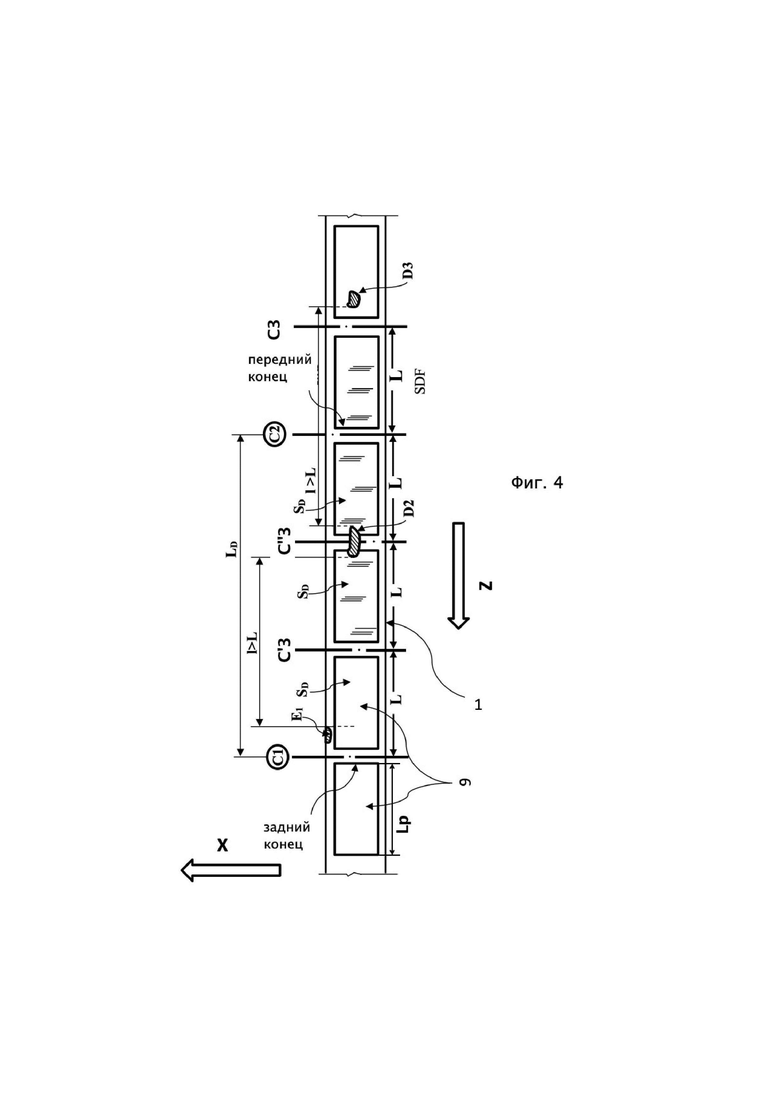
На Фиг. 4 представлена схематическое изображение бездефектных и дефектных участков ленточного материала.
На Фиг. 5 показана схема взаимодействия между управляющими блоками устройства контроля дефектов и производственной линии.
На Фиг. 6 показан вид ленточного материала по ширине.
На Фиг. 7a и Фиг. 7b показаны компьютерные изображения бездефектных частей ленточного материала, сканированного устройством по изобретению как для ленточного материала с напечатанным изображением, так и без него.
На Фиг. 8 показаны компьютерные изображения дефектных частей ленточного материала без печатного рисунка, сканированные устройством по изобретению.
На Фиг. 9 показаны компьютерные изображения дефектных частей ленточного материала с печатным рисунком, сканированные устройством по изобретению.
Перечень обозначений:
1 - ленточный материал
1а - рол ленточного материала
1b - бездефектный кусок
1c - дефектный кусок
1d - основной материал
1e - краевой участок
2 - дефекты
4 - блок обнаружения дефектов
5 - управляющий блок контроля дефектов
6 - производственная линия; 6а - секции последующей обработки
7 - дефектные участки ленточного материала
8 - бездефектные участки ленточного материала
9 - шаблонный печатный рисунок
10 - система отбраковки
10а - зона сбора брака
11 - подающий ленточный материал барабан
12 - светочувствительный блок
13 - светоизлучающее устройство
14 - подающие ролики
14а - зона подачи
15 - блок управления производственной линии
16 - резальная установка
16A - резак
17 - транспортировочная платформа или конвейерная лента LD - длина дефектного участка l - длина между двумя последовательными дефектами
L - заданная необходимая для конечного продукта длина куска ленточного материала
C1, C2, C3, C'1, C"1 - возможные положения разрезов
D1, D2, D3 - дефекты основного ленточного материала
E0, E1 - дефекты в краевом участке
WM - ширина основного ленточного материала
WE - ширина краевого участка ленточного материала
WT - общая ширина ленточного материала
Сущность изобретения
Устройство для устранения дефектов (устройства контроля дефектов) в перемещающемся ленточном материале устанавливается на производственной линии, имеющей обрабатывающие установки для изготовления мешков из указанного ленточного материала, указанные обрабатывающие установки представляют собой по меньшей мере одну или комбинацию любых следующих установок таких, как резальная установка, фальцевальная установка, основная начальная установка, основная конечная установка, установка нанесения покрытия, установка формирования клапана, установка для сшивания/изготовления шва/запечатывания, укладочная установка. В зависимости от назначения производственной линии могут использоваться другие обрабатывающие установки.
Основная особенность изобретения состоит в том, что устройство контроля дефектов содержит блок обнаружения дефектов и управляющий блок контроля дефектов, которые контролируют состояние дефекта на движущемся ленточном материале и, в результате, идентифицируют участок ленточного материала, содержащий дефект, который необходимо вырезать, при этом управляющий блок контроля дефектов также связан с (а) блоком управления производственной линии, который управляет обрезкой дефектных участков ленточного материала и (б) устройством, которое отделяет дефектный кусок (куски) от производственного потока последующей обработки производственной линии и направляет его (их) в зону сбора брака.
Отрезанные куски бездефектного материала попадают на транспортировочную платформу и подаются на различные установки дальнейшей обработки.
Также раскрывается способ устранения дефектов в ленточном материале, включающий этапы обнаружения дефектов в ленточном материале, идентификации куска/участка ленточного материала, содержащего дефект, и удаления его из производственной линии.
Соответственно, предусмотрены система/устройство и способ контроля дефектов ленточного материала, которые включают выявление дефектов и отделение дефектных участков ленточного материала от бездефектного ленточного материала без остановки перемещающегося ленточного материала, что позволяет преодолеть известные недостатки системы контроля полотна предшествующего уровня техники.
Устройство по настоящему изобретению предназначено для обнаружения дефектов в типичном ленточном материале, таком как пластиковый тканый ленточный материал, сделанный из продольно вытянутых полимерных лент, в частности полиолефиновых лент, предпочтительно полипропиленовых лент, которые дополнительно могут быть покрыты термопластичным материалом с одной или двух сторон, а также в частном случае может быть подвергнут печати или ламинированию пленкой или их комбинацией.
Устройство/способ также идентифицирует отрезанные куски ленточного материала, которые содержат обнаруженные дефекты, и отправляет их в зону сбора брака, не позволяя попасть в последующие секции изготовления мешков или производственную линию.
Согласно изобретению эта задача решается путем обеспечения в устройстве контроля дефектов блока (4) обнаружения дефектов, который является блоком для обнаружения дефектных участков ленточного материала. Координаты дефектных участков на момент их обнаружения сохраняются. Продвижение дефектных участков ленточного материала (1) по конвейерной ленте или транспортировочной платформе линии производства мешков контролируется. Затем с использованием резальной установки и блока обнаружения дефектов куски/участки ленточного материала, идентифицированные как имеющие дефекты, разрезаются на части. Отрезанные куски, содержащие дефекты, отправляются в зону сбора брака, тогда как нормальные (бездефектные) отрезанные куски отправляются в секции последующей обработки производственной линии (6).
Подробное описание изобретения
Предлагается надежное устройство для обнаружения и устранения дефектов в ленточном материале (1) (система или устройство обнаружения и контроля дефектов). Устройство устанавливается на производственной линии, которая имеет обрабатывающие установки для изготовления мешков из указанного ленточного материала (1), причем указанные обрабатывающие установки могут представлять собой, по меньшей мере, один из следующих блоков/установок, таких как размоточная рулонная установка, резальная установка, фальцевальная установка, основная начальная установка, основная конечная установка, установка нанесения покрытия, установка изготовления клапана, установка для сшивания или запечатывающая установка и характеризуется тем, что указанное устройство содержит блок обнаружения дефектов и управляющий блок контроля дефектов, который управляет состоянием дефекта на движущемся ленточном материале (1) и далее идентифицируют содержащий дефект ленточного материала участок, который нужно вырезать, при этом управляющий блок контроля дефектов также связан (а) с блоком управления производственной линии, который управляет обрезкой дефектных участков ленточного материала (1) и (б) с устройством, которое отделяет дефектный кусок (куски) от производственного потока последующей обработки производственной линии и направляет его в зону сбора брака.
Устройство содержит блок (4) обнаружения дефектов и управляющий блок (5) контроля дефектов, который управляет процессом устранения дефектов движущегося ленточного материала (1). Использование устройства контроля дефектов ленточного материала предполагается на типичной автоматизированной линии (6) производства мешков, где мешки для хранения или мешочная тара изготавливаются из полотна или трубчатого ленточного материала (1). Устройство контроля дефектов согласно изобретению также может быть использовано на любой производственной линии (6) для изготовления изделий из полотна или трубчатого материала. Конечным продуктом могут быть мешки или просто нарезанные куски ленточного материала (1). Отрезанные куски (1b) бездефектного материала поступают на транспортировочную платформу (17) и отправляются на различные установки дальнейшей обработки.
Блок (4) обнаружения дефектов может включать камеру/инфракрасные датчики/ датчики толщины или даже устройства обработки изображений, которые служат в качестве светочувствительного блока (12). Управляющий блок (5) контроля дефектов содержит элементы, которые регистрируют обнаруженные дефекты (2) в базе данных, подсчитывают время их обнаружения, а также вычисляют и сохраняют положения дефектов (2) в направлении движущегося полотна, так чтобы сделать необходимые поперечные разрезы для преобразования ленточного материала (1) в куски. Сообразно скорости перемещения ленточного материала (1) управляющий блок (5) контроля дефектов подсчитывает скорость и положение перемещающихся дефектов (2). В зависимости от типа ленточного материала (1), то есть с напечатанным изображением или без него, а также требований к конечному продукту, управляющий блок (5) контроля дефектов рассчитывает положение поперечных разрезов, которые необходимо сделать в ленточном материале (1). Напечатанное изображение может содержать шаблонный печатный рисунок или неструктурированный рисунок.
Производственная линия (6) может включать систему отбраковки, в которой куски (1c) ленточного материала (1), идентифицированные как дефектные, отделяются от потока бездефектных кусков (1b), так чтобы последующие процессы производственной линии (6) могли функционировать непрерывно или без проблем.
Устройство контроля дефектов ленточного материала по настоящему изобретению позволяет осуществлять процесс обнаружения дефектов (2) и разрезать ленточный материал (1) на куски без остановки движущегося ленточного материала (1).
Для целей настоящего описания термин "контроль дефектов" включает такие операции, как идентификация дефектов, расчет и мониторинг их местоположения в направлении движущейся ленты (1), мониторинг и управление перемещением резака линии (6) производства мешков, на которой ленточный материал (1) преобразуется в конечный продукт в результате отделения дефектных кусков (1c) от бездефектных кусков (1b) ленточного материала (1).
Термин "дефект" (2) означает любое неприемлемое нарушение нормы в ленточном материале (1) с точки зрения пригодности для той цели, для которой предназначен ленточный материал (1). Дефектами (2) могут быть неодинаковая толщина, отверстия, неровный рисунок, отсутствие основной нити, отсутствие утка, разрушение утка, неровная кромка покрытия, смыкание полотна, один или несколько слоев полотна, инородные элементы или любое сочетание этих дефектов.
Термины "ленточный материал", "полотно" и "ткань" используются в описании как взаимозаменяемые.
Ленточный материал (1) может быть в форме пластиковой пленки, нетканого материала, бумаги, тканого ленточного материала, тканого пластикового ленточного материала или составного материала, изготовленного из этих материалов. Он также может быть покрыт или ламинирован простой пленкой или пленкой с рисунком, с напечатанным рисунком или их комбинацией.
Ленточные материалы - в форме полотна или трубчатые - используются для различных целей, в том числе для изготовления мешков для хранения. Мешки для хранения обычно изготавливаются с использованием автоматических или полуавтоматических производственных линий (6) для переработки полотна (которые преобразуют ленточные материалы в мешки). Эти системы могут иметь одну или все функционально независимые машины, такие как резальная установка, фальцовочная/ формовочная машина, машина для заделывания металлическими скобками или машина для формирования клапана. Производственные линии (6) могут также включать машины для изготовления мешков с прямоугольным дном или машины, формирующие мешки для сыпучих материалов. Устройство контроля дефектов ленточного материала может быть адаптировано специалистом в данной области для использования в любой из этих производственных систем. В частности, размещение устройства в соответствии с изобретением на таких производственных системах может зависеть от выбора пользователя, хотя предпочтительно, чтобы оно было размещено перед операцией резки.
Линии производства мешков или иные производственные линии, которые производят продукты с использованием ленточных материалов (1), также могут иметь отдельные установки для выполнения таких операций, как перфорация или выполнение отверстий, объединение, складирование. Дефектный ленточный материал (1), если он не будет идентифицирован вовремя, или, если ему позволить продвинутся до таких обрабатывающих установок, может повредить обрабатывающее оборудование. Поэтому, важно, чтобы любые такие операции выполнялись только после того, как дефектные части/участки (7) ленточного материала отделены от бездефектных участков (8) ленточного материала и удалены из производственного потока. Это необходимо для обеспечения непрерывного рабочего процесса и без повреждения каких-либо обрабатывающих установок.
Однако, если имеются какие-либо операции предварительной резки, такие как перфорация полотна или выполнение отверстий, то эти операции будут отключены при обнаружении дефектного участка полотна. Отключение и включение операций резки и предварительной резки контролируются управляющими блоками (5, 15) устройства контроля дефектов и производственной линии (6), которые связаны друг с другом.
Устройство контроля дефектов работает совместно линией (6) производства мешков. Устройство контроля дефектов имеет собственный управляющий блок (5) контроля дефектов, который выполнен с возможностью взаимодействовать с блоком управления типичной линии производства мешков. На Фиг. 1 показан вид сверху общей схемы линии производства мешков, содержащей установку подачи ленточного материала, резальную установку (16) и секцию формирования/сборки мешка (не показана). В одном аспекте изобретения блок (4) обнаружения дефектов, содержащий светочувствительный блок (12) в виде датчика или камеры, преобразователь и светоизлучающее устройство (13) в виде блока задней подсветки (см. Фиг. 2), установлен по пути движущегося ленточного материала (1) в области установки подачи ленточного материала/резальной установки. Камера, преобразователь и светоизлучающее устройство могут взаимодействовать с управляющим блоком (5) контроля дефектов. При сматывании ленточного материала (1) с рола (1a) управляющий блок (5) контроля дефектов обрабатывает данные, полученные от блока (4) обнаружения дефектов.
На Фиг. 5 показана схема взаимодействия между некоторыми элементами устройства контроля дефектов. При обнаружении каких-либо дефектов (2) или неровностей в любой области движущегося ленточного материала (1) блок (4) обнаружения дефектов отправляет сигнал в блок управления производственной линии. Местоположение дефекта (2) на момент его обнаружения фиксируется.
По мере того, как ленточный материал (1) перемещается в зоне (14a) подачи ленточного материала и, если он не имеет дефектов, ленточный материал (1) разрезается на куски для изготовления продукта. Изменение местоположения дефекта (2), обнаруженного устройством контроля дефектов на продвигающемся ленточном материале (1), регистрируется в памяти базы данных устройства контроля дефектов, что в конечном итоге приводит к идентификации содержащего дефект куска ленточного материала или отрезанных дефектных кусков (1c).
Как видно на Фиг. 2, ролы используются для подачи конечного ленточного материала (1) или ткани в производственную систему, оснащенную устройством контроля дефектов ленточного материала, где рол (1a) ленточного материала способствует управляемому вводу ленточного материала (1) в устройство контроля дефектов. Дополнительные подающие ролики способствуют перемещению ленточного материала (1) между различными установками (номера не показаны) производственной линии (6), такими как основная начальная установка/фальцевальная установка и запечатывающая установка. Блок (4) обнаружения дефектов может быть выполнен между любыми двумя подающими роликами в зависимости от потребностей пользователя.
На Фиг. 3 представлено схематическое изображение ленточного материала с несколькими дефектами (2). Дефекты (2) в основном материале (шириной WM) обозначены D1, D2, D3 и т.д. Дефекты (2) в краевом участке обозначены E0, E1 и т.д.
Если рассматривать дефекты как последовательные, дефекты (2) могут находиться либо в основной ткани, либо в краевом участке.
Также предусмотрена соответствующая система контроля скорости подающего ленточный материал барабана с использованием преобразователя или аналогичного, которая соединена с управляющим блоком (5) контроля дефектов. Скорость подающего ролика (14) задает скорость ленточного материала (1), поступающего на производственную линию (6). Это, в свою очередь, определяет скорость движения ленточного материала (1) через различные части производственной системы. Скорость полотна (1) важно знать для того, чтобы после обнаружения и идентификации дефектных частей ленточного материала (1), для выполнения поперечных разрезов в ленточном материале (1) в желаемых местах можно было контролировать передвижение резака, который отделяет дефектные участки (7) ленточного материала от бездефектных участков (8) ленточного материала (1).
Чувствительность или точность устройства контроля дефектов полотна может быть настроена в соответствии с индивидуальными требованиями заказчика.
Как только дефектный кусок идентифицирован, в соответствии с логикой программируемого логического контроллера блока (15) управления производственной линии он направляется в систему отбраковки, расположенную в зоне сбора брака, где отрезанные дефектные куски удаляются из системы.
Устройство в соответствии с изобретением имеет полностью обособленную резальную/подающую установку, которая управляется сервоприводом и секцию формирования/сборки мешка (запечатывания или изготовления шва). Это позволяет приводить в движение резальную/подающую установку со скоростью, независимой от скорости секции формирования мешка.
Таким образом, существует возможность производства мешков на полной скорости, даже если отрезанные дефектные куски (1c) отбраковываются или выгружаются из производственной линии (6). Дефектные куски (1c), подлежащие удалению или отбраковке, также называются браком. В одном аспекте изобретения брак удаляется из производственной линии (6).
В другом аспекте изобретения система выгрузки (не показана) отрезанных дефектных кусков может быть системой на основе конвейерной ленты или системой на основе резальной установки или использующей подходящую пневматическую/ всасывающую систему. Система выгрузки может располагаться до входа на линию формирования мешка. Активация системы выгрузки выполняется на основе сигнала ошибки, генерируемой устройством контроля дефектов полотна. Как показано на Фиг. 1, направление движения ленточного материала (1) при сматывании с рола (1a) (определяемое как продольное направление) и направление движения отрезанных кусков сразу после резки ленточного материала (1), по существу, перпендикулярны направлению движения кусков ленточного материала (1) в блоке/линии изготовления мешков (определяемом как поперечное направление).
Согласно настоящему изобретению отрезанные дефектные куски (1c) продолжают двигаться в первоначальном направлении движения ленточного материала с момента их отрезания от перемещающегося ленточного материала (1) до тех пор, пока они не будут собраны в зоне (10a) сбора брака. При этом, отрезанные нормальные/бездефектные куски (1b) направляются в последующий поток производственной линии или производственный поток.
Фактически, направления движения для резальной/подающей установки (продольное направление Z) и секции формирования мешка (поперечное направление X) различны, что позволяет эффективно отделить отрезанные дефектные куски (1c) от отрезанных бездефектных кусков (1b) и выгрузить или отбраковать/удалить дефектные куски из производственной линии (6).
В другом аспекте изобретения предусмотрен ролик с сервоприводом, который приводит в действие прижимной ролик (не показан). Это позволяет направить отрезанные бездефектные куски (1b) полотна в поперечном направлении, чтобы способствовать их продвижению по линии формирования мешка, в то время как отрезанные дефектные куски направляются в зону (10а) сбора отходов.
Все автоматизированные системы для изготовления мешков или других продуктов из отрезанных кусков полотна имеют механизм "захвата" отрезанных кусков с помощью прижимного ролика. Приведение в действие прижимного ролика регулируется на основе сигнала ошибки, генерируемого устройством контроля дефектов полотна, указывающего на обнаружение дефекта (2) в полотне. При обнаружении дефекта прижимной ролик управляется таким образом, что он не "захватывает" отрезанный дефектный кусок, проходящий через место прижима. Однако, для выбора отрезанного бездефектного куска для изготовления мешка прижимной ролик прижимается так, чтобы захватить отрезанный кусок ленточного материала (1), который перемещается по конвейерной ленте. Если прижимной ролик не прижимается, отрезанный кусок полотна не захватывается и, поэтому, продолжает движение в зону сбора брака.
Когда дефектный участок (7) ленточного материала обнаруживается и часть ленточного материала, содержащая дефекты, отрезается от рола (1а) ленточного материала, дефектный кусок (1c) удаляется из производственного потока. Это также означает, что частота поданных в последующий производственный процесс изменится. Это, возможно, внесло бы нежелательные нарушения в производственный процесс в зависимости от количества обнаруженных и отделенных дефектных участков (SD). Чтобы гарантировать, что бездефектные куски (1b) подаются на производственную линию (6) с частотой в приемлемом заранее определенном диапазоне, скорость их подачи на производственную линию должна изменяться в зависимости от количества обнаруженных дефектных кусков и отделены. Это, в свою очередь, зависит от количества дефектов (2) и их распределения по длине движущегося ленточного материала (1), которое определяет скорость бездефектных кусков (1b), подаваемых на производственную линию (6) после операции резки. Скорость регулируется устройством контроля дефектов так, что нормальные или бездефектные куски (8), перемещающиеся на производственную линию (6), продолжают делать это с установленной частотой/скоростью. Для беспрепятственного выполнения производственного процесса важно частоту поступления на линию формирования мешков отрезанных бездефектных деталей (1b) поддерживать в пределах заранее установленного диапазона.
К дефектам (2) могут относиться отверстия, узлы, разрывы, наслоения, выходящая за пределы принятого допуска ширина (WM) ленточного материала (1), структурные дефекты в краевом участке (WE). Для целей изобретения отверстия могут быть объединены в группы. Дефекты (2) могут быть точечными дефектами или кластерами дефектов, для целей настоящего изобретения все они называются дефектами.
Фактическая идентификация дефектов (2) с помощью устройства контроля дефектов осуществляется следующим образом. Блок (4) обнаружения дефектов содержит светоизлучающее устройство (13) и светочувствительный блок (12), с которыми также взаимодействует управляющий блок (5) контроля дефектов. Управляющий блок (5) контроля дефектов также связан с блоком (15) управления линией (6) производства мешков. При этом, светоизлучающее устройство (13) излучает свет, который проходит через перемещающийся ленточный материал (1) и воспринимается светочувствительным блоком (12). Так ленточный материал сканируется посредством связанных операций излучения и восприятия света, поэтому термин "сканирование" для целей настоящего изобретения включает действия по испусканию света и принятию прошедшего через ленточный материал (1) света. Светочувствительный блок (12) способен определять количество и однородность света, на основании чего блок (4) обнаружения дефектов устанавливает наличие дефекта.
Светоизлучающее устройство (13) содержит, по меньшей мере, два светоизлучателя. Первый из них излучает свет с длинами волн, подходящими для обнаружения дефектов в пределах ширины (WM) основного ленточного материала (1), а второй из них излучает свет с длинами волн, подходящими для обнаружения краевых участков (краевой участок - это участок, который содержит удлинительную часть покрывающего материала). В каждый момент времени оба светоизлучателя активны. В зависимости от природы ожидаемых дефектов, которые должны быть обнаружены, могут быть предусмотрены дополнительные линейки светоизлучателей с интенсивностью света, подходящей для обнаружения таких определенного типа дефектов. Блок обнаружения дефектов сканирует всю ширину (WT) ленточного материала (1) с помощью системы сканирования, состоящей, по крайней мере, из двух линеек: первая линейка светоизлучателей - для дефектов в основном материале и вторая линейка светоизлучателей - для дефектов краевых участков.
На Фиг. 7a, 7b , 8 и 9 представлены, соответственно, изображения, генерируемые устройством контроля дефектов ленточного материала, на которых показаны бездефектные и дефектные части ленточного материала.
Светоизлучатели могут быть в виде линеек газовых светильников или ламп накаливания, излучающих в достаточной степени непрерывный свет по всей ширине (WM) основного ленточного материала. Светоизлучатели также могут быть выполнены из отдельных излучателей, которые перекрывают всю ширину полотна. Важно, чтобы когда ленточный материал проходит между светоизлучающим устройством (13) и светочувствительным блоком (12), излучаемый свет достигал всех частей ленточного материала (1).
Свет от светоизлучающего устройства (13) проходит через ленточный материал. Количество и интенсивность света, принимаемого светочувствительным блоком, зависит от препятствий, которые испускаемый свет проходит по пути от светоизлучающего устройства к светочувствительному блоку/устройству (12). Ленточный материал (1) имеет механические и оптические свойства, включая непрозрачность (называемую как заданная непрозрачность), которая зависит от исходного материала, из которого он изготовлен. Светочувствительный блок (12) активируется в зависимости от заданной скорости подающих полотно роликов (14). Непрозрачность изменяется в пределах допустимого диапазона спецификации продукта. Однако в случае наличия дефекта непрозрачность материала в дефекте будет отличаться от заданной непрозрачности материала. Устройство контроля дефектов по изобретению может быть сконфигурировано с учетом индивидуальных свойств ленточного материала, так что выявление дефектов может быть выполнено во время процесса сканирования.
В зависимости от структуры ленточного материала (1) светочувствительный блок/устройство (12), такой как камера или линейная камера, воспринимает свет, проходящий через структуру полотна, в виде небольших отверстий. В зависимости от заранее установленного индивидуального параметра блок 4 обнаружения дефектов оценивает область набора отверстий и распознает её как нормальную или дефектную часть. Ожидается, что принятый светочувствительным блоком свет, прошедший через бездефектный участок (8) ленточного материала (1), будет в большей или меньшей степени однородным. Наличие дефектов (2) на пути света либо создает непрозрачность, либо снижает непрозрачность. Наличие дефектов (2) обнаруживают с использованием данных и логики, хранящихся в базе данных устройства контроля дефектов, путем сравнения измеренных параметры принятого света с ожидаемыми значениями параметров.
Трубчатый ленточный материал имеет по меньшей мере два слоя материала. Дефекты могут присутствовать на любом или всех слоях. Устройство контроля дефектов обнаруживает дефекты во всех слоях. Как показано на Фиг. 3 и 4, если ленточный материал (1) имеет трубчатую форму, показанные отдельные дефекты могут присутствовать на любом из слоев материала.
В одном аспекте выполнения блока обнаружения дефектов ленточный материал (1) по всей ширине сканируется за один проход. Однако в другом аспекте изобретения сканирование может выполняться в несколько проходов или этапов.
Устройство контроля дефектов ленточного материала по настоящему изобретению также способно высчитывать точное время и/или место поперечного разреза, который необходимо сделать в ленточном материале, чтобы преобразовать ленточный материал в один или несколько выявленных дефектных кусков или действительно бездефектных кусков. Одной из ключевых задач изобретения является повышение производительности линии изготовления мешков и минимизация потерь. В случае ленточного материала, на котором нанесен шаблонный печатный рисунок (9), это обстоятельство становится особенно важным. Здесь, как только дефект или группа дефектов обнаружены, необходимо сделать разрез в ленточном материале с учетом местоположения дефекта, а также с учетом местоположения следующего конца шаблонного печатного рисунка. Если мешок отрезать по напечатанному рисунку, это приведет к потере ленточного материала. Таким образом, система согласно изобретению выявляет конец дефекта или группы дефектов (см. Фиг. 4), а также местоположение следующего конца шаблонного печатного рисунка и гарантирует, что разрез будет сделан до начала следующего шаблонного печатного рисунка. В случае отсутствия шаблонного печатного рисунка, разрез выполняется после последнего дефекта с заданным интервалом.
Один аспект изобретения заключается в том, что движение резака (16A) резальной установки (16) прекращается, как только обнаруживается первый дефект. Резак остается остановленным до тех пор, пока не будет идентифицирован бездефектный участок ленточного материала, и место ленточного материала, где необходимо сделать следующий разрез, достигнет зоны резания резака (16A). Зона резания представляет собой предварительно заданное начальное расстояние от резака, которое может зависеть от скорости линии изготовления мешков, типа ленточного материала и других параметров, которые специалист в данной области техники может счесть важными.
В случае ленточных материалов с покрытием материал с покрытием выступает в боковом направлении за край непокрытого или основного ленточного материала. Общая ширина (WT) полотна с покрытием (см. Фиг. 6) - это расстояние между краями ленточного материала с покрытием. В краевом участке, где расположен только материал покрытия, дефекты являются, преимущественно, другими в сравнении с дефектами основного ленточного материала. Ключевое различие в типе дефектов возникает из-за того, что основной ленточный материал состоит из тканых лент, которые обычно изготавливаются из непрозрачных или полупрозрачных материалов, тогда как материал покрытия намного более прозрачен. Другое отличие возникает из-за того, что покрытие наносят на ленточный материал с покрытием способом, который полностью отличается от процесса изготовления тканого ленточного материала из лент. Световое излучение, подходящее для эффективного обнаружения дефектов в краевом участке и в основном полотне материала, может быть различным, но оно известно специалисту в данной области.
Системой согласно изобретения отдельные светоизлучатели внутри светоизлучающего устройства (13) предусмотрены для краевого участка и основного полотна. Дефекты (2), которые идентифицированы и обнаружены устройством контроля дефектов, также отображаются на мониторе (не показан).
Другими важными параметрами, от которых может зависеть определение дефектного участка ленточного материала и последующего места разреза, являются тип и интенсивность света, требуемая длина мешка и соответствующая длина отрезанного бездефектого куска.
Длина бездефектного ленточного материала, необходимая для изготовления одного мешка заданных размеров, называется заданной длиной L куска ленточного материала. Дефекты (2) в ленточном материале (1) могут быть расположены в любом месте ленточного материала - в краевом участке (1e), где проходит покрытие полотна материала, или в области (1d) основного материала (см. Фиг. 6). Для выполнения разрезов в ленточном материале, движущемся в направлении Z, важно зарегистрировать в базе данных координаты z всех дефектов таким образом, чтобы управляющий блок контроля дефектов мог подсчитать бездефектное расстояние между любыми двумя последовательными дефектами (см. Фиг. 3). Когда бездефектная длина l ленточного материала между двумя последовательными дефектами больше, чем, по крайней мере, заранее заданная длина L куска ленточного материала, необходимого для изготовления мешка или другого продукта желаемых размеров, отрезанный кусок длиной больше или равной L будет изготовлен из полотна такой длины. Это позволит минимизировать потери ленточного материала. Система или устройство контроля дефектов изобретения способно регистрировать местоположение дефектов движущегося ленточного материала и определять, когда доступный участок ленточного материала (SDF) пригоден для изготовления отрезанного бездефектного куска.
Также система по изобретению способна определять дефектные участки (SD) ленточного материала, которые следует удалить из производственного потока производственной линии (6). Когда ленточный материал (1) перемещается и проходит между светоизлучающим устройством (13) и светочувствительным блоком (12), если в полотне (1) имеется дефект, устройство контроля дефектов регистрирует его. Оно может присвоить ему идентификационный номер. Устройство контроля дефектов использует систему координат для определения плоскостных координат всех точек на движущемся ленточном материале (1), а также времени регистрации дефектов. Когда ленточный материал продвигается мимо светоизлучающего устройства, дефекты (2) перемещаются вместе с ленточным материалом (1). Устройство контроля дефектов может содержать информацию из базы данных об идентификационном/ регистрированном номере дефекта, соответствующих координатах и времени обнаружения/регистрации.
В установке по производству мешков или производственной линии (1) мешки могут быть изготовлены из ленточного материала в виде полотна или трубчатого ленточного материала. Если исходный материал представляет собой ленточный материал в виде полотна, он преобразуется в непрерывный трубчатый материал. На некотором этапе процесса производства мешков на производственной линии (1) трубчатый материал разрезается на куски заданной длины, например L, в зависимости от размера мешка. Длина L такова, что она имеет достаточный запас для фальцовки и сшивания/запечатывания, так что, когда мешок изготовлен из куска длины L, он имеет указанные размеры. Важно, чтобы вся длина L куска, измеренная в направлении перемещения ленточного материала, не имела дефектов. Поскольку расположением и количеством дефектов невозможно управлять, важно, чтобы устройство контроля дефектов ленточного материала выявляло дефектные части ленточного материала, длина которых составляет по крайней мере L, а предпочтительно целое число, кратное L.
Перемещающийся ленточный материал (1) может содержать группу дефектов, расположенных случайным образом (см. Фиг. 3). Дефект определяется непрерывно с начала запуска процесса идентификации дефекта в ленточном материале и устройство контроля дефектов регистрирует его в своей базе данных как первый дефект (D1). Когда выявляется следующий дефект, система распознает его как второй дефект (D2) и регистрирует в своей базе данных. Все дефекты имеют конечные размеры. В качестве примера, положения двух дефектов на перемещающемся ленточном материале обозначены как P1 и P2 по отношению к направлению движения ленточного материала. Точное расстояние между дефектами в двух положениях P1 и P2 обозначается как l. Время идентификации двух дефектов обозначается как T1 и T2. Система контроля полотна вычисляет точное расстояние l (в направлении движения полотна) между первым и вторым дефектами. Если l больше или равно L, система контроля распознает участок полотна между первым и вторым дефектами как бездефектный и регистрирует его как пригодный для изготовления мешка. Самый первый случай появления бездефектной длины L регистрируется как первая бездефектная длина. После прохождения первым бездефектным отрезком ленточного материала блока (4) обнаружения дефектов, он прибывает на резальная установку (16), где ленточный материал будет разрезан в поперечном направлении, чтобы образовать кусок ленточного материала длиной L. Места, где можно было бы сделать разрезы оптимальным образом, обозначены на Фиг. 4 как C1, C2, C3.
Дефекты в краевом участке обозначены En (n означает n-й дефект). Например, на Фиг. 3 показаны E0 и E4. При расчете l учитываются любые дефекты как краевого участка так и основного ленточного
Если длина l между двумя последовательными дефектами меньше L, второй дефект (D2) переназначается как первый дефект (D1). Следующий последовательный дефект учитывается как второй дефект (D2) и его плоскостные координаты и время идентификации записываются. Устройство контроля дефектов далее определяет длину l между новой последовательной парой дефектов (2) и рассчитывает укладывается ли длина L между ними. Если l равно или больше L, то устройство контроля дефектов снова отмечает участок полотна как бездефектный и пригодный для изготовления мешка. Если l меньше L, устройство контроля дефектов устанавливает, что участок между дефектами D1 и D2 не подходит для изготовления мешка, является дефектным участком (SD) и должен быть удален из потока производственной линии (6). Таким образом, устройство контроля дефектов продолжает поиск следующего бездефектного участка ленточного материала длиной L.
Ленточные материалы могут быть разделены на две категории:
а) содержащие шаблонный печатный рисунок.
б) простые (то есть, без шаблонного печатного рисунка) или иметь неструктурированный рисунок.
В случае простого ленточного материала (1) местами разрезов являются концы участков, распознанных как имеющих бездефектную длину L. После определения бездефектной длины L, время их прохождения перед светоизлучающем устройством (13) фиксируется. Принимая во внимание скорость перемещающегося ленточного материала (1), рассчитывается ожидаемое время прибытия двух концов бездефектного отрезка L на резальную установку (16). Резак (16A) приводится в действие для разрезания концов бездефектного участка. Устройство контроля дефектов вычисляет длину LD дефектного ленточного материала - то есть ленточного материала между задним концом бездефектного участка и передним концом следующего бездефектного участка длиной L. Если LD больше, чем L, то это означает, что отрезок LD эквивалентен нескольких длинам кусков мешка. Однако, поскольку весь участок LD является дефектным, нет необходимости делать промежуточные разрезы на участке длины L, а необходимо сделать только один разрез на заднем конце участка длины LD. После определения того, что LD больше, чем L, устройство контроля дефектов посылает сигнал в блок управления производственной линии на отключение резака до тех пор, пока задний конец дефектного участка длиной LD не достигнет резальной установки (16).
В случае простого ленточного материала (т.е. материала без какого-либо шаблонного печатного рисунка) или материала с нерегулярным отпечатком или неструктурированным рисунком длина l, подходящая для вырезания дефектного куска (1c), может быть любой величины, включая длину меньше L.
В случае ленточного материала, содержащего шаблонный печатный рисунок длины LP, устройство контроля дефектов должно не только найти бездефектный участок ленточного материала длиной LD, которая, по крайней мере, равна L, но и проверить соответствует ли он шаблонному печатному рисунку. Если имеется несоответствие между ними, устройство контроля дефектов позволяет идентифицировать бездефектный ленточный материал как дефектный до тех пор, пока LD не станет равным некоторому целому числу, кратному L. Это показано на Фиг. 4, где с момента выполнения разреза C1 система обнаруживает дефекты D1, D2 и D3 и определяет расположение разрезов C2 и C3. Решение сделать разрез в точке C2 принимается только после того, как позиция C3 прошла светоизлучающее устройство (13).
В одном из вариантов осуществления изобретения оператор устройства контроля дефектов может принять решение не выводить режущий инструмент в нерабочем состояние в таких местах, как C'1, C''1.
Если меняется скорость перемещающегося материала (1), устройство контроля дефектов может соответствующим образом корректировать расчет времени перемещения.
Устройство контроля дефектов также способно определять длину ленточного материала, в пределах которой отсутствуют бездефектные участки длиной L. Устройство контроля дефектов, переводя резак (16A) в нерабочем состояние, позволяет таким частям проходить через резальную установку без разрезов.
В другом варианте осуществления, в котором ленточный материал не подвергался печати, выполнение разрезов зависит только от наличия дефектов.
В соответствии с другим аспектом изобретения предлагается способ устранения дефектов полотна и улучшения процесса производства мешков, в котором способ включает следующие этапы:
- Предоставление системы подсветки для обнаружения дефектов в краевом участке и основном ленточном материале
- Измерение скорости ленточного материала и сканирование ленточного материала (в том числе с покрытием) с использованием способа по меньшей мере с двумя линейками
- Составление перечня дефектов путем записи плоскостных координат
- Определение местоположения первого, последнего и третьего дефектов и определение места разреза, который должен быть сделан в ленточном материале, с учетом шаблонного печатного рисунка (если таковой имеется)
- Остановка резальной установки и любых процессов предварительной резки до истечении заданного периода времени после обнаружения первого дефекта
- Удержание остановки резальной установки до тех пор, пока последний дефект не окажется в зоне резания
- Запуск резальной установки и резка ленточного материала в заданном месте ленточного материала
- Сортировка дефектных отрезков ленточного материала для отправки их в место сбора дефектного ленточного материала
- Управление перемещением бездефектных кусков полотна к секциям последующей обработки производственной линии.
Также согласно другому аспекту изобретения раскрыто устройство контроля дефектов ленточного материала содержащее:
- блок обнаружения дефектов, состоящий из светочувствительного блока, преобразователя и светоизлучающего устройства; - управляющий блок контроля дефектов, который
а) управляет работой блока обнаружения дефектов,
b) рассчитывает расположение дефектов и длину бездефектного ленточного материала,
c) управляет движением резака и
d) связан с блоком управления производственной линии;
- монитор, на котором отображаются дефекты.
Светоизлучающее устройство включает по крайней мере один светоизлучатель.
Изобретение имеет ряд раскрытых ниже аспектов.
В одном аспекте раскрыто устройство контроля дефектов в перемещающемся ленточном материале, предусмотренное на производственной линии, которая содержит обрабатывающие установки для изготовления мешков из указанного ленточного материала и ряд подающих роликов, которые способствуют перемещению указанного ленточного материала между любыми двумя обрабатывающими установками, отличающееся тем, что указанное устройство включает блок обнаружения дефектов и управляющий блок контроля дефектов, причем указанный блок обнаружения дефектов выполнен с возможностью:
- обнаружения дефектов в перемещающемся ленточном материале, определения позиций разрезов, которые необходимо сделать в ленточном материале,
- связи с указанным управляющим блоком контроля дефектов для ведения базы данных дефектов, их местоположения во время обнаружения и мониторинга продвижения дефектов перемещающегося ленточного материала;
причем указанный управляющий блок контроля дефектов выполнен с возможностью:
- связи с блоком управления производственной линии для управления операцией резки в резальной установке указанной производственной линии для изготовления кусков дефектного и бездефектного ленточного материала, и
- управления процессом отделения дефектных кусков ленточного материала от последующего потока производственной линии без остановки перемещения ленточного материала.
В другом аспекте изобретения указанный блок обнаружения дефектов содержит светоизлучающее устройство для излучения света на указанный ленточный материал, светочувствительный блок для приема излучаемого света, который выходит из указанного ленточного материала, при этом указанное светоизлучающиее устройство излучает свет, который проходит через указанный перемещающийся ленточный материал, указанный светочувствительный блок выполнен с возможностью обнаруживать свет, который проходит через указанный продвигающийся ленточный материал, или сканировать ленточный материал и определять наличие дефекта.
В дополнительном аспекте устройства по изобретению указанное определение наличия дефекта выполняется на основании изменения непрозрачности указанного ленточного материала, рассчитанной на основе объема и интенсивности обнаруженного света, отличающейся от заданной непрозрачности ленточного материала.
В еще одном аспекте устройства согласно изобретению светоизлучающее устройство может содержать светоизлучатели, которые представляют собой линейки газовых светильников или ламп накаливания, которые излучают свет по всей ширине ленточного материала.
В еще одном аспекте устройства по изобретению светоизлучающее устройство может содержать отдельные светоизлучатели, которые перекрывают всю ширину ленточного материала.
В другом аспекте устройства согласно изобретению указанное сканирование ленточного материала по всей ширине выполняется за один проход.
В дополнительном аспекте устройства по изобретению указанный управляющий блок контроля дефектов выполнен с возможностью высчитывать время и/или место поперечного разреза, который необходимо сделать в указанном ленточном материале для получения дефектного куска или бездефектного куска.
В еще одном дополнительном аспекте устройства по изобретению указанный ленточный материал может быть простым ленточным материалом или с шаблонным печатным рисунком или с неструктурированным рисунком.
В другом аспекте устройства в соответствии с изобретением после обнаружения дефекта указанный управляющий блок контроля дефектов передает инструкцию в блок управления производственной линии для перевода резальной установки в нерабочем состояние до тех пор, пока не будет передана дополнительная инструкция.
В еще одном аспекте устройства по изобретению, управляющий блок контроля дефектов обеспечивает возможность не выполнять упомянутой резальной установкой разрез в зоне печатного рисунка в случае, если ленточный материал имеет шаблонный печатный рисунок.
В другом аспекте устройства по изобретению, в случае простого ленточного материала или ленточного материала с неструктурированным рисунком, указанный управляющий блок контроля дефектов вычисляет точное расстояние l между любыми двумя последовательными дефектами, и, если l больше или равно длине L ленточного материала, необходимого для изготовления мешка, регистрирует указанный участок ленточного материала между указанными двумя дефектами как бездефектный участок и передает инструкцию в блок управления производственной линии о задействовании резальной установки для изготовления бездефектного куска.
В еще одном аспекте устройства по изобретению, в случае простого ленточного материала, указанный управляющий блок контроля дефектов вычисляет точную длину l между любыми двумя последовательными дефектами, и если l меньше L, управляющий блок контроля дефектов продолжает сканировать ленточный материал до тех пор, пока не будет обнаружена пара последовательных дефектов, точная длина между которыми больше L, и такой участок ленточного материала будет зарегистрирован как еще один бездефектный участок и, далее, уведомит блок управления производственной линии о задействовании резальной установки для изготовления бездефектного куска.
В дополнительном аспекте устройства по настоящему изобретению, если между двумя последовательными бездефектными участками ленточного материала существует участок дефектного ленточного материала длиной больше L, управляющий блок контроля дефектов передает инструкцию блоку управления производственной линии для выполнения одного разреза на заднем конце участка дефектного ленточного материала, но не каких-либо разрезов между ними.
В еще одном дополнительном аспекте устройства по изобретению, скорость последующей резки бездефектных кусков, подаваемых на производственную линию после операции резки, регулируется с учетом количества дефектов и их распределения вдоль перемещающегося ленточного материала.
В еще одном аспекте устройства по изобретению указанная скорость последующей резки является переменной и поддерживается в заданном диапазоне.
В дополнительном аспекте устройства согласно изобретению, указанный блок обнаружения дефектов может быть размещен между любыми двумя последовательными подающими роликами.
В другом аспекте устройства по изобретению, указанное светоизлучающее устройство (13) имеет дополнительные линейки светоизлучателей, излучающих свет с интенсивностью, подходящей для обнаружения конкретных типов дефектов.
В еще одном аспекте устройства по изобретению, при обнаружении дефектного участка полотна такие предусмотренные операции предварительной резки, как перфорация полотна или выполнение отверстий, отключают.
В еще одном аспекте изобретения, раскрывается способ устранения дефектов в перемещающемся ленточном материале, предусмотренный на производственной линии, имеющей несколько обрабатывающих установок и ряд подающих роликов, которые способствуют перемещению указанного ленточного материала между двумя установками, при этом указанный способ характеризуется тем, что включает предоставление устройства для устранения дефектов в перемещающемся ленточном материале, обеспечивает безостановочное перемещение ленточного материала и предусматривает:
(а) выявление дефектов в перемещающемся ленточном материале и определение положения разрезов, которые необходимо сделать в перемещающемся ленточном материале,
(b) связь с указанным управляющим блоком контроля дефектов для ведения базы данных дефектов, их местоположения во время обнаружения и мониторинга продвижения дефектов перемещающегося ленточного материала;
(c) связь с блоком управления производственной линии для управления операцией резки на резальной установке указанной производственной линии для изготовления кусков дефектного и бездефектного ленточного материала, и
(d) контроль процесса отделения дефектных кусков ленточного материала от последующего потока производственной линии
(е) отправку бездефектных кусков на указанные последующие обрабатывающие установки.
В дополнительном аспекте изобретения указанный этап (а) предусматривает:
- излучение света на указанный ленточный материал посредством светоизлучающего устройства, которое является частью указанного блока обнаружения дефектов;
- прием излучаемого света, который прошел через указанный перемещающийся ленточный материал, посредством светочувствительного блока, который является частью указанного блока обнаружения дефектов; и последующее выявление наличия дефекта.
В еще одном аспекте изобретения, указанный этап определения наличия дефекта выполняют на основании изменения непрозрачности указанного ленточный материала, рассчитанной на основе объема и интенсивности принятого света, отличающейся от заданной непрозрачности ленточного материала.
В еще одном аспекте способа по настоящему изобретению указанное светоизлучающее устройство может содержать светоизлучатели, которые представляют собой линейки газовых светильников или ламп накаливания, которые излучают свет по всей ширине ленточного материала.
В еще одном аспекте способа по настоящему изобретению светоизлучающее устройство может содержать отдельные светоизлучатели, которые перекрывают всю ширину ленточного материала.
В еще одном аспекте способа изобретения указанный этап сканирования ленточного материала по всей ширине выполняется за один проход.
В дополнительном аспекте способа по изобретению действие указанного управляющего блока контроля дефектов включает этап вычисления времени и/или места поперечного разреза, который необходимо сделать в упомянутом ленточном материале для получения дефектного куска или бездефектного куска.
В другом аспекте изобретения указанный перемещающийся ленточный материал может быть простым ленточным материалом или с шаблонным печатным рисунком или с неструктурированным рисунком.
В еще одном аспекте способа по изобретению после обнаружения дефекта указанный управляющий блок контроля дефектов передает инструкцию в блок управления производственной линии для перевода резальной установки в нерабочее состояние до тех пор, пока не будет передана дополнительная инструкция.
В еще одном аспекте способа изобретения, управляющий блок контроля дефектов обеспечивает возможность не выполнять упомянутой резальной установкой разрез в зоне печатного рисунка в случае, если ленточный материал имеет шаблонный печатный рисунок.
В соответствии с еще одним аспектом способа согласно изобретению в случае простого ленточного материала или ленточного материала с неструктурированным рисунком, указанный управляющий блок контроля дефектов вычисляет точное расстояние l между любыми двумя последовательными дефектами, и, если l больше или равно длине L ленточного материала, необходимого для изготовления мешка, регистрирует указанный участок ленточного материала между указанными двумя дефектами как бездефектный участок и передает инструкцию в блок управления производственной линии о задействовании резальной установки для изготовления бездефектного куска.
В еще одном аспекте способа изобретения в случае простого ленточного материала, указанный управляющий блок контроля дефектов вычисляет точную длину l между любыми двумя последовательными дефектами, и, если l меньше L, управляющий блок контроля дефектов продолжает сканировать ленточный материал до тех пор, пока не будет обнаружена пара последовательных дефектов, точная длина между которыми больше L, и такой участок ленточного материала будет зарегистрирован как еще один бездефектный участок и, далее, уведомит блок управления производственной линии о задействовании резальной установки для изготовления бездефектного куска.
В еще одном аспекте способа согласно изобретению, если между двумя последовательными бездефектными участками ленточного материала существует участок дефектного ленточного материала длиной больше L, управляющий блок контроля дефектов передает инструкцию блоку управления производственной линии для выполнения одного разреза на заднем конце участка дефектного ленточного материала, но не каких-либо разрезов между ними.
В еще одном аспекте способа согласно изобретению скорость последующей резки бездефектных кусков, подаваемых на производственную линию после операции резки, регулируется с учетом количества дефектов и их распределения вдоль перемещающегося ленточного материала.
В еще одном аспекте способа по изобретению указанная скорость последующей резки является переменной и поддерживается в заданном диапазоне.
В еще одном аспекте способа изобретения указанный блок обнаружения дефектов может быть размещен между любыми двумя последовательными подающими роликами.
В другом аспекте способа изобретения указанное светоизлучающее устройство (13) имеет дополнительные линейки светоизлучателей, излучающих свет с интенсивностью, подходящей для обнаружения конкретных типов дефектов.
В еще одном аспекте способа изобретения при обнаружении дефектного участка полотна такие предусмотренные операции предварительной резки, как перфорация полотна или выполнение отверстий, отключают.
Примеры ленточного материала, сканированного устройством контроля дефектов, показаны на Фиг. 7a, 7b, 8 и 9. Изображения созданы с помощью системы сканирования, состоящей из двух линеек, в которой первый светоизлучатель используют для создания изображения основного ленточного материала и второй светоизлучатель используют для создания изображения краевого участка.
На Фиг. 7a и 7b показаны компьютерные изображения бездефектных частей ленточного материала, сканированные устройством по изобретению для ленточного материала с напечатанным рисунком и без него. Устройство по изобретению не обнаружило каких-либо дефектов из-за их отсутствия.
На Фиг. 8 показаны компьютерные изображения дефектных частей ленточного материала, сканированные устройством по изобретению для ленточного материала без напечатанного рисунка. Как видно на верхней половине изображения, устройство согласно изобретению обнаружило дефекты в краевом участке. Как также видно на нижней половине изображения, устройство согласно изобретению обнаружило дефекты в основном ленточном материале.
На Фиг. 9 показаны компьютерные изображения дефектных участков ленточного материала, сканированные устройством по изобретению для ленточного материала с напечатанным рисунком. Как видно на верхней половине изображения, устройство согласно изобретению обнаружило дефекты в краевом участке. Как также видно на нижней половине изображения, устройство согласно изобретению обнаружило дефект в основном ленточном материале.
Хотя приведенное выше описание содержит много конкретных реализаций, их не следует рассматривать как ограничение объема изобретения, а как иллюстрацию его предпочтительных вариантов осуществления. Следует понимать, что возможны модификации и изменения на основе приведенного выше описания без отклонения от сущности и объема изобретения. Соответственно, объем изобретения должен определяться не проиллюстрированными вариантами осуществления, а прилагаемой формулой изобретения и ее юридическими эквивалентами.





Группа изобретений относится к устройству для устранения дефектов ленточного материала на производственных линиях. Устройство относится к выявлению дефектных участков полотна/ленточного материала и отбраковке дефектных кусков до того, как они поступят в последующие процессы производственной линии, такие как изготовление мешков. Устройство контроля дефектов содержит блок обнаружения дефектов и управляющий блок контроля дефектов, который контролирует состояние дефектов на движущемся ленточном материале. Идентифицируют содержащий дефект ленточного материала участок, который нужно вырезать. Управляющий блок контроля дефектов также соединен с блоком управления производственной линии, чтобы избирательно управлять блоком резки, который разрезает ленточный материал на куски. Также раскрыт способ устранения дефектов в ленточном материале, включающий этапы обнаружения дефектов в ленточном материале, идентификации куска/участка ленточного материала, содержащего дефект, и удаления его из производственной линии. Группа изобретений направлена на устранение дефектов в ленточном материале. 2 н. и 34 з.п. ф-лы, 10 ил.
1. Устройство для устранения дефектов (2) в перемещающемся ленточном материале (1), предусмотренное на производственной линии (6), которая содержит обрабатывающие установки для изготовления мешков из указанного ленточного материала (1), указанные обрабатывающие установки представляют собой установки предварительной резки, резальную установку (16) и обрабатывающие установки после резки, а также содержит ряд подающих роликов (14), которые способствуют перемещению указанного ленточного материала (1) между любыми двумя установками, отличающееся тем, что указанное устройство для устранения дефектов (2) включает блок (4) обнаружения дефектов и управляющий блок (5) контроля дефектов, причем указанный блок (4) обнаружения дефектов выполнен с возможностью
- обнаружения дефектов в перемещающемся ленточном материале, определения позиций разрезов, которые необходимо сделать в ленточном материале (1),
- связи с указанным управляющем блоком (5) контроля дефектов для ведения базы данных дефектов (2), их местоположения во время обнаружения и мониторинга продвижения дефектов перемещающегося ленточного материала (1),
а указанный управляющий блок (5) контроля дефектов выполнен с возможностью связи с блоком (15) управления производственной линии для управления операцией резки в резальной установке (16) и операциями предварительной резки указанной производственной линии (6) для изготовления кусков дефектного и бездефектного ленточного материала и
управления процессом отделения дефектных кусков (1c) ленточного материала (1) от последующего потока производственной линии (6) без остановки перемещения ленточного материала (1).
2. Устройство по п. 1, отличающееся тем, что указанный блок (4) обнаружения дефектов содержит светоизлучающее устройство (13) для излучения света на указанный ленточный материал (1) и светочувствительный блок (12) для приема излучаемого света, который выходит из указанного ленточного материала (1), при этом указанное светоизлучающиее устройство (13) содержит по меньшей мере два светоизлучателя, излучающие свет, который проходит через указанный перемещающийся ленточный материал (1), указанный светочувствительный блок (12) выполнен с возможностью обнаруживать свет, который проходит через указанный продвигающийся ленточный материал (1), или сканировать ленточный материал (1) и определять наличие дефекта.
3. Устройство по п. 2, отличающееся тем, что указанное определение наличия дефекта (2) выполняется на основании изменения непрозрачности указанного ленточного материала (1), рассчитанной на основе объема и интенсивности обнаруженного света, отличающейся от заданной непрозрачности ленточного материала (1).
4. Устройство по пп. 2, 3, отличающееся тем, что светоизлучающее устройство (13) может содержать светоизлучатели, которые представляют собой линейки газовых светильников или ламп накаливания, которые излучают свет по всей ширине ленточного материала (1).
5. Устройство по пп. 2, 3, отличающееся тем, что светоизлучающее устройство может содержать отдельные светоизлучатели, которые перекрывают всю ширину ленточного материала (1).
6. Устройство по пп. 1-3, отличающееся тем, что сканирование ленточного материала
(1) по всей ширине выполняется за один проход.
7. Устройство по пп. 1-3, отличающееся тем, что указанный управляющий блок (5) контроля дефектов выполнен с возможностью высчитывать время и/или место поперечного разреза, который необходимо сделать в указанном ленточном материале (1) для получения дефектного куска (1c) или бездефектного куска (1b).
8. Устройство по пп. 1-3, отличающееся тем, что указанный ленточный материал (1) является простым ленточным материалом, или с шаблонным печатным рисунком (9), или с неструктурированным рисунком.
9. Устройство по пп. 1-3, отличающееся тем, что после обнаружения дефекта (2) указанный управляющий блок контроля дефектов передает инструкцию в блок (15) управления производственной линии для перевода резальной установки (16) в нерабочем состояние до тех пор, пока не будет передана дополнительная инструкция.
10. Устройство по пп. 1-3, отличающееся тем, что указанный управляющий блок (5) контроля дефектов обеспечивает возможность не выполнять упомянутой резальной установкой разрез в зоне печатного рисунка в случае, если ленточный материал (1) имеет шаблонный печатный рисунок (9).
11. Устройство по пп. 1-3, отличающееся тем, что в случае простого ленточного материала (1) или ленточного материала (1) с неструктурированным рисунком указанный управляющий блок (5) контроля дефектов вычисляет точное расстояние l между любыми двумя последовательными дефектами (l) и, если l больше или равно длине L ленточного материала (1), необходимого для изготовления мешка, регистрирует указанный участок ленточного материала (1) между указанными двумя дефектами (2) как бездефектный участок и передает инструкцию в блок (15) управления производственной линии о задействовании резальной установки (16) для изготовления бездефектного куска (1b).
12. Устройство по пп. 1-3, отличающееся тем, что в случае простого ленточного материала (1) указанный управляющий блок (5) контроля дефектов вычисляет точную длину l между любыми двумя последовательными дефектами, и если l меньше L, управляющий блок (5) контроля дефектов продолжает сканировать ленточный материал (1) до тех пор, пока не будет обнаружена пара последовательных дефектов, точная длина между которыми больше L, и такой участок ленточного материала (1) будет зарегистрирован как еще один бездефектный участок и, далее, уведомит блок (15) управления производственной линии о задействовании резальной установки (16) для изготовления бездефектного куска (1b).
13. Устройство по п. 11, отличающееся тем, что, если между двумя последовательными бездефектными участками (8) ленточного материала существует участок (7) дефектного ленточного материала длиной больше L, управляющий блок (5) контроля дефектов передает инструкцию блоку (15) управления производственной линии для выполнения одного разреза на заднем конце участка (7) дефектного ленточного материала.
14. Устройство по пп. 1-3, отличающееся тем, что скорость последующей резки бездефектных кусков (1b), подаваемых на производственную линию (6) после операции резки, регулируется с учетом количества дефектов (2) и их распределения вдоль перемещающегося ленточного материала (1).
15. Устройство по п. 14, в котором указанная скорость последующей резки является переменной и поддерживается в заданном диапазоне.
16. Устройство по пп. 1-3, отличающееся тем, что указанный блок (4) обнаружения дефектов может быть размещен между любыми двумя последовательными подающими роликами.
17. Устройство по пп. 2, 3, отличающееся тем, что указанное светоизлучающее устройство (13) имеет дополнительные линейки светоизлучателей, излучающих свет с интенсивностью, подходящей для обнаружения конкретных типов дефектов.
18. Устройство по пп. 1-3, отличающееся тем, что при обнаружении дефектного участка полотна такие предусмотренные операции предварительной резки, как перфорация полотна или выполнение отверстий, отключают.
19. Способ устранения дефектов в перемещающемся ленточном материале (1), предусмотренный на производственной линии (6), которая содержит обрабатывающие установки для изготовления мешков из указанного ленточного материала (1), указанные обрабатывающие установки представляют собой установки предварительной резки, резальную установку (16) и обрабатывающие установки после резки, а также содержит ряд подающих роликов, которые способствуют перемещению указанного ленточного материала (1) между любыми двумя установками, отличающийся тем, что включает предоставление устройства по п. 1 для устранения дефектов в перемещающемся ленточном материале (1), обеспечивает безостановочное перемещение ленточного материала (1) и предусматривает:
(а) выявление дефектов (2) в перемещающемся ленточном материале и определение положения разрезов, которые необходимо сделать в перемещающемся ленточном материале (1);
(b) связь с указанным управляющим блоком (5) контроля дефектов для ведения базы данных дефектов (2), их местоположения во время обнаружения и мониторинга продвижения дефектов (2) перемещающегося ленточного материала;
(c) связь с блоком (15) управления производственной линии для управления операцией резки и операциями предварительной резки на резальной установке (16) указанной производственной линии (6) для изготовления кусков (1c и 1b) дефектного и бездефектного ленточного материала, и
(d) контроль процесса отделения дефектных кусков (7) ленточного материала от последующего потока производственной линии (6);
(е) отправку бездефектных кусков (1b) на указанные последующие обрабатывающие установки (6a).
20. Способ по п. 19, отличающийся тем, что указанный этап (а) предусматривает
- излучение света на указанный ленточный материал (1) посредством светоизлучающего устройства (13), которое содержит по меньшей мере два светоизлучателя и является частью указанного блока (4) обнаружения дефектов;
- прием излучаемого света, который прошел через указанный перемещающийся ленточный материал (1), посредством светочувствительного блока (12), который является частью указанного блока (4) обнаружения дефектов, и последующее выявление наличия дефекта.
21. Способ по п. 20, отличающийся тем, что указанный этап определения наличия дефекта (2) выполняют на основании изменения непрозрачности указанного ленточного материала (1), рассчитанной на основе объема и интенсивности принятого света, отличающейся от заданной непрозрачности ленточного материала (1).
22. Способ по пп. 20, 21, отличающийся тем, что указанное светоизлучающее устройство (13) может содержать светоизлучатели, которые представляют собой линейки газовых светильников или ламп накаливания, которые излучают свет по всей ширине ленточного материала (1).
23. Способ по пп. 20, 21, отличающийся тем, что светоизлучающее устройство (13) содержит отдельные светоизлучатели, которые перекрывают всю ширину ленточного материала (1).
24. Способ по пп. 19-21, отличающийся тем, что указанный этап сканирования ленточного материала (1) по всей ширине выполняется за один проход.
25. Способ по пп. 19-21, отличающийся тем, что действие управляющего блока (5) контроля дефектов включает этап вычисления времени и/или места поперечного разреза, который необходимо сделать в упомянутом ленточном материале (1) для получения дефектного куска (1c) или бездефектного куска (1b).
26. Способ по пп. 19-21, отличающийся тем, что перемещающийся ленточный материал (1) может быть простым ленточным материалом, или с шаблонным печатным рисунком (9), или с неструктурированным рисунком.
27. Способ по пп. 19-21, отличающийся тем, что после обнаружения дефекта (2) указанный управляющий блок (5) контроля дефектов передает инструкцию в блок (15) управления производственной линии (6) для перевода резальной установки (16) в нерабочем состояние до тех пор, пока не будет передана дополнительная инструкция.
28. Способ по пп. 19-21, отличающийся тем, что управляющий блок (5) контроля дефектов обеспечивает возможность упомянутой резальной установке не выполнять разрез в зоне печатного рисунка в случае, если ленточный материал имеет шаблонный печатный рисунок (9).
29. Способ по пп. 19-21, отличающийся тем, что в случае простого ленточного материала или ленточного материала с неструктурированным рисунком указанный управляющий блок (5) контроля дефектов вычисляет точное расстояние l между любыми двумя последовательными дефектами и, если l больше или равно длине L ленточного материала (1), необходимого для изготовления мешка, регистрирует указанный участок ленточного материала между указанными двумя дефектами как бездефектный участок и передает инструкцию в блок (15) управления производственной линии о задействовании резальной установки для изготовления бездефектного куска (1b).
30. Способ по пп. 19-21, отличающийся тем, что в случае простого ленточного материала указанный управляющий блок (5) контроля дефектов вычисляет точную длину l между любыми двумя последовательными дефектами, и, если l меньше L, управляющий блок (5) контроля дефектов продолжает сканировать ленточный материал (1) до тех пор, пока не будет обнаружена пара последовательных дефектов
(2), точная длина между которыми больше L, и такой участок ленточного материала (1) будет зарегистрирован как еще один бездефектный участок (8) и, далее, уведомит блок (15) управления производственной линии о задействовании резальной установки для изготовления бездефектного куска (1b).
31. Способ по п. 29, отличающийся тем, что, если между двумя последовательными бездефектными участками (8) ленточного материала существует участок дефектного ленточного материала длиной больше L, управляющий блок контроля дефектов передает инструкцию блоку (15) управления производственной линии для выполнения одного разреза на заднем конце участка (7) дефектного ленточного материала.
32. Способ по пп. 19-21, отличающийся тем, что скорость последующей резки бездефектных кусков (1b), подаваемых на производственную линию (6) после операции резки, регулируется с учетом количества дефектов (2) и их распределения вдоль перемещающегося ленточного материала (1).
33. Способ по п. 32, отличающийся тем, что указанная скорость последующей резки является переменной и поддерживается в заданном диапазоне.
34. Способ по пп. 19-21, отличающийся тем, что указанный блок (4) обнаружения дефектов может быть размещен между любыми двумя последовательными подающими роликами.
35. Способ по пп. 20, 21, отличающийся тем, что указанное светоизлучающее устройство (13) имеет дополнительные линейки светоизлучателей, излучающих свет с интенсивностью, подходящей для обнаружения конкретных типов дефектов.
36. Способ по пп. 19-21, отличающийся тем, что при обнаружении дефектного участка полотна такие предусмотренные операции предварительной резки, как перфорация полотна или выполнение отверстий, отключают.
| WO 2009121841 A1, 08.10.2009 | |||
| WO 2018055856 A1, 29.03.2018 | |||
| Устройство для укладки в штабеля призматических изделий стандартных размеров в стоячем положении | 1933 |
|
SU40251A1 |
| Трехфазная обмотка | 1930 |
|
SU32032A1 |
| Устройство для резки ленточного упаковочного материала на заготовки | 1978 |
|
SU734016A2 |

