Изобретение относится к станкостроению, предназначено для выполнения токарных, фрезерных, сверлильно-расточных и шлифовальных операций при групповой обработке деталей и может быть использовано в пищевой, медицинской, автомобильной, машиностроительной и других отраслях промышленности в мелко-серийном, серийном и крупносерийном производстве при изготовлении высокоточных деталей сложной пространственной формы из неметаллических материалов, например фторопласта, цветных и черных металлов, а также специальных сталей с применением современного инструмента.
Известен токарно-фрезерный центр, содержащий станину с продольными направляющими, установленную на продольных направляющих переднюю стойку со шпиндельной бабкой, снабженной шпинделем, имеющей возможность перемещения по данной стойке в вертикальном направлении, крестовый стол, имеющий возможность перемещения по продольным направляющим, заднюю стойку с поддерживающим устройством, установленным с возможностью перемещения по стойке. На станине смонтирован кронштейн с закрепленной в нем вертикальной осью, имеющий возможность перемещения по дополнительным продольным направляющим станины. Передняя стойка размещена в кронштейне с возможностью поворота вокруг вертикальной оси и перемещения вдоль вертикальной оси. Шпиндель связан с электродвигателем через ременную передачу. При фрезерных и расточных работах в шпинделе установлен соответствующий инструмент. При токарных работах на шпинделе станка закреплен токарный патрон, а на крестовом столе резцедержатель. Изменение частоты вращения шпинделя осуществляется перестановкой ремня в соответствующий ручей шкива. Перемещение рабочих органов - крестового стола и шпиндельной бабки - осуществляется вручную при помощи соответствующих маховичков или механической подачей через коробку подач. Использование этого центра позволяет выполнять все виды работ, выполняемых на обычных токарно-винторезном и горизонтально-фрезерном станках (патент RU 2022758, МПК5 B23Q 37/00, B23B 39/00).
Однако такой центр не обеспечивает высокую производительность выполняемых работ, требуемую высокую точность и чистоту обработки деталей из-за использования в кинематических цепях главного движения и подач при выполнении фрезерных и токарных работ механических приводов с низкой точностью перемещения по координатам и недостаточной скоростью вращения, а именно: перемещение рабочих органов - крестового стола, шпиндельной бабки - осуществляется вручную при помощи соответствующих маховичков или механической подачей через коробку подач, изменение частоты вращения шпинделя осуществляется перестановкой ремня в соответствующий ручей шкива.
Наиболее близким по технической сущности и достигаемому результату к заявляемому техническому решению (прототипом) является токарно-фрезерный обрабатывающий центр, содержащий станину с направляющими, каретку, установленную на направляющих станины с возможностью возвратно-поступательного перемещения относительно станины, шпиндельные бабки с патронами, одна из которых закреплена на станине неподвижно, один или более суппортных узлов, связанных с вертикальной стойкой, со средствами закрепления инструмента и направляющими, имеющих возможность вертикального возвратно-поступательного перемещения и возвратно-поступательного перемещения поперек направляющих станины, главные приводы шпиндельных бабок, вспомогательные приводы, систему числового программного управления (ЧПУ), манипулятор инструментального магазина, размещенный с тыльной стороны станка и сопряженный со станиной, причем магазин размещен в заданном месте станины и его положение зафиксировано в программе ЧПУ для команды на смену инструмента. Вертикальная стойка установлена на каретке с возможностью перемещения в поперечном направлении относительно линии центров. Токарно-фрезерный обрабатывающий центр обеспечивает последовательную механическую обработку заготовки, установленной оператором в патрон шпиндельной бабки, по заданной системе ЧПУ программе с автоматической сменой инструмента за счет использования автоматического манипулятора (патент RU 44560, МПК7 B23B 17/00, B23B 25/06, B23B 21/00).
Однако при достаточно высоких характеристиках по точности обработки деталей, известный токарно-фрезерный обрабатывающий центр имеет низкую производительность, так как посредством данного устройства производится поштучная последовательная механическая обработка заготовок в заданном режиме со сменой инструмента в процессе обработки при условии последовательной установки каждой из заготовок в патрон шпиндельной бабки до начала обработки и удаления из патрона после обработки с многократными затратами времени на смену инструмента при полном и последовательном выполнении цикла обработки каждой заготовки, что не позволяет с одной установки обрабатывать несколько деталей или группу деталей.
Задачей настоящего изобретения является повышение производительности выполняемых работ.
Поставленная задача решается тем, что токарно-фрезерный центр для групповой обработки деталей, содержащий станину с направляющими, каретку, установленную на направляющих станины с возможностью возвратно-поступательного перемещения относительно станины, шпиндельные бабки с патронами, одна из которых закреплена на станине неподвижно, суппортный узел, связанный с вертикальной стойкой и имеющий возможность вертикального возвратно-поступательного перемещения, и суппортный узел со средствами для закрепления инструмента, связанный с направляющими и имеющий возможность возвратно-поступательного перемещения относительно направляющих станины, главные приводы шпиндельных бабок, вспомогательные приводы, систему ЧПУ, согласно изобретению оборудован независимыми токарной и фрезерной частями, причем фрезерная часть образована суппортным узлом, связанным с вертикальной стойкой, выполненной в виде колонны, закрепленной на станине неподвижно, кареткой, связанной с направляющими, на которой консольно установлены шпиндель-мотор и фрезерная шпиндельная бабка со шпинделем, а также главный привод шпиндельной бабки фрезерной части, связанный с этой шпиндельной бабкой через ременную передачу, и крестовым столом, связанным с направляющими станины с возможностью возвратно-поступательного перемещения относительно последней, а токарная часть образована суппортным узлом с названным крестовым столом, имеющим возможность продольной и поперечной подачи, кареткой, на которой размещен названный крестовый стол, установленной на направляющих станины с возможностью возвратно-поступательного перемещения относительно последней, шпиндельной бабкой токарной части, оборудованной главным приводом и закрепленной на станине неподвижно, причем крестовый стол оснащен средствами для закрепления инструмента при обработке на токарной части центра или приспособлениями для фиксации заготовок при их групповой обработке на фрезерной части центра.
Повышение производительности работ, выполняемых токарно-фрезерным центром, обеспечивается за счет того, что данный центр оборудован независимыми токарной и фрезерной частями, причем фрезерная часть образована суппортным узлом, связанным с вертикальной стойкой, выполненной в виде колонны, закрепленной на станине неподвижно, кареткой, связанной с направляющими, на которой консольно установлены шпиндель-мотор и фрезерная шпиндельная бабка со шпинделем, а также главный привод шпиндельной бабки фрезерной части, связанный с этой шпиндельной бабкой через ременную передачу, и крестовым столом, связанным с направляющими, станины с возможностью возвратно-поступательного перемещения относительно последней, и обеспечивает не поштучную последовательную механическую обработку заготовок в заданном режиме со сменой инструмента в процессе обработки каждой детали, а групповую обработку деталей в широком диапазоне скоростей вращения шпиндель-мотора и фрезерной шпиндельной бабки со шпинделем. Токарная часть токарно-фрезерного центра, образованная суппортным узлом с названным крестовым столом, имеющим возможность продольной и поперечной подачи, кареткой, на которой размещен названный крестовый стол, установленной на направляющих станины с возможностью возвратно-поступательного перемещения относительно последней, шпиндельной бабкой токарной части, оборудованной главным приводом и закрепленной на станине неподвижно, причем крестовый стол оснащен средствами для закрепления инструмента при обработке на токарной части центра или приспособлениями для фиксации заготовок при их групповой обработке на фрезерной части центра, обеспечивает изготовление заготовок для последующей фрезерной или шлифовальной обработки по заданной программе ЧПУ без смены инструмента в процессе обработки каждой детали.
Сущность изобретения поясняется чертежом, где показан общий вид токарно-фрезерного центра для групповой обработки деталей.
Токарно-фрезерный центр для групповой обработки деталей содержит станину 1 с направляющими 2 качения, вертикальную стойку 3, выполненную в виде колонны и закрепленную на станине 1 неподвижно, самостоятельные и независимые токарную и фрезерную части центра.
Токарная часть центра образована шпиндельной бабкой 4 токарной части со шпинделем 5 и патроном 6, закрепленной на станине 1 неподвижно и оборудованной главным приводом 7 шпиндельной бабки токарной части, суппортным узлом, имеющим возможность возвратно-поступательного перемещения относительно направляющих 2 станины 1, с крестовым столом 8, имеющим возможность продольной и поперечной подачи, установленным на каретке 9 качения, в свою очередь установленной на направляющих 2 и имеющей возможность возвратно-поступательного перемещения относительно станины 1 по направляющим 2. При этом крестовый стол 8 оснащен средствами для закрепления инструмента и средствами для фиксации заготовок при их групповой обработке на фрезерной части станка (на чертеже не показаны). Вид приспособлений для фиксации заготовок определяется их формой, размером, материалом заготовок и требованиям к качеству их обработки. Патрон 6 снабжен автоматическим механизмом подачи и зажима прутка (на чертеже не показан).
Фрезерная часть центра образована суппортным узлом 10, имеющим возможность вертикального возвратно-поступательного перемещения и связанным с вертикальной стойкой 3, кареткой 11, связанной с направляющими 12 качения, и вышеописанным крестовым столом 8, связанным с направляющими станины 1 с возможностью возвратно-поступательного перемещения относительно нее. На каретке 11 консольно установлены шпиндель-мотор 13, фрезерная шпиндельная бабка 14 со шпинделем 15 и патроном, а также главный привод 16 шпиндельной бабки фрезерной части, передающий вращение на шпиндель 15 через ременную передачу 17.
Вспомогательные координатные приводы подач (на чертеже не показаны), выполненные на направляющих качения в виде шарико-винтовых пар, предназначены для осуществления высоко точных продольной и поперечной координатных подач крестового стола 8, вертикального возвратно-поступательного перемещения суппортного узла 10 и возвратно-поступательного вертикального перемещения каретки 11 по направляющим 12. Приводные электродвигатели (на чертеже не показаны) предназначены для обеспечения бесступенчатого регулирования подач по всем координатам.
Шпиндель-мотор 13 содержит охлаждаемую обмотку статора, устройство подачи смазочно-охлаждающей жидкости через инструмент, устройство фиксации углового положения инструмента (на чертеже не показаны), что необходимо для выполнения фрезерных и расточных видов обработки. Шпиндель-мотор 13 имеет номинальную частоту вращения в пределах от 18000 до 24000 об/мин, что позволяет производить шлифовальные виды работ.
Система ЧПУ (на чертеже не показана) обеспечивает согласованное выполнение заданных программ при токарной и фрезерной обработке, соответственно, на токарной и фрезерной частях токарно-фрезерного центра.
Токарно-фрезерный центр для групповой обработки деталей работает следующим образом.
Для выполнения токарных операций на токарной части центра обрабатываемая заготовка в виде прутка необходимого диаметра заправляется через отверстие в шпинделе 5 посредством перемещения вдоль центральной оси шпинделя 5 в сторону патрона 6. Включается система ЧПУ и цикл работы начинается. По команде системы ЧПУ автоматическим механизмом подачи и зажима прутка последний перемещается на заданную величину и фиксируется в этом положении. Суппортный узел токарной части центра подводится в заданное положение с помощью вспомогательных координатных приводов подач (на чертеже не показаны), выполненных на направляющих качения в виде шарико-винтовых пар. Включается главный привод 7 шпиндельной бабки токарной части, который обеспечивает вращение шпинделя 5 с заданной частотой, и по заданной программе ЧПУ производятся операции сверления, точения, растачивания или шлифования в зависимости от требуемой обработки детали. После завершения цикла обработки для одной детали главный привод 7 шпиндельной бабки токарной части выключается. Изготовленная деталь удаляется из зоны обработки. По команде системы ЧПУ автоматическим механизмом подачи и зажима прутка последний перемещается на заданную величину и фиксируется в этом положении. Затем включается главный привод 7 шпиндельной бабки токарной части и цикл обработки для следующей детали повторяется.
Для выполнения фрезерных операций на фрезерной части центра группа обрабатываемых заготовок закрепляется на поверхности крестового стола 8, который оснащен средствами для фиксации заготовок при их групповой обработке. С помощью вспомогательных координатных приводов подач (на чертеже не показаны), выполненных на направляющих качения в виде шарико-винтовых пар, по программе системы ЧПУ осуществляются продольная и поперечная координатные подачи крестового стола 8, возвратно-поступательное вертикальное перемещение суппорта 10, возвратно-поступательное вертикальное перемещение каретки 11 по направляющим 12 и устанавливается шпиндель-мотор 13 или фрезерная шпиндельная бабка 14 со шпинделем 15 в заданное положение для начала фрезерной обработки первой детали из группы обрабатываемых. Вспомогательные координатные приводы подач (на чертеже не показаны), выполненные на направляющих качения в виде шарико-винтовых пар, управляются системой ЧПУ независимо друг от друга. В шпиндель 15 или в шпиндель-мотор 13 устанавливается и фиксируется в заданной позиции необходимый для обработки инструмент. Включается главный привод 16 шпиндельной бабки фрезерной части, передающий вращение на шпиндель 15 через ременную передачу 17, или шпиндель-мотор 13, и цикл обработки группы деталей начинается. По команде системы ЧПУ последовательно для всех деталей обрабатываемой группы выполняется одинаковая операция: или сверления, или фрезерования, или растачивания, или шлифования - в зависимости от требуемой обработки деталей. Использование шпиндель-мотора 13, имеющего высокую частоту вращения, осуществляется при необходимости выполнения особо точных работ с обеспечением высокого качества обрабатываемой поверхности. После обработки последней детали из всех деталей обрабатываемой группы выключается главный привод 16 шпиндельной бабки фрезерной части или шпиндель-мотор 13. С поверхности крестового стола 8 удаляется группа обработанных деталей, закрепляется на этой поверхности новая группа деталей, выполняется, при необходимости, корректировка программы ЧПУ, если вид обработки или вид обрабатываемых деталей изменился, и цикл обработки повторяется.
Таким образом, использование предложенного изобретения позволяет повысить производительность выполняемых работ при групповой обработке деталей.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТОКАРНЫЙ ОБРАБАТЫВАЮЩИЙ ЦЕНТР | 2019 |
|
RU2727133C1 |
| Агрегатный обрабатывающий центр | 1984 |
|
SU1255394A1 |
| Способ обработки на токарном станке, имеющем узел с вращающимся валом, и устройство для его реализации | 2019 |
|
RU2739461C1 |
| СТАНОК МНОГОЦЕЛЕВОЙ С ЧИСЛОВЫМ ПРОГРАММНЫМ УПРАВЛЕНИЕМ, ЛАЗЕРНОЙ ОПТИЧЕСКОЙ ГОЛОВКОЙ И АВТОМАТИЧЕСКОЙ СМЕНОЙ ИНСТРУМЕНТА | 2010 |
|
RU2443534C2 |
| Многооперационный станок | 1987 |
|
SU1454653A1 |
| УНИВЕРСАЛЬНЫЙ СТАНОК | 1991 |
|
RU2022758C1 |
| НАСТОЛЬНЫЙ МНОГОЦЕЛЕВОЙ СТАНОК | 1994 |
|
RU2089383C1 |
| Металлорежущий станок | 1989 |
|
SU1664465A1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ АСИММЕТРИЧНОЙ ЗАГОТОВКИ С ОДНОЙ УСТАНОВКИ, СТАНОК И УСТРОЙСТВО ДЛЯ ЗАКРЕПЛЕНИЯ ЗАГОТОВКИ | 2013 |
|
RU2600685C1 |
| ДВУХШПИНДЕЛЬНЫЙ ТОКАРНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ПОРШНЕЙ | 1993 |
|
RU2087264C1 |
Изобретение относится к станкостроению, в частности к токарно-фрезерным центрам, и предназначено для выполнения токарных, фрезерных, сверлильно-расточных и шлифовальных операций при групповой обработке деталей. Центр состоит из независимых токарной и фрезерной частей. Фрезерная часть образована суппортным узлом, кареткой, направляющими, главным приводом шпиндельной бабки фрезерной части и крестовым столом. Токарная часть образована суппортным узлом, упомянутым крестовым столом и кареткой, на которой размещен упомянутый крестовый стол, и шпиндельной бабкой токарной части. Токарная часть центра оборудована главным приводом, а крестовый стол оснащен средствами для закрепления инструмента при обработке детали на токарной части центра или приспособлениями для их фиксации при обработке на фрезерной части центра. Повышается производительность при выполнении операций при групповой обработке деталей. 1 ил.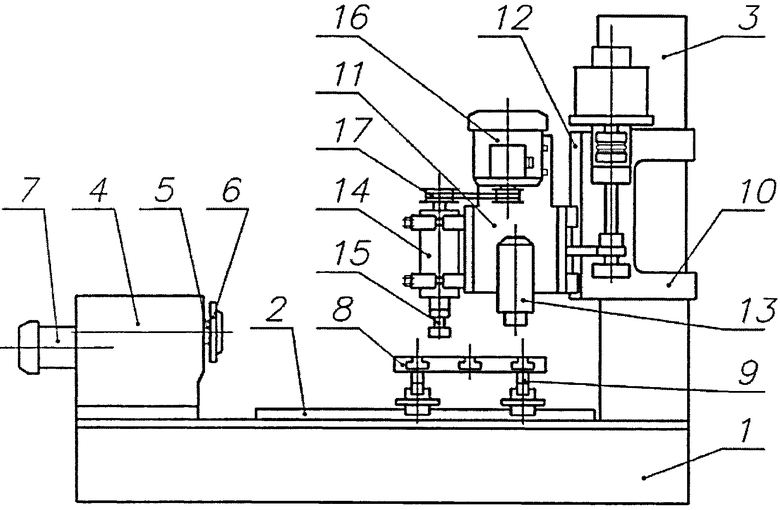
Токарно-фрезерный центр для групповой обработки деталей, содержащий станину с направляющими, каретку, связанную с направляющими станины с возможностью возвратно-поступательного перемещения относительно станины, шпиндельные бабки с патронами, одна из которых закреплена на станине неподвижно, суппортный узел, связанный с вертикальной стойкой и имеющий возможность вертикального возвратно-поступательного перемещения, и суппортный узел со средствами для закрепления инструмента, связанный с направляющими и имеющий возможность возвратно-поступательного перемещения относительно направляющих станины, главные приводы шпиндельных бабок, вспомогательные приводы, систему числового программного управления, отличающийся тем, что центр оборудован независимыми токарной и фрезерной частями, причем фрезерная часть образована суппортным узлом, связанным с вертикальной стойкой, выполненной в виде колонны, закрепленной на станине неподвижно, кареткой, связанной с направляющими, на которой консольно установлены шпиндель-мотор и фрезерная шпиндельная бабка со шпинделем, а также главный привод шпиндельной бабки фрезерной части, связанный с этой шпиндельной бабкой через ременную передачу, и крестовым столом, связанным с направляющими станины с возможностью возвратно-поступательного перемещения относительно последней, а токарная часть образована суппортным узлом с упомянутым крестовым столом, имеющим возможность продольной и поперечной подачи, кареткой, на которой размещен упомянутый крестовый стол, установленной на направляющих станины с возможностью возвратно-поступательного перемещения относительно последней, шпиндельной бабкой токарной части, оборудованной главным приводом и закрепленной на станине неподвижно, причем крестовый стол оснащен средствами для закрепления инструмента при обработке на токарной части центра или приспособлениями для фиксации заготовок при их групповой обработке на фрезерной части центра.
| ЭЛЕКТРОГИДРАВЛИЧЕСКОЕ ОБЖИМНОЕ УСТРОЙСТВО И СПОСОБ ЕГО ЭКСПЛУАТАЦИИ | 2003 |
|
RU2317190C2 |
| RU 2007122629 A, 27.12.2008 | |||
| Установка для определения магнитных характеристик ферромагнитных металлов по баллистическому способу | 1957 |
|
SU115706A1 |
| УНИВЕРСАЛЬНЫЙ СТАНОК | 1991 |
|
RU2022758C1 |
| Распределительный механизм с распределением пара при помощи рабочего поршня в коловратных двигателях | 1934 |
|
SU44560A1 |

