Изобретение относится к станкостроению, в частности к обрабатьгеаю- щим центрам, для комплексной обработки деталей.
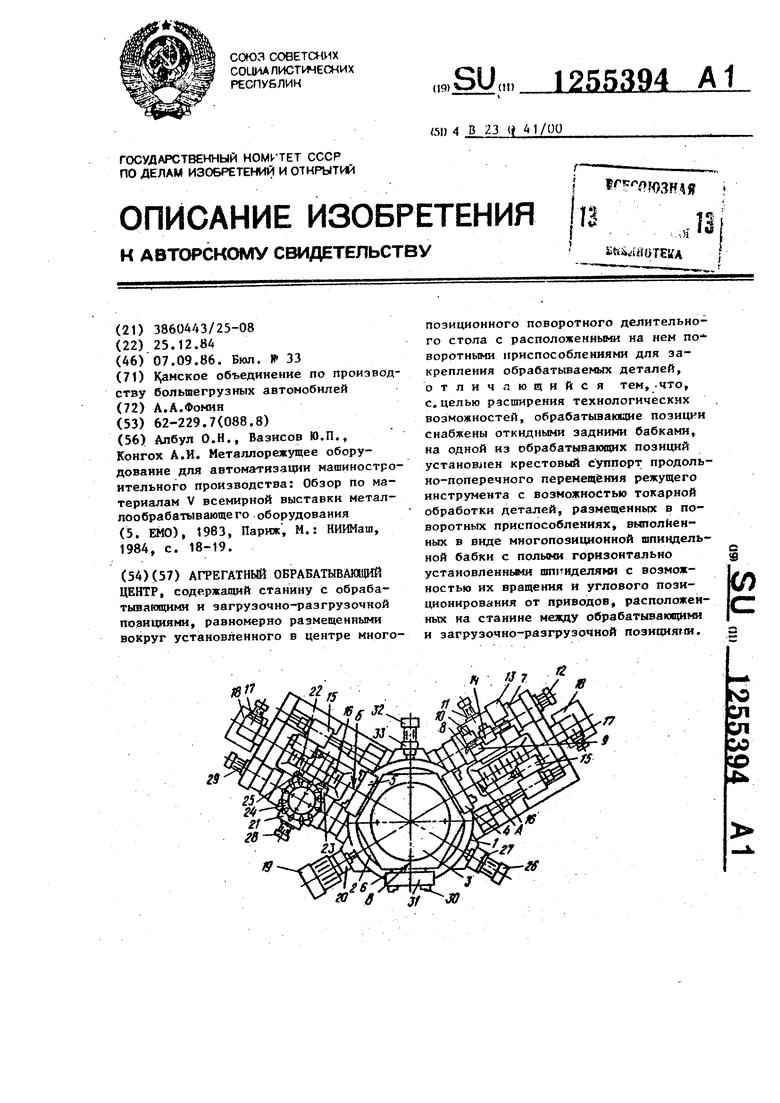
Цель изобретения - расширение твх- нологических возможностей путем комплексной обработки деталей на станке, включая токарную, фрезерную и свер- лильно-расточную обработки. На чертеже изображен обрабатываю- . щий центр, план.
Обрабатывающий центр включает в себя станину 1 с установленньм на ней трехпозиционным делительным столом 2, несущим шпиндельную бабку 3 с тремя полыми щпинделями А - 6, внутри которых (не показано) размещены встроенные гидроцилиндры зажима обрабатываемых изделий. Шпинделя расположены в горизонтальной плоскости под углом 120°один относительно другого.
Также под углом 120° друг к равномерно размещены на станине 1 вокруг сТола 2 обрабатываюпще и загру™
10
ts
20
Синхронизатор 20 с клин передачей и муфтами сцепле мозной предназначен для от привода вращения шпинделя поворота и индексации дели стола 2. Обрабатывающая по предназначена для фрезерно но-расточной обработки дет шедшей через токарную пози включает в себя крестовый продольно-поперечного пере фрезерно-сверлильной бабки шпинделем 23, С целью обес двух положений шпинделя 23 дикулярного к шпинделю 5 и параллельного ему - фрезен ная бабка 22 вьтолнена дву онной,
Фрезерно-сверлильная ба имеет инструментальный маг и манипулятор 25 автоматич ны инструмента.
Привод деления шпинделя жен по его оси с тотивопо
30
35
40
зочно-разгрузочная позиция., Обрабаты- 25 роны делительного стола 2 вающая позиция А предназначена для токарной обработки имеет крестовый: суппорт 7 продольно-поперечного перемещения токарного инструмента резца 8, зажатого, в резцедержке 9 с помощью - гидравлического зажима 10. Привод продольного и поперечного перемещения крестового суппорта 7 осуществляется от снповьи шаговых двигателей Пи 12, управляемых от системы ЧПУ (не показана) .- На крестовом суппорте 7 размещен инструментальный магазин 13 цепного типа, емкостью на двенадцать токарных инструментов, и манипулятор 14 для автоматической смены инструмента.
С целью обеспечения токарной обработки в центрах позиция А оснащена откидной подводимой задней бабкой 15. Стружкоудаление обеспечивается установкой цепного пластинчатого транспортера 16 стружкоуборки с приводом от мотор-редуктора 17. Дпя сброса стружки предусмотрена тара 18.
Привод главного движения токарной позиции А - вращение шпинделя 4 от электродвигателя 19 постоянного токл с бесступенчатым регулированием скорости через синхронизатор 20, жестко связанный со станиной 1, ,и пал (не показан), находящийся внутри делительного стола 2.
ляется от силового шаговог ля 26 через синхронизатор связанный со станиной 1, и показан), находящийся внут тельного стола 2. Синхрони с шестеренной передачей и сцепления и тормозной пред для расцепления .привода де деля 5 от двигателя 26 в м рота и индексации делитель ла 2.
Привод продольного и по перемещения крестового сто ществляется от силовых шаг телей 28 и 29, управление телей 26, 28 и 29 - от сис (не показана),
Позиция Б так же как и оснащена задней бабкой 15, 5 тером 16 стружкоуборки с п от мотор-редуктора 17 и та для стружки.
Позиция В расположена п деля 6 и предназначена для выгрузки деталей. С целью зации загрузки - выгрузки позиция В оснащена механиз рота шпинделя 6 до ориенти положения зажимных кулачко на 3 1 .
Механизм поворота включ мотор 32 и синхронизатор 3 связанный со станиной 1. С
SO
5S
s
0
Синхронизатор 20 с клиноременной передачей и муфтами сцепления и тормозной предназначен для отключения привода вращения шпинделя 4 в момент поворота и индексации делительного стола 2. Обрабатывающая позиция Б предназначена для фрезерно-сверлиль- но-расточной обработки детали, прошедшей через токарную позицию А. Она включает в себя крестовый стол 21 продольно-поперечного перемещения фрезерно-сверлильной бабки 22 со шпинделем 23, С целью обеспечения двух положений шпинделя 23 - перпендикулярного к шпинделю 5 изделия и , параллельного ему - фрезено-сверлиль- ная бабка 22 вьтолнена двухпозици- онной,
Фрезерно-сверлильная бабка 22 имеет инструментальный магазин 24 и манипулятор 25 автоматической смены инструмента.
Привод деления шпинделя 5 расположен по его оси с тотивоположной сто
роны делительного стола 2
и осуществляется от силового шагового двигателя 26 через синхронизатор 27, жестко связанный со станиной 1, и вал (не показан), находящийся внутри дели- - тельного стола 2. Синхронизатор 27 с шестеренной передачей и муфтами сцепления и тормозной предназначен для расцепления .привода деления шпинделя 5 от двигателя 26 в момент поворота и индексации делительного стола 2.
Привод продольного и поперечного перемещения крестового стола 21 осуществляется от силовых шаговых двигателей 28 и 29, управление двигателей 26, 28 и 29 - от системы ЧПУ (не показана),
Позиция Б так же как и позиция А оснащена задней бабкой 15, транспор- тером 16 стружкоуборки с приводом от мотор-редуктора 17 и тарой 18 для стружки.
Позиция В расположена по оси шпинделя 6 и предназначена для загрузки - выгрузки деталей. С целью автоматизации загрузки - выгрузки роботом, позиция В оснащена механизмом дово- рота шпинделя 6 до ориентированного положения зажимных кулачков 30 патрона 3 1 .
Механизм поворота включает г идро- мотор 32 и синхронизатор 33, жпстко связанный со станиной 1. Сннхрониэа
тор 33 с шестеренной передачей и муФ- тами сцепления и тормозной предназн-ч- чен для расцепления Шпинделя 6 от гидромотора 32 в момент поворота и индексации делительного стола 2. 5
Обрабатывающий агрегат работает следующим образом.
Промышленный робот или оператор производит загрузку заготовки на по- ю зиции В в зажимной патрон 31. После зажима заготовки кулачками 30 и при :наличии исходного положения синхрони- заторов 20, 27 и 33, крестового суппорта 7 токарной позиции А и кресто- ts вого. стола 21 фрезерно-сверлильной позиции Б происходит расфиксация, поворот и фиксация трехпозиционного делительного стола 2, Таким образом, заготовка с позиции загрузки - вы- jg Грузии В переходит на позицию токарной обработки А и после включения синхронизатора 20 ей сообщается главное движение - вращение от электродвигателя 19.25
В зависимости от конкретной детали по программе от системы ЧПУ происходит отработка цикла токарной обработки. Резец 8, зажатый в резцедерж- ке 9 гидравлическим зажимом 10 и рас-зр положенный на крестовом суппорте 7, совершает продольно-поперечные ускоренные и рабочие перемещения, реали- зуя запрограммированный цикл токарной обработки конкретной детали. По мере технологической необходимости в процессе токарной обработки по заранее составленной программе происходят продольно-поперечные перемеще- ния крестового стола 21 от двигатеей 26, 28 и 29.
35
40
Концевой инструмент (сверло, фреза и т.п.), установленный в шпинделе 23 фрезерно-сверлилькой бабки 22, которая в свою очередь расположена на крестовом столе 2I, совершает продольно-поперечные ускоренные и рабочие перемещ1ения, реализуя запрограмРедактор Н.Данкулич
Составитель А.Котов
Техред Л. Сердюкова Корректор Л. Пилипенко
Заказ 4761/17 Тираж 826 Подписное ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
.Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная, А
- - 5
ю ts jg25
зр
5
0
S
мированкый никл фрезерования и сверления конкретной детали.
По мере технологической необходимости в процессе обработки на этой позиции по заранее составленной программе происходит aвтoмaтF чecкaя смена режущего инструмента с помощью манипулятора 25. Запас режущего инструмента располагается в магазине 24. Шпиндель 23 с концевым инструментом в процессе.обработки может быть как перпендикулярен оси щпинделя 5, так и параллелен ей, обеспечивая обработку в поперечном и продольном направлениях, например сверление радиаль- отверстий или сверление внецент- ренных отверстий с торца детали. Деление шпинделя 5 осуществляется включением синхронизатора 27, который , сцепляет шпиндель 5 с двигателем 26, а последний от системы ЧПУ производит отработку.
При обработке деталей типа валов, деталь поджимается центром задней бабки. 15, а при. обработке фланцевых деталей - бабка 15 занимает исходное положение (отведена назад и откинута),После окончания цикла обработки на позиции Б крестовый стол 21 отводится в исходное положение, шпиндель 5 разблокируется синхронизатором 27, тормозится и позиция Б готова к совершению очередного цикла - повороту стола 2.
После того, как закончится лимитирующая по времени обработка на позициях А или Б, (зависит от конкретной детали), произойдет выгрузка обрабатываемой детали и загрузка за4 отовки на позиции В, механизмы (крестовый суппорт токарной позиции, крестовый стол фрезерно-сверлильной позиции и синхронизаторы на всех позициях), займут исходное положение. Обра- батьшакяций агрегат готов к совершению очередного цикла - повороту стола 2, Цикл обработки на позициях А и Б и загрузка - выгрузка на позиции В повторится, :
| название | год | авторы | номер документа |
|---|---|---|---|
| ТОКАРНО-ФРЕЗЕРНЫЙ ЦЕНТР ДЛЯ ГРУППОВОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 2013 |
|
RU2532623C1 |
| Токарный обрабатывающий центр | 1982 |
|
SU1079364A1 |
| СТАНОК МНОГОЦЕЛЕВОЙ С ЧИСЛОВЫМ ПРОГРАММНЫМ УПРАВЛЕНИЕМ, ЛАЗЕРНОЙ ОПТИЧЕСКОЙ ГОЛОВКОЙ И АВТОМАТИЧЕСКОЙ СМЕНОЙ ИНСТРУМЕНТА | 2010 |
|
RU2443534C2 |
| ОБРАБАТЫВАЮЩИЙ ЦЕНТР | 1990 |
|
RU2027554C1 |
| Многооперационный станок | 1987 |
|
SU1454653A1 |
| МНОГОФУНКЦИОНАЛЬНЫЙ ТОКАРНЫЙ СТАНОК | 1996 |
|
RU2103114C1 |
| НАСТОЛЬНЫЙ МНОГОЦЕЛЕВОЙ СТАНОК | 1994 |
|
RU2089383C1 |
| Токарный многооперационный автомат продольного точения с числовым программным управлением | 1979 |
|
SU917921A1 |
| Металлорежущий станок | 1989 |
|
SU1664465A1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ АСИММЕТРИЧНОЙ ЗАГОТОВКИ С ОДНОЙ УСТАНОВКИ, СТАНОК И УСТРОЙСТВО ДЛЯ ЗАКРЕПЛЕНИЯ ЗАГОТОВКИ | 2013 |
|
RU2600685C1 |
| Апбул О.Н., Базисов Ю.П., Конгох А.И | |||
| Металлорежущее оборудование для автоматизации машиностроительного производства: Обзор по материалам V всемирной выставки металлообрабатывающего оборудования |
