Группа изобретений относится к автоматизированному изготовлению строительных изделий, например блоков и панелей из ячеистого, легкого бетона, газобетона, пенобетона, композитных смесей и подобных материалов, двухслойных и многослойных строительных изделий, а также к оборудованию и способам для их производства.
Из области техники известен завод по производству блоков из газобетона с автоклавным твердением, включающий модуль формовки и заливки, транспортирующие механизмы, модуль продольной резки на длинные панели, модуль поперечной резки на блоки, модуль перегрузки для подачи в автоклав (см. GB 1135821 (А), Кл. В28В 1/50, опубл. в 1968 г.). Реализация этого технического решения позволила автоматизировать процесс изготовления газобетонных блоков с автоклавным твердением. Однако устройства и механизмы, реализованные в этом патенте, соответствуют уровню техники 60-х - 70-х годов, и не обеспечивают получение качественных изделий в промышленных масштабах. Конвейерная транспортировка заготовок в зону резки и разрезание движущихся заготовок приводит к их деформации и большому количеству отходов.
Известна производственная линия для изготовления полых автоклавных газобетонных блоков, включающая модули заливки матриц, перемещения матриц, резки блоков с поперечным и вертикальным режущими механизмами (см. CN 204278211 (U), Кл. В28В 11/14, опубл. в 2015 г.). В этой производственной линии предусмотрена резка массива после частичного твердения внутри матрицы за счет откидывания ее боковых бортов, после чего разрезанные блоки подвергают испарению с образованием полых газобетонных блоков. Разрезание движущихся заготовок также приводит к их деформации и большому количеству отходов.
Известны технологический комплекс для изготовления изделий из ячеистого бетона автоклавного твердения, содержащий участок приготовления ячеистобетонной смеси с расходными емкостями для сырьевых материалов, дозаторами и бетоносмесителем, размещенный под ним участок заливки и формования массива-сырца, участок выдержки массивов, размещенные на одном рельсовом пути участок распалубки и кантователь, связанный с линией резки, участок автоклавной обработки, включающий, по меньшей мере, один автоклав и рельсовые пути формирования автоклавного поезда, участок очистки и сборки форм, а также транспортное оборудование, включающее передаточную платформу и средство перемещения разрезанных массивов, смонтированные с возможностью перемещения поперек линии резки, рельсового пути участка распалубки и кантователя и рельсовых путей формирования автоклавного поезда, в котором оборудование смонтировано по сторонам от пути перемещения передаточной платформы с расположением участка приготовления ячеистобетонной смеси, участка заливки и формования массива-сырца и автоклава по одну сторону, а участка распалубки, кантователя, линии резки и путей формирования автоклавного поезда - по другую сторону от пути перемещения передаточной платформы, участок выдержки массивов выполнен в виде камер предварительного твердения, размещенных по обеим сторонам от пути перемещения передаточной платформы, при этом последняя выполнена с возможностью перемещения заполненных форм с участка заливки и формования массива-сырца на участок выдержки, с участка выдержки - на участок распалубки, с возможностью возврата пустых форм на упомянутый участок заливки и формования, и с возможностью перемещения автоклавных тележек с путей формирования автоклавного поезда в автоклав и обратно, при этом участок очистки и сборки форм совмещен с участком распалубки, а участок заливки и формования снабжен устройством виброуплотнения смеси, и описанный в патенте способ изготовления (см. патент на полезную модель RU №83024, Кл. В 28 В 15/00, опубл. в 2008 г.). Этот автоматизированный комплекс снабжен кантователем с возможностью поворота массива на 90° и его установки на резательную тележку линии резки и обратного кантования разрезанного на блоки массива с установкой на автоклавную тележку. Необходимость в использовании камеры предварительного твердения массива с последующим его поворотом на 90° в вертикальное положение, а после его разрезания в повороте обратно в горизонтальное положение и дальнейшей транспортировки, приводит к неоправданному повышению энергоемкости процесса, усложнению оборудования и к повышенному количеству отходов, возникающих в процессе резки твердого массива.
Известно оборудование для производства газобетонных блоков, в котором так же, как и в предыдущем патенте, предусмотрен поворот массива на 90° перед его резкой, при этом оборудование снабжено устройством для резки и очистки кромок блоков (см. CN 206568305 (U), Кл. В28В 11/12, опубл. в 2017 г.). Это оборудование дает возможность получать более качественные блоки, чем в предыдущем патенте, но дополнительное усложнение конструкции и разрезание движущихся заготовок также приводит к их деформации, большому количеству отходов и к дополнительным энергозатратам.
Наиболее близкими техническими решениями являются автоматизированный комплекс формования изделий из неавтоклавного ячеистого бетона, включающий установленные в технологической последовательности модуль подготовки ячеистобетонной массы, раздатчик с механизмом перемешивания компонентов ячеистобетонной массы, модули формовки ячеистобетонного массива-сырца, включающего поддон, разборную бортоснастку, модуль резки ячеистобетонного массива, включающий поддон и механизм резки, модуль выдержки разрезанного полуфабриката бетона и модуль готового изделия из ячеистого бетона, при этом механизм резки выполнен в виде струнного механизма и имеет возможность перемещения вдоль поддонов, а также способ изготовления блоков, реализованный в патенте (см. патент на полезную модель RU №54857, Кл. В28В 5/04, опубл. в 2006 г., а также №56849, Кл. В28В 5/04, опубл. в 2006 г.). Эти технические решения позволяют упростить процесс изготовления блоков за счет резки бетона-сырца на неподвижном поддоне с помощью передвижного струнного механизма и использования неавтоклавного твердения бетона на воздухе. Но вышеописанный компактный комплекс предназначен для одновременного изготовления небольшого количества бетонных блоков и не дает возможности производить блоки в промышленных масштабах.
Технической проблемой при изготовлении бетонных блоков в промышленных масштабах в настоящее время является большое количество промежуточных (по сути - лишних) операций - перемещение поддонов транспортерами, резка заготовок на блоки во время их движения, переворачивание и кантование больших заготовок, что приводит к повышенным энергозатратам и к получению значительного количества отходов резки бетона.
Настоящее изобретение направлено на решение технической задачи повышения производительности технологической линии, упрощения резки заготовок и изготовления бетонных блоков без потери их прочностных характеристик, а также уменьшения отходов резки бетона на блоки.
Решение поставленной технической задачи достигается тем, что в технологической линии для изготовления строительных изделий, включающей участок подготовки смеси, участок заливки бассейнов со съемными бортами (опалубками), транспортирующие устройства, механизм снятия бортов, модуль обработки заготовок, участок досушивания готовых изделий, участок заливки бассейнов выполнен в виде неподвижной протяженной рабочей платформы, снабженной передвижной пятикоординатной фрезерной машиной для обработки строительных заготовок больших размеров, выполненной в виде подвижного портала с кареткой для поперечного перемещения держателя поворотной рабочей головки, снабженной разными сменными инструментами для механической обработки заготовок, и передвижным манипулятором, при этом бассейны снабжены наборными днищами, состоящими из плотно сочлененных отдельных поддонов, а рабочая платформа снабжена механизмам продольного раздвигания поддонов наборного днища. Рабочая платформа выполнена в виде продольно расположенных балок, а механизм продольного раздвигания поддонов наборного днища выполнен в виде установленных на продольно расположенных балках цепей с зацепами для кареток поддонов днища.
А также тем, что в способе изготовления строительных изделий машинной обработкой, включающем подготовку смеси, сборку бассейнов со съемными бортами (опалубками) под заливку, заливку бассейнов смесью, предварительное твердение смеси с образованием заготовки, снятие бортов, резку заготовки, транспортировку и досушивание изделий, перед заливкой смеси в бассейны проводят сборку наборного днища бассейнов, состоящего из плотно сочлененных отдельных поддонов на неподвижной рабочей платформе, резку заготовки в осуществляют с помощью сменных инструментов подвижной пятикоординатной фрезерной машины вначале в вертикальном продольном направлении, затем режут заготовку в вертикальном поперечном направлении на вертикально стоящие на поддонах наборного днища промежуточные панели, после чего производят медленное продольное раздвигание поддонов наборного днища с вертикально стоящими на них промежуточными панелями, затем режут промежуточные панели в горизонтальном направлении, после чего производят окончательную резку в вертикальном направлении. Для раздвигания поддонов наборного днища используют цепной механизм с отдельными каретками для каждого поддона.
А также тем, что в машинном способе изготовления многослойных строительных изделий, включающем подготовку смеси, сборку бассейнов со съемными бортами (опалубками) под заливку, заливку бассейнов смесью, предварительное твердение смеси с образованием заготовки, снятие бортов, резку заготовки, транспортировку и досушивание изделий, перед заливкой смеси в бассейны проводят сборку наборного днища бассейнов, состоящего из плотно сочлененных отдельных поддонов, затем производят не менее чем один раз предварительную резку заготовок в продольном и поперечном направлении на вертикальные столбики с образованием зазоров между столбиками, после чего заливают в зазоры прочную смесь, причем окончательную резку заготовки производят посередине прочных слоев в продольном и поперечных направлениях с получением не менее, чем двухслойных блоков, при этом резку осуществляют с помощью разных сменных инструментов подвижной пятикоординатной фрезерной машины. Для предварительной резки используют утолщенные фрезы, диаметр которых больше двух толщин прочных слоев изделий.
А также тем, что в машинном способе изготовления двухслойных армированных строительных панелей, включающем подготовку смеси, сборку бассейнов со съемными бортами (опалубками) под заливку, заливку бассейнов смесью, предварительное твердение смеси с образованием заготовки, снятие бортов, резку заготовки, транспортировку и досушивание изделий, перед заливкой первоначальной смеси в бассейны проводят сборку наборного днища бассейна, состоящего из плотно сочлененных отдельных поддонов, затем осуществляют установку арматуры в опалубки в виде поперечных ферм, не связанных между собой, а после заливки первоначальной смеси производят не менее, чем один раз, предварительную резку заготовок в поперечном направлении на вертикальные панели с образованием зазоров между панелями, после чего заливают в зазоры упрочняющую смесь, причем окончательную резку заготовки производят посередине упрочняющих слоев в поперечном направлении с получением двухслойных армированных панелей, при этом резку осуществляют с помощью разных сменных инструментов подвижной пятикоординатной фрезерной машины.
А также тем, что пятикоординатная фрезерная машина для обработки строительных заготовок больших размеров, включающая механизм резки с возможностью перемещения, выполнена в виде портала с опорами, имеющими возможность продольного перемещения по рельсам, снабженного рельсовыми дорожками для горизонтального перемещения каретки обрабатывающего устройства, при этом обрабатывающее устройство выполнено в виде поворотной рабочей головки со сменными инструментами, установленной на держателе, выполненном с возможностью вертикального перемещения, причем сменные инструменты рабочей головки установлены таким образом, чтобы иметь возможность обработки любых заготовок, находящихся на рабочей платформе.
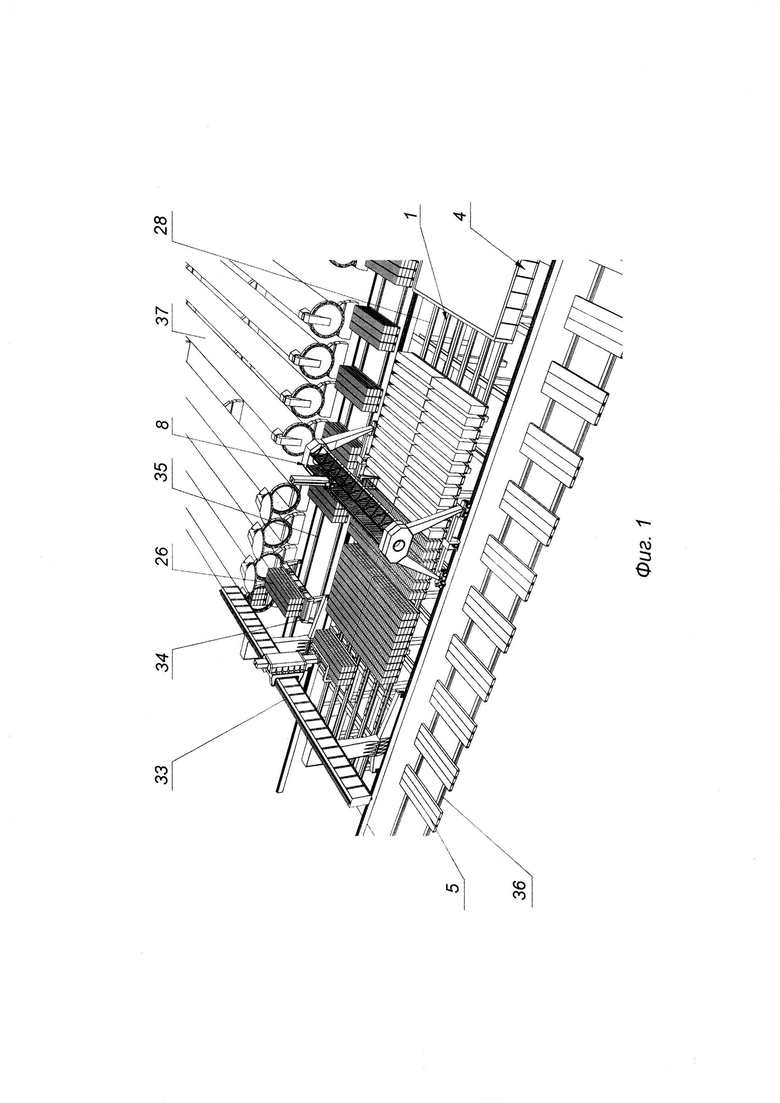
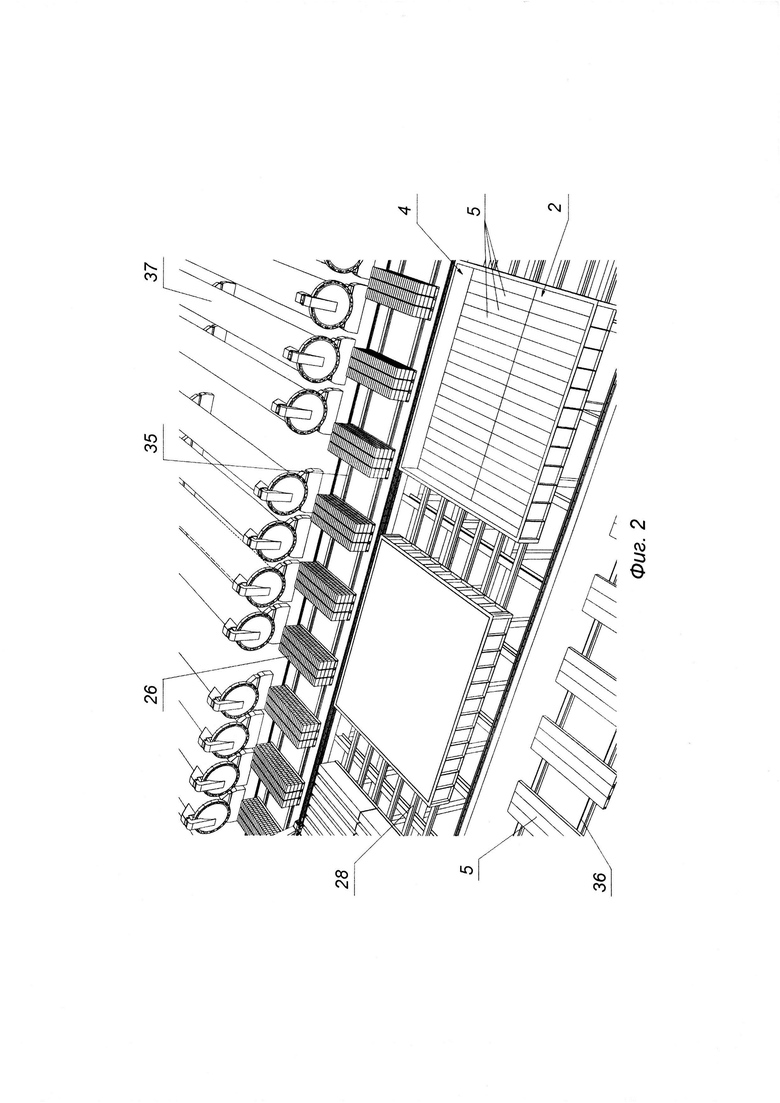
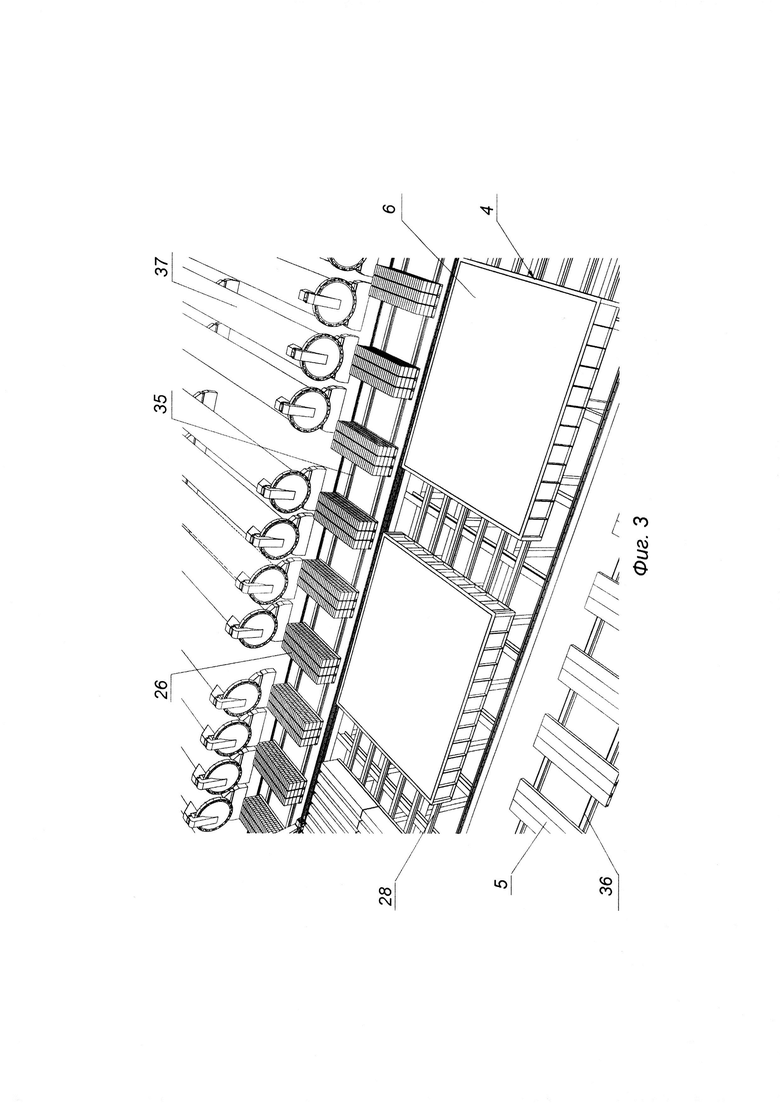
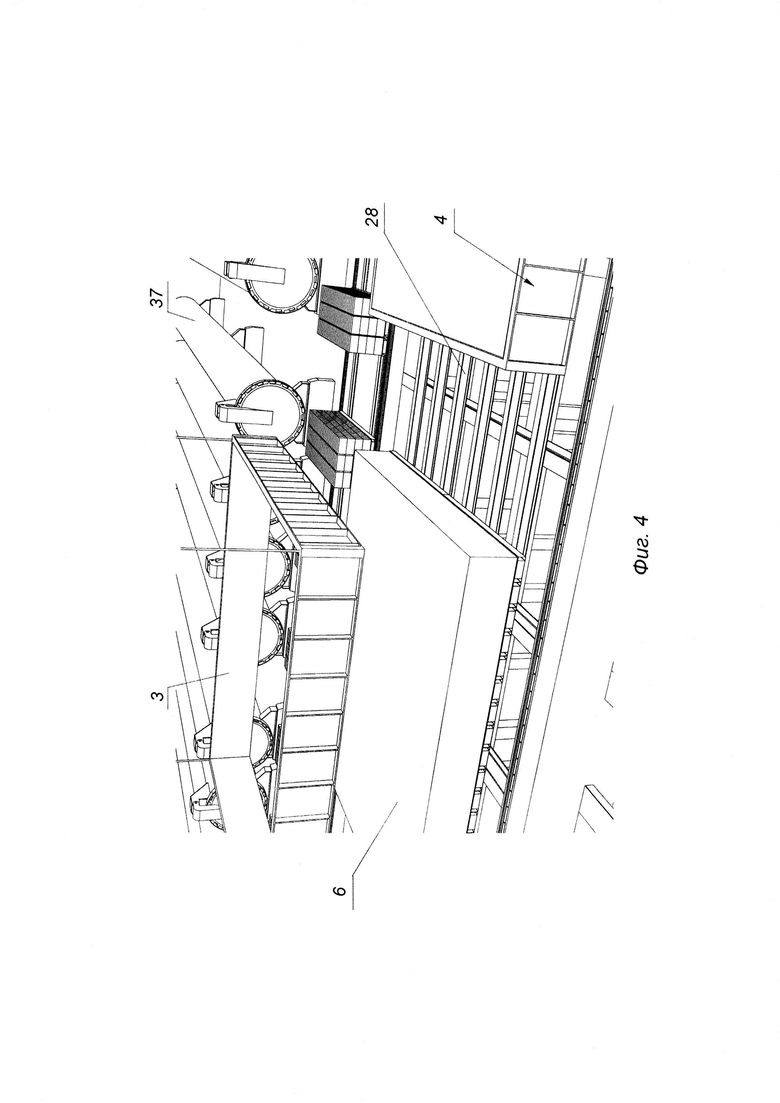
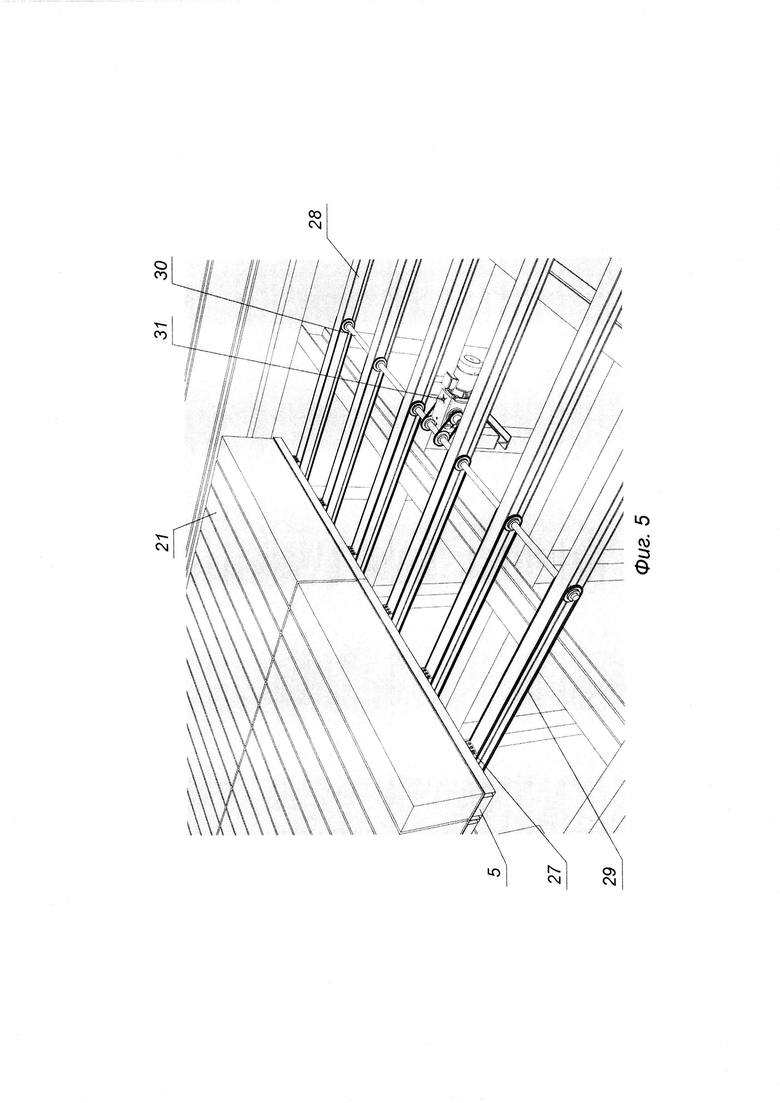
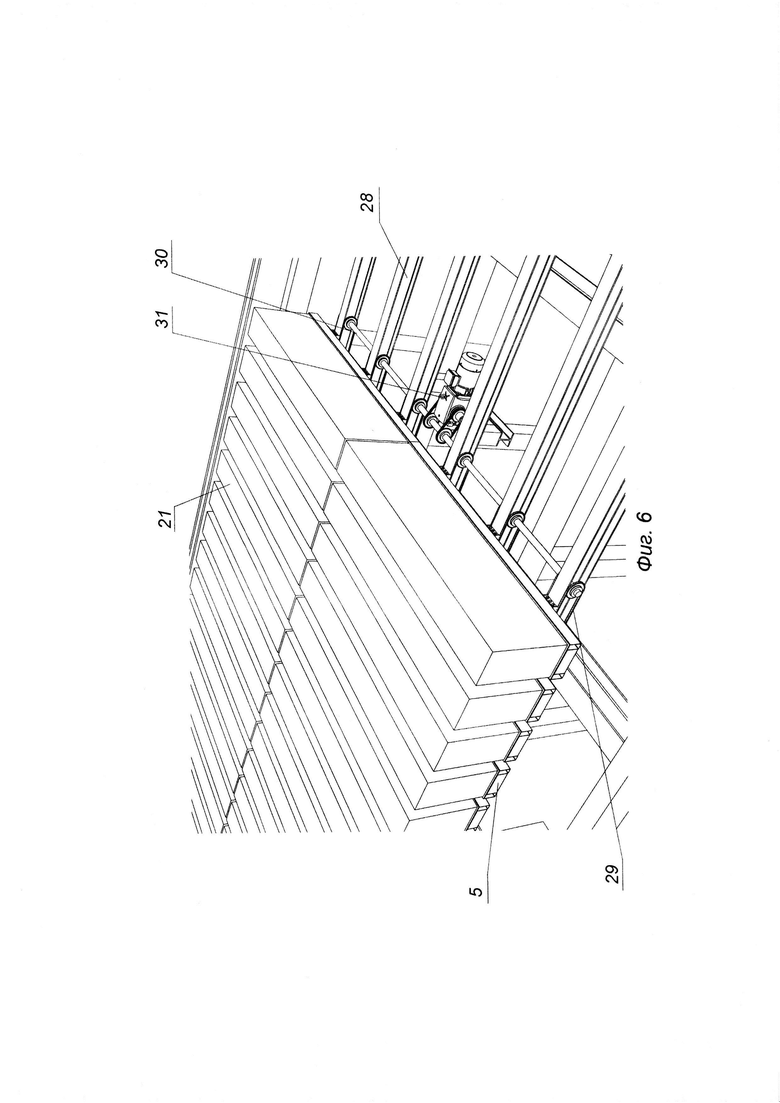
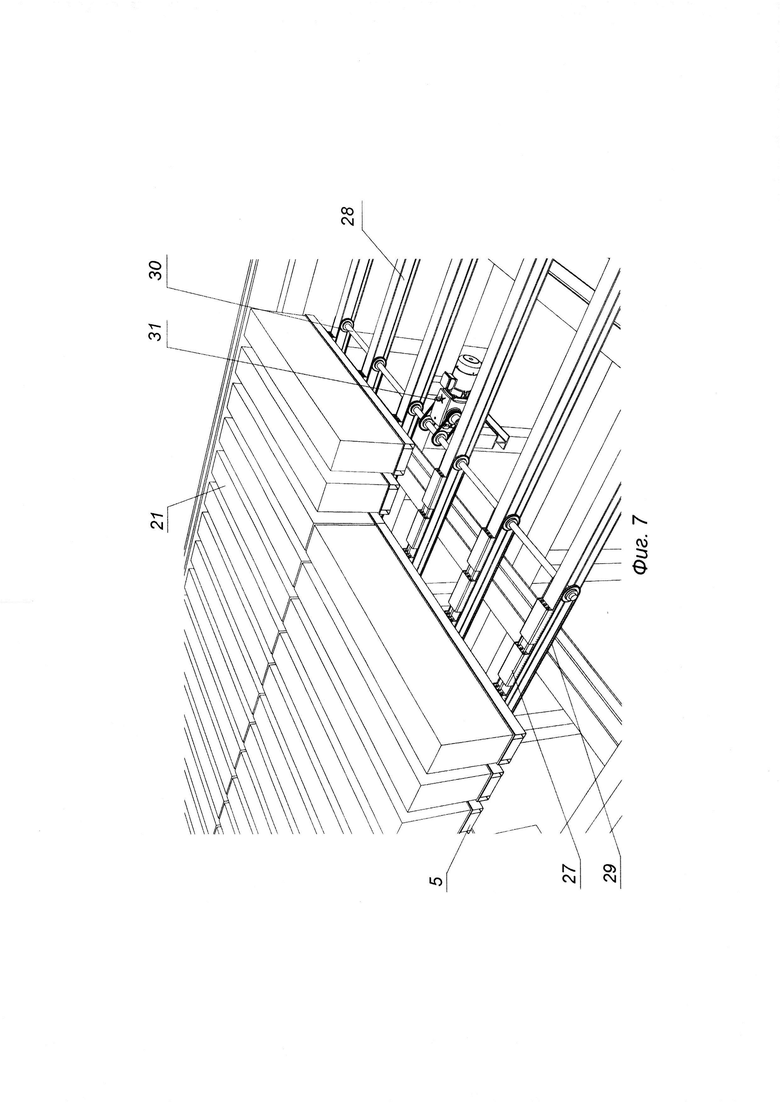
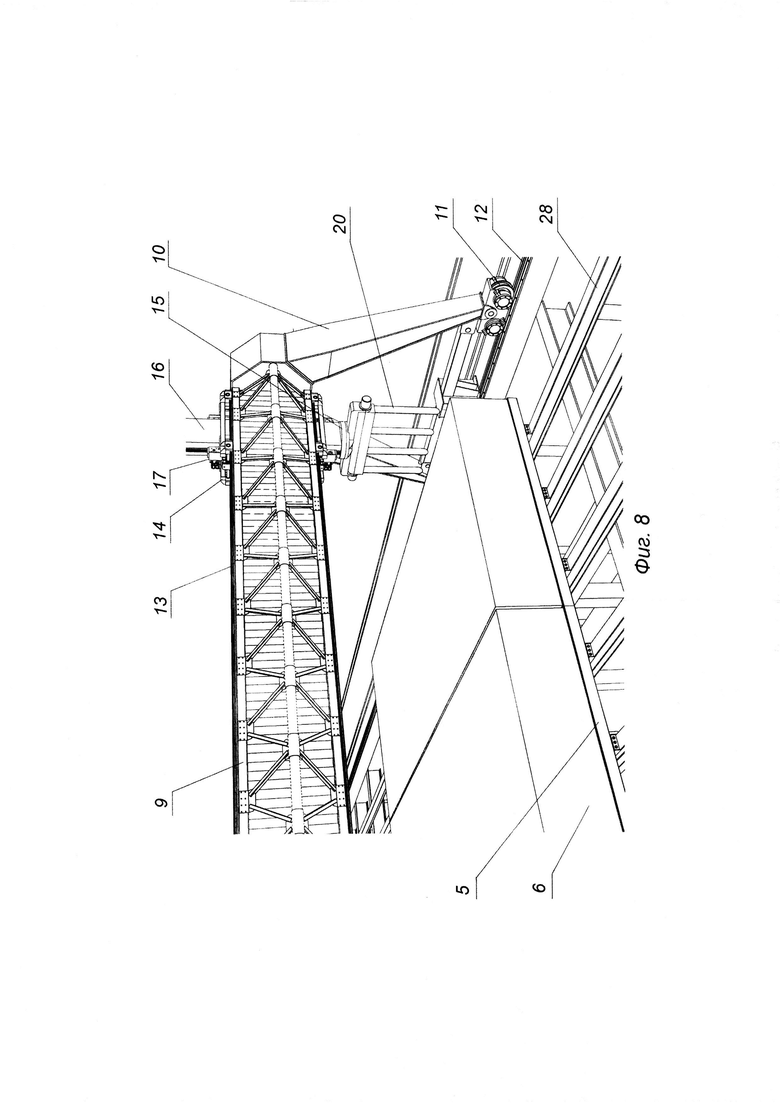
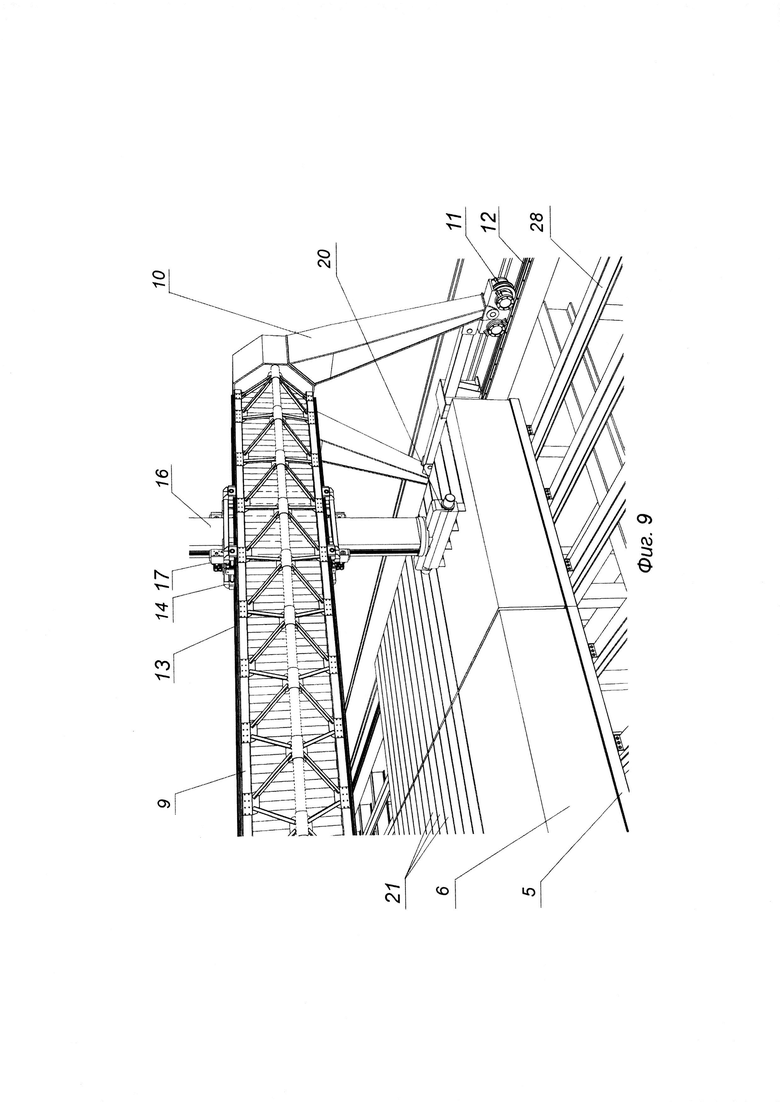
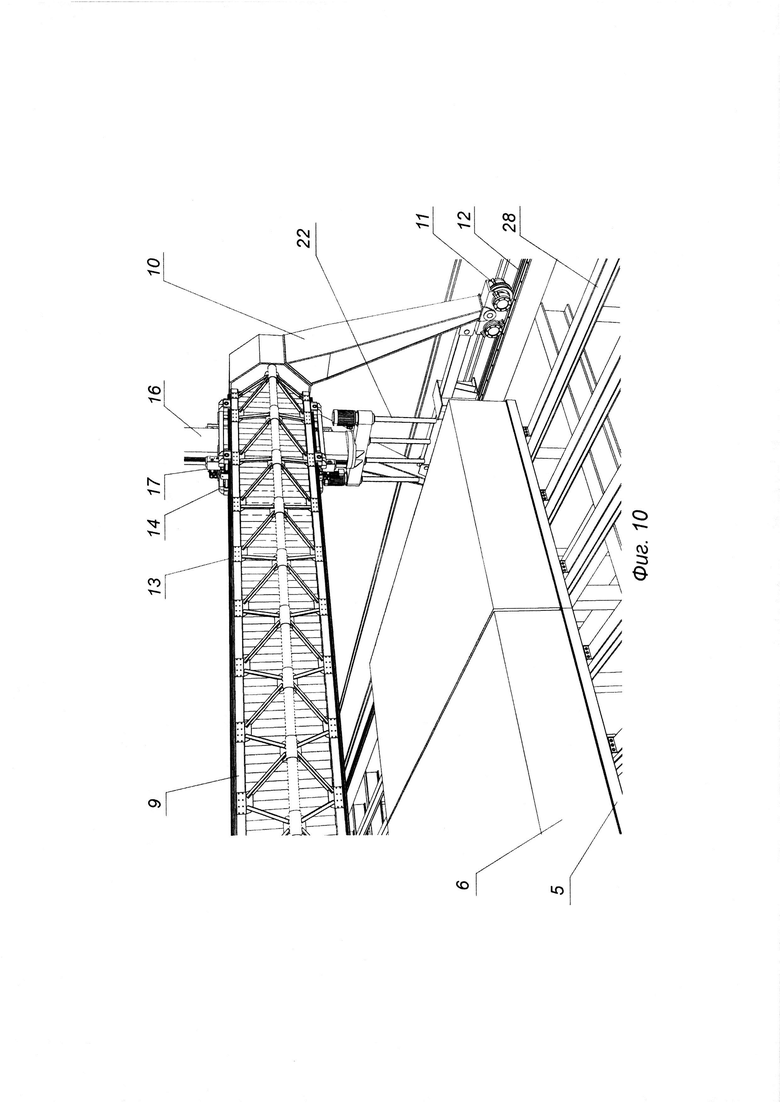
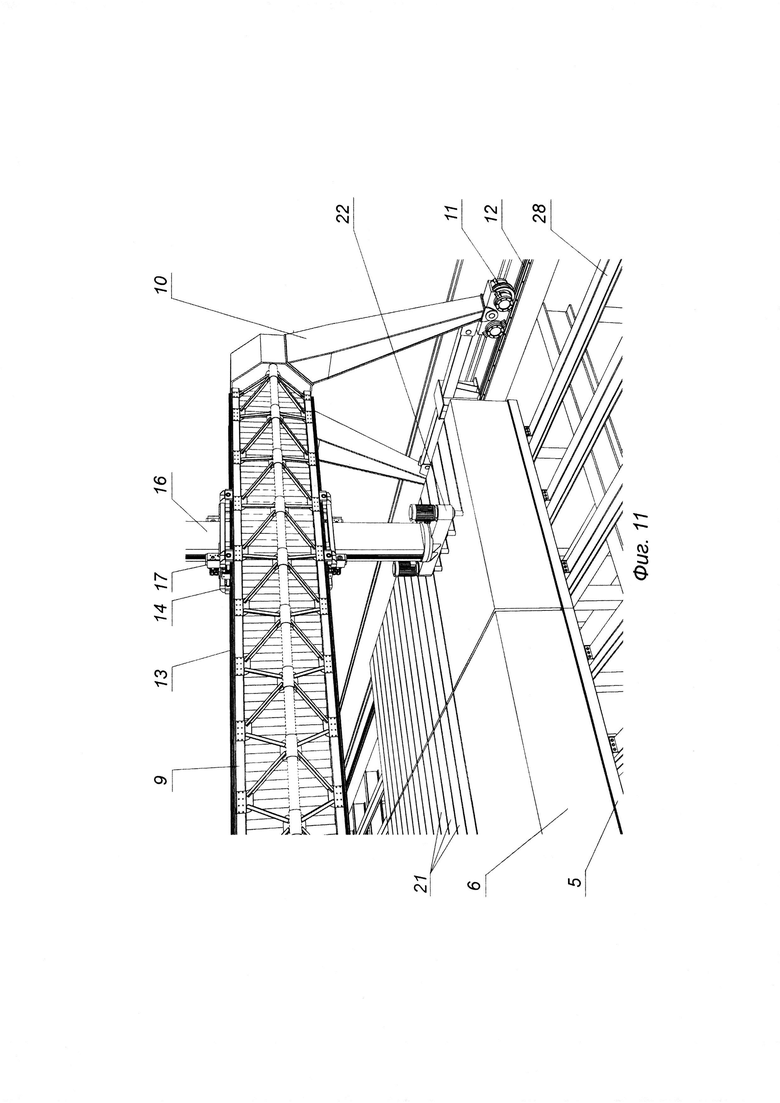
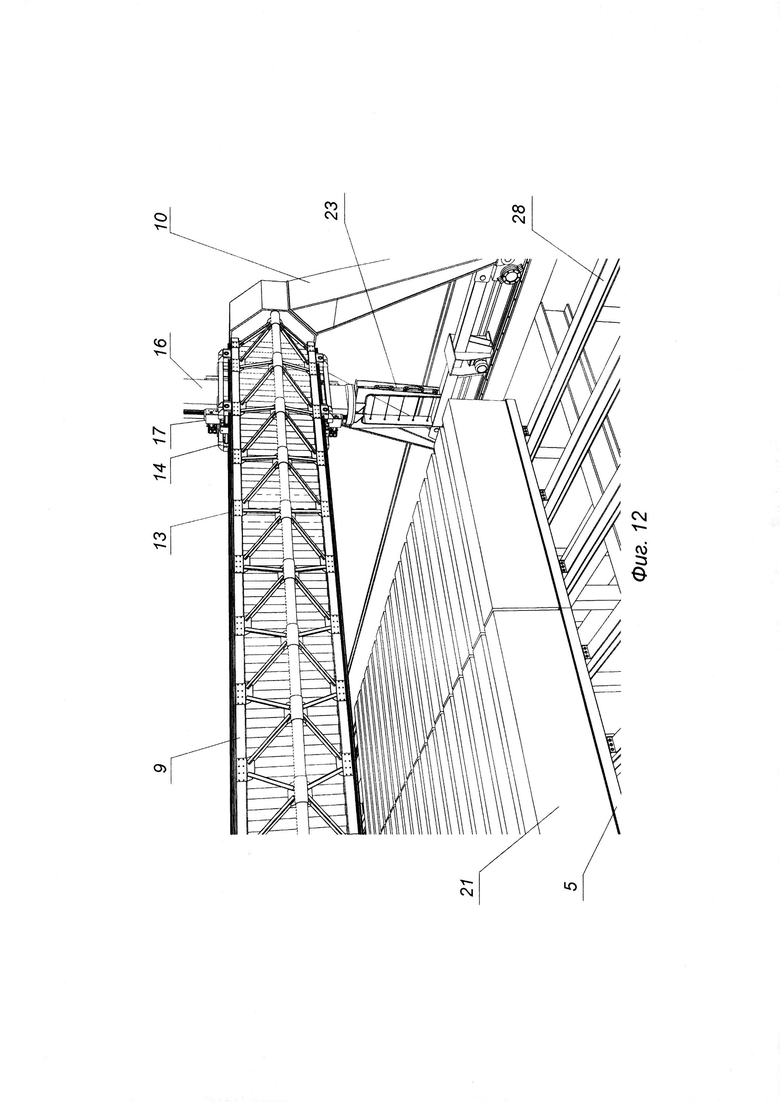
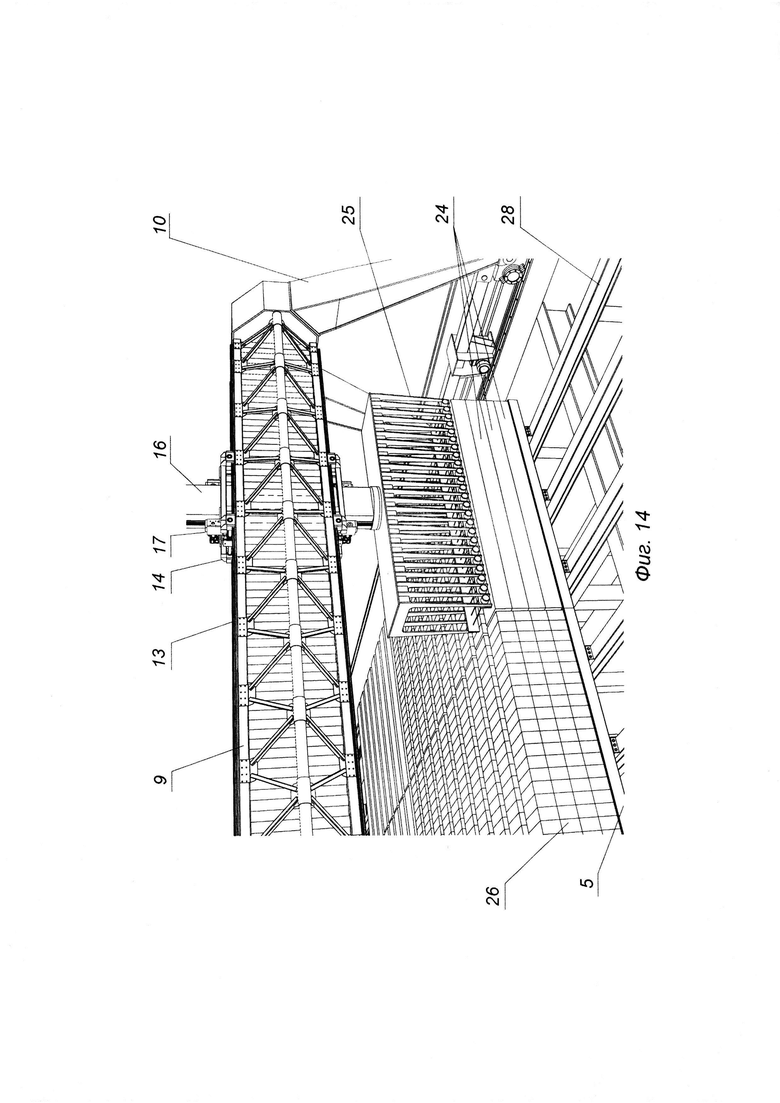
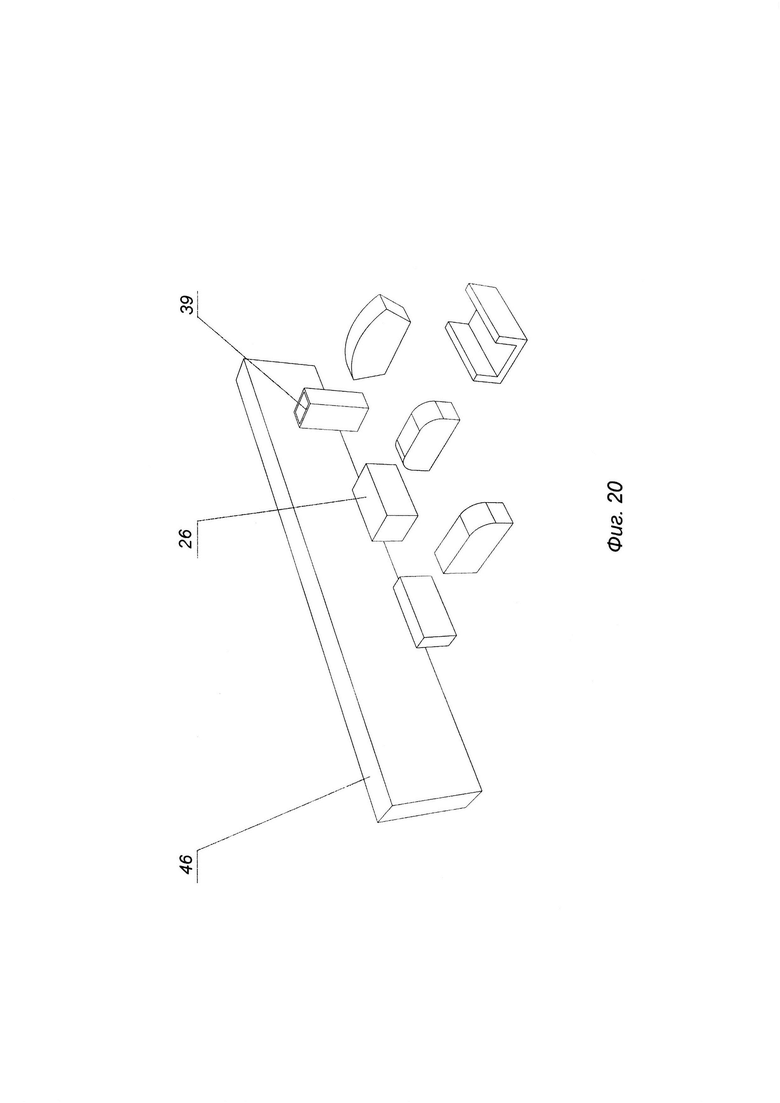
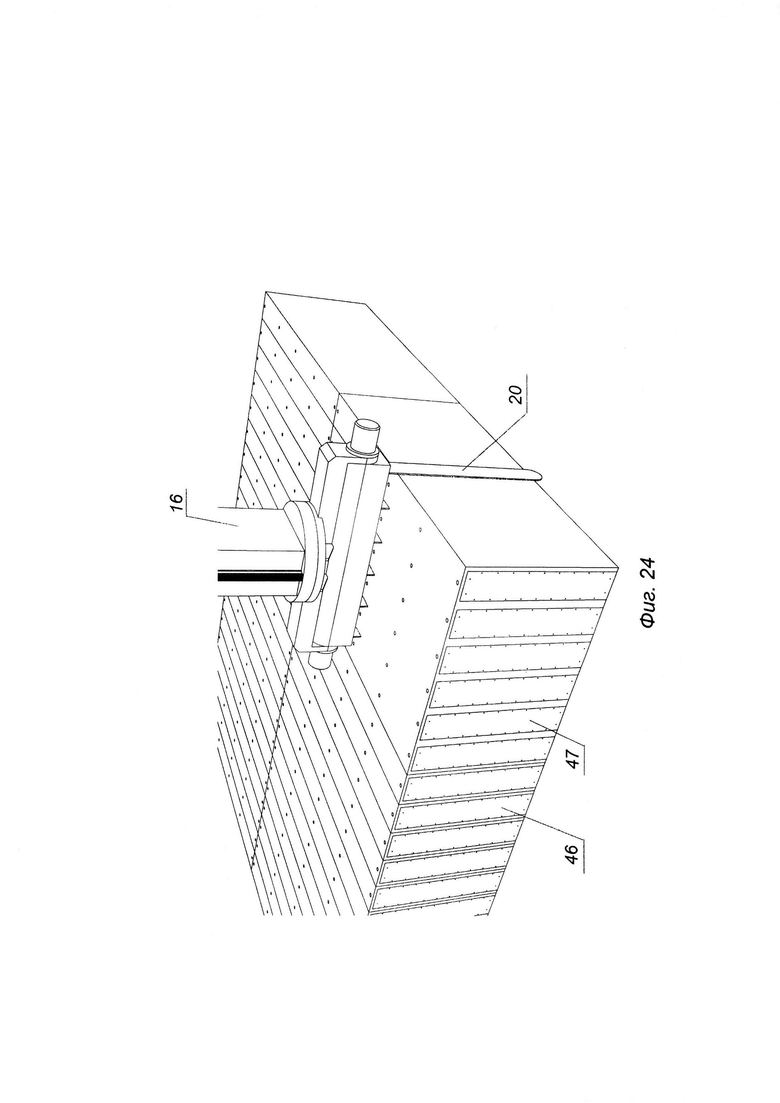
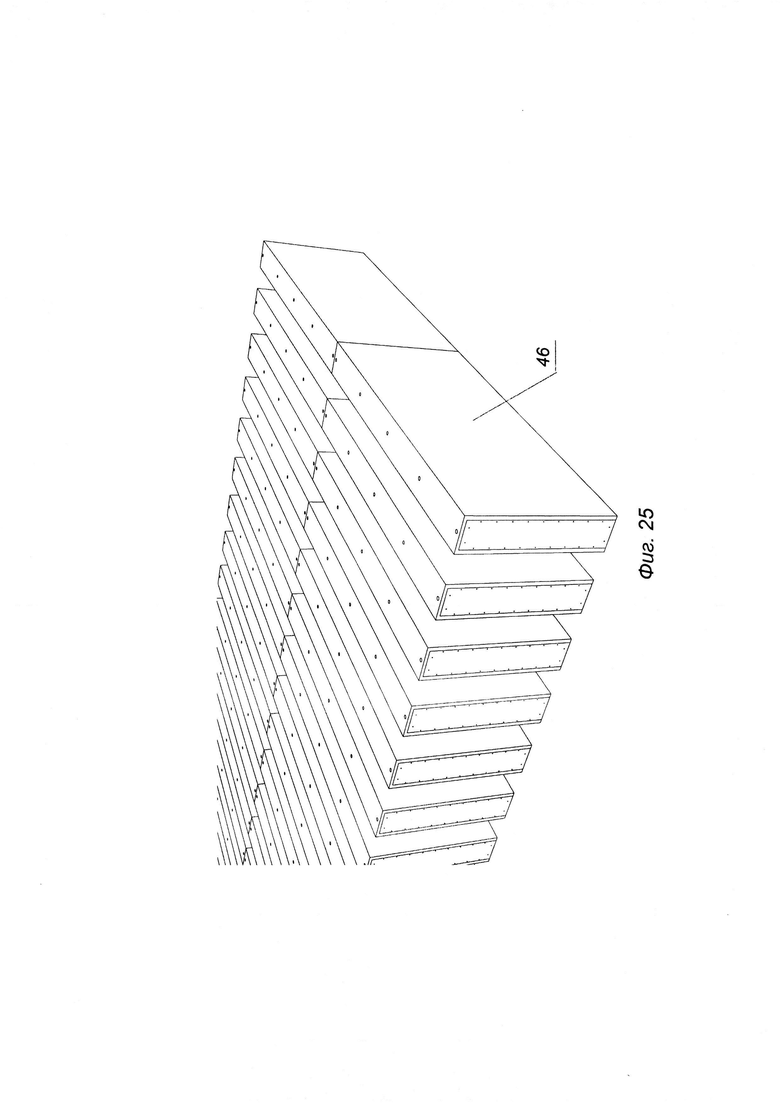
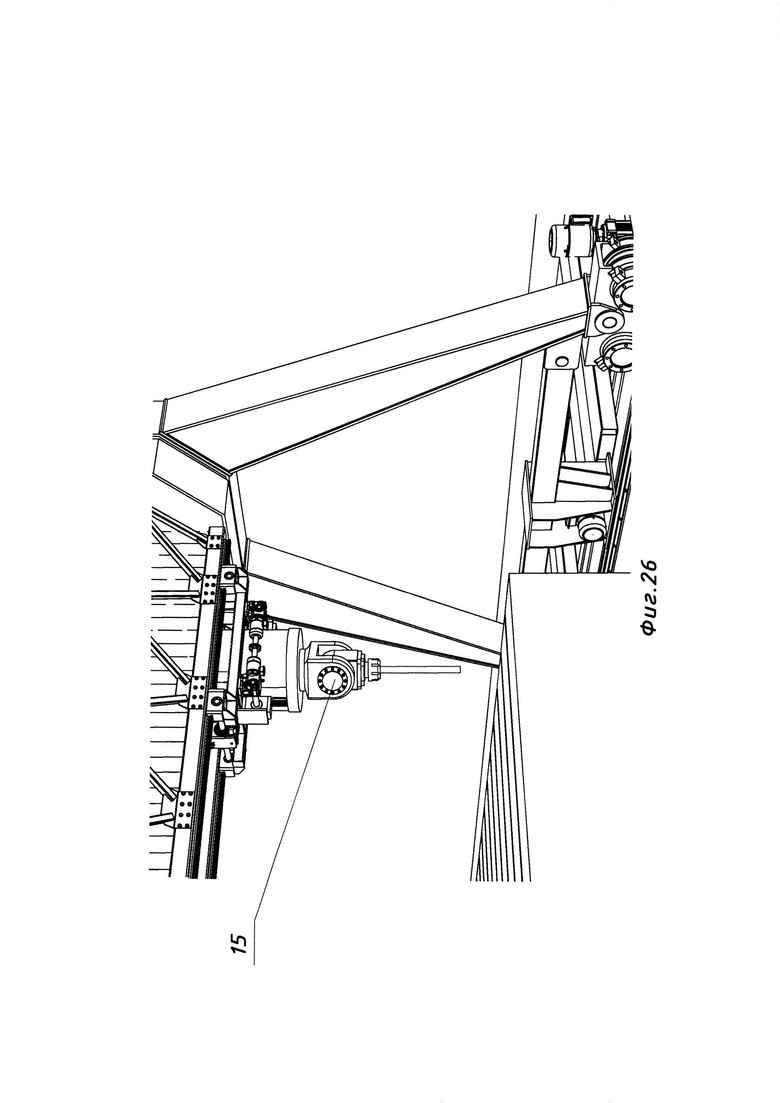
Изобретение поясняется чертежами. На фиг. 1 схематически изображен фрагмент - рабочая платформа технологической линии для изготовления строительных изделий (фаза обработки заготовок), в изометрии. На фиг. 2 - то же, фаза подготовки и заливки бассейнов с наборными днищами из поддонов, в изометрии. На фиг. 3 - то же, после заливки бассейна бетонной смесью, в изометрии. На фиг. 4 - то же, снятие бортов (опалубок), в изометрии. На фиг. 5 - механизм продольного раздвигания поддонов наборного днища относительно рабочей платформы после вертикальной резки заготовок больших размеров (перед началом раздвигания), в изометрии. На фиг. 6 - то же, с раздвинутыми поддонами днищ, в изометрии. На фиг. 7 - то же, с условно снятыми двумя поддонами днищ, в изометрии. На фиг. 8 - фрагмент рабочей платформы с пятикоординатной фрезерной машиной для обработки строительных заготовок больших размеров с продольно разрезанной посередине заготовкой, перед началом резки цепной пилой, в изометрии. На фиг. 9 - то же, во время вертикальной резки заготовок цепной пилой, в изометрии. На фиг. 10 - фрагмент рабочей платформы с пятикоординатной фрезерной машиной для обработки строительных заготовок больших размеров с продольно разрезанной посередине заготовкой, перед началом резки фрезой, в изометрии. Фиг. 11 - то же, во время вертикальной резки заготовок фрезой, в изометрии. На фиг. 12 - фрагмент рабочей платформы с пятикоординатной фрезерной машиной для обработки строительных заготовок больших размеров с раздвинутыми поддонами днища, перед началом горизонтальной резки, в изометрии. На фиг. 13 - то же, во время горизонтальной резки, в изометрии. На фиг. 14 - то же, перед началом вертикальной резки на блоки, в изометрии. На фиг. 15 - то же, во время вертикальной резки на блоки, в изометрии. На фиг. 16 - заготовка для получения двухслойных блоков во время предварительной вертикальной резки фрезой на столбики, в изометрии. На фиг. 17 - то же, фрагмент монолитной заготовки для двухслойных блоков после заливки прочного фибробетона между столбиками, в изометрии. На фиг. 18 - то же, во время вертикальной резки цепной пилой по фибробетону на двухслойные столбики, в изометрии. На фиг. 19 - то же, во время горизонтальной резки раздвинутых двухслойных столбиков на двухслойные блоки, в изометрии. На фиг. 20 - набор готовых изделий. На фиг. 21 - фрагмент бассейна с арматурой для изготовления двухслойных армированных панелей, в изометрии. На фиг. 22 - то же, во время вертикальной резки фрезой, в изометрии. На фиг. 23 - то же, после заливки прочного фибробетона между панелями, в изометрии. На фиг. 24 - то же, во время вертикальной резки цепной пилой по фибробетону, в изометрии. На фиг. 25 - то же, изготовленные армированные двухслойные стеновые панели. На фиг. 26 изображена поворотная рабочая головка пятикоординатной фрезерной машины.
Технологическая линия для изготовления строительных изделий включает участок подготовки смеси перед заливкой (на рисунке не показано). Для заливки используют все типы легких бетонов, поддающиеся механической обработке лезвийным инструментом: смеси ячеистого бетона, легкого бетона, газобетона, пенобетона, композитные смеси и подобные материалы. Участок подготовки смеси может быть связан с зоной заливки и обработки протяженным трубопроводом смеси с раздаточными поворотными рукавами (на рисунке не показано). Зона заливки и обработки включает неподвижную протяженную рабочую платформу 1, на которой размещены наборные днища 2 с съемными бортами 3 бассейнов 4. Наборное днище 2 (см. фиг. 2) состоит из раздельных поддонов 5, плотно сочлененных (подогнанных) друг к другу перед заливкой смеси и монтажом бортов 3 с образованием бассейнов 4. На фиг. 3 изображены два заполненных смесью бассейна 4, находящихся на рабочей платформе 1. Слегка затвердевшая смесь в бассейне 4 представляет собой строительную заготовку 6 больших размеров (см. фиг. 4). Рабочая платформа 1 может быть выполнена балочной, каркасной, решетчатой и т.д.
Универсальная пятикоординатная фрезерная машина 8 модуля обработки заготовок 6 больших размеров может быть использована для изготовления строительных изделий разной формы и размеров (см. фиг. 20). Универсальная пятикоординатная фрезерная машина 8 размещена над рабочей платформой 1 с возможностью перемещения вдоль нее 1 и представляет собой портал 9 с опорами 10, оснащенными рельсовыми колесами 11, установленными на рельсы 12 и расположенными с двух сторон портала 9. Портал 9 снабжен приводом перемещения по рельсам 12 (на рисунке не показано). На портале 9, представляющем собой пространственную ферму, расположены рельсовые дорожки 13, предназначенные для перемещения каретки 14 с приводом горизонтального перемещения (на рисунке не показан) обрабатывающего устройства. Обрабатывающее устройство включает поворотную рабочую головку 15, установленную на держателе - подвижной колонне 16 с возможностью поворота в вертикальной и горизонтальной плоскостях. Поворотная рабочая головка 15 снабжена приводами поворота в вертикальной и горизонтальной плоскостях (см. фиг. 26) и приводом разных сменных инструментов (на рисунке не показано). Подвижная колонна 16 снабжена приводом 17 вертикального перемещения и горизонтального перемещения относительно портала 9. Рабочая головка 15 снабжена разными сменными инструментами. На фиг. 8, 9 изображен сменный инструмент в виде цепной пилы 20 с получением вертикально расположенных на поддонах 5 днища 2 промежуточных панелей 21. На фиг. 10, 11 изображен другой сменный инструмент в виде фрезы 22 с получением вертикально расположенных на поддонах 5 днища 2 промежуточных панелей 21. На фиг. 12,13 изображен инструмент 23 для горизонтальной резки с получением нескольких промежуточных панелей 24, горизонтально расположенных друг на друге на поддонах 5 днища 2, а на фиг. 14 изображен инструмент 25 для окончательной вертикальной резки на строительные изделия, например, блоки 26.
Рабочая платформа 1 в каждой зоне установки бассейнов 4 снабжена механизмами медленного раздвигания (растягивания) поддонов 5 днища 2 в продольном направлении для прохода между ними сменных инструментов поворотной рабочей головки 15. Поддоны 5 днища 2 установлены на раздвижные каретки 27. Каретки 27 установлены на продольных балках 28 рабочей платформы 1 с возможностью продольного перемещения. Механизм медленного раздвигания (растягивания) днища 2 выполнен в виде установленных на продольно расположенных балках 28 цепей 29 с зацепами для кареток 27. Цепи 29 имеют общую ось 30 с приводом 31.
Над рабочей платформой 1 расположен манипулятор 33 портального типа для перегрузки блоков 26 с поддонами 5 на подвижные роликовые столы 34, а также для перегрузки освободившихся поддонов 5 днищ 2 на возвратную ветвь 35 цепного конвейера. Манипулятор 33 снабжен устройствами захвата, например, с вакуумными присосками (на рисунке не показано). Вдоль возвратной ветви 35 цепного конвейера могут быть расположены досушивающие устройства для блоков 26, например, автоклавы 37. Подающая ветвь 36 цепного конвейера для доставки к манипулятору 33 очищенных поддонов 5 расположена с противоположной стороны рабочей платформы 1. Участок для сбора отходов резки бетона целесообразно располагать внизу, под рабочей платформой 1.
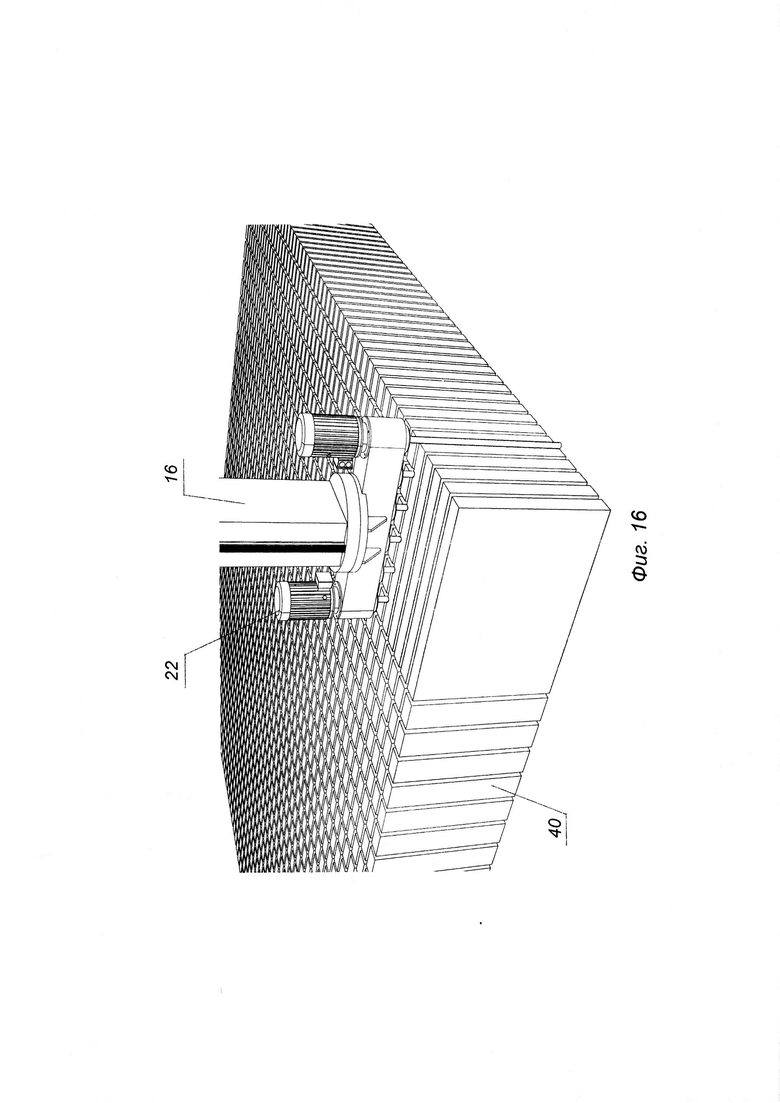
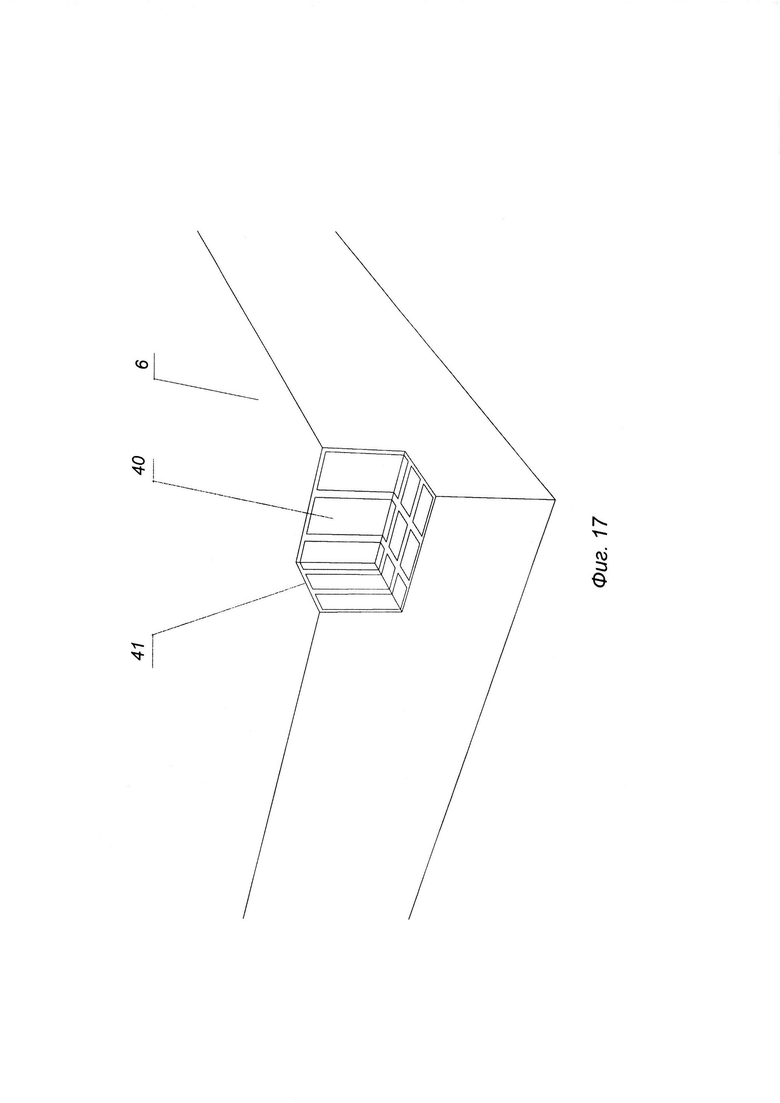
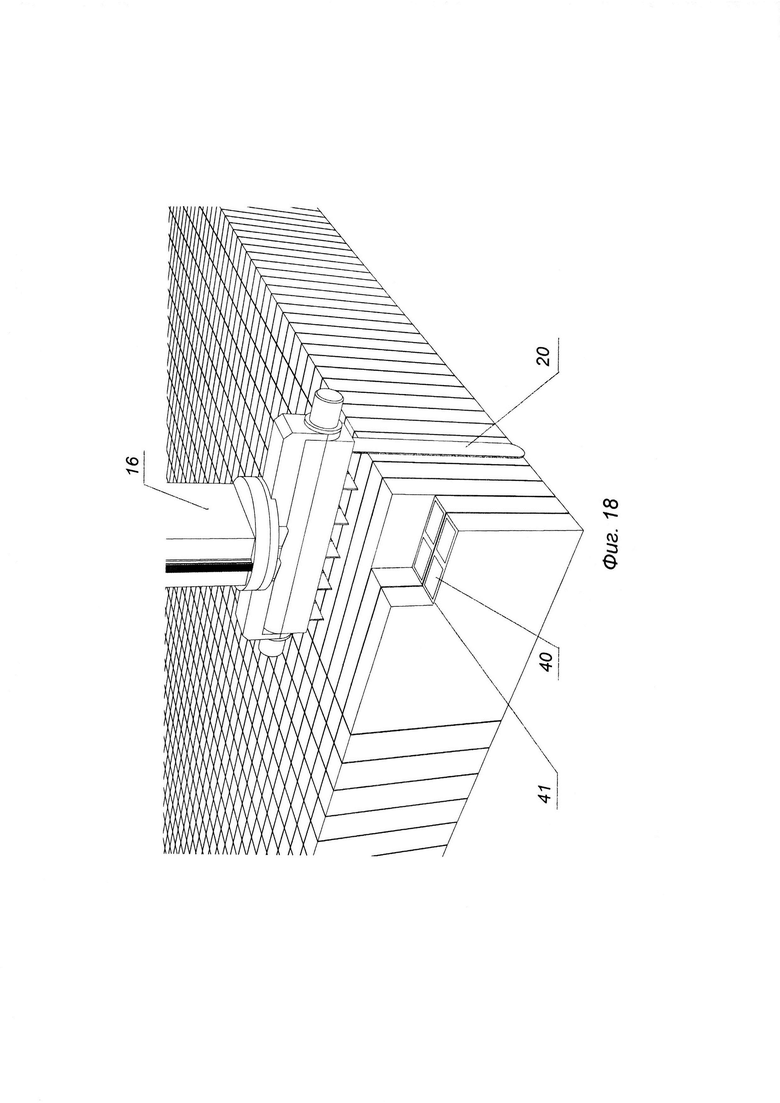
При получении многослойных, в том числе и двухслойных блоков 39 с упрочненным наружным слоем, также используют пятикоординатную фрезерную машину 8. На фиг. 16 изображена заготовка 6 при ее разрезании фрезой 22 на столбики 40 из ячеистого бетона. На фиг. 17 изображена та же заготовка 6 с пространствами между столбиками 40, прорезанными утолщенной фрезой 22, диаметр которой больше двух толщин прочных слоев изделий, и залитыми смесью 41 - прочным фибробетоном. На фиг. 18 показана та же заготовка 6, порезанная тонкими цепными пилами 20 по ранее залитому в прорези фибробетону на двухслойные столбики 43. На фиг. 19 изображено изготовление из столбиков 43 двухслойных блоков 39 с помощью инструмента 23 для горизонтальной резки.
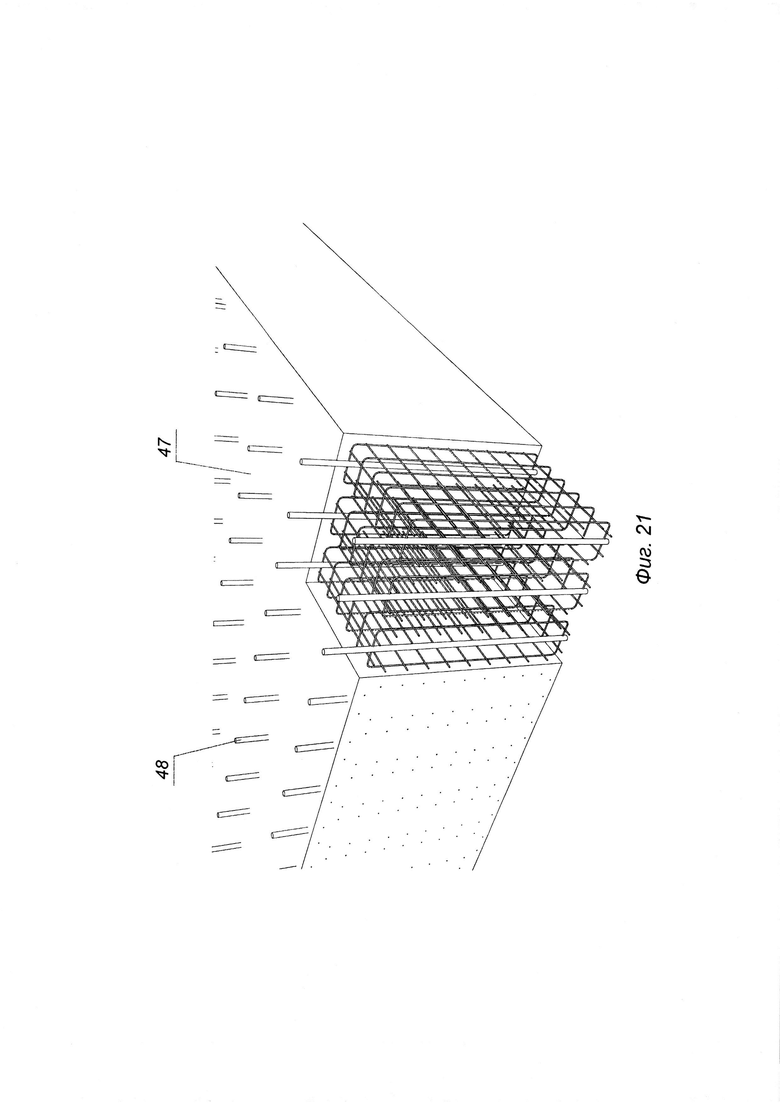
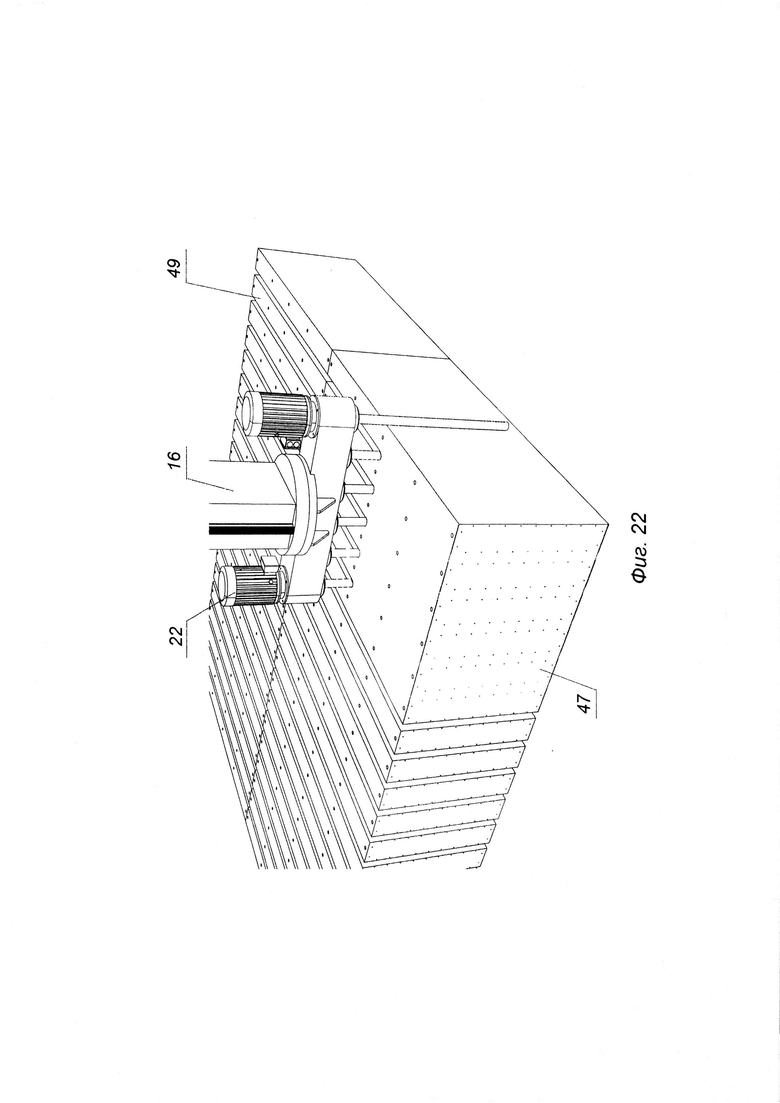
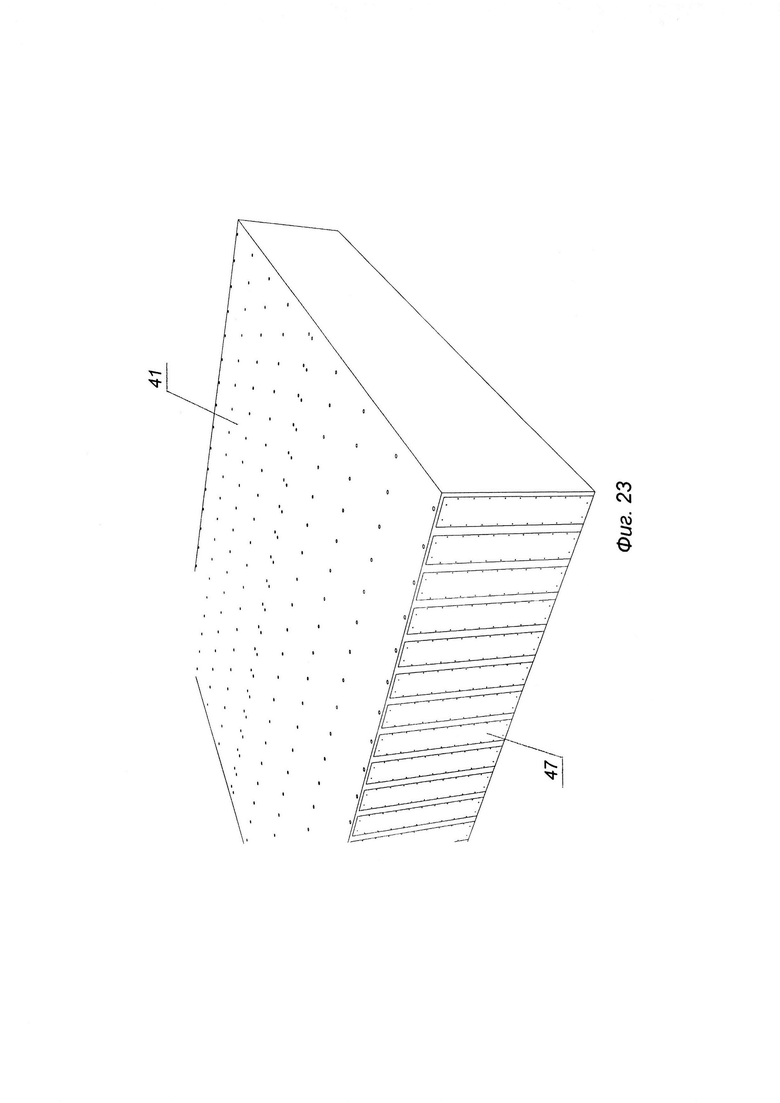
Изготовление двухслойных армированных стеновых панелей 46 с упрочненным наружным слоем изображено на фиг. 21-25, где заготовка 47 большого размера с арматурой 48, расположенной в бассейне 4 таким образом, что она связана в пространственные фермы только в поперечном направлении, залита ячеистым бетоном. На фиг. 22 показана заготовка 47, разрезанная на армированные панели 49 утолщенной фрезой 22, диаметр которой больше двух толщин прочных слоев изделий. На фиг. 23 - та же заготовка 47 с залитыми прочным фибробетоном прорезанными пространствами. На фиг. 24 изображено получение двухслойных армированных стеновых панелей 46 с упрочненным наружным слоем с помощью резки тонкими цепными пилами 20 заготовки 47 по фибробетону.
С помощью вышеописанной технологической линии и пятикоординатной фрезерной машины 8 модуля обработки заготовок 6 больших размеров можно изготавливать различные строительные изделия из ячеистого бетона, легкого бетона, газобетона, пенобетона, композитных смесей и подобных материалов. Строительные изделия могут быть однородными, двухслойными с упрочненным наружным слоем, многослойными и армированными. Это могут быть прямоугольные блоки или панели, а также изделия более сложной конфигурации с криволинейными поверхностями, изготовление которых обеспечено использованием пятикоординатной фрезерной машины.
Способ изготовления строительных изделий машинной обработкой для получения однородных по составу блоков, изображенный на фиг. 1-15, заключается в следующем. Смесь формируют на участке ее подготовки (на рисунке не показано) в соответствии с заданными параметрами и с добавлением заданных компонентов. Это может быть жидкая многокомпонентная бетонная смесь с добавлением легких наполнителей или введением газообразователя (например, алюминиевой пудры) для получения газобетона. Одновременно на рабочей платформе 1 в непрерывном режиме производят последовательную сборку бассейнов 4, начиная с наборного днища 2, подгоняя поддоны 5 вплотную друг к другу, в рамках съемных бортов 3. Все бассейны 4, собранные и установленные неподвижно на рабочей платформе 1, последовательно наполняют подготовленной смесью. Процесс резки начинают с первого бассейна 4. В этом бассейне 4 смесь успевает затвердеть в достаточной степени, чтобы можно было поднять вверх съемные борта 3 (см. фиг. 4) и освободить строительную заготовку 6 для резки, когда начинают заливку следующего бассейна 4. К этому времени заготовка 6 предыдущего бассейна 4 уже набирает оптимальную для ее дальнейшей резки твердость. При такой резке уменьшаются энергопотери на работу режущих инструментов, снижаются отходы от резки, скалывания, микротрещин. Пятикоординатная фрезерная машина 8 подъезжает к первому бассейну 4, после поднятия бортов 3 делает продольный разрез заготовки 6. Затем режет заготовку 6 в вертикальном поперечном направлении на вертикально стоящие на поддонах 5 наборного днища 2 промежуточные панели 21. Поворотная рабочая головка 15, связанная с системой автоматического управления (на рисунке не показано), обеспечивает очень точное попадание режущего инструмента в заранее рассчитанные зоны резки. При этом каждая промежуточная панель 21 оказывается устойчиво стоящей на отдельном поддоне 5. Установленный под каждым днищем 2 механизм раздвигания поддонов 5 с вертикально стоящими на них промежуточными панелями 21 производит их медленное осторожное продольное раздвигание (см. фиг. 5-7), отделяя друг от друга каждую панель 21. Такая операция позволяет инструменту 23 для горизонтальной резки свободно проходить между промежуточными панелями 21, разрезая панели 21 на горизонтально расположенные друг на друге промежуточные панели 24. Окончательную резку на блоки 26 осуществляют в вертикальном направлении посредством инструмента 25, получая стоящую на каждом поддоне 5 стопу готовых изделий. Из каждой заготовки 6 получают более 2 тысяч готовых блоков 26. Готовые изделия на поддонах 5 с помощью манипулятора 33 перегружают на роликовые столы 34, а на освободившееся место манипулятором 33 загружают очищенные поддоны 5 с подающей ветви 36 цепного конвейера, формируя из них наборное днище 2 и устанавливая на него съемные борта 3. Благодаря тому, что каждая заготовка 6 больших размеров остается практически неподвижной на рабочей платформе 1 до получения готовых изделий, а скоростные высокоточные инструменты пятикоординатной фрезерной машины 8 имеют возможность обрабатывать ее со всех сторон, практически исключаются сколы, микротрещины и другие дефекты готовых блоков 26.
После окончательной резки на блоки 26 последнего в ряду бассейна 4 пятикоординатная фрезерная машина 8 отъезжает в противоположную сторону, где заранее проведена заливка смеси в собранный первый бассейн 4, с которого начинался технологический процесс, и подняты его борта 3. Здесь практически без предварительных остановок и перерывов начинают процесс резки новой заготовки 6. Досушку блоков 26 при необходимости производят в автоклавах 37. Сбор отходов резки производят в нижней зоне технологической линии под рабочей платформой 1 и отправляют их на переработку и включения в следующий замес. Пятикоординатная фрезерная машина 8 и манипулятор 33 производят свои действия очень быстро, не замедляя технологического процесса, что позволяет изготавливать многократно большое количество строительных изделий без простоев в автоматическом режиме.
Машинный способ изготовления многослойных строительных изделий включает поочередную подготовку, как минимум, двух видов смеси для заливки: один вид смеси - основной предназначен для первоначальной заливки. Для первоначальной заливки можно использовать легкую смесь, такую, как ячеистый бетон. Так же, как и в предыдущем способе, сначала на рабочей платформе 1 производят сборку наборного днища 2, подгоняя поддоны 5 вплотную друг к другу, в рамках съемных бортов 3, формируя под заливку бассейны 4. По очереди каждый бассейн 4, собранный на рабочей платформе 1, наполняют подготовленной первоначальной легкой смесью. Промежутки времени между заливкой каждого следующего бассейна 4 синхронизированы таким образом, чтобы первоначальная легкая смесь перед ее резкой успела затвердеть в достаточной степени для снятия бортов 3, и можно было начать предварительную резку заготовки 6. Предварительную резку заготовок 6 осуществляют с помощью инструментов пятикоординатной фрезерной машины 8 в продольном и поперечном направлении на вертикальные столбики 40 с образованием зазоров между столбиками 40 (см. фиг. 16). Для такой резки используют утолщенные фрезы 22, диаметр которых больше двух толщин прочных слоев изделий (толщиной не менее 15 мм), чтобы образовавшиеся между столбиками 40 зазоры можно было залить другой более прочной смесью 41. Такой прочной смесью 41 может быть фибробетон. Его заливают в зазоры между столбиками 40 с образованием цельной заготовки 6 (см. фиг. 17). Окончательную резку заготовки 6 производят тонкими цепным пилами 20 строго по центральной линии прочных слоев 41 фибробетона в продольном и поперечных направлениях с получением двухслойных столбиков 43, которые с помощью горизонтальной резки превращают в двухслойные блоки 39 (см. фиг. 19). Двухслойные блоки 39 обладают прочным наружным слоем из фибробетона, увеличивающим их эксплуатационные качества при монтаже стен и дальнейшей эксплуатации зданий. Прочный слой может быть декоративным, например, после добавления в смесь цветных красителей и пластификаторов. Транспортировку и досушивание готовых изделий производят аналогично описанному выше способу. Все операции автоматизированы и синхронизированы по времени. Пока твердеет смесь в предыдущем бассейне 4, заливают следующий бассейн 4. Резку заготовок 6 также производят по мере их готовности. Многослойные блоки (на рисунке не показано) получают таким же образом, как описано выше, увеличивая количество операций резки и заливки зазоров.
Машинный способ изготовления двухслойных армированных строительных панелей также включает подготовку нескольких видов смеси для заливки. Один вид смеси - основной предназначен для первоначальной заливки, например, можно использовать ячеистый бетон. Когда производят сборку наборного днища 2, то подгоняют поддоны 5 вплотную друг к другу и устанавливают съемные борта 3 с образованием бассейнов 4. В собранных таким образом бассейнах 4 осуществляют установку арматуры 48 в виде поперечных пространственных ферм, не связанных между собой (см. фиг. 21). После первоначальной заливки ячеистым бетоном бассейны 4 с арматурой 48 и предварительного твердения получают заготовку 47 большого размера. Эту заготовку 47 затем режут утолщенной фрезой 22 в поперечном направлении в промежутках между арматурой 48, при этом диаметр фрез 22, как минимум, больше двух толщин прочных слоев конечных изделий (толщиной не менее 15 мм), чтобы образовавшиеся между вертикальными панелями 49 зазоры можно было залить другой более прочной смесью 41 (см. фиг. 22). В образовавшиеся зазоры заливают прочную смесь 41, например, фибробетон, с повторным получением цельной заготовки 47. Двухслойные армированные стеновые панели 46 с упрочненным наружным слоем получают с помощью повторной резки заготовки 47 тонкими цепными пилами 20 посередине прочных слоев в поперечном направлении - по фибробетону (см. фиг. 24). Армированные стеновые панели 46 с упрочненным наружным слоем являются качественным строительным материалом и могут быть использованы для сооружения разных зданий любой высоты. Транспортировку и досушивание готовых изделий производят аналогично описанному выше способу.
Важным элементом работы автоматизированной технологической линии по изготовлению строительных изделий является ритм ее работы, заключающийся в синхронизации сборки бассейнов 4 на рабочей платформе 1, последовательной заливки подготовленными смесями бассейнов 4, работы механизма медленного раздвигания поддонов 5 после предварительной резки заготовок 6, работы фрезерной машины 8 и манипулятора 33. Такая синхронизация дает возможность значительного увеличения производительности технологической линии, исключает простаивание ее основных механизмов. Благодаря тому, что при использовании данного технического решения заготовки 6 остаются практически неподвижными на рабочей платформе 1, а в движении находится фрезерная машина 8 со сменными инструментами поворотной рабочей головки 15, обеспечиваются непрерывность работы и высокие скорости резки заготовок 6, исключается повреждение их внешних форм, появление микротрещин и уменьшаются отходы от брака. Технологическая линия для изготовления строительных изделий может быть использована для одновременного изготовления разных изделий в разных бассейнах 4, находящихся на рабочей платформе 1. Для этого в систему управления пятикоординатной фрезерной машиной 8 с поворотной рабочей головкой 15 и сменными инструментами, а также манипулятором 33, вводят расчетные параметры изделий, зон и линий резки, и выбора инструментов. Переоборудования технологической линии для изготовления разных изделий не требуется.
Таким образом, технический результат, достигаемый с использованием заявленного изобретения, заключается в повышении производительности технологической линии, увеличении разнообразия производимых ею изделий без переоборудования линии, упрощении резки заготовок и изготовлении блоков без потери их прочностных характеристик, а также в уменьшении отходов резки бетона на блоки.



Изобретения относятся к автоматизированному изготовлению строительных изделий. Технологическая линия содержит участок подготовки смеси, участок заливки смесью бассейнов со съемными бортами, транспортирующие устройства, механизм снятия бортов бассейнов, модуль обработки заготовок и участок досушивания изделий. Участок заливки бассейнов выполнен в виде неподвижной рабочей платформы, снабженной передвижной пятикоординатной фрезерной машиной для обработки строительных заготовок больших размеров. Машина выполнена в виде подвижного в продольном направлении портала с кареткой для поперечного перемещения держателя подвижной рабочей головки со сменным инструментом для механической обработки заготовок. Бассейны выполнены с наборными днищами, состоящими из плотно сочлененных отдельных поддонов. Рабочая платформа снабжена механизмами продольного раздвигания поддонов наборного днища. В результате обеспечивается повышение производительности технологической линии, увеличение вида производимых на ней строительных изделий без переоборудования линии, упрощение резки заготовок и изготовления строительных блоков без потери их прочностных характеристик, а также уменьшение отходов при резке заготовок на блоки. 4 н. и 3 з.п. ф-лы, 26 ил.
1. Технологическая линия для изготовления строительных изделий, содержащая участок подготовки смеси, участок заливки смесью бассейнов, имеющих съемные борта, транспортирующие устройства, механизм снятия бортов бассейнов, модуль обработки заготовок и участок досушивания готовых изделий, отличающаяся тем, что участок заливки бассейнов выполнен в виде неподвижной протяженной рабочей платформы с передвижным манипулятором, а модуль обработки заготовок выполнен в виде передвижной пятикоординатной фрезерной машины для обработки строительных заготовок больших размеров, выполненной в виде портала, имеющего возможность продольного перемещения по неподвижной рабочей платформе и снабженного кареткой для поперечного перемещения держателя поворотной рабочей головки со сменным режущим инструментом, имеющего возможность вертикального и горизонтального перемещения, при этом бассейны выполнены с наборными днищами, состоящими из отдельных поддонов, плотно сочлененных с возможностью продольного раздвигания, а рабочая платформа снабжена механизмами продольного раздвигания упомянутых поддонов.
2. Линия по п. 1, отличающаяся тем, что рабочая платформа выполнена в виде продольно расположенных балок, поддоны наборных днищ бассейнов снабжены каретками, а механизм продольного раздвигания поддонов выполнен в виде установленных на продольно расположенных балках приводных цепей с зацепами для кареток.
3. Способ изготовления строительных изделий, включающий подготовку смеси, сборку бассейнов, имеющих съемные борта, под заливку смеси, заливку бассейнов смесью, предварительное твердение смеси с образованием заготовок, снятие бортов бассейнов, резку заготовок, транспортировку и досушивание изделий, отличающийся тем, что используют бассейны с наборными днищами в виде плотно сочлененных с возможностью раздвигания поддонов, а перед заливкой смеси в бассейн проводят сборку наборного днища бассейна, при этом резку заготовки осуществляют посредством сменного режущего инструмента передвижной пятикоординатной фрезерной машины для обработки строительных заготовок больших размеров, выполненной в виде портала, имеющего возможность продольного перемещения по неподвижной рабочей платформе и выполненного с кареткой для поперечного перемещения держателя поворотной рабочей головки со сменным режущим инструментом, имеющего возможность вертикального и горизонтального перемещения, при этом вначале осуществляют резку заготовки в вертикальном продольном направлении, затем заготовку режут в вертикальном поперечном направлении на вертикально стоящие на поддонах наборного днища промежуточные панели, после чего производят продольное раздвигание поддонов наборного днища с вертикально стоящими на них промежуточными панелями, которые затем режут в горизонтальном направлении и осуществляют окончательную резку в вертикальном направлении с получением строительных блоков.
4. Способ по п. 3, отличающийся тем, что раздвигание поддонов наборного днища бассейна осуществляют посредством приводных цепей с зацепами для кареток, которыми снабжены поддоны.
5. Способ изготовления строительных изделий, включающий подготовку смеси, сборку бассейнов, имеющих съемные борта, под заливку смеси, заливку бассейнов смесью, предварительное твердение смеси с образованием заготовок, снятие бортов бассейнов, резку заготовок, транспортировку и досушивание изделий, отличающийся тем, что используют бассейны с наборными днищами в виде плотно сочлененных с возможностью раздвигания поддонов, а перед заливкой смеси в бассейн проводят сборку наборного днища бассейна, при этом после снятия бортов бассейна производят не менее чем один раз предварительную резку заготовки в продольном и поперечном направлениях на вертикальные столбики с образованием зазоров между столбиками, после чего в образованные зазоры заливают смесь с получением в зазорах упрочненных слоев, причем окончательную резку заготовки производят посередине упомянутых упрочненных слоев в продольном и поперечных направлениях с получением по меньшей мере двухслойных блоков, при этом предварительную и окончательную резку осуществляют посредством сменного режущего инструмента передвижной пятикоординатной фрезерной машины для обработки строительных заготовок больших размеров, выполненной в виде портала, имеющего возможность продольного перемещения по неподвижной рабочей платформе и выполненного с кареткой для поперечного перемещения держателя поворотной рабочей головки со сменным режущим инструментом, имеющего возможность вертикального и горизонтального перемещения.
6. Способ по п. 5, отличающийся тем, что предварительную резку осуществляют утолщенными фрезами, диаметр которых больше двух толщин упрочненных слоев изделий.
7. Способ изготовления строительных изделий, включающий подготовку смеси, сборку бассейнов, имеющих съемные борта, под заливку смеси, заливку бассейнов смесью, предварительное твердение смеси с образованием заготовок, снятие бортов бассейнов, резку заготовок, транспортировку и досушивание изделий, отличающийся тем, что используют бассейны с наборными днищами в виде плотно сочлененных с возможностью раздвигания поддонов, а перед заливкой смеси в бассейн производят сборку наборного днища бассейна, затем в бассейн устанавливают арматуру в виде поперечных ферм, не связанных между собой, а после заливки смеси и снятия бортов бассейна по меньшей мере один раз производят предварительную резку заготовки в поперечном направлении на вертикальные панели с образованием зазоров между панелями, после чего в полученные зазоры заливают смесь с получением в зазорах упрочненных слоев, причем окончательную резку заготовки производят посередине упомянутых упрочненных слоев в поперечном направлении с получением двухслойных армированных панелей, при этом предварительную и окончательную резку заготовки осуществляют посредством сменного режущего инструмента передвижной пятикоординатной фрезерной машины для обработки строительных заготовок больших размеров, выполненной в виде портала, имеющего возможность продольного перемещения по неподвижной рабочей платформе и выполненного с кареткой для поперечного перемещения держателя поворотной рабочей головки со сменным режущим инструментом, имеющего возможность вертикального и горизонтального перемещения.
| Кран машиниста для воздушных железнодорожных тормозов | 1937 |
|
SU54857A1 |
| Передвижной продольно-шлифовальный станок | 1949 |
|
SU83024A1 |
| Технологическая линия для изготовления строительных изделий | 1980 |
|
SU941187A1 |
| Технологическая линия для изготовления строительных изделий | 1979 |
|
SU897518A1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОТЯЖЕННЫХ СТРОИТЕЛЬНЫХ КОНСТРУКЦИЙ ИЗ ТВЕРДЕЮЩЕГО МАТЕРИАЛА С АРМИРОВАНИЕМ, РИГЕЛЬ, БАЛКА И КОЛОННА, ИЗГОТОВЛЕННЫЕ НА ЭТОЙ ТЕХНОЛОГИЧЕСКОЙ ЛИНИИ | 2005 |
|
RU2292262C1 |
| US 7887738 B2, 15.02.2011. | |||

