Настоящее изобретение относится к созданию способа и устройства для разливки расплавленных металлов в виде непрерывной полосы и более конкретно касается разливки свинца и свинцовых сплавов с широким диапазоном температур затвердевания в виде непрерывной полосы, предназначенной для использования в качестве электродных решеток для аккумуляторных батарей.
В течение многих лет производители свинцовых аккумуляторных батарей используют различные свинцовые сплавы для изготовления решеток аккумуляторных батарей. Методы разливки таких сплавов включают в себя фасонное (гравитационное) литье, разливку в сляб с последующей прокаткой для образования полосы, разливку ленты, разливку двойной ленты, разливку с двойным барабаном и разливку на барабан, вращающийся в ванне расплавленного металла, который именуется способом "кристаллизации с извлечением из расплава" или способом "глубокой разливки". Последний из упомянутых способов позволяет получать полосу непосредственно из расплавленного сплава.
Успешное осуществление глубокой разливки связано с обеспечением ламинарного потока расплавленного металла без дросса (свинцовой изгари) в той зоне, где вращается поверхность охлажденного разливочного барабана. Необходимо осуществлять отвод теплоты с равномерной скоростью по ширине полосы для создания равномерной толщины полосы на барабане. Способ глубокой разливки подходит для разливки чистого свинца и для разливки свинцовых сплавов, которые обладают узким диапазоном затвердевания, таких как свинец-кальций или свинец-кальций-олово. Для изготовления решеток батарей из литой полосы полоса из свинцового сплава развальцовывается и изменяет форму для образования сетки с ячейками, используемой при изготовлении решеток батарей. Другие способы, используемые для производства решеток, включают в себя прямую разливку сплава в форме решетки и разливку решеток с использованием вращающегося барабана, поверхность которого имеет форму, соответствующую желательной форме решетки.
Как состав сплавов, так и способы разливки раскрыты в многочисленных патентах. Один из успешных способов для разливки свинца или сплава свинец-кальций или свинец-кальций-олово в виде полосы с использованием метода кристаллизации с извлечением из расплава раскрыт в патентах США 3926247 B 22 D 11/126 и 3858642, в то время как развальцовывание и формообразование полосы для производства решеток свинцовых аккумуляторных батарей раскрыто в патентах США 4291443, 4297866 и 4315356.
В патенте США N 3858642 B 22 D 11/06 с приоритетом от 7 января 1975 года раскрыто устройство для выпуска расплавленного металла, имеющего узкий диапазон затвердевания, в бассейн успокоения указанного расплавленного металла, расположенный в основании вращающегося барабана, производящего глубокую разливку из указанного бассейна. Предложенное устройство включает в себя питающее устройство, имеющее систему удерживающих и разливочных секций, сливов, направляющих перегородок и каналов для обеспечения управляемого потока расплавленного металла одинаковой температуры, свободного от дросса и захваченных газовых пузырьков, поступающего в бассейн металла.
В настоящее время многие изготовители автомобильных аккумуляторных батарей с успехом используют низкосурямянисто-свинцовые сплавы для изготовления решеток пластин положительных электродов, для батарей, не требующих обслуживания. Эти производители утверждают, что низкосурьмянисто-свинцовые сплавы обеспечивают больший срок службы батареи в сравнении с другими свинцовыми сплавами, такими как сплав свинец-кальций. Низкосурьмянисто-свинцовые сплавы для положительных пластин батарей обычно содержат от 0,5 до 4,0% сурьмы. Для автомобильных стартерных батарей сплавы обычно содержат приблизительно от 1,0% до 2,5% по весу сурьмы. Батарейные решетки, изготовленные из сплавов с содержанием сурьмы менее 1,0%, обладают пониженной способностью к глубокой цикличности. Для улучшения литейных характеристик, а также механических и электрохимических свойств сурьмяно-свинцовых сплавов, обычно добавляют один или несколько дополнительных легирующих элементов. Этими дополнительными легирующими элементами являются мышьяк, медь, олово, сера, селен, теллур, серебро, кадмий, висмут, кальций, магний, литий и фосфор в количествах от 0,001% до 0,5% по весу свинца. Многие из дополнительных легирующих элементов, такие как сера, медь, селен, теллур и серебро, используются как добавки, измельчающие зерно.
В промышленности бытует мнение, что одна или несколько добавок, измельчающих зерно, необходимы для получения батарейных решеток с удовлетворительной структурой и параметрами, поэтому такие добавки широко применяются. В результате один или несколько этих измельчителей зерна в настоящее время присутствует в большинстве составов низкосурьмянисто-свинцовых сплавов.
Когда сляб низкосурьмянисто-свинцового литейного сплава превращается в решетку батареи, например, путем его прокатки в 10% начальной толщины сляба, решетки, изготовленные из полученного продукта готовой полосы, не обладают удовлетворительным сроком службы при последующем их использовании в качестве пластин положительных электродов в результате низкой коррозионной стойкости и нежелательного роста (наращивания) решетки, поэтому такой продукт не находит коммерческого применения. В настоящее время решетки пластин положительных электродов изготавливают при помощи методов гравитационной разливки (известной так же, как фасонное литье), причем решетки получаются относительно толстыми и тяжелыми, имеющими пористую и неоднородную микроструктуру, что благоприятствует коррозии, способствует росту решетки и вызывает высокую потерю воды в батарее. Все указанное сокращает срок службы батареи. Однако метод гравитационной разливки оказался единственным методом, который используется в промышленных масштабах для изготовления решеток пластин положительных электродов из сплавов с низким содержанием сурьмы.
В предшествующем состоянии техники было показано, что низкосурьмянисто-свинцовые сплавы для производства решеток, не требующих обслуживания свинцовых аккумуляторных батарей, могут быть изготовлены методом глубокой разливки на вращающийся барабан, который имеет форму поверхности в виде решетки, а также при помощи разливки в форму, имеющую форму литейной полости в виде решетки, или при помощи гравитационной разливки и штамповки (например, патенты США 3789909, 3789910, 4455724 и 4456579). Заявитель произвел попытку изготовить полосу при помощи глубокой разливки, однако такие попытки оказались безуспешными, и поэтому до настоящего времени этот метод в промышленности не используется. Аналогичным образом не нашел коммерческого применения метод изготовления положительных пластин при помощи разливки на вращающийся барабан, имеющий форму поверхности в виде решетки, по причине возникающих тяжелых проблем с качеством батарей, изготовленных с применением положительных пластин, полученных из свинца с низким содержанием сурьмы в соответствии с указанным процессом разливки.
Полоса из свинца с низким содержанием сурьмы может быть изготовлена с использованием способа разливки со сдвоенными роликами при контроле температуры непосредственно после прокатки с целью обеспечения гомогенной мелкой кристаллической структуры (патент США 4498519). Известно, что готовые сурьмянисто-свинцовые сплавы обладают мягкостью и что требуется термообработка для придания им твердости в степени, достаточной для их использования при производстве батарейных решеток. Различные способы термообработки, включая операции закалки (быстрого охлаждения), охлаждения и старения, описаны в патентах США 1674954 - 1674959; 4629516 и 4753688. Так, например, в патентах США 4629516 и 4753688 раскрываются способы упрочнения свинцово-сурьмянистого сплава путем его прокатки и нагрева для создания рекристаллизованной структуры, которая упрочнена путем старения, с последующей закалкой. При этом увеличивается прочность на разрыв обработанных сплавов. Сплавы содержат от 0,5 до 6% сурьмы, от 0,002 до 1% мышьяка при свинцовом балансе и от 0,5 до 6% сурьмы, от 0,002 до 1% мышьяка и от 0,02 до 0,5% олова также при свинцовом балансе. При прокатке сплава получают готовую полосу, которая нагревается и соответствующим образом закаливается. Однако полученные в соответствии с указанными патентами батарейные решетки также имеют проблемы коррозии и нежелательного роста, которые сокращают срок службы батареи. Отрицательные батарейные пластины в настоящее время изготавливают из сплавов свинец-сурьма, свинец-кальций или свинец-кальций-олово при помощи гравитационной разливки или развальцовыванием полосы сплавов свинец-кальций или свинец-кальций-олово.
Низкосурьмянисто-свинцовые сплавы не могут быть получены методом глубокой разливки на гладкий вращающийся барабан по двум важным причинам.
Во-первых, сурьма в сплаве создает широкий диапазон затвердевания расплава (до 60oC), при ее предпочтительном содержании от 1 до 2,5%. Во-вторых, за счет гравитации разрушается непрерывность поступления расплавленного металла на барабан. В результате не может быть получена непрерывная, твердая, тонкая полоса одинаковой толщины. Это особенно относится к случаю сплава, содержащего сурьму в диапазоне от 1,0% до 1,5%, когда диапазон температур кристаллизации сплава максимальный.
Другим методом разливки полосы металлического сплава, именуемым методом "вытягивания расплава", является разливка на охлажденный вращающийся барабан из разливочного устройства, при которой разливочный желоб или разливочный стакан располагаются над поверхностью барабана или вблизи от нее. Несмотря на то что метод вытягивания расплава для получения металлической полосы используется для изготовления полосы из алюминия, алюминиевых сплавов, меди, сплавов меди и стали, насколько известно, этот метод не используется в коммерческих целях для изготовления полосы из свинцовых сплавов с широким диапазоном затвердевания, таких как низкосурьмянисто-свинцовые сплавы.
Нами было показано, что сплавы свинца, в особенности имеющие широкий диапазон температур затвердевания, такие как низкосурьмянисто-свинцовые сплавы, могут быть успешно разлиты в полосу при контролируемых рабочих условиях окружающей среды с использованием способа вытягивания расплава и устройства в соответствии с настоящим изобретением. Полоса, полученная разливкой из сплавов с широким диапазоном затвердевания, может быть подвергнута дальнейшей обработке, такой как термообработка для полосы из низкосурьмянисто-свинцового сплава. Авторы обнаружили также, что после термообработки полоса может быть успешно развальцована и изменена по форме для образования развальцованной решетки с ячейками, которая может быть использована для образования положительных пластин электродов, имеющих повышенные электрохимические характеристики. Авторы также обнаружили, что полоса с улучшенными характеристиками для изготовления решеток батарей может быть изготовлена из низкосурьмянисто-свинцовых сплавов, которые не содержат обычных легирующих элементов для измельчения зерна. Более конкретно, предназначенные для получения положительных пластин низкосурьмянисто-свинцовые сплавы, содержащие приблизительно от 0,5 до 4%, а преимущественно приблизительно от 1,5 до 3,0%, а предпочтительней приблизительно от 1,5 до 2,0% сурьмы от веса свинца, так же как и небольшие количества одного или нескольких дополнительных легирующих элементов, могут быть получены путем разливки расплавленного сплава из разливочного устройства на вращающийся, охлажденный барабан при помощи метода вытягивания расплава. Дополнительными легирующими элементами преимущественно являются мышьяк и олово, при отсутствии измельчителей зерна. Мышьяк и олово добавляют для улучшения электрохимических и механических характеристик свинцово-сурьмянистых сплавов. Количество мышьяка и олова преимущественно лежит в диапазоне приблизительно от 0,1 до 0,2% для мышьяка и приблизительно от 0,2 до 0,7% для олова.
Устройство для разливки полосы методом вытягивания расплава содержит охлажденный барабан и разливочное устройство. Разливочное устройство подает на разливочную поверхность барабана слой расплавленного металла, который должен быть вытянут по поверхности барабана, охлажден и кристаллизован. Разливочное устройство представляет собой емкость с впуском, выпуском переполнения, средствами контроля переполнения, средствами контроля потока и устройством для разливки. Средства контроля переполнения гарантируют, что расплавленный металл на кромке устройства для разливки имеет контролируемый поверхностный уровень в ходе всей разливки. Устройство контроля потока обеспечивает, что расплавленный металл на кромке в основном не имеет турбулентности, что способствует более точному контролю толщины полосы и уменьшению пористости.
Устройство для разливки содержит вставку кромки (краевую вставку), которая по форме соответствует поверхности барабана. Охлажденный барабан вращается и увлекает (вытягивает) контролируемое количество расплавленного металла из разливочного устройства на свою охлажденную поверхность, где расплавленный металл быстро затвердевает с образованием твердой полосы, имеющей заранее определенные размеры. Диаметр барабана, его скорость вращения, качество обработки его поверхности и температура его поверхности, так же как и температура и уровень поверхности расплава в разливочном устройстве, определяют скорость разливки и толщину получаемой полосы. Поверхность барабана преимущественно обрабатывают для создания множества точек зарождения кристаллизации для затвердевания расплавленного металла, которые созданы за счет обработки поверхности барабана потоком ударяющих в нее стеклянных шариков. Полоса может быть подвергнута последующим операциям обработки после ее охлаждения. В зависимости от состава разливаемого металлического сплава эта обработка может и не понадобиться. Операция обработки, такая как термообработка, делает возможной превращение полосы в развальцованную решетку для изготовления пластин положительных электродов батарей, не имеющих значительных (обширных) поломок. Полученные таким образом решетки обладают повышенными характеристиками коррозионной стойкости и уменьшенным выделением газов по сравнению с решетками, изготовленными в соответствии с известными гравитационными методами разливки.
При использовании такого же способа и устройства могут быть изготовлены отрицательные пластины электродов из сплава свинец-сурьма, свинец-кальций или свинец-кальций-олово.
Способ вытягивания расплава делает возможным непрерывное получение при высокой скорости полосы для положительных пластин электродов с повышенными характеристиками для производства автомобильных батарей из сплава свинец-сурьма. Этот способ делает также возможным производство не пористых, более тонких и легких пластин электродов батарей, которые, в свою очередь, позволяют организовать производство батарей с более высокими энергетическими характеристиками и плотностями мощности, а также с улучшенными характеристиками зарядки и разрядки. Излишний вес батареи приводит к повышенной ее стоимости. Следует отметить, что число пластин электродов на одну батарею непрерывно возрастает по причине рыночного давления, требующего производства и продажи батарей большего объема с холодным поддоном, поэтому пластины электродов батарей должны быть по возможности более легкими, при особых эксплуатационных требованиях для минимизации расходов на изготовление.
Соответственно, важным аспектом настоящего изобретения является создание способа и устройства для избирательной и управляемой разливки тонкой полосы из свинцового сплава, имеющего широкий диапазон затвердевания, при помощи метода вытягивания расплава, позволяющего обеспечить улучшенные рабочие окружающие условия при уменьшенных расходах на изготовление. В соответствии с другим аспектом в изобретении предлагается способ производства решеток для положительных пластин из низкосурьмянисто-свинцовых сплавов, имеющих повышенные характеристики при использовании в качестве решеток для свинцовых аккумуляторных батарей.
Еще одной задачей настоящего изобретения является создание непрерывного способа вытягивания расплава для высокоскоростного изготовления как положительных, так и отрицательных решеток электродов, имеющих улучшенные характеристики при использовании в свинцовых аккумуляторных батареях.
Таким образом, в настоящем изобретении предлагается способ разливки металлической полосы, такой как изготовленной из свинца и из свинцовых сплавов с широким диапазоном затвердевания, на охлажденную поверхность разливки, содержащий операцию заполнения разливочного устройства расплавленным металлом в непосредственной близости от указанной поверхности разливки, причем указанное разливочное устройство имеет дно, противоположные боковые стенки, заднюю и открытую переднюю стенки, а также отражательную перегородку в непосредственной близости от указанной открытой передней стенки, причем указанная перегородка имеет отверстие для прохода через нее расплава; к указанному разливочному устройству со стороны открытой передней стенки прикреплена с возможностью съема вставка кромки, имеющая дно и противоположные боковые стенки, которые подогнаны для установки на дно и противоположные боковые стенки разливочного устройства таким образом, что расплав не может протекать через них, причем указанная вставка кромки имеет открытую лицевую сторону, ограниченную дном и боковыми стенками вставки, взаимодействующую с поверхностью разливки, смежной с ней, и содержащую ванну указанного расплавленного металла во вставке кромки, причем указанная вставка кромки имеет открытый задний край, смещенный относительно стенки отражательной перегородки разливочного устройства для проникновения расплавленного металла во вставку кромки; операцию контроля уровня поверхности бассейна расплавленного металла; операции перемещения указанной поверхности разливки в верхнем направлении через указанную ванну расплавленного металла для нанесения слоя металла на поверхность разливки и охлаждения нанесенного расплавленного металла для его затвердения в виде металлической полосы на поверхности разливки.
В изобретении предлагается также устройство для разливки металлической полосы, такой как изготовленной из свинца и свинцовых сплавов с широким диапазоном затвердевания, из ванны расплавленного металла в разливочном устройстве, на охлажденную поверхность разливки, смежную с ним, содержащее разливочное устройство, имеющее дно, противоположные боковые стенки, заднюю стенку и открытую переднюю стенку, смещенную относительно указанной задней стенки, и вставку кромки, имеющую дно и противоположные боковые стенки, выполненные таким образом, что вставка может быть установлена в разливочном устройстве вблизи от его открытого конца, причем указанная вставка кромки имеет открытую лицевую сторону, ограниченную дном и боковыми стенками вставки и предназначенную для взаимодействия с поверхностью разливки для образования и поддержания ванны указанного расплавленного металла во вставке кромки, а также средства контроля уровня поверхности ванны указанного расплавленного металла и средства перемещения охлажденной поверхности разливки в верхнем направлении через ванну расплавленного металла для разливки этого металла на охлажденной поверхности разливки.
Соответствующее изобретению разливочное устройство дополнительно содержит питающую камеру, смежную с задней стенкой, возвратную камеру, смежную со вставкой кромки, и отклоняющую камеру, расположенную между питающей камерой и возвратной камерой и имеющую сообщение с питающей камерой и возвратной камерой, причем указанная питающая камера и отклоняющая камера взаимодействуют для устранения турбулентности в подаваемом расплавленном металле, а указанная возвратная камера имеет регулируемый по вертикали слив, отделяющий возвратную камеру от отклоняющей камеры для контроля поверхностного уровня ванны расплавленного металла во вставке кромки и в отклоняющей камере, а также для контроля потока расплавленного металла, отклоненного в возвратную камеру.
Далее изобретение будет описано со ссылкой на фиг. 1 - 3, иллюстрирующие предпочтительный вариант осуществления изобретения, где на фиг. 1 схематически показана линия для разливки полосы, начиная от разливочного устройства до ее намотки на катушку; на фиг. 2 приведено продольное боковое сечение разливочного устройства и разливочного барабана; на фиг. 3 приведено поперечное сечение разливочного устройства, показанного на фиг. 2.
Далее описывается соответствующий изобретению способ разливки свинцовых сплавов с широким диапазоном температур затвердевания, который был успешно применен для изготовления решеток положительных электродов свинцовых аккумуляторных батарей. Указанные сплавы включают в себя сплавы сурьма-свинец. Хотя приведенное далее подробное описание имеет ссылки на низкосурьмянисто-свинцовые сплавы, следует понимать, что соответствующий настоящему изобретению способ равным образом годится для разливки металлической полосы, изготовленной из чистого свинца или других свинцовых сплавов.
Низкосурьмянисто-свинцовые сплавы для требующих малого ухода батарей могут содержать приблизительно не менее 0,5% и не более 4,0% сурьмы по весу. Это самый широкий диапазон содержания сурьмы, который обычно считается подходящим для изготовления автомобильных батарей. Для батарей без эксплуатационного технического обслуживания сплавы должны содержать сурьму в диапазоне приблизительно от 1 до 3,0% по весу. Если содержание сурьмы составляет менее 1%, то батареи при этом теряют свои характеристики, необходимые для глубокого циклирования. При содержании сурьмы около 2% в батареях обычно происходит высокое выделение газа. Однако структура продукта, соответствующего настоящему изобретению, имеющая мелкое зерно, позволяет увеличивать содержание сурьмы приблизительно до 3% без видимого возрастания газирования. Поэтому в соответствии с настоящим изобретением содержание сурьмы лежит преимущественно в диапазоне приблизительно от 1 до 3,0%, а более предпочтительно в диапазоне приблизительно от 1,5 до 2,2%. Наиболее предпочтительное содержание сурьмы лежит в диапазоне приблизительно от 1,5 до 2% по весу сплава, при балансе свинца и наличии случайных примесей.
Низкосурьмянисто-свинцовые сплавы могут дополнительно содержать один или несколько легирующих элементов, таких как мышьяк, медь, олово, сера, селен, теллур, серебро, кадмий, висмут, кальций, магний, литий или фосфор, при содержании каждого из элементов в пределах приблизительно от 0,001 до 0,5% по весу. Указанные элементы могут добавляться по различным причинам. Хотя различные композиции низкосурьмянисто-свинцовых сплавов и без добавки дополнительных легирующих элементов могут быть успешно разлиты при использовании соответствующего настоящему изобретению способа, предпочтительно добавлять определенное количество мышьяка и определенное количество олова в низкосурьмянисто-свинцовый сплав для улучшения его литейных свойств и текучести сплава, что приводит к повышению производительности и улучшает характеристики полученной полосы. Количество свинца по весу лежит в пределах приблизительно от 0,1 до 0,2%, а количество олова - в пределах приблизительно от 0,2 до 0,7% по весу сплава.
Было неожиданно обнаружено, что в отличие от принятой практики, не требуется добавка элементов, измельчающих зерно, таких как, например, медь, селен или сера. Как это будет объяснено далее более подробно, соответствующий настоящему изобретению способ позволяет получить полосу из сплава с присущей ему мелкой структурой зерна и другими улучшенными характеристиками. Следует однако понимать, что сплав, содержащий добавки для измельчения зерна, может быть также успешно разлит при использовании соответствующего настоящему изобретению способа.
Свинцовые сплавы, такие как сплав свинец-сурьма, производят с использованием одного из нескольких хорошо известных процессов.
Обратимся теперь к рассмотрению фиг. 1, на которой схематически изображена линия для непрерывной разливки металлической полосы. Полоса 10 из свинцового сплава, которая произведена при помощи барабана 12, работающего совместно с разливочным устройством 14, перемещается далее вдоль нагретой съемной плиты 16 к агрегату для продольной резки полосы 18, где происходит подрезка боковых краев полосы 10, и затем проходит под последовательными газовыми нагревателями 20, 22 и 24 и накладным роликом 26, где производится дополнительное нагревание перед намоткой на оправку 28 для образования катушки 30.
На фиг. 2 и 3 детально показаны разливочный барабан 12 и разливочное устройство 14. Разливочное устройство 14 ограничено горизонтальным дном 33, концевой стенкой 34 и двумя параллельными боковыми стенками 35 и 36. Разливочное устройство имеет один впуск, верхний питательный желоб 40 для ввода расплавленного металлического сплава в питающую камеру 42, ограниченную концевой стенкой 34 и турбулентной перегородкой 47. Расплавленный свинцовый сплав проходит через слив, образованный в верхней части турбулентной перегородки 47, в отклоняющую камеру (аван-камеру) 49. Часть расплавленного свинцового сплава отклоняется в возвратную камеру 44, которая ограничена стенкой 43, дном 38 и регулируемым сливом 45. Регулируемый слив 45 закреплен на петлях на дне 38 возвратной камеры и предназначен для осуществления контроля высоты поверхности расплавленного свинцового сплава, обозначенной позицией 48. Зазор 49' между дном 38 и нижним краем вертикальной отражательной перегородки 50 позволяет расплавленному свинцовому сплаву втекать в разливочную камеру 52 на высоту, равную высоте 48 в камере 49. Блок вставки кромки 60, закрепленный на питающем устройстве 14, имеет базовое основание 62 и параллельные боковые стенки 64, 66, которые образуют основание и боковые стенки разливочной камеры 52. Задняя часть камеры 52 образована вертикальной отражательной перегородкой 50, а передняя часть ограничивается барабаном 12. Вставка кромки 60 преимущественно изготавливается из графита.
Обратимся к рассмотрению фиг. 3, на которой показана конструкция вставки кромки 60, которая закреплена на разливочном устройстве с возможностью ее съема. Она содержит боковые стенки 64, 66 с противоположными внутренними поверхностями, которые преимущественно наклонены в направлении вверх и наружу относительно расплава. Эти наклонные боковые стенки снимают напряжения затвердевающих краев металлического сплава, подлежащего разливке в полосу.
Разливочный барабан 12 (фиг.2) имеет возможность вращения относительно горизонтальной оси 71. Внешняя поверхность 72 по окружности барабана 12 в основном гладкая и преимущественно обработана таким средством, как стеклянные шарики, для создания точек зарождения центров кристаллизации для затвердевания расплавленных сплавов. Вращающийся барабан также снабжен краевыми роликами 75, один из которых показан на фиг. 1 и 2, которые обеспечивают полное затвердевание краев металлической полосы 10 ранее снятия полосы 10 с поверхности барабана 12. Краевые ролики 75 плотно прижимают внешний край каждой стороны полосы к поверхности барабана 72 для обеспечения необходимого охлаждения металлической полосы и последующего создания требуемых цельных краев непрерывно разливаемой металлической полосы 10. Барабан 12 охлаждается изнутри водой с использованием широко известных средств циркуляции воды (не показаны). Диаметр барабана 12, скорость его вращения, структура обработки поверхности и температура внешней поверхности 72 барабана, так же как температура и поверхностный уровень 48 расплава в разливочном устройстве, определяют количество расплава, которое захватывается (вытягивается) на внешнюю поверхность 72 из ванны расплавленного металла в разливочном устройстве, что в конечном счете определяет толщину полосы. Охлажденная поверхность 72 барабана вызывает затвердевание или кристаллизацию расплавленного металла с образованием полосы 10 главным образом постоянной ширины и толщины.
Расплавленный металлический сплав течет из миксера (не показан) через центробежный насос расплавленного металла (не показан) и через верхний питательный желоб 40 в питающую камеру 42, а затем над сливом, ограниченным турбулентной перегородкой 47, поступает в отклоняющую камеру 49. В конце отклоняющей камеры 49 поток металла разделяется на два потока; один идет в верхнем направлении над регулируемым сливом 45 в возвратную камеру 44, а другой направляется через регулируемый зазор 49'. Расплавленный металлический сплав, который течет над регулируемым сливом 45 переполнения, поступает в возвратную камеру 44 и затем в миксер расплавленного сплава через нижний питательный желоб 15. Поверхностный уровень 48 регулируется при помощи регулируемого слива 45 переполнения для обеспечения надлежащего уровня поверхности расплавленного металла в камере 52 на барабане 12. Расплавленный металл нагнетается через впуск в камеру 42 с такой скоростью, чтобы обеспечить постоянный избыток расплавленного металла и непрерывность потока металла над сливом 45 в возвратную камеру 44. Любой шлак, который может образоваться или который уже имеется в расплавленном металле, легко отделяется от расплава в разливочном устройстве между турбулентной перегородкой 47 и стенкой возвратной камеры 43. Регулируемый слив 45, отражательная перегородка 50 управления потоком металла и контрольный зазор 49' эффективно управляют количеством, поверхностным уровнем 48 и, в сочетании с турбулентной перегородкой 47, турбулентностью расплавленного металла в разливочном устройстве. При этом к вращающемуся барабану 12 поступает главным образом спокойный (ламинарный) поток расплавленного металла с, главным образом, постоянной глубиной (толщиной).
Для надлежащей подачи расплавленного металла к поверхности 72 барабана необходимо иметь соответствующую конструкцию вставки кромки 60 и форму ее прилегающей к барабану поверхности 61, также как и ее надлежащее расположение. Конструкция вставки кромки должна обеспечивать отсутствие препятствий, которые могли бы вызывать прилипание затвердевающего металла к вставке в ходе разливки. Стороны 64, 66 вставки кромки 60 (фиг.3) поэтому наклонены в направлении вверх и наружу от ванны расплавленного металла. Поверхность 63 вставки кромки 60 (фиг.2), упирающаяся в барабан 12, должна иметь контур, точно совпадающий с кривизной поверхности 72 барабана. Расположение поверхности 63 кромки должно быть таким, чтобы она находилась в непосредственной близости от поверхности 72 барабана в положении около "часовой стрелки, показывающей от 9 до 10 ч". Поверхность 63 не должна касаться поверхности 72 барабана при перемещении расплавленного металла из вставки 60 на поверхность 72 барабана. Однако излишнее пространство между поверхностью 63 вставки и поверхностью 72 барабана будет приводить к протечке расплавленного металла и остановке разливки. Предусмотрено регулировочное средство 65, такое как высокоточный направляющий блок, установленный на роликовом подшипнике, салазки в виде ласточкина хвоста или пара рейка-шестерня, которое позволяет быстро и точно перемещать разливочное устройство 14 и вставку кромки 60 в направлении к барабану 12 и его поверхности 72, так же как и в противоположном направлении, для получения надлежащего взаимного расположения поверхности вставки и поверхности барабана и выбора нужного расстояния 90 между ними.
Вставка кромки 60, изготовленная из графита, особенно хорошо подходит для решения указанной задачи, так как графит более мягкий, чем металл поверхности 72 барабана, и поэтому поверхность 63 может быть полностью отформована в точном соответствии с поверхностью 72 барабана, если поверхность барабана обернуть наждачной шкуркой и прижать поверхность 63 вставки к поверхности 72 барабана при приведении его во вращение. Дополнительно, графит хорошо подходит потому, что он мало смачивается расплавленным металлом.
При вращении барабана 12 определенное количество расплавленного сплава вытягивается (захватывается) на поверхность разливки 72. Металлический сплав затвердевает и образует полосу 10, которая обычно сходит с барабана в положении "от 12 до 3 ч", а затем готовая полоса снимается с вращающегося барабана 12 при помощи двух параллельных обрезиненных тянущих валиков 92, один из которых показан на фиг.1, которые входят в агрегат для продольной резки полосы 18. Валики 92 приводятся во вращение от двигателя (не показан) с регулируемой скоростью вращения, который управляет скоростью разливки (скоростью вращения валиков) в соответствии с регулировкой скорости вращения барабана 12 таким образом, чтобы добиться постоянного поддержания нужного усилия натяжения полосы при ее сходе с поверхности барабана.
Ранее прохождения над накладным роликом 26 полоса проходит между регулируемыми вращающимися ножами в агрегате для продольной резки полосы 18, которые подрезают внешние края полосы для производства полосы с точно заданной шириной. Полоса может быть пропущена мимо датчика с использованием вихревых токов, не показанного на фиг. 1 -3, который непрерывно контролирует толщину полосы вдоль ее ширины. Предусмотрено цифровое считывающее устройство, которое выдает необходимую информацию для поддержания необходимой толщины полосы. Затем полоса перемещается к намоточной оправке 28 с устройством контроля момента вращения и наматывается в катушку.
Намотанная в катушку полоса в случае ее изготовления из низкосурьмянисто-свинцового сплава не может быть использована непосредственно для изготовления батарейных решеток, так как эта полоса не обладает достаточным сопротивлением на разрыв для проведения последующих операций резки и развальцовывания. Для увеличения ее сопротивления на разрыв при проведении резки и развальцовывания полоса непосредственно после ее разливки и при намотке в катушку она проходит единую операцию разливки-термообработки или же может быть подвергнута термообработке в последующей операции групповой обработки катушек с полосой. Полоса из низкосурьмянисто-свинцового сплава нагревается до температуры свыше приблизительно 190oC, а преимущественно до температуры в диапазоне приблизительно от 200 до 230oC и выдерживается при повышенной температуре по крайней мере 10 мин для гомогенизации сурьмы в виде мелкодисперсных частиц в свинцовой матрице, за счет чего достигается высокая вытягиваемость при сохранении хорошей прочности и целостности полосы. Термообработка низкосурьмянисто-свинцового сплава гарантирует успешное изготовление без поломки развальцованных решеток с ячейками для использования в свинцовых аккумуляторных батареях, имеющих повышенные электрохимические характеристики.
Далее изобретение будет проиллюстрировано следующим примером, не имеющим ограничительного характера.
Пример. Типичный низкосурьмянисто-свинцовый сплав, имеющий следующий весовой состав: 1,8% сурьма, 0,15% мышьяка, 0,16-0,2% олова при свинцовом балансе был нагрет приблизительно до 400oC в разливочном устройстве 14, соответствующем изобретению, и далее подвергнут разливке со скоростью 0,18-0,19 м/с для разливки полосы калибра 5,52 мм и шириной 9,15 см на поверхности барабана, которая была подготовлена обработкой потоком ударяющих в нее стеклянных шариков. Температура полосы на барабане вверху в центре составляла 140oC, причем окружность барабана по периферии была охлаждена за счет циркуляции внутри барабана воды при температуре 38-43oC. Далее полоса проходила вдоль нагретой до 190oC в центре плиты съема длиной 0,61 м, нагрев которой производился при помощи четырех ленточных нагревателей 98 длиной 0,33 м и мощностью 125 Вт, которые обеспечивают температуру полосы около 170oC.
Затем полоса проходила за счет натяжения от тянущих валиков 92 через агрегат 18 для продольной обрезки ее краев и затем на расстоянии 3,0 м проходила под нагревателями 20, 22 и 24, каждый из которых имеет ширину 10 см и длину 0,91 м, и поступала на накладной ролик 26. Каждый из нагревателей 20, 22 и 24 имеет боковые стенки высотой 10 см и крышку, которые частично закрывают полосу при ее прохождении через нагреватель. Желательно производить нагрев полосы до температуры по крайней мере 190oC и выдерживать полосу при этой температуре по крайней мере в течение 10 мин для получения ее высокой вытягиваемости при сохранении хорошей целостности и прочности. Нагреватель 20 преимущественно обеспечивает более высокую температуру, а нагреватели 22 и 24 обеспечивают несколько более низкую температуру, при условии получения требуемой температуры полосы 10 около 200oC. Используется дополнительный нагрев, например, при помощи ацетиленовой горелки, преимущественно для косвенного нагрева полосы до температуры свыше 200oC при приложении теплоты к накладному ролику 26. Катушка также подвергается нагреву 102 при помощи распределенного пламени, получаемого при сжигании пропана, для замедления охлаждения при намотке полосы в катушку.
Полоса может непрерывно нагреваться в ходе ее производства, как показано на фиг.1, и выдерживаться в катушке 30 при повышенной температуре по крайней мере 190oC по крайней мере 10 мин с последующим медленным охлаждением. Альтернативно, изготовленная полоса может быть непосредственно намотана на оправку для образования катушки без нагревания и оставлена в таком виде для охлаждения. Полученная катушка может быть в дальнейшем подвергнута желательной термообработке изготовителем решеток батарей.
Настоящее изобретение обеспечивает несколько важных преимуществ. Произведенная соответствующим настоящему изобретению способом полоса в основном свободна от пористости, имеет гладкие поверхности и заранее заданную точную ширину, а также заранее заданную главным образом одинаковую и постоянную толщину. Толщина полосы такова, что изготовленные из этой полосы решетки могут быть тоньше обычных решеток батарей, изготовленных в соответствии с ранее известными способами. Толщина полосы может лежать в диапазоне приблизительно от 0,5 до 1,0 мм, что составляет всего 50% толщины известных ранее решеток. Более тонкие решетки позволяют производителям батарей изготавливать батареи с большей энергоемкостью и более высокими плотностями мощности. Решетки являются коррозионно-стойкими, а также стойкими к медленному изменению свойств в процессе их эксплуатации и имеют более высокие параметры по сравнению с готовыми решетками одинакового химсостава, изготовленными разливкой сляба с последующей прокаткой.
Следует понимать, что температуры и длительность нагрева могут варьировать в соответствии с составом сплава и желательным видом термообработки.
Следует также понимать, что в приведенный в качестве иллюстрации и описанный пример осуществления изобретения могут быть внесены изменения, не выходящие за рамки и цели изобретения, указанные в приложенной формуле изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| НЕПРЕРЫВНОЕ ЛИТЬЕ ПОЛОСЫ СВИНЦОВОГО СПЛАВА ДЛЯ ЭЛЕКТРОДОВ АККУМУЛЯТОРНЫХ БАТАРЕЙ ПОВЫШЕННОЙ МОЩНОСТИ | 2010 |
|
RU2533964C2 |
| СПОСОБ ОТЛИВКИ СВИНЦОВЫХ РЕШЕТОК ДЛЯ ЭЛЕКТРОДОВ ИЗ ВТОРИЧНО ОТРАБОТАННОГО СВИНЦА КИСЛОТНЫХ АККУМУЛЯТОРОВ | 2001 |
|
RU2195751C1 |
| СВИНЦОВЫЙ СПЛАВ ДЛЯ РЕШЕТОК СВИНЦОВЫХ АККУМУЛЯТОРОВ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2002 |
|
RU2224040C2 |
| СПОСОБ ПЕРЕРАБОТКИ СЫРЬЯ ОТРАБОТАННЫХ АККУМУЛЯТОРНЫХ БАТАРЕЙ | 1997 |
|
RU2146298C1 |
| РАЗЛИВОЧНАЯ МАШИНА БАРАБАННОГО ТИПА И БАРАБАН ДЛЯ НЕЕ | 1997 |
|
RU2171729C2 |
| Способ получения свинцово-сурьмянистого сплава из порошков, полученных электроэрозионным диспергированием отходов сплава ССу-3 в воде | 2022 |
|
RU2795311C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТРИЦАТЕЛЬНОЙ РЕШЕТКИ АККУМУЛЯТОРА | 2008 |
|
RU2477549C2 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ НЕПРЕРЫВНО-ЛИТЫХ ДЕФОРМИРОВАННЫХ ЗАГОТОВОК | 1998 |
|
RU2142862C1 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ТОКООТВОДОВ ДЛЯ СВИНЦОВО-КИСЛОТНЫХ АККУМУЛЯТОРОВ | 2005 |
|
RU2299499C2 |
| Способ упрочнения свинцово-сурьмянистого сплава | 1986 |
|
SU1579466A3 |


Изобретение касается разливки расплавленного металла, в особенности расплавленного свинца и свинцовых сплавов с широким диапазоном температур затвердевания, в виде полосы, предназначенной для использования в решетках аккумуляторных батарей. Полоса получается в процессе разливки на охлажденную поверхность разливки вращающегося барабана из ванны расплавленного металла, содержащейся в разливочном узле. Этот узел имеет установленную в него графитовую краевую вставку, взаимодействующую с поверхностью разливки, смежной с разливочным узлом для образования ванны расплавленного металла. Разливочный узел содержит питающую камеру, возвратную камеру и отклоняющую камеру, причем питающая и отклоняющая камеры устраняют турбулентность в поступающем расплавленном металле, а возвратная камера содержит регулируемый по вертикали порог, отделяющий возвратную камеру от отклоняющей камере и в краевой вставке, а также для отклонения потока расплавленного металла в возвратную камеру. Предпочтительным свинцовым сплавом является низкосурьмянисто-свинцовый сплав, из которого получают литую полосу с термообработкой для обеспечения ее развальцовывания и изменения формы при дальнейшем производстве развальцованных решеток с ячейками для аккумуляторных батарей. Технический результат заключается в том, что решетки для аккумуляторных батарей, изготовленные способом, соответствующим настоящему изобретению, обладают улучшенными электрохимическими свойствами, а также повышенной коррозионной стойкостью и стойкостью к росту. 2 с. и 25 з.п. ф-лы, 3 ил.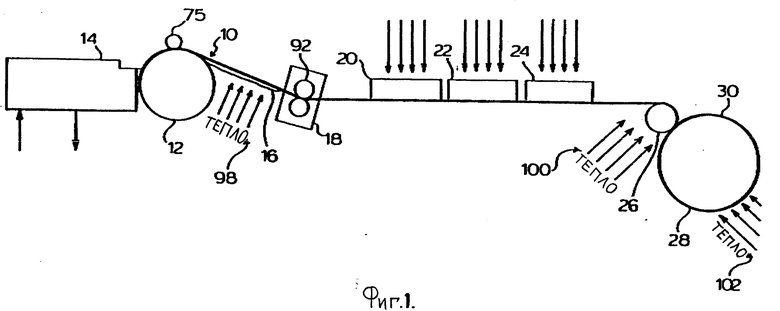
| US 3858642 A, 1975 | |||
| Устройство для непрерывного литья металлической полосы | 1981 |
|
SU1386020A3 |
| СПОСОБ ОЧИСТКИ ПОЧВЫ ОТ УГЛЕВОДОРОДОВ | 1997 |
|
RU2132757C1 |
| Горный компас | 0 |
|
SU81A1 |
| УСТРОЙСТВО ДЛЯ РАЗРУШЕНИЯ ЛЕДЯНОГО ПОКРОВА | 2004 |
|
RU2250856C1 |
| US 4016925 A, 1992 | |||
| US 3926247 A, 1975. | |||
