УРОВЕНЬ ТЕХНИКИ
ПЕРЕКРЕСТНЫЕ ССЫЛКИ НА РОДСТВЕННЫЕ ЗАЯВКИ
Настоящая заявка является продолжением заявки на патент США № 62/460,287 (содержание которой полностью включено в настоящее описание посредством ссылки), поданной 17 февраля 2017 года.
Настоящая заявка относится к заявке на патент США № 62/372,592 (содержание которой полностью включено в настоящее описание посредством ссылки), поданной 9 августа 2016 г. и озаглавленной «ULTRASONIC GRAIN REFINING AND DEGASSING PROCEDURES AND SYSTEMS FOR METAL CASTING» («ПРОЦЕДУРЫ И СИСТЕМЫ УЛЬТРАЗВУКОВОГО ИЗМЕЛЬЧЕНИЯ ЗЕРНА И ДЕГАЗАЦИИ ПРИ ЛИТЬЕ МЕТАЛЛА»). Настоящая заявка относится к заявке на патент США № 62/295,333 (содержание которой полностью включено в настоящее описание посредством ссылки), поданной 15 февраля 2016 г. и озаглавленной «ULTRASONIC GRAIN REFINING AND DEGASSING PROCEDURES AND SYSTEMS FOR METAL CASTING» («ПРОЦЕДУРЫ И СИСТЕМЫ УЛЬТРАЗВУКОВОГО ИЗМЕЛЬЧЕНИЯ ЗЕРНА И ДЕГАЗАЦИИ ПРИ ЛИТЬЕ МЕТАЛЛА»). Настоящая заявка относится к заявке на патент США № 62/267,507 (содержание которой полностью включено в настоящее описание посредством ссылки), поданной 15 декабря 2015 г. и озаглавленной «ULTRASONIC GRAIN REFINING AND DEGASSING OF MOLTEN METAL» («УЛЬТРАЗВУКОВОЕ ИЗМЕЛЬЧЕНИЯ ЗЕРНА И ДЕГАЗАЦИЯ РАСПЛАВЛЕННОГО МЕТАЛЛА»). Настоящая заявка относится к заявке на патент США № 62/113,882 (содержание которой полностью включено в настоящее описание посредством ссылки), поданной 9 февраля 2015 г. и озаглавленной «ULTRASONIC GRAIN REFINING» («УЛЬТРАЗВУКОВОЕ ИЗМЕЛЬЧЕНИЯ ЗЕРНА»). Настоящая заявка относится к заявке на патент США № 62/216,842 (содержание которой полностью включено в настоящее описание посредством ссылки), поданной 10 сентября 2015 г. и озаглавленной «ULTRASONIC GRAIN REFINING ON A CONTINUOUS CASTING BELT» («УЛЬТРАЗВУКОВОЕ ИЗМЕЛЬЧЕНИЯ ЗЕРНА НА НЕПРЕРЫВНОЙ ЛИТЬЕВОЙ ЛЕНТЕ»). Настоящая заявка относится к заявке РСТ/2016/050978 (содержание которой полностью включено в настоящее описание посредством ссылки), поданной 9 сентября 2016 г. и озаглавленной «ULTRASONIC GRAIN REFINING AND DEGASSING PROCEDURES AND SYSTEMS FOR METAL CASTING» («ПРОЦЕДУРЫ И СИСТЕМЫ УЛЬТРАЗВУКОВОГО ИЗМЕЛЬЧЕНИЯ ЗЕРНА И ДЕГАЗАЦИИ ПРИ ЛИТЬЕ МЕТАЛЛА»). Настоящая заявка относится к заявке на патент США № 15/337,645 (содержание которой полностью включено в настоящее описание посредством ссылки), поданной 28 октября 2016 г. и озаглавленной «ULTRASONIC GRAIN REFINING AND DEGASSING PROCEDURES AND SYSTEMS FOR METAL CASTING» («ПРОЦЕДУРЫ И СИСТЕМЫ УЛЬТРАЗВУКОВОГО ИЗМЕЛЬЧЕНИЯ ЗЕРНА И ДЕГАЗАЦИИ ПРИ ЛИТЬЕ МЕТАЛЛА»).
Область техники
Настоящее изобретение относится к способу производства литых металлических заготовок с регулируемым размером зерна, системе для производства литых металлических заготовок и изделиям на основе литых металлических заготовок.
Описание предшествующего уровня техники
В металлургической отрасли были приложены значительные усилия для разработки способов литья расплавленного металла в непрерывный металлический стержень или литые изделия. Как порционное литье, так и непрерывное литье хорошо развиты. Существует ряд преимуществ непрерывного литья по сравнению с порционным литьем, хотя обе эти технологии широко используют в промышленности.
При непрерывном производстве литой металлической заготовки расплавленный металл переносят из печи для выравнивания температуры в систему желобов и в форму разливочного колеса, где его отливают в металлический прут. Затвердевший металлический прут снимают с разливочного колеса и направляют в прокатный стан, где его прокатывают в непрерывный стержень. В зависимости от предполагаемого конечного использования металлического изделия в форме стержня и сплава стержень может быть охлажден во время прокатки или может быть охлажден или закален непосредственно после его выхода из прокатного стана для придания ему требуемых механических и физических свойств. Для непрерывной обработки металлического изделия в форме прута или стержня использовали способы, подобные способам, описанным в патенте США № 3,339,560 под авторством Cofer и др. (содержание которого полностью включено в настоящий документ посредством ссылки).
В патенте США № 3,938,991 под авторством Sperry и др., (содержание которого полностью включено в настоящий документ посредством ссылки) показано, что существует давно признанная проблема, касающаяся литья продуктов из «чистых» металлов. Термин «отлитые из "чистого" металла» относится к металлу или металлическому сплаву, образованному из первичных металлических элементов, способному обеспечить определенную проводимость, прочность на растяжение или пластичность без включения отдельных примесей, добавляемых с целью регулирования размера зерна.
Измельчение зерна представляет собой процесс, при котором размер кристаллов вновь образованной фазы уменьшают с применением либо химических, либо физико-механических средств. Добавки для измельчения зерна обычно добавляют в расплавленный металл, чтобы значительно уменьшить размер зерна затвердевающей структуры в процессе затвердевания или в процессе перехода жидкости в твердую фазу.
В этой связи, в заявке на патент ВОИС WO/2003/033750 под авторством Boily и др. (содержание которой полностью включено в настоящее описание посредством ссылки) описано конкретное использование «добавок для измельчения зерна». Как указано в разделе «Уровень техники» заявки '750, в алюминиевой промышленности различные добавки для измельчения зерна, как правило, включают в алюминий для образования промежуточного сплава. Типовой промежуточный сплав для использования при литье алюминия содержит от 1 до 10% титана и от 0,1 до 5% бора или углерода, а остаток состоит в основном из алюминия или магния с частицами борида титана (TiB2) или карбида титана (TiC), диспергированными по всей матрице алюминия. Согласно заявке '750, промежуточные сплавы, содержащие титан и бор, могут быть получены путем растворения необходимых количеств титана и бора в расплаве алюминия. Это достигается при реагировании расплавленного алюминия с тетрафтороборатом калия (KBF4) и гексафтортитанатом калия (K2TiF6) при температурах, превышающих 800°C. Эти сложные галогенидные соли быстро реагируют с расплавленным алюминием и обеспечивают наличие титана и бора в расплаве.
Кроме того, как описано в заявке '750, с 2002 года этот способ для производства коммерческих промежуточных сплавов использовали практически все компании-производители добавок для измельчения зерна. Добавки для измельчения зерна, часто называемые элементами, способствующими образованию центров кристаллизации, используют и в настоящее время. Например, как указывает один частный поставщик промежуточного сплава TIBOR, строгий контроль структуры литья является основным требованием при производстве высококачественных изделий из алюминиевого сплава.
До создания этого изобретения добавки для измельчения зерна были признаны наиболее эффективным средством для обеспечения тонкой и однородной структуры зерна в состоянии литья. Следующие ссылочные материалы (содержание которых полностью включено в настоящее описание посредством ссылки) включают подробную информацию из этого источника из предшествующего уровня техники:
Abramov, О.V. (1998), "High-Intensity Ultrasonics", Gordon and Breach Science Publishers, Amsterdam, The Netherlands, pp. 523-552.
Alcoa (2000), "New Process for Grain Refinement of Aluminum", DOE Project Final Report, Contract No. DE-FC07-98ID13665, September 22, 2000.
Cui, Y., Xu, C.L. and Han, Q. (2007), "Microstructure Improvement in Weld Metal Using Ultrasonic Vibrations, Advanced Engineering Materials", v. 9, No. 3, pp. 161-163.
Eskin, G.I. (1998), "Ultrasonic Treatment of Light Alloy Melts", Gordon and Breach Science Publishers, Amsterdam, The Netherlands.
Eskin, G.I. (2002) "Effect of Ultrasonic Cavitation Treatment of the Melt on the Microstructure Evolution during Solidification of Aluminum Alloy Ingots", Zeitschrift Fur Metallkunde/Materials Research and Advanced Techniques, v. 93, n. 6, June, 2002, pp. 502-507.
Greer, A.L. (2004), "Grain Refinement of Aluminum Alloys", in Chu, M.G., Granger, D.A., and Han, Q., (eds.), " Solidification of Aluminum Alloys," Proceedings of a Symposium Sponsored by TMS (The Minerals, Metals & Materials Society), TMS, Warrendale, PA 15086-7528, pp. 131-145.
Han, Q. (2007), The Use of Power Ultrasound for Material Processing", Han, Q., Ludtka, G., and Zhai, Q., (eds), (2007), "Materials Processing under the Influence of External Fields", Proceedings of a Symposium Sponsored by TMS (The Minerals, Metals & Materials Society), TMS, Warrendale, PA 15086-7528, pp. 97-106.
Jackson, K.A., Hunt, J.D., and Uhlmann, D.R., and Seward, ТР. (1966), "On Origin of Equiaxed Zone in Castings", Trans. Metall. Soc. AIME, v. 236, pp. 149-158.
Jian, X., Xu, H., Meek, Т.Т., and Han, Q., (2005), "Effect of Power Ultrasound on Solidification of Aluminum A356 Alloy", Materials Letters, v. 59, no. 2-3, pp. 190-193.
Keles, O. and Dundar, M. (2007). "Aluminum Foil: Its Typical Quality Problems and Their Causes", Journal of Materials Processing Technology, v. 186, pp. 125-137.
Liu, C, Pan, Y., and Aoyama, S. (1998), Proceedings of the 5th International Conference on Semi-Solid Processing of Alloys and Composites, Eds.: Bhasin, A.K., Moore, J.J., Young, K.P., and Madison, S., Colorado School of Mines, Golden, CO, pp. 439-447.
Megy, J. (1999), "Molten Metal Treatment," US Patent No. 5,935,295, August, 1999.
Megy, J., Granger, D.A., Sigworth, G.K., and Durst, C.R. (2000), "Effectiveness of In-Situ Aluminum Grain Refining Process", Light Metals, pp. 1-6.
Cui et al., "Microstructure Improvement in Weld Metal Using Ultrasonic Vibrations", Advanced Engineering Materials, 2007, vol. 9, no. 3, pp. 161-163.
Han et al., "Grain Refining of Pure Aluminum", Light Metals 2012, pp. 967-971.
До создания настоящего изобретения в патенте США № 8,574,336 и патенте США № 8,652,397 (содержание каждого патента полностью включено в настоящее описание посредством ссылки) описаны способы уменьшения количества растворенного газа (и/или различных примесей) в ванне с расплавленным металлом (например, ультразвуковой дегазации), например, путем введения продувочного газа в ванну с расплавленным металлом в непосредственной близости от ультразвукового устройства. Эти патенты в дальнейшем будут указаны как патенты '336 и '397.
РАСКРЫТИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
В одном варианте осуществления настоящего изобретения предложено устройство для передачи энергии, выполненное с возможностью передачи энергии в расплавленный металл. Устройство для передачи энергии содержит источник кавитации, который обеспечивает доставку энергии через охлаждающую среду и через приемник, находящийся в контакте с расплавленным металлом. Источник кавитации включает зонд, расположенный в охлаждающем канале. Зонд имеет по меньшей мере один проход для введения охлаждающей среды между нижней частью зонда и приемником. Действующий зонд вызывает возникновение кавитаций в охлаждающей среде. Кавитации направляют через охлаждающую среду к приемнику.
В одном варианте осуществления настоящего изобретения предложен способ получения металлического продукта. Указанный способ включает подачу расплавленного металла в ограничивающую конструкцию, охлаждение расплавленного металла в ограничивающей конструкции с помощью охлаждающей среды путем введения охлаждающей среды в область в пределах 5 мм от приемника, находящегося в контакте с расплавленным металлом, и передачу энергии в расплавленный металл в ограничивающей конструкции посредством виброзонда, создающего кавитации в охлаждающей среде. Во время осуществления указанной передачи согласно указанному способу охлаждающую среду вводят между нижней частью зонда и приемником, находящимся в контакте с расплавленным металлом в ограничивающей конструкции.
В одном варианте осуществления настоящего изобретения предложен литейную установку. Литейная установка содержит ограничивающую конструкцию для расплавленного металла, выполненную с возможностью охлаждения расплавленного металла; и источник кавитации, выполненный с возможностью введения охлаждающей среды с кавитациями в область между источником кавитации и приемником, находящимся в контакте с расплавленным металлом в ограничивающей конструкции.
Следует понимать, что как предшествующее общее описание настоящего изобретения, так и последующее подробное описание приведены в качестве примера и не ограничивают настоящее изобретение.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Настоящее изобретение и многие присущие ему преимущества станут более понятными после ознакомления с нижеследующим подробным описанием при его рассмотрении вместе с прилагаемыми чертежами, на которых:
На фиг. 1 представлено схематическое изображение установки для непрерывного литья в соответствии с одним вариантом осуществления настоящего изобретения.
На фиг. 2 представлено схематическое изображение конфигурации разливочного колеса в соответствии с одним вариантом осуществления настоящего изобретения с использованием по меньшей мере одного ультразвукового источника энергии колебаний.
На фиг. 3А представлено схематическое изображение конфигурации разливочного колеса в соответствии с одним вариантом осуществления настоящего изобретения, в частности, с использованием по меньшей мере одного источника энергии создаваемых механическим способом колебаний.
На фиг. 3В представлено схематическое изображение гибридной конфигурации разливочного колеса в соответствии с одним вариантом осуществления настоящего изобретения, в которой используют по меньшей мере один ультразвуковой источник энергии колебаний и по меньшей мере один источник энергии создаваемых механическим способом колебаний.
На фиг. 3С представлено схематическое изображение конфигурации разливочного колеса в соответствии с одним вариантом осуществления настоящего изобретения, в которой используют источник вибрационной энергии с улучшенной передачей энергии колебаний.
На фиг. 3D представлено схематическое изображение ультразвукового зонда с проходом для введения охлаждающей среды.
На фиг. 3Е представлено схематическое изображение ультразвукового зонда с множеством проходов для введения охлаждающей среды.
На фиг. 3F представлено схематическое изображение ультразвукового зонда, изображающее разделяющее расстояние от полосы.
На фиг. 4 представлено схематическое изображение конфигурации разливочного колеса в соответствии с одним вариантом осуществления настоящего изобретения, изображающее виброзонд, непосредственно соединенный с расплавленным металлом, разливаемым в разливочном колесе.
На фиг. 5 представлено схематическое изображение стационарной формы, в которой используют источники энергии колебаний согласно настоящему изобретению.
На фиг. 6А представлено схематическое изображение в поперечном разрезе отдельных компонентов установки для вертикального литья.
На фиг. 6В представлено схематическое изображение в поперечном разрезе других компонентов установки для вертикального литья.
На фиг. 6С представлено схематическое изображение в поперечном разрезе других компонентов установки для вертикального литья.
На фиг. 6D представлено схематическое изображение в поперечном разрезе других компонентов установки для вертикального литья.
На фиг. 7 представлено схематическое изображение иллюстративной компьютерной системы с изображенными на ней элементами управления и контроллерами.
На фиг. 8 представлена блок-схема, изображающая способ в соответствии с одним вариантом осуществления настоящего изобретения.
На фиг. 9 представлена схема, изображающая вариант осуществления настоящего изобретения, в котором используют как ультразвуковую дегазацию, так и ультразвуковое измельчение зерна.
На фиг. 10 представлена схема технологического процесса для получения сталеалюминиевой проволоки (ACSR).
На фиг. 11 представлена схема технологического процесса для получения сталеалюминиевой проволоки (ACSS).
На фиг. 12 представлена схема технологического процесса получения алюминиевой полосы.
На фиг. 13 представлен схематический вид сбоку конфигурации разливочного колеса в соответствии с одним вариантом осуществления настоящего изобретения, в котором для по меньшей мере одного ультразвукового источника энергии колебаний используют магнитострикционный элемент.
На фиг. 14 представлен схематический вид в разрезе магнитострикционного элемента, показанного на фиг. 13.
На фиг. 15 представлено схематическое изображение конструкции двухвалковой литейной машины, в которой используют источники энергии колебаний согласно настоящему изобретению.
На фиг. 16 представлено схематическое изображение конструкции двухвалковой ленточной литейной машины, в которой используют источники энергии колебаний согласно настоящему изобретению.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
Измельчение зерна металлов и сплавов является важным по многим причинам, включая максимизацию скорости разливки в слитки, повышение устойчивости к образованию горячих трещин, минимизацию разделения на элементы, улучшение механических свойств, в частности пластичности, улучшение конечных характеристик обработанных изделий и улучшение характеристик, касающихся заполнения формы, а также уменьшение пористости литейных сплавов. Обычно измельчение зерна является одним из первых этапов обработки при производстве металлических и легированных изделий, в частности, из алюминиевых сплавов и магниевых сплавов, которые являются двумя легкими материалами, которые все чаще используют в аэрокосмической, оборонной, автомобильной, строительной и упаковочной отраслях. Измельчение зерна также представляет собой важный этап обработки, после которой металлы и сплавы становятся пригодными к литью за счет устранения столбчатых зерен и образования равноосных зерен.
Измельчение зерна представляет собой этап обработки для обеспечения затвердевания, на которой размер кристаллов твердых фаз уменьшают с применением химических, физических или механических способов, чтобы сделать сплавы пригодными к литью и уменьшить образование дефектов. В настоящее время при производстве алюминия зерно измельчают с использованием TIBOR, что позволяет достичь образования равноосной структуры зерна в затвердевшем алюминии. До создания настоящего изобретения использование примесей или химических «добавок для измельчения зерна» было единственным способом решения давно известной проблемы в отрасли литья металлов, состоящей в образовании столбчатых зерен в литых металлических заготовках. Кроме того, до создания настоящего изобретения комбинирование 1) ультразвуковой дегазации для удаления примесей из расплавленного металла (до литья) в длину и 2) вышеупомянутого ультразвукового измельчения зерна (т.е. применения по меньшей мере одного источника энергии колебаний) не было предпринято. Однако с использованием TIBOR связаны большие затраты, а введение этих модификаторов в расплав обуславливает механические ограничения. Некоторые из указанных ограничений включают пластичность, обрабатываемость и электрическую проводимость.
Несмотря на дополнительные затраты, приблизительно 68% алюминия, произведенного в Соединенных Штатах, сначала отливают в слитки перед дальнейшей обработкой для получения листов, пластин, экструдированных изделий или фольги. Процесс полунепрерывного литья с прямым охлаждением (DC) и процесс непрерывного литья (СС) были основой алюминиевой промышленности главным образом благодаря их надежности и относительной простоте. Одной из проблем, связанных с процессами полунепрерывного литья с прямым охлаждением (DC)/непрерывного литья (СС), является образование горячих трещин или раскалывание во время затвердевания слитка. По существу, почти все слитки будут растрескиваться (или будут непригодными для литья) без использования измельчения зерна.
Тем не менее, производительность при использовании этих современных процессов ограничена условиями, позволяющими избежать раскалывания. Измельчение зерна является эффективным способом снижения тенденции к образованию горячих трещин в сплаве и, таким образом, повышения производительности. В результате этого значительные усилия были сосредоточены на разработке высокопроизводительных добавок для измельчения зерна, способных обеспечить получение зерен минимального размера. Сверхпластичность может быть достигнута при уменьшении размера зерна до субмикронного уровня, что не только позволяет отливать сплавы с гораздо большей скоростью, но и выполнять прокатку/экструдирование при более низких температурах с гораздо более высокими скоростями, чем при современной обработке слитков, что позволяет значительно снизить издержки и сэкономить энергию.
В настоящее время почти весь алюминий, отлитый в мире из первичного (приблизительно 20 млрд. кг) или из вторичного и внутрицехового лома (25 млрд. кг), подвергают процедуре измельчения зерна с помощью гетерогенных нерастворимых центров кристаллизации из борида титана TiB2 диаметром приблизительно в несколько микрон, которые образуют в алюминии центр кристаллизации с мелкозернистой структурой. Одной из проблем, связанных с использованием химических добавок для измельчения зерна, являются ограниченные возможности по измельчению зерна. В этой связи, при использовании химических добавок для измельчения зерна уменьшение размера алюминиевых зерен ограничено от столбчатой структуры с линейными размерами зерен свыше приблизительно 2500 мкм до равноосных зерен размером менее 200 мкм. По всей видимости, размер равноосных зерен 100 мкм в алюминиевых сплавах является предельным размером, который можно получить с применением представленных на рынке химических добавок для измельчения зерна.
При дополнительном уменьшении размера можно значительно увеличить производительность. Субмикронный размер зерна обеспечивает сверхпластичность, которая значительно облегчает образование алюминиевых сплавов при комнатной температуре.
Другая проблема, связанная с использованием химических добавок для измельчения зерна, заключается в образовании дефектов, связанных с использованием добавок для измельчения зерна. Хотя в предшествующем уровне техники их рассматривают как необходимые для измельчения зерна, наличие нерастворимых посторонних частиц в алюминии, в частности, в форме агломератов частиц («кластеров»), является нежелательным. Современные добавки для измельчения зерна, которые присутствуют в виде соединений в основных промежуточных сплавах алюминия, производят с применением сложной цепочки процессов добычи, обогащения и переработки. Используемые в настоящее время промежуточные сплавы часто содержат соль фторида калия-алюминия (KAIF) и примеси оксида алюминия (окалину), которые возникают в результате осуществления стандартного способа производства добавок для измельчения зерна алюминия. Вследствие этого в алюминии возникают локальные дефекты (например, «негерметичность» банок с напитками и «точечные дефекты» в тонкой фольге), снашивание станка и проблемы с обработкой поверхности алюминия. Данные одной из компаний-производителей алюминиевого кабеля показывают, что 25% производственных дефектов возникает из-за агломератов частиц борида титана TiB2, а еще 25% дефектов возникает из-за окалины, которая улавливается в алюминии в процессе литья. Наличие агломератов частиц борида титана TiB2 часто приводит к ломке проволоки во время экструзии, в частности, если диаметр проволоки меньше 8 мм.
Другой проблемой, связанной с использованием химических добавок для измельчения зерна, является их стоимость. Это особенное относится к производству магниевых слитков с использованием циркониевых добавок для измельчения зерна. Измельчение зерна с использованием циркониевых (Zr) добавок для измельчения зерна стоит приблизительно дополнительный 1 доллар США за килограмм произведенной литой магниевой (Mg) заготовки. Добавки для измельчения зерна для алюминиевых сплавов стоят около 1,50 долларов за килограмм.
Другой проблемой, связанной с использованием химических добавок для измельчения зерна, является пониженная электропроводимость. Использование химических добавок для измельчения зерна, вносящих избыточное количество титана (Ti) в алюминий, приводит к существенному снижению электропроводимости чистого алюминия, предназначенного для применения в кабелях. Для поддержания определенной проводимости компании должны вкладывать дополнительные средства, чтобы использовать более чистый алюминий для изготовления кабелей и проводов.
В прошлом столетии в дополнение к химическим способам был исследован ряд других способов измельчения зерна. Эти способы включают использование физических полей, таких как магнитные и электромагнитные поля, и использование механических колебаний. Высокоинтенсивные низкоамплитудные ультразвуковые колебания являются одним из обнаруженных физико-механических механизмов измельчения зерна металлов и сплавов без использования посторонних частиц. Однако экспериментальные результаты, полученные, например, Cui и др. в 2007 году, как отмечено выше, были получены в небольших слитках до нескольких фунтов металла, подвергнутых краткосрочному воздействию ультразвуковых колебаний. Без особых усилий было с использованием ультразвуковых колебаний высокой интенсивности было выполнено измельчение зерна в слитках/заготовках, отлитых с применением процесса полунепрерывного литья с прямым охлаждением (DC)/процесса непрерывного литья (СС).
Некоторые технические проблемы измельчения зерна, решаемые с помощью настоящего изобретения, включают (1) передачу ультразвуковой энергии в расплавленном металле в течение продолжительного периода времени, (2) поддержание частот собственных колебаний системы при повышенных температурах и (3) повышение эффективности измельчения зерна при ультразвуковом измельчении зерна при высокой температуре ультразвукового волновода. Одним из представленных в данном документе решений для устранения этих проблем является улучшенное охлаждение для ультразвукового волновода и для слитка (как описано ниже).
Кроме того, еще одна техническая задача, рассматриваемая в настоящем изобретении, связана с тем, что, чем чище алюминий, тем сложнее получить равноосные зерна в процессе затвердевания. Даже при использовании внешних добавок для измельчения зерна, таких как TiB (борид титана), в чистом алюминии, например, алюминии серий 1000, 1100 и 1300, все еще сложно получить равноосную структуру зерна. Однако с применением новой технологии измельчения зерна, описанной в данном документе, было достигнуто значительное измельчение зерна.
В одном варианте осуществления образование столбчатых зерен частично устранено без необходимости введения добавок для измельчения зерна. Приложение энергии колебаний к расплавленному металлу при его наливании в форму позволяет получить зерна с размерами, сопоставимыми с размерами зерен, достигнутыми с помощью применяемых в настоящее время добавок для измельчения зерна, таких как промежуточный сплав TIBOR, или меньшими, чем указанные размеры.
Для целей настоящего документа варианты осуществления настоящего изобретения будут описаны с использованием терминологии, обычно используемой специалистами в данной области для представления своей работы. Значение указанных терминов должно соответствовать общему значению, понятному для специалистов в области материаловедения, металлургии, литья металлов и обработки металлов. Некоторые, более специализированное термины описаны ниже в вариантах осуществления. Тем не менее термин «выполненный с возможностью» применяется в данном документе для обозначения соответствующих структур (проиллюстрированных в данном документе или известных или подразумеваемых из уровня техники), позволяющих их объекту выполнять функцию, указанную после термина «выполненный с возможностью». Термин «связанный с» означает, что один объект, связанный со вторым объектом, имеет необходимые структуры для поддержания первого объекта в некотором положении относительно второго объекта (например, примыкающий, прикрепленный, смещенный на заданное расстояние, смежный, прилегающий, соединенные друг с другом, выполненные с возможностью отсоединения друг от друга, выполненные с возможностью разборки друг относительно друга, скрепленные друг с другом, находящиеся в контакте при скольжении, находящиеся в контакте при качении) с непосредственным соединением первого и второго объектов или без него.
В патенте США №4,066,475, Chia и др., (содержание которого полностью включено в настоящий документ посредством ссылки) описан процесс непрерывного литья. В целом, на фиг. 1 изображена система для непрерывного литья, содержащая литейную установку 2 с подающим устройством 10 (например, разливочным устройством), которое подает расплавленный металл в разливочный желоб 11, который направляет расплавленный металл в периферийную канавку, содержащуюся на вращающемся формовом кольце 13. Непрерывная гибкая металлическая полоса 14 окружает как участок формового кольца 13, так и участок набора роликов 15 для позиционирования полосы таким образом, что форма для непрерывного литья определяется канавкой в формовом кольце 13 и вышележащей металлической полосой 14. Предусмотрена система охлаждения для охлаждения устройства и обеспечения управляемого затвердевания расплавленного металла во время его транспортировки по вращающемуся формовому кольцу 13. Система охлаждения содержит множество боковых коллекторов 17, 18 и 19, расположенных на боковой стороне формового кольца 13, а также коллекторы 20 и 21 внутренней и наружной полос, соответственно, расположенные на внутренней и наружной сторонах металлической полосы 14, в местоположениях, в которых они окружают формовое кольцо. Сеть 24 трубопроводов с соответствующей арматурой соединена с системами подачи и отвода охлаждающей жидкости к различным коллекторам для управления охлаждением устройства и скоростью затвердевания расплавленного металла.
При такой конструкции расплавленный металл подают из разливочного желоба 11 в форму для литья, в которой он затвердевает и частично охлаждается во время его транспортировки за счет циркуляции охлаждающей среды по системе охлаждения. Цельнолитой прут 25 извлекают из разливочного колеса и подают на конвейер 27, который транспортирует литой прут к прокатному стану 28. Следует отметить, что литой прут 25 охлажден лишь до некоторой степени, достаточной для затвердевания прута, и температура прута остается высокой для обеспечения возможности последующей немедленной прокатки. Прокатный стан 28 может содержать тандемный массив клетей для прокатки, которые последовательно прокатывают прут в непрерывный стержень 30 для получения проволоки, которая имеет по существу постоянное круглое поперечное сечение.
На фиг. 1 и 2 показан контроллер 500, который управляет различными компонентами представленной на указанных фигурах системы непрерывного литья, как более подробно обсуждается ниже. Контроллер 500 может содержать один или более процессоров с запрограммированными командами (т.е. алгоритмами) для управления работой системы непрерывного литья и ее компонентов.
В одном варианте осуществления настоящего изобретения, как показано на фиг. 2, литейная установка 2 содержит разливочное колесо 30, имеющее ограничивающую конструкцию 32 (например, лоток или канал в разливочном колесе 30), в которую наливают расплавленный металл (например, форму), и устройство 34 для обработки расплавленного металла. Полоса 36 (например, стальная гибкая металлическая полоса) удерживает расплавленный металл в ограничивающей конструкции 32 (т.е. в канале). Ролики 38 позволяют устройству 34 для обработки расплавленного металла оставаться в неподвижном положении на вращающемся разливочном колесе, когда расплавленный металл затвердевает в канале разливочного колеса и его транспортируют по направлению от устройства 34 для обработки расплавленного металла.
В одном варианте осуществления настоящего изобретения устройство 34 для обработки расплавленного металла содержит узел 42, установленный на разливочном колесе 30. Узел 42 содержит по меньшей мере один источник энергии колебаний (например, вибратор 40), корпус 44 (т.е. опорное устройство), поддерживающее источник 42 энергии колебаний. Узел 42 содержит по меньшей мере один охлаждающий канал 46 для подачи по нему охлаждающей среды. Гибкая полоса 36 герметизирована по отношению к корпусу 44 с помощью уплотнения 44а, прикрепленного к нижней стороне корпуса, что позволяет обеспечить протекание охлаждающей среды из охлаждающего канала вдоль боковой стороны гибкой полосы напротив расплавленного металла в канале разливочного колеса.
В одном варианте осуществления настоящего изобретения литейная полоса (т.е. приемник энергии колебаний) может быть изготовлена из по меньшей мере одного или более из хрома, ниобия, ниобиевого сплава, титана, титанового сплава, тантала, танталового сплава, меди, медного сплава, никеля, никелевого сплава, рения, рениевого сплава, стали, молибдена, молибденового сплава, алюминия, алюминиевого сплава, нержавеющей стали, керамики, композитного материала или же из металла или сплава и комбинации указанных выше веществ.
В одном варианте осуществления настоящего изобретения ширина литейной полосы находится в диапазоне от 25 мм до 400 мм. В другом варианте осуществления настоящего изобретения ширина литейной полосы находится в диапазоне от 50 мм до 200 мм. В еще одном варианте осуществления настоящего изобретения ширина литейной полосы находится в диапазоне от 75 мм до 100 мм.
В одном варианте осуществления настоящего изобретения толщина литейной полосы находится в диапазоне от 0,5 мм до 10 мм. В другом варианте осуществления настоящего изобретения толщина литейной полосы находится в диапазоне от 1 мм до 5 мм. В еще одном варианте осуществления настоящего изобретения толщина литейной полосы находится в диапазоне от 2 мм до 3 мм.
Как показано на фиг. 2, вытеснитель 52 воздуха направляет воздух (в качестве меры предосторожности) таким образом, чтобы вода, вытекающая из охлаждающего канала, была направлена вдоль направления от разливочного источника расплавленного металла. Уплотнение 44а может быть изготовлено из множества материалов, включая этилен-пропилен, витон, бутадиенакрилонитрильный каучук (нитрил), неопрен, силиконовый каучук, уретан, фторсиликон, политетрафторэтилен, а также другие известные герметизирующие материалы. В одном варианте осуществления настоящего изобретения направляющее устройство (например, ролики 38) направляет устройство 34 для обработки расплавленного металла по отношению к вращающемуся разливочному колесу 30. Охлаждающая среда обеспечивает охлаждение расплавленного металла в ограничивающей конструкции 32 и/или по меньшей мере одном источнике 40 энергии колебаний. В одном варианте осуществления настоящего изобретения компоненты устройства 34 для обработки расплавленного металла, включая корпус, могут быть изготовлены из металла, такого как титан, сплавы нержавеющей стали, низкоуглеродистые стали или сталь Н13, других высокотемпературных материалов, керамики, композитного материала или полимера. Компоненты устройства 34 для обработки расплавленного металла могут быть изготовлены из одного или более из ниобия, сплава ниобия, титана, сплава титана, тантала, сплава тантала, меди, сплава меди, рения, сплава рения, стали, молибдена, сплава молибдена, нержавеющей стали и керамики. Керамика может представлять собой нитрид-кремниевую керамику, такую как, например, нитрид оксида кремния-оксида алюминия или сиалон (SIALON).
В одном варианте осуществления настоящего изобретения, когда расплавленный металл проходит под металлической полосой 36 под вибратором 40, энергия колебаний воздействует на расплавленный металл, когда он начинает охлаждаться и затвердевать. В одном варианте осуществления настоящего изобретения ультразвуковые преобразователи передают энергию колебаний, генерируемую, например, ультразвуковыми преобразователями пьезоэлектрических устройств. В одном варианте осуществления настоящего изобретения ультразвуковые преобразователи передают энергию колебаний, генерируемую, например, магнитострикционным преобразователем. В одном варианте осуществления настоящего изобретения энергию колебаний передают вибраторы с механическим приводом (будут обсуждаться позже). Энергия колебаний в одном варианте осуществления обеспечивает образование множества мелких зерен, таким образом, получают мелкозернистый металлический продукт.
В одном варианте осуществления настоящего изобретения ультразвуковое измельчение зерна включает применение ультразвуковой энергии (и/или другой энергии колебаний) для уменьшения размера зерна. Хотя настоящее изобретение не связано с какой-либо конкретной теорией, одна теория состоит в том, что введение колебательной энергии (например, ультразвуковой мощности) в расплавленный или затвердевающий сплав может вызывать нелинейные эффекты, такие как кавитация, акустический поток и давление излучения. Эти нелинейные эффекты могут быть использованы для образования центров кристаллизации новых зерен и разрушения дендритов во время процесса затвердевания сплава.
Согласно этой теории, процесс измельчения зерна можно разделить на два этапа: 1) образование центров кристаллизации и 2) разрастание новообразованного твердого вещества из жидкой фазы. Сферические центры кристаллизации образуются на этапе образования центров кристаллизации. На этапе роста эти центры кристаллизации развиваются в дендриты. Однонаправленный рост дендритов приводит к образованию столбчатых зерен, потенциально вызывающих горячее растрескивание/раскалывание и неравномерное распределение вторичных фаз. Это, в свою очередь, может привести к плохой способности металла заполнять форму для литья. С другой стороны, равномерный рост дендритов во всех направлениях (что может происходить согласно настоящему изобретению) приводит к образованию равноосных зерен. Заготовки/слитки, содержащие мелкие и равноосные зерна, имеют отличную деформируемость.
Согласно этой теории, если температура в сплаве ниже температуры перехода в жидкое состояние; образование центров кристаллизации может происходить, если размер твердых зародышей превышает критический размер, заданный следующим уравнением:
где r* представляет собой критический размер, σsl представляет собой межфазную энергию, связанную с поверхностью раздела твердое тело-жидкость, и ΔGV представляет собой свободную энергию Гиббса, связанную с преобразованием жидкости единичного объема в твердое вещество.
Согласно этой теории, свободная энергия Гиббса, ΔG, уменьшается с увеличением размера твердых зародышей, когда их размеры больше, чем r* указывая на то, что рост твердого зародыша является термодинамически положительным. В таких условиях твердые зародыши становятся стабильными центрами кристаллизации. Однако гомогенное образование центров кристаллизации твердой фазы с размером, превышающим r*, происходит только в экстремальных условиях, которые требуют большого недоохлаждения в расплаве.
Согласно этой теории, центры кристаллизации, образовавшиеся во время затвердевания, могут вырасти в твердые зерна, известные как дендриты. Дендриты также могут быть разбиты на множество небольших фрагментов при приложении энергии колебаний. Образовавшиеся дендритные фрагменты могут вырасти в новые зерна и обеспечить образование мелких зерен; таким образом создавая равноосную структуру зерна.
Не имея намерения ограничиваться какой-либо конкретной теорией, отметим, что относительно небольшая степень недоохлаждения расплавленного металла (например, менее 2, 5, 10 или 15°C) в верхней части канала разливочного колеса 30 (например, относительно нижней стороны полосы 36) приводит к образованию слоя небольших центров кристаллизации из чистого алюминия (или другого металла или сплава) на стальной полосе. Энергия колебаний (например, ультразвуковые или механические колебания) высвобождают эти центры кристаллизации, которые затем используют в качестве элементов, способствующих образованию центров кристаллизации, во время затвердевания, что позволяет обеспечить однородную структуру зерен. Соответственно, в одном варианте осуществления настоящего изобретения используемый способ охлаждения позволяет гарантировать, что в случае незначительного недоохлаждения в верхней части канала разливочного колеса 30 на стальной полосе образуются небольшие центры кристаллизации материала, перерабатываемого в расплавленный металл, поскольку продолжается охлаждение расплавленного металла. Колебания, действующие на полосу 36, необходимы для рассеивания этих центров кристаллизации в расплавленном металле в канале разливочного колеса 30 и/или могут требоваться для разрушения дендритов, которые образуются в недоохлажденном слое. Например, энергия колебаний, передаваемая расплавленному металлу при его охлаждении, за счет кавитации (см. ниже) может разрушать дендриты с образованием новых центров кристаллизации. Эти центры кристаллизации и фрагменты дендритов затем могут быть использованы для образования (могут ему способствовать) равноосных зерен в форме во время затвердевания, что позволяет достичь однородной структуры зерна.
Другими словами, ультразвуковые колебания, передаваемые переохлажденному жидкому металлу, создают центры кристаллизации в металлах или металлических сплавах для уменьшения размера зерна. Центры кристаллизации могут возникать за счет воздействия энергии колебаний, позволяющей, как описано выше, разрушать дендриты, создавая в расплавленном металле многочисленные центры кристаллизации, которые не зависят от посторонних примесей. Согласно одному аспекту, канал разливочного колеса 30 может быть выполнен из тугоплавкого металла или другого высокотемпературного материала, например, из меди, железа и стали, ниобия, ниобия и молибдена, тантала, вольфрама и рения, а также их сплавов, содержащих один или более из таких элементов, как кремний, кислород или азот, которые способны повышать значения температуры плавления указанных материалов.
В одном варианте осуществления настоящего изобретения источник ультразвуковых колебаний для источника 40 энергии колебаний имеет мощность 1,5 кВт при акустической частоте 20 кГц. Настоящее изобретение не ограничено указанными значениями мощности и частоты. Напротив, может быть использован широкий диапазон значений мощности и ультразвуковых частот, хотя предпочтительны следующие диапазоны.
Мощность: Как правило, мощность каждого сонотрода составляет от 50 до 5000 Вт, в зависимости от размеров сонотрода или зонда. Эти значения мощности, как правило, применяют в сонотроде для обеспечения плотности мощности на конце сонотрода свыше 100 Вт/см2, причем указанное значение можно считать порогом для возникновения кавитации в расплавленных металлах в зависимости от скорости охлаждения расплавленного металла, типа расплавленного металла и других факторов. Мощность в этой зоне может составлять от 50 до 5000 Вт, от 100 до 3000 Вт, от 500 до 2000 Вт, от 1000 до 1500 Вт или может находиться в любом промежуточном или перекрывающемся диапазоне. Возможно применение более высоких значений мощности для большего зонда/сонотрода и более низкие значения мощности для меньшего зонда. В различных вариантах осуществления настоящего изобретения плотность мощности приложенной энергии колебаний может составлять от 10 Вт/см2 до 500 Вт/см2, или от 20 Вт/см2 до 400 Вт/см2, или от 30 Вт/см2 до 300 Вт/см2, или 50 Вт/см2 до 200 Вт/см2, или от 70 Вт/см2 до 150 Вт/см2 или может иметь любые значения из промежуточных или перекрывающиеся диапазонов из указанных диапазонов.
Частота: как правило, может быть использован диапазон от 5 до 400 кГц (или любой промежуточный диапазон). Альтернативно, может быть использованы значения 10 и 30 кГц (или любой промежуточный диапазон). Альтернативно, может быть использованы значения 15 и 25 кГц (или любой промежуточный диапазон). Применяемая частота может находиться в диапазоне от 5 до 400 кГц, от 10 до 30 кГц, от 15 до 25 кГц, от 10 до 200 кГц или от 50 до 100 кГц, или в любом из промежуточных или перекрывающиеся диапазонов из указанных диапазонов.
В одном варианте осуществления настоящего изобретения к охлаждающим каналам 46 присоединен по меньшей мере один вибратор 40, который в случае применения ультразвукового волнового зонда (или сонотрода, пьезоэлектрического преобразователя, или ультразвукового излучателя, или магнитострикционного элемента) ультразвукового преобразователя обеспечивает поступление энергии ультразвуковых колебаний через охлаждающую среду, а также через узел 42 и полосу 36 в жидкий металл. В одном варианте осуществления настоящего изобретения ультразвуковая энергия поступает от преобразователя, который способен преобразовывать электрические токи в механическую энергию, создавая таким образом частоты колебаний выше 20 кГц (например, до 400 кГц), причем ультразвуковая энергия поступает от одного или обоих пьезоэлектрических элементов или же от магнитострикционных элементов.
В одном варианте осуществления настоящего изобретения ультразвуковой волновой зонд вставляют в охлаждающий канал 46 для его контакта с жидкой охлаждающей средой. В одном варианте осуществления настоящего изобретения разделяющее расстояние от наконечника ультразвукового волнового зонда до полосы 36, если оно имеется, является переменным. Указанное разделяющее расстояние может составлять, например, менее 1 мм, менее 2 мм, менее 5 мм, менее 1 см, менее 2 см, менее 5 см, менее 10 см, менее 20 или менее 50 см. В одном варианте осуществления настоящего изобретения более, чем один ультразвуковой волновой зонд, или массив ультразвуковых волновых зондов могут вставлять в охлаждающий канал 46 для его контакта с жидкой охлаждающей средой. В одном варианте осуществления настоящего изобретения ультразвуковой волновой зонд может быть прикреплен к стенке узла 42.
Согласно одному аспекту настоящего изобретения пьезоэлектрические преобразователи, создающие энергию колебаний, могут быть выполнены из керамического материала, который размещен между электродами, обеспечивающими точки прикрепления для электрического контакта. При подаче напряжения на керамику посредством электродов керамика расширяется и сжимается с ультразвуковой частотой. В одном варианте осуществления настоящего изобретения пьезоэлектрический преобразователь, выполняющий функцию источника 40 энергии колебаний, прикрепляют к усилителю, который передает колебания на зонд. В патенте США № 9,061,928 (содержание которого полностью включено в настоящее описание посредством ссылки) описан узел ультразвукового преобразователя, содержащий ультразвуковой преобразователь, ультразвуковой усилитель, ультразвуковой зонд и блок охлаждения усилителя. Согласно патенту '928 ультразвуковой усилитель подключают к ультразвуковому преобразователю для усиления акустической энергии, генерируемой ультразвуковым преобразователем, и передачи усиленной акустической энергии на ультразвуковой зонд. Применение описанной выше конфигурации усилителя согласно патенту '928 может быть целесообразным в настоящем изобретении для подачи энергии на ультразвуковые зонды, непосредственно или опосредованно контактирующие с жидкой охлаждающей средой.
В этой связи, в одном варианте осуществления настоящего изобретения ультразвуковой усилитель используют в ультразвуковой области для усиления энергии колебаний, создаваемой пьезоэлектрическим преобразователем. Усилитель не увеличивает и не уменьшает частоту колебаний, а увеличивает амплитуду колебаний. (Если усилитель установлен в обратном направлении, он также может сжимать энергию колебаний). В одном варианте осуществления настоящего изобретения усилитель подключают между пьезоэлектрическим преобразователем и зондом. Для случая использования усилителя для ультразвукового измельчения зерна ниже в качестве примера приведен ряд этапов способа, иллюстрирующих использование усилителя с пьезоэлектрическим источником энергии колебаний.
1. Электрический ток подают на пьезоэлектрический преобразователь. Керамические детали внутри преобразователя расширяются и сжимаются при подаче электрического тока, таким образом происходит преобразование электрической энергии в механическую энергию.
2. Эти колебания в одном варианте осуществления затем передают на усилитель, который усиливает или ускоряет эти механические колебания.
3. Усиленные или ускоренные колебания от усилителя в одном варианте осуществления затем распространяются на зонд. Затем зонд вибрирует с ультразвуковой частотой, создавая таким образом кавитации.
4. Кавитации от вибрирующего зонда воздействуют на литейную полосу, которая в одном варианте осуществления находится в контакте с расплавленным металлом.
5. В одном варианте осуществления кавитации разрушают дендриты и создают равноосную структуру зерна.
Как показано на фиг. 2, зонд связан с охлаждающей средой, протекающей через устройство 34 для обработки расплавленного металла. Кавитации, которые образуются в охлаждающей среде благодаря вибрации зонда на ультразвуковых частотах, воздействуют на полосу 36, которая находится в контакте с расплавленным алюминием в ограничивающей конструкции 32.
В одном варианте осуществления настоящего изобретения энергия колебаний может быть обеспечена магнитострикционными преобразователями, выполняющими функцию источника 40 энергии колебаний. В одном варианте осуществления магнитострикционный преобразователь, выполняющий функцию источника 40 энергии колебаний, имеет такое же расположение, что и в случае применения пьезоэлектрического преобразователя, показанного на фиг. 2, с единственным отличием, заключающимся в том, что ультразвуковой источник, управляющий поверхностью, вибрирующей с ультразвуковой частотой, представляет собой по меньшей мере один магнитострикционный преобразователь вместо по меньшей мере одного пьезоэлектрического элемента. На фиг. 13 показана конфигурация разливочного колеса в соответствии с одним вариантом осуществления настоящего изобретения, в котором в качестве по меньшей мере одного ультразвукового источника энергии колебаний используют магнитострикционный элемент 70. В этом варианте осуществления настоящего изобретения магнитострикционный преобразователь(-и) 70 вызывает вибрацию в зонде (не показан на виде сбоку на фиг. 13), связанном с охлаждающей средой, с частотой, например, 30 кГц, хотя могут быть использованы и другие частоты, как описано ниже. В другом варианте осуществления настоящего изобретения магнитострикционный преобразователь 70 вызывает вибрацию в нижней пластине 71, показанной на фиг. 14, на которой представлено схематическое изображение в разрезе внутренней части устройства 34 для обработки расплавленного металла, в котором нижняя пластина 71 связана с охлаждающей средой в расположенном ниже охлаждающем канале (показан на фиг. 14).
Магнитострикционные преобразователи, как правило, состоят из большого количества материальных пластин, которые расширяются и сжимаются при приложении электромагнитного поля. В частности, магнитострикционные преобразователи, подходящие для использования в настоящем изобретении, в одном варианте осуществления могут содержать большое количество никелевых (или из другого магнитострикционного материала) пластин или листов, расположенных параллельно одному краю каждого листа, прикрепленного к нижней части технологического контейнера или другой поверхности, на которую воздействуют колебания. Катушку проволоки размещают вокруг магнитострикционного материала для создания магнитного поля. Например, когда поток электрического тока подают на катушку проволоки, возникает магнитное поле. В результате действия указанного магнитного поля магнитострикционный материал сокращается или удлиняется, таким образом обеспечивая поступление звуковой волны в текучую среду, находящуюся в контакте с расширяющимся и сжимающимся магнитострикционным материалом. Типовые рабочие ультразвуковые частоты магнитострикционных преобразователей, подходящих для настоящего изобретения, находятся в диапазоне от 20 до 200 кГц. Более высокие или более низкие частоты могут быть использованы в зависимости от частоты собственных колебаний магнитострикционного элемента.
Никель является одним из материалов, наиболее часто используемых для изготовления магнитострикционных преобразователей. Когда на преобразователь подают напряжение, никелевый материал расширяется и сжимается с ультразвуковой частотой. В одном варианте осуществления настоящего изобретения никелевые пластины непосредственно спаяны серебряным припоем с пластиной из нержавеющей стали. Как показано на фиг. 2, пластина из нержавеющей стали магнитострикционного преобразователя представляет собой поверхность, которая вибрирует с ультразвуковой частотой, и представляет собой поверхность (или зонд), непосредственно связанную с охлаждающей средой, протекающей через устройство 34 для обработки расплавленного металла. Кавитации, которые образуются в охлаждающей среде благодаря вибрации пластины с ультразвуковой частотой, затем воздействуют на полосу 36, которая находится в контакте с расплавленным алюминием в ограничивающей конструкции 32.
В патенте США №7,462,960 (содержание которого полностью включено в настоящее описание посредством ссылки) описан основной компонент ультразвукового преобразователя с большим магнитострикционным элементом. Соответственно, в одном варианте осуществления настоящего изобретения магнитострикционный элемент может быть изготовлен из материалов на основе сплавов редкоземельных элементов, таких как Terfenol-D и его композитов, которые обладают необычайно сильным магнитострикционным эффектом по сравнению с ранними переходными металлами, такими как железо (Fe), кобальт (Со) и никель (Ni). Альтернативно, в одном варианте осуществления магнитострикционный элемент изобретения может быть выполнен из железа (Fe), кобальта (Со) и никеля (Ni).
Альтернативно, в одном варианте настоящего осуществления изобретения магнитострикционный элемент может быть изготовлен из одного или более из следующих сплавов: железо и тербий; железо и празеодим; железо, тербий и празеодим; железо и диспрозий; железо, тербий и диспрозий; железо, празеодим и диспрозий; железо, тербий, празеодим и диспрозий; железо и эрбий; железо и самарий; железо, эрбий и самарий; железо, самарий и диспрозий; железо и гольмий; железо, самарий и гольмий; или их смесь.
В патенте США № 4,158,368 (содержание которого полностью включено в настоящий документ посредством ссылки) описан магнитострикционный преобразователь. Как описано в указанном патенте и что является подходящим для настоящего изобретения, магнитострикционный преобразователь может содержать плунжер из материала с отрицательной магнитострикцией, расположенный внутри корпуса. В патенте США № 5,588,466 (содержание которого полностью включено в настоящий документ посредством ссылки) описан магнитострикционный преобразователь. Как описано в указанном патенте и что является подходящим для настоящего изобретения, магнитострикционный слой нанесен на гибкий элемент, например, на гибкую траверсу. Гибкий элемент отклоняется под действием внешнего магнитного поля. Как описано в патенте '466 и что является подходящим для настоящего изобретения, для магнитострикционного элемента может быть использован тонкий магнитострикционный слой, состоящий из Tb(1-x) Dy(x) Fe2. В патенте США № 4,599,591 (содержание которого полностью включено в настоящий документ посредством ссылки) описан магнитострикционный преобразователь. Как описано в указанном патенте и что является подходящим для настоящего изобретения, с помощью магнитострикционного материала и множества обмоток, соединенных с множеством источников тока, имеющих соотношение фаз, магнитострикционный преобразователь способен устанавливать вращающийся вектор магнитной индукции в магнитострикционном материале. В патенте США № 4,986,808 (содержание которого полностью включено в настоящий документ посредством ссылки) описан магнитострикционный преобразователь. Как описано в указанном патенте и что является подходящим для настоящего изобретения, магнитострикционный преобразователь может содержать множество удлиненных полос магнитострикционного материала, причем каждая полоса имеет ближний конец, дальний конец и по существу V-образное поперечное сечение, причем каждое плечо V-образной формы образовано продольной длиной полосы и каждая полоса прикреплена к соседней полосе как на ближнем конце, так и на дальнем конце для образования и объединения их по существу в жесткий столбец, имеющий центральную ось с ребрами, проходящими радиально относительно этой оси.
На фиг. 3А представлено схематическое изображение другого варианта осуществления настоящего изобретения, на котором показана колебательно-механическая конфигурация для подачи низкочастотной энергии колебаний к расплавленному металлу в канале разливочного колеса 30. В одном варианте осуществления настоящего изобретения энергия колебаний возникает вследствие механических колебаний, создаваемых преобразователем или другим механическим перемешивателем. Как известно из уровня техники, вибратор представляет собой механическое устройство, которое создает колебания. Колебания часто создают с помощью электродвигателя с неуравновешенной массой на его приводном валу. Некоторые механические вибраторы состоят из электромагнитного привода и вала перемешивателя, который выполняет перемешивание за счет возвратно-поступательного движения в вертикальном направлении. В одном варианте осуществления настоящего изобретения энергия колебаний поступает от вибратора (или другого компонента), который способен использовать механическую энергию для создания частот колебаний, без ограничений, до 20 кГц, и предпочтительно в диапазоне 5-10 кГц.
Независимо от механизма создания колебаний, прикрепление вибратора (пьезоэлектрического преобразователя, магнитострикционного преобразователя или вибратора с механическим приводом) к корпусу 44 означает, что энергия колебаний может быть передана расплавленному металлу в канале под узлом 42.
Механические вибраторы, используемые для настоящего изобретения, могут обеспечивать от 8000 до 15000 колебаний в минуту, хотя могут быть обеспечены более высокие и более низкие частоты. В одном варианте осуществления настоящего изобретения механизм создания колебаний выполнен с возможностью создания от 565 до 5000 колебаний в секунду. В одном варианте осуществления изобретения механизм создания колебаний выполнен с возможностью создания колебаний с еще более низкими частотами до 565 колебаний в секунду. Диапазоны для колебаний, создаваемых механическим способом, подходящих для настоящего изобретения, включают, например, диапазоны от 6000 до 9000 колебаний в минуту, от 8000 до 10000 колебаний в минуту, от 10000 до 12000 колебаний в минуту, от 12000 до 15000 колебаний в минуту и от 15000 до 25000 колебаний в минуту. Диапазоны для колебаний, создаваемых механическим способом, подходящих для настоящего изобретения, из литературных данных, включают, например, диапазоны от 133 до 250 Гц, от 200 Гц до 283 Гц (от 12000 до 17000 колебаний в минуту) и от 4 до 250 Гц. Кроме того, на разливочное колесо 30 или корпус 44 могут воздействовать разнообразные колебания, созданные механическим способом с помощью простого молота или плунжерного устройства, периодически приводимого в действие для удара по разливочному колесу 30 или корпусу 44. Как правило, механические колебания могут достигать частоты 10 кГц. Соответственно, для механических колебаний, используемых в настоящем изобретении, подходят следующие диапазоны: от 0 до 10 кГц, от 10 Гц до 4000 Гц, от 20 Гц до 2000 Гц, от 40 Гц до 1000 Гц, от 100 Гц до 500 Гц, а также промежуточные и комбинированные диапазоны в пределах указанных диапазонов, включая предпочтительный диапазон от 565 до 5000 Гц.
Хотя это описано выше в отношении вариантов осуществления с применением ультразвукового и механического способов, настоящее изобретение не ограничивается одним или другим из указанных диапазонов, а может быть использовано для широкого спектра энергии колебаний до 400 кГц, включая одночастотные и многочастотные источники. Кроме того, может быть использована комбинация источников (источники с применением ультразвукового и механического способов, или разные ультразвуковые источники, или разные источники с механическим приводом или источники акустической энергии, которые будут описаны ниже).
Как показано на фиг. 3А, литейная установка 2 содержит разливочное колесо 30, имеющее ограничивающую конструкцию 32 (например, лоток или канал в разливочном колесе 30), в которую наливают расплавленный металл, и устройство 34 для обработки расплавленного металла. Полоса 36 (например, стальная полоса) удерживает расплавленный металл в ограничивающей конструкции 32 (т.е. в канале). Как указано выше, ролики 38 позволяют устройству 34 для обработки расплавленного металла оставаться в неподвижном положении, когда расплавленный металл 1) затвердевает в канале разливочного колеса и 2) когда его транспортируют по направлению от устройства 34 для обработки расплавленного металла.
По охлаждающему каналу 46 транспортируют охлаждающую среду. Аналогично вышеуказанному, вытеснитель 52 воздуха направляет воздух (в качестве меры предосторожности) таким образом, чтобы вода, вытекающая из охлаждающего канала, была направлена вдоль направления от разливочного источника расплавленного металла. Аналогично вышеуказанному, роликовое устройство (например, ролики 38) направляет устройство 34 для обработки расплавленного металла по отношению к вращающемуся разливочному колесу 30. Охлаждающая среда обеспечивает охлаждение расплавленного металла и по меньшей мере одного источника 40 энергии колебаний (показан на фиг. 3А в виде механического вибратора 40).
Когда расплавленный металл проходит под металлической полосой 36 под механическим вибратором 40, создаваемая механическим способом энергия колебаний воздействует на расплавленный металл, когда он начинает охлаждаться и затвердевать. Энергия создаваемых механическим способом колебаний в одном варианте осуществления обеспечивает образование множества небольших центров кристаллизации, таким образом, получают мелкозернистый металлический продукт.
В одном варианте осуществления настоящего изобретения к охлаждающим каналам 46 присоединен по меньшей мере один вибратор 40, который в случае применения механических вибраторов обеспечивает поступление энергии создаваемых механическим способом колебаний через охлаждающую среду, а также через узел 42 и полосу 36 в жидкий металл. В одном варианте осуществления настоящего изобретения головку механического вибратора вставляют в охлаждающий канал 46 для его взаимодействия с жидкой охлаждающей средой. В одном варианте осуществления настоящего изобретения более, чем одна головка механического вибратора, или массив головок механических вибраторов могут вставлять в охлаждающий канал 46 для приведения их в контакт с жидкой охлаждающей средой. В одном варианте осуществления настоящего изобретения головка механического вибратора может быть прикреплена к стенке узла 42.
Не имея намерения ограничиваться какой-либо конкретной теорией, отметим, что относительно небольшая степень недоохлаждения (например, менее 10°C) в нижней части канала разливочного колеса 30 приводит к образованию слоя небольших центров кристаллизации из чистого алюминия (или другого металла или сплава). Создаваемые механическим способом колебания создают эти центры кристаллизации, которые затем используют в качестве элементов, способствующих образованию центров кристаллизации, во время затвердевания, что позволяет обеспечить однородную структуру зерен. Соответственно, в одном варианте осуществления настоящего изобретения используемый способ охлаждения позволяет гарантировать, что в случае незначительного недоохлаждения в нижней части канала образуется слой небольших центров кристаллизации обрабатываемого материала. Создаваемые механическим способом колебания от нижней части канала рассеивают эти центры кристаллизации и/или могут разрушать дендриты, которые образуются в недоохлажденном слое. Эти центры кристаллизации и фрагменты дендритов затем используются для образования равноосных зерен в форме во время затвердевания, что позволяет достичь однородной структуры зерна.
Другими словами, в одном варианте осуществления настоящего изобретения создаваемые механическим способом колебания, передаваемые в жидкий металл, создают центры кристаллизации в металлах или металлических сплавах для уменьшения размера зерна. Как указано выше, канал разливочного колеса 30 может быть выполнен из тугоплавкого металла или другого высокотемпературного материала, например, из меди, железа и стали, ниобия, ниобия и молибдена, тантала, вольфрама и рения, а также их сплавов, включая один или более таких элементов, как кремний, кислород или азот, которые способны повышать значения температуры плавления указанных материалов.
На фиг. 3В представлено схематическое изображение гибридной конфигурации разливочного колеса в соответствии с одним вариантом осуществления настоящего изобретения, в которой используют по меньшей мере один ультразвуковой источник энергии колебаний и по меньшей мере один источник энергии создаваемых механическим способом колебаний (например, вибратор с механическим приводом). Элементы, изображенные такими же, как элементы, показанные на фиг. 3А, являются аналогичными элементами, выполняющими аналогичные функции, как отмечено выше. Например, ограничивающая конструкция 32 (например, лоток или канал), представленная на фиг. 3В, находится в изображенном разливочном колесе, в которое заливают расплавленный металл. Как указано выше, полоса (не показана на фиг. 3В) удерживает расплавленный металл в ограничивающей конструкции 32. В данном случае, в этом варианте осуществления настоящего изобретения, как ультразвуковой источник (источники) энергии колебаний, так и источник (источники) энергии создаваемых механическим способом колебаний являются избирательно активируемыми и могут быть приведены в действие по отдельности или совместно для создания колебаний, которые, при их передаче в жидкий металл, создают центры кристаллизации в металлах или металлических сплавах для уменьшения размера зерна. В различных вариантах осуществления настоящего изобретения могут быть установлены и использованы различные комбинации ультразвукового источника(-ов) энергии колебаний и источника(-ов) энергии создаваемых механическим способом колебаний.
На фиг. 3С представлено схематическое изображение конфигурации разливочного колеса в соответствии с одним вариантом осуществления настоящего изобретения, в которой используют источник вибрационной энергии с улучшенной передачей энергии колебаний и/или улучшенным охлаждением. На фиг. 3С показан ультразвуковой измельчитель зерна и изображена интегрированная система генерирования энергии колебаний/охлаждения, расположенная на разливочном колесе 30 и обеспечивающая охлаждение и улучшенную передачу энергии колебаний на литейную полосу 36 путем введения охлаждающей среды и/или текучей среды, например, из нижней части (и предпочтительно, но не обязательно, от центральной нижней области) одного (или обоих) вибраторов 40 по направлению к литейной полосе 36 (т.е. к приемнику, находящемуся в контакте с расплавленным металлом). На фиг. 3D схематически изображен увеличенный участок круглой области фиг. 3С. На фиг. 3D показан вибратор 40 (например, ультразвуковой зонд) с проходом 40b для введения охлаждающей среды. Как показано на фиг. 3D, вибратор вставляют в охлаждающий канал 46, содержащий охлаждающую среду, после ее выпускания из наконечника 40а зонда.
В одном варианте осуществления настоящего изобретения каждый зонд может иметь один или более проходов для введения охлаждающей среды для подачи воды ниже наконечников 40а соответствующих зондов или вибраторов 40. В одном варианте осуществления настоящего изобретения подаваемая охлаждающая среда из источника проходит по осевой длине вибратора и выходит из наконечника 40а зонда в область между наконечником зонда и приемником (например, полосой 36), находящуюся в контакте с расплавленным металлом. На фиг. 3Е представлено схематическое изображение ультразвукового зонда с множеством проходов 40b для введения охлаждающей среды, обеспечивающих улучшенную передачу энергии колебаний и/или охлаждение. В варианте осуществления, показанном на фиг. 3Е, охлаждающую среду подают в местоположения, радиально смещенные относительно центра наконечника зонда. На фиг. 3Е показаны только два прохода для введения охлаждающей жидкости. Однако может быть использовано более двух проходов для введения. В целом, настоящее изобретение предусматривает как центральное, так и/или смещенное в радиальном направлении введение охлаждающей среды в нижней части наконечника 40а зонда или в непосредственной близости от нижней части наконечника 40а зонда. Например, посредством линии введения охлаждающей среды (отдельно от зонда 40 и/или отдельно от наконечника 40а зонда) могут дополнительно или альтернативно подавать/вводить охлаждающую среду между наконечником зонда и приемником (например, полосой 36), находящимся в контакте с расплавленным металлом.
В одном типовом варианте осуществления настоящего изобретения охлаждающая среда/текучая среда присутствует на наконечнике зонда или вблизи него таким образом, что ультразвуковые колебания могут быть переданы с помощью охлаждающей среды и могут создавать кавитации (пузырьки в жидкой охлаждающей среде). В предпочтительном варианте осуществления воду в жидком состоянии распыляют для образования в ней мелких пузырьков пара. Эти маленькие пузырьки выполняют функцию кавитации и при разрушении передают энергию полосе 36 для разрушения парового пограничного слоя на границе раздела вода/металл на литейной полосе, тем самым увеличивая теплопередачу. В одном приведенном в качестве примера варианте осуществления настоящего изобретения пузырьки разрушаются на полосе 36 (т.е. на приемнике) или в непосредственной близости от нее и при контакте с расплавленным металлом передают в полосу или приемник энергию колебаний, которая способна разрушать любые затвердевшие частицы на стороне расплавленного металла, которые могут быть использованы в качестве центров кристаллизации для образования равноосной структуры зерна. В одном варианте осуществления настоящего изобретения при разрушении пузырьков на поверхности литейной полосы высвобождается значительная энергия, причем указанная энергия связана со стороной расплавленного металла литейной полосы, на которой указанная энергия разрушает все затвердевшие частицы. В одном варианте осуществления настоящего изобретения измельченные частицы используют в качестве центров кристаллизации в расплавленном металле для образования равноосной структуры зерна в получаемой отлитой металлической заготовке.
Хотя вода является подходящей охлаждающей средой, могут быть использованы другие охлаждающие среды. В одном варианте осуществления настоящего изобретения охлаждающая среда представляет собой переохлажденную жидкость (например, жидкости при температуре от 0°C до -196°C или ниже указанного диапазона, т.е. жидкость, имеющую температуру между значениями температуры льда и жидкого азота). В одном варианте осуществления настоящего изобретения переохлажденную жидкость, такую как жидкий азот, применяют совместно с ультразвуковым или другим источником энергии колебаний. Суммарный эффект обеспечивает увеличение скорости затвердевания, позволяющее ускорить обработку. В одном варианте осуществления настоящего изобретения в охлаждающий среде, выходящей из зонда(-ов), будут не только возникать кавитации, но она также будет распылять и переохлаждать расплавленный металл. В предпочтительном варианте осуществления это приводит к увеличению теплопередачи в зоне разливочного колеса.
В одном варианте осуществления настоящего изобретения разделяющее расстояние D (показанное на фиг. 3F) между наконечником зонда и полосой 36 приемника, как правило, составляет менее 5 мм до соприкосновения с приемником, менее 2 мм до соприкосновения с приемником, менее 1 мм до соприкосновения с приемником, менее 0,5 мм до соприкосновения с приемником или менее 0,22 мм до соприкосновения с приемником.
В одном варианте осуществления настоящего изобретения воду из ультразвукового зонда вводят из одного или более проходов для введения текучей среды на нижней поверхности ультразвукового зонда на литейной полосе. В другом варианте осуществления настоящего изобретения поддерживают высокий расход воды для обеспечения разрушения парового барьера на литейной полосе. Как правило, поток воды разрушает любой паровой пограничный слой на поверхности литейной ленты или стенке ограничителя расплавленного металла. Скорость потока через зонды может варьироваться от конструкции к конструкции. Скорость потока для любой конструкции может быть постоянной или переменной. В примере осуществления для отверстия для введения жидкости диаметром 1 мм скорость потока воды будет составлять приблизительно 1 галлон в минуту (6,3×10-5 м3/с).
В другом варианте осуществления настоящего изобретения литейная полоса имеет текстуру на поверхности, обращенной к воде, и/или на поверхности, обращенной к расплавленному металлу. Указанная текстура в предпочтительном варианте осуществления выполнена с возможностью разрушения парового барьера. Вместе с тем, поверхность литейной полосы может быть гладкой, шероховатой, выпуклой, выемчатой, текстурированной и/или полированной. Литейная полоса может быть покрыта хромом, никелем, медью, титаном и/или углеродными волокнами.
В одном варианте осуществления настоящего изобретения улучшенная передача энергии колебаний и/или улучшенное охлаждение, обеспечиваемые встроенным зондом вибрации/охлаждения, позволяют обеспечить одно или более из 1) равноосной структуры зерна без использования химических добавок (TiBor), 2) увеличения срока службы полосы, в результате чего повышается производительность, 3) увеличение кавитации благодаря вытеканию охлаждающей среды из наконечника зонда(-ов). В одном варианте осуществления настоящего изобретения улучшенная передача энергии колебаний и/или улучшенное охлаждение, обеспечиваемые встроенным зондом вибрации/охлаждения, позволяют обеспечить одно или более из изменения и/или улучшения термодинамических характеристик затвердевания, что потенциально может обеспечить синтез функционализированных сплавов.
Аспекты изобретения
В одном аспекте настоящего изобретения энергия колебаний (от низкочастотных вибраторов с механическим приводом, в диапазоне от 8000 до 15000 колебаний в минуту или до 10 кГц и/или ультразвуковых частот в диапазоне от 5 до 400 кГц) может быть применена для удержания расплавленного металла во время охлаждения. В одном аспекте настоящего изобретения энергия колебаний может быть применена на нескольких различных частотах. В одном аспекте настоящего изобретения энергия колебаний может быть применена в отношении различных металлических сплавов, включая, без ограничений, металлы и сплавы, перечисленные ниже: алюминий, медь, золото, железо, никель, платина, серебро, цинк, магний, титан, ниобий, вольфрам, марганец, железо, а также их сплавы и комбинации; сплавы металлов, в том числе латунь (медь/цинк), бронза (медь/олово), сталь (железо/углерод), хромосплав (хром), нержавеющая сталь (сталь/хром), инструментальная сталь (углерод/вольфрам/марганец), титан (железо/алюминий) и алюминиевые сплавы, относящиеся к стандартизированным классам, в том числе серий 1100, 1350, 2024, 2224, 5052, 5154, 5356, 5183, 6101, 6201, 6061, 6053, 7050, 7075, 8ХХХ, медные сплавы, в том числе бронза (указана выше) и медь, легированная комбинацией цинка, олова, алюминия, кремния, никеля, серебра; магний, легированный алюминием, цинком, марганцем, кремнием, медью, никелем, цирконием, бериллием, кальцием, церием, неодимом, стронцием, оловом, иттрием, редкоземельными элементами, железо и железо, легированное хромом, углеродом, кремнием, хромом, никелем, калием, плутонием, цинком, цирконием, титаном, свинцом, магнием, оловом, скандием; а также другие сплавы и их комбинации.
В одном аспекте настоящего изобретения энергия колебаний (от низкочастотных вибраторов с механическим приводом, в диапазоне от 8000 до 15000 колебаний в минуту или до 10 кГц и/или на ультразвуковых частотах в диапазоне от 5 до 400 кГц) проходит через жидкую среду, соприкасающуюся с полосой, в затвердевающий металл под устройством 34 для обработки расплавленного металла. В одном аспекте настоящего изобретения энергию колебаний обеспечивают механическим способом в диапазоне 565-5000 Гц. В одном аспекте настоящего изобретения энергия колебаний создают механическим способом с еще более низкими частотами до 565 колебаний в секунду. В одном аспекте настоящего изобретения энергию колебаний создают ультразвуковым способом с частотами от 5 кГц до 400 кГц. В одном аспекте настоящего изобретения энергия колебаний проходит через корпус 44, содержащий источник 40 энергии колебаний. Корпус 44 соединен с другими конструктивными элементами, такими как полоса 36 или ролики 38, которые находятся в контакте либо со стенками канала, либо непосредственно с расплавленным металлом. В одном аспекте настоящего изобретения это механическое соединение обеспечивает передачу энергии колебаний от источника энергии колебаний в расплавленный металл во время охлаждения металла.
В одном аспекте охлаждающая среда может быть жидкой средой, такой как вода. В одном аспекте охлаждающая среда может быть газообразной средой, такой как сжатый воздух или азот. В одном аспекте охлаждающая среда может представлять собой материал с фазовым переходом. Предпочтительно, охлаждающую среду подают со скоростью, достаточной для чтобы недоохлаждения металла, примыкающего к полосе 36 (менее, чем на 5-10°C выше температуры перехода в жидкое состояние сплава или даже ниже температуры перехода в жидкое состояние).
В одном аспекте настоящего изобретения равноосные зерна в литом изделии получают без необходимости добавления частиц примеси, такой как борид титана, в металл или металлический сплав, чтобы увеличить количество зерен и обеспечить равномерное гетерогенное затвердевание. Вместо использования элементов, способствующих образованию центров кристаллизации, в одном аспекте настоящего изобретения для создания центров кристаллизации можно использовать энергию колебаний.
Во время работы расплавленный металл с температурой, существенно превышающей температуру перехода в жидкое состояние сплава, под действием гравитации поступает в канал разливочного колеса 30 и проходит под устройством 34 для обработки расплавленного металла, где его подвергают воздействию энергии колебаний (т.е. ультразвуковых или механически создаваемых колебаний). Температура расплавленного металла, поступающего в канал литья, зависит, в частности, от выбранного типа сплава, скорости разливки, размера канала разливочного колеса. Для алюминиевых сплавов температура литья может варьироваться от 1220°F (660°C) до 1350°F (732°C), с предпочтительными диапазонами, например, от 1220 до 1300°F (660-704°C), от 1220 до 1280°F (660-693°C), от 1220 до 1270°F (660-688°C), от 1220 до 1340°F (660-726°C), от 1240 до 1320°F (671-715°C), от 1250 до 1300°F (676-704°C), от 1260 до 1310°F (682-710°C), от 1270 до 1320°F (688-715°C), от 1320 до 1330°F (688-721°C), также подходят перекрывающиеся и промежуточные диапазоны и отклонения +/-10 градусов F (12°C). Канал разливочного колеса 30 охлаждают, чтобы обеспечить приближение температуры расплавленного металла в канале к температуре суб-ликвидуса (суб-жидкой фазы металла) (например, менее, чем на 5-10°C выше температуры перехода в жидкое состояние сплава или даже ниже, чем температура перехода в жидкое состояние, хотя температура разливки может быть намного выше, чем на 10°C). Во время работы атмосферу вокруг расплавленного металла можно регулировать с помощью кожуха (не показан), который заполнен или продут, например, инертным газом, таким как аргон Ar, гелий Не или азот. Расплавленный металл на разливочном колесе 30, как правило, находится в состоянии температурной остановки, при котором расплавленный металл переходит из жидкой в твердую форму.
В результате недоохлаждения, близкого к температуре суб-ликвидуса, скорости затвердевания не являются достаточно низкими, чтобы обеспечить равновесие по границе раздела солидус-ликвидус, что, в свою очередь, приводит к изменениям в составах в поперечном направлении литого прута. Неоднородность химического состава приводит к разделению. Кроме того, степень разделения напрямую связана с коэффициентами диффузии различных элементов в расплавленном металле, а также со скоростью теплопередачи. При другом типе разделения возникает место, в котором фазы с более низкими температурами плавления будут замерзать первыми.
В вариантах осуществления ультразвуковых или механически создаваемых колебаний настоящего изобретения энергия колебаний перемешивает расплавленный металл по мере его охлаждения. В этом варианте осуществления энергия колебаний передается с энергией, которая перемешивает и эффективно размешивает расплавленный металл. В одном варианте осуществления настоящего изобретения энергия создаваемых механическим способом колебаний обеспечивает непрерывное перемешивание расплавленного металла в процессе его охлаждения. Согласно различным способам для литейного сплава алюминиевый сплав предпочтительно должен иметь высокие концентрации кремния. Однако при более высоких концентрациях кремния может образовываться кремниевый осадок. Путем «повторного замешивания» этого осадка обратно в расплав можно по меньшей мере частично вернуть элементарный кремний в раствор. Альтернативно, даже если осадок останется, примешивание не приведет к разделению кремниевого осадка, что приведет к большему абразивному износу нижерасположенных металлических штампа и роликов.
В различных системах металлических сплавов такой же эффект возникает, когда один компонент сплава (как правило, компонент с более высокой температурой плавления) осаждается в чистом виде, что приводит к «загрязнению» сплава частицами чистого компонента. Как правило, при литье сплава происходит разделение, в результате чего концентрация растворенного вещества не является постоянной на протяжении литья. Это может быть вызвано различными процессами. Считается, что микроразделение, которое происходит на отрезках, сравнимых с расстоянием между осями дендритов, является результатом того, что первое образовавшееся твердое вещество имеет более низкую концентрацию по сравнению с конечной равновесной концентрацией, что приводит к разделению избыточного растворенного вещества в жидкости, в результате чего твердое вещество, образовавшееся позже, имеет более высокую концентрацию. Макроразделение происходит на отрезках, аналогичных размеру отлитой заготовки. Это может быть вызвано рядом сложных процессов, включающих эффекты усадки по мере затвердевания заготовки, и варьированием плотности жидкости при разделении растворенного вещества. Желательно предотвратить разделение во время литья, чтобы получить твердую непрерывнолитую заготовку, которая имеет одинаковые свойства по всему объему.
Соответственно, некоторые сплавы, которые было бы целесообразно подвергнуть обработке энергией колебаний согласно настоящему изобретению, включают сплавы, указанные выше.
Другие конфигурации
Настоящее изобретение не ограничивается применением энергии колебаний только в отношении канальных конструкций, описанных выше. Как правило, энергия колебаний (от низкочастотных вибраторов с механическим приводом, в диапазоне до 10 кГц и/или ультразвуковых частот в диапазоне от 5 до 400 кГц) может вызывать возникновение центров кристаллизации в моменты процесса литья, когда расплавленный металл начинает охлаждаться в расплавленном состоянии и переходит в твердое состояние (т.е. в состояние температурной остановки). С другой стороны, в различных вариантах осуществления настоящего изобретения комбинируют энергию колебаний из широкого спектра источников с управлением тепловым режимом таким образом, чтобы расплавленный металл, примыкающий к охлаждающей поверхности, имел температуру, близкую к температуре перехода в жидкое состояние сплава. В этих вариантах осуществления температура расплавленного металла в канале или вплотную к полосе 36 разливочного колеса 30 является достаточно низкой, чтобы вызвать образование центров кристаллизации и рост кристаллов (образование дендритов), в то время как под действием энергии колебаний возникают центры кристаллизации и/или разрушаются дендриты, которые могут образовываться на поверхности канала в разливочном колесе 30.
В одном варианте осуществления настоящего изобретения предпочтительные аспекты, связанные с процессом литья, могут быть применены без включения источников энергии колебаний или их постоянного включения. В одном варианте осуществления настоящего изобретения источники энергии колебаний могут включать на период запрограммированных циклов включения/выключения с интервалом относительно рабочего цикла в процентах от 0 до 100%, от 10 до 50%, от 50 до 90%, от 40 до 60%, от 45 до 55%, включая все промежуточные диапазоны между указанными диапазонами, регулируя мощность источников энергии колебаний.
В другом варианте осуществления настоящего изобретения энергию колебаний (ультразвуковых или создаваемых механическим способом) непосредственно обеспечивают на расплавленном алюминии, отливаемом в разливочном колесе, до приведения полосы 36 в контакт с расплавленным металлом. Непосредственное приложение энергии колебаний приводит к возникновению переменного давления в расплаве. Непосредственное применение ультразвуковой энергии в качестве энергии колебаний в отношении расплавленного металла может вызвать кавитацию в расплавленном металле.
Не имея намерения ограничиваться какой-либо конкретной теорией, отметим, что кавитация представляет собой образования крошечных разрывов или полостей в жидкостях с последующим их ростом, вибрацией и разрушением. Полости появляются в результате деформации при растяжении, создаваемой акустической волной в фазе разрежения. Если деформация при растяжении (или отрицательное давление) сохраняется после того, как полость будет сформирована, полость увеличится в несколько раз по сравнению с первоначальным размером. Во время кавитации в ультразвуковом поле многие полости появляются одновременно на расстояниях, которые меньше длины волны ультразвука. В этом случае пузырьки полости сохраняют свою сферическую форму. Последующее поведение кавитационных пузырьков сильно варьируется: небольшая часть пузырьков сливается, образуя крупные пузырьки, но почти все они разрушаются под действием акустической волны в фазе сжатия. Во время сжатия некоторые из этих полостей могут разрушаться из-за сжимающих напряжений. Таким образом, когда эти полости разрушаются, в расплаве возникают сильные ударные волны. Соответственно, в одном варианте осуществления настоящего изобретения энергия колебаний, созданная ударными волнами, разрушает дендриты и другие растущие центры кристаллизации, таким образом создавая новые центры кристаллизации, что, в свою очередь, приводит к образованию равноосной структуры зерен. Кроме того, в другом варианте осуществления настоящего изобретения непрерывные ультразвуковые колебания могут эффективно гомогенизировать образованные центры кристаллизации, дополнительно способствуя образованию равноосной структуры. В другом варианте осуществления настоящего изобретения прерывистые ультразвуковые или создаваемые механическим способом колебания могут эффективно гомогенизировать образованные центры кристаллизации, дополнительно способствуя образованию равноосной структуры.
На фиг. 4 представлено схематическое изображение конфигурации разливочного колеса в соответствии с одним вариантом осуществления настоящего изобретения, в частности, с виброзондом 66, содержащим зонд (не показан), вставленный непосредственно в расплавленный металл, разливаемый в разливочном колесе 60. Зонд имеет конструкцию, аналогичную конструкции устройства для ультразвуковой дегазации, известного в данной области техники. На фиг. 4 показан ролик 62, прижимающий полосу 68 к ободу разливочного колеса 60. Виброзонд 66 непосредственно или опосредованно обеспечивает энергию колебаний (ультразвуковую или создаваемую механическим способом энергию) в расплавленном металле, разливаемом в канал (не показан) разливочного колеса 60. Когда разливочное колесо 60 вращается против часовой стрелки, расплавленный металл проходит под роликом 62 и входит в контакт с необязательным устройством 64 для охлаждения расплавленного металла. Указанное устройство 64 может быть аналогичным узлу 42, показанному на фиг. 2 и 3, но оно не содержит вибраторы 40. Указанное устройство 64 может быть аналогичным устройству 34 для обработки расплавленного металла, показанному на фиг. 3А, но оно не содержит механические вибраторы 40.
В этом варианте осуществления, как показано на фиг. 4, в устройстве для обработки расплавленного металла для литейной установки используют по меньшей мере один источник энергии колебаний (т.е. виброзонд 66), который передает энергию колебаний с помощью зонда, вставленного в расплавленный металл, разливаемый в разливочном колесе (предпочтительно, но не обязательно, непосредственно в расплавленный металл, разливаемый в разливочном колесе), во время охлаждения расплавленного металла в разливочном колесе. Опорное устройство удерживает источник энергии колебаний (виброзонд 66) на месте.
В другом варианте осуществления настоящего изобретения энергия колебаний может быть передана в расплавленный металл, когда его охлаждают с помощью воздуха или газа в качестве среды, с использованием генераторов акустических колебаний. Генераторы акустических колебаний (например, усилители звука) могут быть использованы для генерации и передачи акустических волн в расплавленный металл. В этом варианте осуществления обсуждаемые выше ультразвуковые вибраторы или вибраторы с механическим приводом будут заменены на акустические генераторы или дополнены ими. Усилители звука, подходящие для настоящего изобретения, обеспечивают акустические колебания с частотой от 1 до 20000 Гц. Могут быть использованы акустические колебания с меньшей или большей частотой относительно указанного диапазона. Например, могут быть использованы акустические колебания с частотой от 0,5 до 20 Гц; от 10 до 500 Гц, от 200 до 2000 Гц, от 1000 до 5000 Гц, от 2000 до 10000 Гц, от 5000 до 14000 Гц и от 10000 до 16000 Гц, от 14000 до 20000 Гц и от 18000 до 25000 Гц. Для генерации и передачи акустической энергии могут быть использованы электроакустические преобразователи.
В одном варианте осуществления настоящего изобретения акустическая энергия может быть передана через газообразную среду непосредственно в расплавленный металл, где акустическая энергия возбуждает колебания в расплавленном металле. В одном варианте осуществления настоящего изобретения акустическая энергия может быть передана через газообразную среду непосредственно в расплавленный металл, где акустическая энергия возбуждает колебания в полосе 36 или другой опорной конструкции, содержащей расплавленный металл, которая, в свою очередь, возбуждает колебания в расплавленном металле.
Помимо использования обработки энергией колебаний согласно настоящему изобретению в вышеописанных системах непрерывного литья колесного типа настоящее изобретение также применимо в стационарных формах и в установках для вертикального литья.
В стационарных установках расплавленный металл заливают в неподвижную форму 62, например, показанную на фиг. 5, которая содержит устройство 34 для обработки расплавленного металла (показано схематически). Таким образом, энергия колебаний (от низкочастотных вибраторов с механическим приводом, работающих на частоте до 10 кГц и/или ультразвуковых частотах в диапазоне от 5 до 400 кГц) может вызывать возникновение центров кристаллизации в местах неподвижной формы, в которых расплавленный металл начинает охлаждаться в расплавленном состоянии и переходит в твердое состояние (т.е. в состояние температурной остановки).
На фиг. 6A-6D изображены отдельные компоненты установки для вертикального литья. Более подробно указанные компоненты и другие аспекты установки для вертикального литья описаны в патенте США № 3,520,352 (содержание которого полностью включено в настоящее описание посредством ссылки). Как показано на фиг. 6A-6D, установка для вертикального литья содержит полость 213 для литья расплавленного металла, которая обычно является квадратной в показанном варианте осуществления, но которая может быть круглой, эллиптической, многоугольной или может иметь любую другую подходящую форму и которая ограничена вертикальными взаимно пересекающимися первыми участками 215 стенки и вторыми или угловыми участками 217 стенки, расположенными на верхнем участке формы. Удерживающая текучую среду оболочка 219 окружает стенки 215 и угловые элементы 217 полости для литья и расположена на расстоянии от них. Оболочка 219 выполнена с возможностью приема охлаждающей текучей среды, такой как вода, через впускной трубопровод 221 и выпускания охлаждающей текучей среды через выпускной трубопровод 223.
Хотя первые участки 215 стенки предпочтительно изготовлены из материала с высокой теплопроводностью, такого как медь, вторые или угловые участки 217 стенки выполнены из материала с меньшей теплопроводностью, такого как, например, керамический материал. Как показано на фиг. 6A-6D, угловые участки 217 стенки имеют в целом L-образное или угловое поперечное сечение, а вертикальные края каждого угла наклонены вниз и сходятся по направлению друг к другу. Таким образом, угловой элемент 217 заканчивается на некотором приемлемом уровне в форме над выпускным концом формы, который находится между поперечными секциями.
В процессе эксплуатации расплавленный металл течет из разливочного устройства 245 в форму для литья, которая совершает возвратно-поступательное движение в вертикальном направлении, и отлитая нить металла непрерывно выходит из формы. Расплавленный металл сначала охлаждается в форме при контакте с более холодными стенками формы, которые можно рассматривать как первую зону охлаждения. В этой зоне тепло быстро отводится от расплавленного металла и считается, что вокруг всей центральной ванны с расплавленным металлом образуется корка материала.
В одном варианте осуществления настоящего изобретения источники энергии колебаний (вибраторы 40, схематично показанные только на фиг. 6D для упрощения) связаны с удерживающей текучую среду оболочкой 219 и предпочтительно расположены в охлаждающей среде, циркулирующей в удерживающей текучую среду оболочке 219. Энергия колебаний (от низкочастотных вибраторов с механическим приводом в диапазоне от 8000 до 15000 колебаний в минуту и/или ультразвуковых частот в диапазоне от 5 до 400 кГц и/или вышеупомянутых акустических генераторов) будет вызывать возникновение центров кристаллизации в моменты процесса литья, когда расплавленный металл начинает охлаждаться в расплавленном состоянии и переходит в твердое состояние (т.е. в состояние температурной остановки), когда расплавленный металл превращается из жидкости в твердое вещество и когда отлитая нить металла непрерывно выходит из полости 213 для литья металла.
Настоящие изобретения также могут быть применены к различным другим способам литья, включая, без ограничений, непрерывное литье, литье с прямым охлаждением и литье в стационарные формы. В основном варианте осуществления, описанном в данном документе, колебания применяют в конфигурации непрерывного литья с применением колеса и ленты, в которой колесо представляет собой ограничивающую конструкцию. Однако существуют другие способы непрерывного литья, например, двухвалковое литье, в которых в качестве ограничивающей конструкции используют конструкции с роликом или лентой, как показано на фиг. 15 и 16. Согласно способу двухвалкового литья расплавленный металл подают в литейную установку стан через желобную систему 75 в ограничивающую конструкцию. Ограничивающая конструкция может иметь различную ширину до, без ограничений, 22826 мм и длину до, без ограничений, 2,03 м. В этих конфигурациях расплавленный металл подают на одну сторону формы и непрерывно перемещают вдоль длины формы во время охлаждения; таким образом, он выходит в виде затвердевшего металла в форме листа 78. Например, колебания (ультразвуковые, механические или их комбинация) могут быть переданы устройством 77 для передачи колебаний непосредственно или через охлаждающую среду к боковой поверхности ленты 78 или ролика 76, противоположной расплавленному металлу, когда расплавленный металл затвердевает в ограничивающей конструкции.
В одном варианте осуществления настоящего изобретения вышеописанное ультразвуковое измельчение зерна объединено с вышеупомянутой ультразвуковой дегазацией для удаления примесей из плавильной ванны перед литьем металла. На фиг. 9 представлена схема, изображающая вариант осуществления настоящего изобретения, в которой используют как ультразвуковую дегазацию, так и ультразвуковое измельчение зерна. Как показано на фигуре, печь является источником расплавленного металла. Расплавленный металл транспортируют в желоб из печи. В одном варианте осуществления настоящего изобретения ультразвуковой дегазатор расположен в канале желоба перед подачей расплавленного металла в разливочную машину (например, разливочное колесо), содержащую ультразвуковой измельчитель зерна (не показан). В одном варианте осуществления измельчение зерна в разливочной машине не должно происходить на ультразвуковых частотах, а скорее может происходить на одной или более других механически регулируемых частотах, обсуждаемых в другом месте данного документа.
Хотя и не предполагается ограничение следующими конкретными ультразвуковыми дегазаторами, отметим, что в патенте '336 описаны дегазаторы, которые подходят для различных вариантов осуществления настоящего изобретения. Один подходящий дегазатор может представлять собой ультразвуковое устройство с ультразвуковым преобразователем; удлиненный зонд, имеющий первый конец и второй конец, причем первый конец прикреплен к ультразвуковому преобразователю, а второй конец содержит наконечник; и систему доставки продувочного газа, причем система доставки продувочного газа может содержать впускное отверстие для продувочного газа и выпускное отверстие для продувочного газа. В некоторых вариантах осуществления выпускное отверстие для продувочного газа может находиться в пределах примерно 10 см (или 5 см, или 1 см) от наконечника удлиненного зонда, хотя в других вариантах осуществления выпускное отверстие для продувочного газа может находиться на наконечнике удлиненного зонда. Кроме того, ультразвуковое устройство может содержать множество узлов зондов и/или множество зондов на ультразвуковой преобразователь.
Хотя и не предполагается ограничение следующими конкретными ультразвуковыми дегазаторами, отметим, что в патенте '397 описаны дегазаторы, которые также подходят для различных вариантов осуществления настоящего изобретения. Один подходящий дегазатор может представлять собой ультразвуковое устройство с ультразвуковым преобразователем; зонд, прикрепленный к ультразвуковому преобразователю, причем зонд содержит наконечник; и систему доставки газа, причем система доставки газа содержит впускное отверстие для газа, канал для протекания газа через зонд и выпускное отверстие для газа на конце зонда. В одном варианте осуществления зонд может представлять собой удлиненный зонд, имеющий первый конец и второй конец, причем первый конец прикреплен к ультразвуковому преобразователю, а второй конец содержит наконечник. Кроме того, зонд может содержать нержавеющую сталь, титан, ниобий, керамику и т.п. или комбинацию любых из указанных материалов. В другом варианте осуществления ультразвуковой зонд может представлять собой единый зонд SIALON с проходящей через него системой доставки газа. Еще в одном варианте осуществления ультразвуковое устройство может содержать множество узлов зондов и/или множество зондов на ультразвуковой преобразователь.
В одном варианте осуществления настоящего изобретения ультразвуковая дегазация с использованием, например, ультразвуковых зондов, описанных выше, дополняет ультразвуковое измельчение зерен. В различных примерах ультразвуковой дегазации продувочный газ добавляют к расплавленному металлу, например, с помощью вышеописанных зондов с расходом в диапазоне от около 1 до около 50 л/мин. Согласно настоящему раскрытию расход находится в диапазоне от около 1 до около 50 л/мин, причем расход может составлять около 1, около 2, около 3, около 4, около 5, около 6, около 7, около 8, около 9, около 10, около 11, около 12, около 13, около 14, около 15, около 16, около 17, около 18, около 19, около 20, около 21, около 22, около 23, около 24, около 25 около 26, около 27, около 28, около 29, около 30, около 31, около 32, около 33, около 34, около 35, около 36, около 37, около 38, около 39, около 40, около 41, около 42, около 43, около 44, около 45, около 46, около 47, около 48, около 49 или около 50 л/мин. Кроме того, расход может находиться в любом диапазоне от около 1 до около 50 л/мин (например, расход находится в диапазоне от около 2 до около 20 л/мин), включая любую комбинацию диапазонов между около 1 и около 50 л/мин. Возможны промежуточные диапазоны. Аналогично, все другие диапазоны, раскрытые в данном документе, следует интерпретировать аналогичным образом.
Варианты осуществления настоящего изобретения, относящиеся к ультразвуковой дегазации и ультразвуковому измельчению зерна, могут включать системы, способы и/или устройства для ультразвуковой дегазации расплавленных металлов, включающих, без ограничений, алюминий, медь, сталь, цинк, магний и т.п. или комбинации указанных и других металлов (например, сплавы). Для обработки или литья изделий из расплавленного металла может потребоваться ванна, содержащая расплавленный металл, и в этой ванне с расплавленным металлом могут поддерживать повышенную температуру. Например, могут поддерживать температуру расплавленной меди около 1100°C, тогда как температуру расплавленного алюминия могут поддерживать на уровне около 750°C.
В контексте настоящего документа термины «ванна», «ванна с расплавленным металлом» и т.п. включают любой контейнер, который может содержать расплавленный металл, включая резервуар, тигель, лоток, желоб, печь, ковш и т.д. Термины «ванна» и «ванна с расплавленным металлом» используют для описания осуществления периодических, непрерывных, полунепрерывных и т.д. операций и, например, когда расплавленный металл как правило неподвижен (например, часто ассоциируют с тиглем) и когда расплавленный металл как правило перемещают (например, часто ассоциируют с желобом).
Для контроля могут быть использованы разные приборы или устройства для испытания или изменения состояния расплавленного металла в ванне, а также для получения конечной продукции или литья требуемого металлического изделия. Существует необходимость в указанных приборах или устройствах для обеспечения лучшей устойчивости к повышенным температурам, применяемым в ваннах с расплавленным металлом, которые предпочтительно имеют длительный срок службы и характеризуются отсутствием реакционной способности с расплавленным металлом, независимо от того, представляет ли собой металл (или содержит металл) алюминий, или медь, или сталь, или цинк, или магний и т.д.
Кроме того, в расплавленных металлах может быть растворен один или более газов и эти газы могут отрицательно влиять на конечную продукцию и литье требуемого металлического изделия и/или результирующие физические свойства самого металлического изделия. Например, газ, растворенный в расплавленном металле, может включать водород, кислород, азот, диоксид серы и т.п. или их комбинации. В некоторых случаях может быть предпочтительным уменьшить количество газа в расплавленном металле или удалить газ. Например, растворенный водород может негативно влиять на литье алюминия (или меди, или другого металла или сплава) и, таким образом, свойства готовых изделий, изготовленных из алюминия (или меди, или другого металла или сплава), могут быть улучшены путем уменьшения количества увлеченного водорода в ванне с расплавом алюминия (или меди, или другого металла или сплава). Растворенный водород в количестве более 0,2 ч/млн, более 0,3 ч/млн или более 0,5 ч/млн в расчете на массу может оказывать негативное влияние на скорость литья и качество получаемых алюминиевых (или медных, или из других металлов или сплавов) стержней и других изделий. В ванну с расплавленным алюминием (или медью, или другим металлом или сплавом) может попадать водород, присутствующий в атмосфере над ванной, содержащей расплавленный алюминий (или медь, или другой металл или сплав), или он может присутствовать в сырье алюминия (или меди, или другого металла или сплава), используемом в ванне с расплавленным алюминием (или медью, или другим металлом или сплавом).
Попытки уменьшить количество растворенных газов в ваннах с расплавленным металлом не были полностью успешными. Часто эти ранее применяемые способы включали использование дополнительного и дорогого оборудования, а также потенциально опасных материалов. Например, способ, используемый в отрасли литья металлов, для снижения содержания растворенного газа в расплавленном металле, может включать применение роторов, изготовленных из материала, такого как графит, и эти роторы могут быть помещать в ванну с расплавленным металлом. Газообразный хлор может быть дополнительно добавлен в ванну с расплавленным металлом в местах, расположенных возле роторов внутри ванны с расплавленным металлом. Хотя добавление газообразного хлора в некоторых случаях может позволить снизить, например, количество растворенного водорода в ванне с расплавленным металлом, этот традиционный способ имеет заметные недостатки, не в последними из которых являются стоимость, сложность и использование потенциально опасного и потенциально вредного для окружающей среды газообразного хлора.
Кроме того, в расплавленных металлах могут присутствовать примеси, которые могут отрицательно влиять на конечную продукцию и литье требуемого металлического изделия и/или результирующие физические свойства самого металлического изделия. Например, примесь в расплавленном металле может содержать щелочной металл или другой металл, присутствие которого не требуется и не желательно в расплавленном металле. Небольшое количество некоторых металлов присутствует в различных металлических сплавах и такие металлы не считаются примесями. В качестве неограничивающих примеров примеси могут включать литий, натрий, калий, свинец и т.п. или их комбинации. Различные примеси могут попадать в ванну с расплавленным металлом (алюминий, медь или другой металл, или сплав) вследствие их присутствия в исходном материале поступающего металлического сырья, используемом в ванне с расплавленным металлом.
Варианты осуществления настоящего изобретения, относящиеся к ультразвуковой дегазации и ультразвуковому измельчению зерна, могут включать способы уменьшения количества растворенного газа в ванне с расплавленным металлом или, альтернативно, способы дегазации расплавленных металлов. Один из таких способов может включать применение ультразвукового устройства в ванне с расплавленным металлом и введение продувочного газа в ванну с расплавленным металлом в непосредственной близости от ультразвукового устройства. Растворенный газ может представлять собой или может содержать кислород, водород, диоксид серы и т.п. или их комбинации. Например, растворенный газ может представлять собой или может содержать водород. Ванна с расплавленным металлом может содержать алюминий, медь, цинк, сталь, магний и т.п. или их смеси и/или их комбинации (например, включая различные сплавы алюминия, меди, цинка, стали, магния и т.д.). В некоторых вариантах осуществления, относящихся к ультразвуковой дегазации и ультразвуковому измельчению зерна, ванна с расплавленным металлом может содержать алюминий, хотя в других вариантах осуществления ванна с расплавленным металлом может содержать медь. Соответственно, расплавленный металл в ванне может представлять собой алюминий или, альтернативно, расплавленный металл может представлять собой медь.
Кроме того, варианты осуществления этого изобретения могут включать способы уменьшения количества примесей, присутствующих в ванне с расплавленным металлом, или, альтернативно, способы удаления примесей. Один из таких способов, относящихся к ультразвуковой дегазации и ультразвуковому измельчению зерна, может включать применение ультразвукового устройства в ванне с расплавленным металлом и введение продувочного газа в ванну с расплавленным металлом в непосредственной близости от ультразвукового устройства. Указанные примеси могут представлять собой или могут включать литий, натрий, калий, свинец и т.п. или их комбинации. Например, примесь может представлять собой или может содержать литий или, альтернативно, натрий. Ванна с расплавленным металлом может содержать алюминий, медь, цинк, сталь, магний и т.п. или их смеси и/или их комбинации (например, включая различные сплавы алюминия, меди, цинка, стали, магния и т.д.). В некоторых вариантах осуществления ванна с расплавленным металлом может содержать алюминий, хотя в других вариантах осуществления ванна с расплавленным металлом может содержать медь. Соответственно, расплавленный металл в ванне может представлять собой алюминий или, альтернативно, расплавленный металл может представлять собой медь.
Продувочный газ для ультразвуковой дегазации и ультразвукового измельчения зерна, применяемый в описанных в данном документе способах дегазации и/или способах удаления примесей, может включать, без ограничений, один или более из азота, гелия, неона, аргона, криптона и/или ксенона. Предполагается, что любой подходящий газ может быть использован в качестве продувочного газа при условии, что не происходит заметного вступления в реакцию этого газа с конкретным металлом(-ами) в ванне с расплавленным металлом или растворения в нем. Кроме того, могут быть использованы смеси или комбинации газов. В соответствии с некоторыми вариантами осуществления, раскрытыми в данном документе, продувочный газ может представлять собой или может содержать инертный газ; альтернативно, продувочный газ может представлять собой или может содержать благородный газ; альтернативно, продувочный газ может представлять собой или может содержать гелий, неон, аргон или их комбинации; альтернативно, продувочный газ может представлять собой или может содержать гелий; альтернативно, продувочный газ может представлять собой или может содержать неон; или, альтернативно, продувочный газ может представлять собой или может содержать аргон. Кроме того, заявители предполагают, что в некоторых вариантах осуществления обычная технология дегазации может быть использована в сочетании со способами ультразвуковой дегазации, раскрытыми в данном документе. Соответственно, продувочный газ также может содержать газообразный хлор в некоторых вариантах осуществления, таких как использование газообразного хлора в качестве продувочного газа отдельно или в комбинации по меньшей мере с одним из азота, гелия, неона, аргона, криптона и/или ксенона.
Однако в других вариантах осуществления настоящего изобретения способы, относящиеся к ультразвуковой дегазации и ультразвуковому измельчению зерна, для дегазации или для уменьшения количества растворенного газа в ванне с расплавленным металлом, могут осуществлять при по существу отсутствии газообразного хлора или при отсутствии газообразного хлора. В контексте настоящего документа фраза «по существу отсутствует» означает, что может быть использовано не более 5 мас. % газообразного хлора в расчете на количество используемого продувочного газа. В некоторых вариантах осуществления способы, раскрытые в данном документе, могут включать введение продувочного газа, причем этот продувочный газ может быть выбран из группы, состоящей из азота, гелия, неона, аргона, криптона, ксенона и их комбинаций.
Количество продувочного газа, вводимого в ванну с расплавленным металлом, может варьироваться в зависимости от множества факторов. Часто количество продувочного газа для ультразвуковой дегазации и ультразвукового измельчения зерна, вводимого согласно способу дегазации расплавленных металлов (и/или способу удаления примесей из расплавленных металлов) в соответствии с вариантами осуществления настоящего изобретения может находиться в диапазоне от около 0,1 до около 150 стандартных литров/мин (л/мин). В некоторых вариантах осуществления количество вводимого продувочного газа может находиться в диапазоне от около 0,5 до около 100 л/мин, от около 1 до около 100 л/мин, от около 1 до около 50 л/мин, от около 1 до около 35 л/мин, от около 1 до около 25 л/мин, от около 1 до около 10 л/мин, от около 1,5 до около 20 л/мин, от около 2 до около 15 л/мин или от около 2 около до 10 л/мин. Указанные значения объемного расхода указаны в стандартных литрах в минуту, т.е. при стандартных температуре (21,1°C) и давлении (101 кПа).
В непрерывных или полунепрерывных операциях с расплавленным металлом количество продувочного газа, вводимого в ванну с расплавленным металлом, может варьироваться в зависимости от выхода расплавленного металла или производительности. Соответственно, количество продувочного газа, вводимого согласно способу дегазации расплавленных металлов (и/или способу удаления примесей из расплавленных металлов) в соответствии с такими вариантами осуществления, относящимися к ультразвуковой дегазации и ультразвуковому измельчению зерна, может находиться в диапазоне от около 10 до около 500 мл/ч продувочного газа на кг/час расплавленного металла (мл продувочного газа/кг расплавленного металла). В некоторых вариантах осуществления отношение объемного расхода продувочного газа к скорости выхода расплавленного металла может находиться в диапазоне от около 10 до около 400 мл/кг; альтернативно, от около 15 до около 300 мл/кг; альтернативно, от около 20 до около 250 мл/кг; альтернативно, от около 30 до около 200 мл/кг; альтернативно, от около 40 до около 150 мл/кг; или, альтернативно, от около 50 до около 125 мл/кг. Как указано выше, объемный расход продувочного газа определяют при стандартных температуре (21,1°C) и давлении (101 кПа).
Способы дегазации расплавленных металлов в соответствии с вариантами осуществления настоящего изобретения и относящиеся к ультразвуковой дегазации и ультразвуковому измельчению зерна могут быть эффективно применены для удаления более чем около 10 мас. % растворенного газа, присутствующего в ванне с расплавленным металлом, т.е. количество растворенного газа в ванне с расплавленным металлом может быть уменьшено более чем приблизительно на 10 мас. % относительно количества растворенного газа, присутствующего до начала процесса дегазации. В некоторых вариантах осуществления количество присутствующего растворенного газа может быть уменьшено более чем приблизительно на 15 мас. %, более чем приблизительно на 20 мас. %, более чем приблизительно на 25 мас. %, более чем приблизительно на 35 мас. %, более чем приблизительно на 50 мас. %, более чем приблизительно на 75 мас. % или более чем приблизительно на 80 мас. % относительно количества растворенного газа, присутствующего перед началом применения способа дегазации. Например, если растворенный газ представляет собой водород, количество водорода в ванне с расплавленным металлом, включающим алюминий или медь, превышающее приблизительно 0,3 ч/млн, или 0,4 ч/млн, или 0,5 ч/млн (в расчете на массу), может быть вредным и часто содержание водорода в расплавленном металле может составлять приблизительно 0,4 ч/млн, приблизительно 0,5 ч/млн, приблизительно 0,6 ч/млн, приблизительно 0,7 ч/млн, приблизительно 0,8 ч/млн, приблизительно 0,9 ч/млн, приблизительно 1 ч/млн, приблизительно 1,5 ч/млн, приблизительно 2 ч/млн или более 2 ч/млн. Предполагается, что при использовании способов, раскрытых в вариантах осуществления настоящего изобретения, может быть снижено количество растворенного газа в ванне с расплавленным металлом до менее чем приблизительно 0,4 ч/млн; альтернативно, до менее чем приблизительно 0,3 ч/млн; альтернативно, до менее чем приблизительно 0,2 ч/млн; альтернативно, в диапазоне от приблизительно 0,1 до приблизительно 0,4 ч/млн; альтернативно, в диапазоне от приблизительно 0,1 до приблизительно 0,3 ч/млн; или, альтернативно, в пределах от приблизительно 0,2 до приблизительно 0,3 ч/млн. В этих и других вариантах осуществления растворенный газ может представлять собой или может включать водород, а расплавленный металл в ванне с расплавленным металлом может представлять собой или может содержать алюминий и/или медь.
Варианты осуществления настоящего изобретения, относящиеся к ультразвуковой дегазации и ультразвуковому измельчению зерна и относящиеся к способам дегазации (например, уменьшению количества растворенного газа в ванне, содержащей расплавленный металл) или к способам удаления примесей, могут включать применение ультразвукового устройства в ванне с расплавленным металлом. Ультразвуковое устройство может содержать ультразвуковой преобразователь и удлиненный зонд, а зонд может иметь первый конец и второй конец. Первый конец может быть прикреплен к ультразвуковому преобразователю, а второй конец может содержать наконечник, причем наконечник удлиненного зонда может содержать ниобий. Признаки согласно иллюстративным и неограничивающим примерам ультразвуковых устройств, которые могут быть использованы в процессах и способах, раскрытых в данном документе, описаны ниже.
Что касается процесса ультразвуковой дегазации или процесса удаления примесей, продувочный газ может быть введен в ванну с расплавленным металлом, например, в месте, расположенном рядом с ультразвуковым устройством. В одном варианте осуществления продувочный газ может быть введен в ванну с расплавленным металлом в месте, расположенном рядом с наконечником ультразвукового устройства. В одном варианте осуществления продувочный газ может быть введен в ванну с расплавленным металлом в пределах приблизительно 1 метра от наконечника ультразвукового устройства, например, в пределах приблизительно 100 см, в пределах приблизительно 50 см, в пределах приблизительно 40 см, в пределах приблизительно 30 см, в пределах приблизительно 25 см или в пределах приблизительно 20 см от наконечника ультразвукового устройства. В некоторых вариантах осуществления продувочный газ может быть введен в ванну с расплавленным металлом в пределах приблизительно 15 см от наконечника ультразвукового устройства; альтернативно, в пределах приблизительно 10 см; альтернативно, в пределах приблизительно 8 см; альтернативно, в пределах приблизительно 5 см; альтернативно, в пределах приблизительно 3 см; альтернативно, в пределах приблизительно 2 см; или альтернативно, в пределах приблизительно 1 см. В конкретном варианте осуществления продувочный газ может быть введен в ванну с расплавленным металлом вблизи наконечника ультразвукового устройства или сквозь него.
Не имея намерения ограничиваться указанной теорией, отметим, что использование ультразвукового устройства и введение продувочного газа в непосредственной близости от него приводит к значительному снижению количества растворенного газа в ванне, содержащей расплавленный металл. Ультразвуковая энергия, создаваемая ультразвуковым устройством, может создавать кавитационные пузырьки в расплаве, в которые может диффундировать растворенный газ. Однако в отсутствие продувочного газа многие из кавитационных пузырьков могут разрушиться до достижения поверхности ванны с расплавленным металлом. Введение продувочного газа может позволить уменьшить количество кавитационных пузырьков, которые разрушаются до достижения поверхности, и/или может позволить увеличить размер пузырьков, содержащих растворенный газ, и/или может позволить увеличить количество пузырьков в ванне с расплавленным металлом, и/или может позволить увеличить скорость переноса пузырьков, содержащих растворенный газ, к поверхности ванны с расплавленным металлом. Ультразвуковое устройство способно создавать кавитационные пузырьки в непосредственной близости от наконечника ультразвукового устройства. Например, для ультразвукового устройства с наконечником диаметром приблизительно от 2 до 5 см, кавитационные пузырьки могут находиться в пределах приблизительно 15 см, приблизительно 10 см, приблизительно 5 см, приблизительно 2 см или приблизительно 1 см от наконечника ультразвукового устройства до их разрушения. Если продувочный газ добавляют на слишком большом расстоянии от наконечника ультразвукового устройства, продувочный газ не сможет диффундировать в кавитационные пузырьки. Таким образом, в вариантах осуществления, относящихся к ультразвуковой дегазации и ультразвуковому измельчению зерна, продувочный газ вводят в ванну с расплавленным металлом в пределах приблизительно 25 см или приблизительно 20 см от наконечника ультразвукового устройства, и более предпочтительно, в пределах приблизительно 15 см, в пределах приблизительно 10 см, в пределах приблизительно 5 см, в пределах приблизительно 2 см или в пределах приблизительно 1 см от наконечника ультразвукового устройства.
Ультразвуковые устройства в соответствии с вариантами осуществления настоящего изобретения могут находиться в контакте с расплавленными металлами, такими как алюминий или медь, например, как раскрыто в патентной публикации США №2009/0224443, которая полностью включена в настоящее описание посредством ссылки. В ультразвуковом устройстве для снижения содержания растворенного газа (например, водорода) в расплавленном металле ниобий или его сплав можно использовать в качестве защитного барьера для устройства, когда оно подвергается воздействию расплавленного металла, или в качестве компонента устройства, на который непосредственно воздействует расплавленный металл.
Варианты осуществления настоящего изобретения, относящиеся к ультразвуковой дегазации и ультразвуковому измельчению зерна, могут включать системы и способы для увеличения срока службы компонентов, непосредственно вступающих в контакт с расплавленными металлами. Например, в вариантах осуществления настоящего изобретения ниобий может быть использован для уменьшения степени разрушения материалов, вступающих в контакт с расплавленными металлами, что ведет к значительному улучшению качества конечных продуктов. Другими словами, варианты осуществления настоящего изобретения позволяют повысить срок службы или сохранить материалы или компоненты, вступающие в контакт с расплавленными металлами, путем использования ниобия в качестве защитного барьера. Свойства ниобия, например, высокая температура его плавления, могут способствовать осуществлению вышеупомянутых вариантов осуществления настоящего изобретения. Кроме того, ниобий также способен образовывать защитный оксидный барьер при воздействии температур около 200°C и выше.
Кроме того, варианты осуществления настоящего изобретения, относящиеся к ультразвуковой дегазации и ультразвуковому измельчению зерна, могут включать системы и способы для увеличения срока службы компонентов, непосредственно вступающих в контакт или взаимодействующих с расплавленными металлами. Поскольку ниобий имеет низкую реакционную способность с некоторыми расплавленными металлами, использование ниобия может позволить предотвратить разрушение материала подложки. Следовательно, в вариантах осуществления настоящего изобретения, относящихся к ультразвуковой дегазации и ультразвуковому измельчению зерна, может быть использован ниобий для уменьшения степени разрушения материалов подложки, что ведет к значительному улучшению качества конечных продуктов. Соответственно, в контексте взаимодействия ниобия с расплавленными металлами может быть полезной как высокая температура плавления ниобия, так и его низкая реакционная способность с расплавленными металлами, такими как алюминий и/или медь.
В некоторых вариантах осуществления ниобий или его сплав можно использовать в ультразвуковом устройстве, содержащем ультразвуковой преобразователь и удлиненный зонд. Удлиненный зонд может иметь первый конец и второй конец, причем первый конец может быть прикреплен к ультразвуковому преобразователю, а второй конец может содержать наконечник. В соответствии с этим вариантом осуществления наконечник удлиненного зонда может содержать ниобий (например, ниобий или его сплав). Ультразвуковое устройство может быть использовано в процессе ультразвуковой дегазации, как описано выше. Ультразвуковой преобразователь может генерировать ультразвуковые волны, а зонд, прикрепленный к преобразователю, может передавать ультразвуковые волны в ванну, содержащую расплавленный металл, такой как алюминий, медь, цинк, сталь, магний и т.п. или их смеси и/или их комбинации (например, включая различные сплавы алюминия, меди, цинка, стали, магния и т.д.).
В различных вариантах осуществления настоящего изобретения использована комбинация ультразвуковой дегазации и ультразвукового измельчения зерна. Использование комбинации ультразвуковой дегазации и ультразвукового измельчения зерна обеспечивает их преимущества как по отдельности, так и в комбинации, как описано ниже. Помимо прочего, нижеследующее обсуждение обеспечивает понимание уникальных эффектов, обеспечиваемых комбинацией ультразвуковой дегазации и ультразвукового измельчения зерна, что приводит к улучшению(-ям) общего качества литого изделия, которого не удастся достичь в случае осуществления указанных операций по отдельности. Эти эффекты были реализованы изобретателями при разработке указанной комбинированной ультразвуковой обработки.
При ультразвуковой дегазации хлористые реагенты (используемые в том случае, когда ультразвуковую дегазацию не осуществляют) исключают из процесса литья металла. Когда хлор в качестве реагента присутствует в ванне с расплавленным металлом, он может реагировать и образовывать прочные химические связи с другими посторонними элементами, которые могут присутствовать в ванне, такими как щелочи. В случае присутствия щелочей в ванне с расплавленным металлом образуются устойчивые соли, которые могут быть включены в отлитый металлический продукт, что ухудшает его электрическую проводимость и механические свойства. Вместо ультразвукового измельчения зерна используют химические добавки для измельчения зерна, такие как борид титана, но эти материалы обычно содержат щелочи.
Соответственно, в случае применения ультразвуковой дегазации, при которой не применяют хлор в качестве технологического элемента, и ультразвукового измельчения зерна, исключающего использование добавок для измельчения зерна (источника щелочей), вероятность стабильного солеобразования и образования результирующих включений в отлитом металлическом продукте существенно снижается. Кроме того, удаление этих посторонних элементов в виде примесей улучшает электрическую проводимость отлитого металлического продукта. Соответственно, в одном варианте осуществления настоящего изобретения сочетание ультразвуковой дегазации и ультразвукового измельчения зерна обеспечивает превосходные механические свойства и свойства электрической проводимости полученного отлитого продукта, поскольку два основных источника примесей устранены без замены одной посторонней примеси на другую.
Другое преимущество, обеспечиваемое сочетанием ультразвуковой дегазации и ультразвукового измельчения зерна, связано с тем фактом, что как ультразвуковая дегазация, так и ультразвуковое измельчение зерна способствуют эффективному «перемешиванию» расплавленного металла в ванне, гомогенизируя расплавленный материал. Когда сплав металла плавится и затем охлаждается до затвердевания, могут существовать промежуточные фазы сплавов из-за соответствующих различий в температурах плавления различных составных частей сплава. В одном варианте осуществления настоящего изобретения как ультразвуковая дегазация, так и ультразвуковая очистка зерна способствуют перемешиванию и примешиванию промежуточных фаз обратно в фазу расплава.
Все указанные преимущества позволяют получить мелкозернистый продукт с меньшим количеством примесей, меньшим количеством включений, лучшей электрической проводимостью, лучшей пластичностью и более высокой прочностью на растяжение по сравнению с использованием либо ультразвуковой дегазации, либо ультразвукового измельчения зерна, или же когда одно или оба из них заменены на обычную обработку хлором или использованием химических добавок для измельчения зерна.
Демонстрация ультразвуковой очистки зерна
Были использованы ограничивающие конструкции, показанные на фиг. 2, 3 и 3В, глубиной 10 см и шириной 8 см, образующие прямоугольный лоток или канал в разливочном колесе 30. Толщина гибкой металлической полосы составляла 6,35 мм. Ширина гибкой металлической полосы составляла 8 мм. Стальной сплав, который был использован для полосы, представлял собой сталь 1010. Была использована ультразвуковая частота 20 кГц при мощности 120 Вт (на один зонд), которую подавали на один или два преобразователя, содержащих виброзонды, находящиеся в контакте с водой в охлаждающей среде. В качестве формы использовали участок разливочного колеса из медного сплава. В качестве охлаждающей среды подавали воду при температуре, близкой к комнатной температуре, и протекающую с расходом приблизительно 15 л/мин по каналам 46.
Расплавленный алюминий выливали с расходом 40 кг/мин, получая непрерывную алюминиевую заготовку, демонстрирующую свойства, соответствующие равноосной зернистой структуре, хотя добавки для измельчения зерна не добавляли. В этой связи отметим, что с применением этой технологии более 300 миллионов фунтов (136078000 кг) алюминиевого стержня были отлиты и прокатаны в провода и кабели с требуемыми конечными размерами.
Металлические продукты
В одном аспекте настоящего изобретения продукты, содержащие отлитую металлическую композицию, могут быть образованы в канале разливочного колеса или в вышеописанных разливочных конструкциях без необходимости в применении добавок для измельчения зерна и все же имеющих размеры зерна менее миллиметра. Соответственно, отлитые металлические композиции могут быть изготовлены с применением менее чем 5% композиций, содержащих добавки для измельчения зерна, с получением при этом зерен размером менее миллиметра. Отлитые металлические композиции могут быть изготовлены с применением менее чем 2% композиций, содержащих добавки для измельчения зерна, с получением при этом зерен размером менее миллиметра. Отлитые металлические композиции могут быть изготовлены с применением менее чем 1% композиций, содержащих добавки для измельчения зерна, с получением при этом зерен размером менее миллиметра. В предпочтительной композиции добавки для измельчения зерна составляют менее 0,5%, или менее 0,2% или менее 0,1%. Отлитые металлические композиции могут быть изготовлены с применением композиций, не содержащих добавки для измельчения зерна, с получением при этом зерен размером менее миллиметра.
Отлитые металлические композиции могут иметь различные размеры зерна менее миллиметра в зависимости от ряда факторов, включающих составные части «чистого» или легированного металла, скорости литья, температуры литья, скорости охлаждения. Ниже перечислены размеры зерна, которые могут быть обеспечены согласно настоящему изобретению. Для алюминия и алюминиевых сплавов размеры зерна варьируются от 200 до 900 микрон, или от 300 до 800 микрон, или от 400 до 700 микрон или от 500 до 600 микрон. Для меди и медных сплавов размеры зерна варьируются от 200 до 900 микрон, или от 300 до 800 микрон, или от 400 до 700 микрон или от 500 до 600 микрон. Для золота, серебра или олова, или же их сплавов размеры зерна варьируются от 200 до 900 микрон, или от 300 до 800 микрон, или от 400 до 700 микрон или от 500 до 600 микрон. Для магния и магниевых сплавов размеры зерна варьируются от 200 до 900 микрон, или от 300 до 800 микрон, или от 400 до 700 микрон или от 500 до 600 микрон. Хотя указаны диапазоны, согласно настоящему изобретению также могут быть применены промежуточные значения. В одном аспекте настоящего изобретения добавки для измельчения зерна с небольшой концентрацией (менее 5%) могут быть добавлены для дополнительного уменьшения размера зерна до значений в пределах 100-500 микрон. Отлитые металлические композиции могут содержать алюминий, медь, магний, цинк, свинец, золото, серебро, олово, бронзу, латунь и их сплавы.
Отлитые металлические композиции могут быть прокатаны или иным образом сформованы в прутковую заготовку, стержень, заготовку, листовую заготовку, проволоку, непрерывнолитые заготовки и окатыши. Автоматизированное управление
Контроллер 500, показанный на фиг. 1, 2, 3 и 4, может быть реализован с помощью компьютерной системы 1201, показанной на фиг. 7. Компьютерная система 1201 может быть использована в качестве контроллера 500 для управления системами литья, указанными выше, или любой другой системой литья или устройством для литья с применением ультразвуковой обработки согласно настоящему изобретению. Хотя на фиг. 1, 2, 3 и 4 контроллер 500 изображен отдельно в виде одного контроллера, он может содержать дискретные и отдельные процессоры, взаимодействующие друг с другом и/или выполненные с возможностью выполнения конкретной функции управления.
В частности, в контроллере 500 могут быть особым образом запрограммированы алгоритмы управления для выполнения функций, изображенных в виде блок-схемы на фиг. 8.
На фиг. 8 изображена блок-схема, в которой элементы могут быть запрограммированы или сохранены на машиночитаемом носителе или на одном из устройств хранения данных, обсуждаемых ниже. На блок-схеме, представленной на фиг. 8, изображен способ согласно настоящему изобретению для создания центров кристаллизации в металлическом продукте. На этапе 1802 запрограммированный элемент управляет операцией разливки расплавленного металла в ограничивающую конструкцию для расплавленного металла. На этапе 1804 запрограммированный элемент управляет операцией охлаждения ограничивающей конструкции для расплавленного металла, например, путем пропускания жидкой среды по охлаждающему каналу в непосредственной близости от ограничивающей конструкции для расплавленного металла. На этапе 1806 запрограммированный элемент управляет операцией передачи энергии колебаний в расплавленный металл. На этом этапе энергия колебаний будет иметь частоту и мощность, которые обеспечивают возникновение центров кристаллизации в расплавленном металле, как обсуждалось выше.
Такие элементы, как температура расплавленного металла, скорость разливки, расход охлаждающей среды, протекающей по ходам охлаждающим каналов и охлаждения формы, а также элементы, связанные с управлением и протяжкой отлитого продукта через стан, включая управление мощностью и частотой источников энергии колебаний, могут быть запрограммированы с применением стандартных языков программирования (обсуждаемых ниже) для создания специализированных процессоров, содержащих команды для осуществления способа согласно настоящему изобретению для создания центров кристаллизации в металлическом продукте.
В частности, компьютерная система 1201, показанная на фиг. 7, содержит шину 1202 или другой механизм обмена данными для передачи информации и процессор 1203, соединенный с шиной 1202 для обработки информации. Компьютерная система 1201 также содержит основное запоминающее устройство 1204, такое как оперативное запоминающее устройство (ОЗУ) или другое динамическое запоминающее устройство (например, динамическое оперативное запоминающее устройство (DRAM), статическое оперативное запоминающее устройство (SRAM) и синхронное динамическое оперативное запоминающее устройство (SDRAM)), соединенное с шиной 1202 для хранения информации и команд, подлежащих выполнению процессором 1203. Кроме того, основное запоминающее устройство 1204 может быть использовано для хранения временных переменных или другой промежуточной информации во время выполнения команд процессором 1203. Компьютерная система 1201 также содержит постоянное запоминающее устройство (ПЗУ) 1205 или другое статическое запоминающее устройство (например, программируемое постоянное запоминающее устройство (ППЗУ), стираемое программируемое постоянное запоминающее устройство (EPROM) и электрически стираемое программируемое постоянное запоминающее устройство (EEPROM)), соединенное с шиной 1202 для хранения статической информации и команд для процессора 1203.
Компьютерная система 1201 также содержит контроллер 1206 накопителя на дисках, соединенный с шиной 1202 для управления одним или более запоминающими устройствами для хранения информации и команд, такими как магнитный накопитель на жестких дисках 1207 и накопитель со сменным носителем 1208 (например, накопитель на гибких дисках, предназначенный только для чтения дисковод для компакт-дисков, дисковод для компакт-дисков с возможностью чтения/записи, дисковод для компакт-дисков с автоматической сменой дисков, накопитель на магнитной ленте и съемный накопитель для магнитооптических дисков). Запоминающие устройства могут быть добавлены в компьютерную систему 1201 с использованием соответствующего интерфейса устройства (например, интерфейса для малых вычислительных машин (SCSI), интерфейса с встроенной электроникой управления (IDE), расширенного интерфейса с встроенной электроникой управления (E-IDE), прямого доступа к запоминающему устройству (DMA) или ultra-DMA).
Компьютерная система 1201 также может содержать специализированные логические устройства (например, специализированные интегральные схемы (ASIC)) или логические устройства с изменяемой конфигурацией (например, простые программируемые логические устройства (SPLD), сложные программируемые логические устройства (CPLD) и программируемые пользователем вентильные матрицы (FPGA)).
Компьютерная система 1201 также может содержать контроллер 1209 дисплея, соединенный с шиной 1202 для управления дисплеем, например, дисплеем с электронно-лучевой трубкой (ЭЛТ) или жидкокристаллическим дисплеем (LCD), для отображения информации пользователю компьютера. Компьютерная система содержит устройства ввода, такие как клавиатура и указательное устройство, для взаимодействия с пользователем компьютера (например, пользователем, взаимодействующим с контроллером 500) и передачи информации на процессор 1203.
Компьютерная система 1201 выполняет часть или все этапы обработки согласно настоящему изобретению (например, этапы, описанные в отношении передачи энергии колебаний в жидкий металл в состоянии температурной остановки) в качестве реакции на исполнение процессором 1203 одной или более последовательностей из одной или более команд, содержащихся в запоминающем устройстве, таком как основное запоминающее устройство 1204. Такие команды могут быть считаны в основное запоминающее устройство 1204 с другого машиночитаемого носителя, такого как магнитный накопитель на жестких дисках 1207 или накопитель со сменным носителем 1208. Один или более процессоров в системе многопроцессорной обработки также могут быть использованы для исполнения последовательностей команд, содержащихся в основном запоминающем устройстве 1204. В альтернативных вариантах осуществления аппаратно-реализованные схемы могут быть использованы вместо программных команд или в сочетании с ними. Таким образом, варианты осуществления не ограничены какой-либо конкретной комбинацией аппаратных схем и программного обеспечения.
Компьютерная система 1201 содержит по меньшей мере один машиночитаемый носитель или запоминающее устройство для хранения команд, запрограммированных в соответствии с идеями настоящего изобретения, а также для хранения структур данных, таблиц, записей или других данных, описанных в данном документе. Примерами машиночитаемых носителей являются компакт-диски, жесткие диски, дискеты, магнитная лента, магнитооптические диски, программируемое постоянное запоминающее устройство (ППЗУ) (стираемое программируемое постоянное запоминающее устройство (EPROM), электрически стираемое программируемое постоянное запоминающее устройство (EEPROM), флэш-EPROM (стираемое программируемое постоянное запоминающее устройство)), динамическое оперативное запоминающее устройство (DRAM), статическое оперативное запоминающее устройство (SRAM), синхронное динамическое оперативное запоминающее устройство (SDRAM) или любой другой магнитный носитель, компакт-диски (например, CD-ROM) или любой другой оптический носитель, или другой физический носитель, несущая волна (описана ниже) или любой другой носитель, с которого компьютер способен считывать данные.
Настоящее изобретение включает программное обеспечение, хранимое на любом одном или на комбинации машиночитаемых носителей, для управления компьютерной системой 1201, для управления устройством или устройствами для реализации настоящего изобретения и для обеспечения возможности взаимодействия между компьютерной системой 1201 и пользователем-человеком. Указанное программное обеспечение может включать, без ограничений, драйверы устройств, операционные системы, средства разработки приложений и прикладное программное обеспечение. Указанный машиночитаемый носитель также включает компьютерный программный продукт согласно настоящему изобретению для выполнения всей или части (если обработка распределена) обработки, выполняемой при осуществлении настоящего изобретения.
Устройства с компьютерным кодом согласно настоящему изобретению могут представлять собой любой механизм, выполненный с возможностью интерпретации или исполнения кода, включая, без ограничений, скрипты, интерпретируемые программы, библиотеки динамических связей (DLL), классы Java и полные исполняемые программы. Кроме того, компоненты обработки согласно настоящему изобретению могут быть распределены с возможностью обеспечения лучшей производительности, надежности и/или стоимости.
Используемый в данном документе термин «машиночитаемый носитель» относится к любому носителю, который участвует в предоставлении команд процессору 1203 для исполнения. Машиночитаемый носитель может иметь различные формы, включая, без ограничений, энергонезависимый носитель, энергозависимый носитель и среду передачи данных. Энергонезависимые носители включают, например, оптические, магнитные диски и магнитооптические диски, такие как накопитель на жестких дисках 1207 или накопитель со сменным носителем 1208. Энергозависимый носитель включает динамическое запоминающее устройство, такое как основное запоминающее устройство 1204. Среда передачи данных включает коаксиальные кабели, медный провод и волоконно-оптический кабель, в том числе провода, составляющие шину 1202. Среда передачи данных также может представлять собой акустические или световые волны, например, волны, генерируемые во время передачи радиоволн и передачи данных с помощью инфракрасных излучений.
Компьютерная система 1201 также может содержать интерфейс 1213 связи, соединенный с шиной 1202. Интерфейс 1213 связи обеспечивает двустороннее соединение для передачи данных с сетевой линией связи 1214, которая подключена, например, к локальной сети (LAN) 1215 или к другой сети 1216 связи, такой как Интернет. Например, интерфейс 1213 связи может представлять собой карту сетевого интерфейса для подключения к любой локальной сети с коммутацией пакетов. В качестве другого примера, интерфейс 1213 связи может представлять собой карту асимметричной цифровой абонентской линии (ADSL), карту цифровой сети с интегрированными службами (ISDN) или модем для обеспечения соединения для передачи данных с линией связи соответствующего типа. Кроме того, могут быть реализованы беспроводные линии связи. В любом таком варианте реализации интерфейс 1213 связи отправляет и принимает электрические, электромагнитные или оптические сигналы, которые переносят потоки цифровых данных, содержащих информацию различных типов.
Сетевая линия связи 1214, как правило, обеспечивает передачу данных посредством одной или более сетей на другие устройства данных. Например, сетевая линия связи 1214 может обеспечивать соединение с другим компьютером по локальной сети 1215 (например, LAN) или посредством оборудования, управляемое поставщиком услуг, который предоставляет услуги связи посредством сети 1216 связи. В одном варианте осуществления эта возможность позволяет применить в настоящем изобретении множество вышеописанных контроллеров 500, объединенных в сеть для таких целей, как автоматизация заводского оборудования или управление качеством. В локальной сети 1215 и сети 1216 связи используют, например, электрические, электромагнитные или оптические сигналы, которые переносят потоки цифровых данных, и соответствующий физический уровень (например, кабель категории 5 (CAT 5), коаксиальный кабель, оптоволокно и т.д.). Сигналы, передаваемые посредством различных сетей, и сигналы, передаваемые посредством сетевой линии связи 1214 и посредством интерфейса 1213 связи, которые переносят цифровые данные в компьютерную систему 1201 и из нее, могут быть реализованы в виде сигналов основной полосы частот или сигналов на основе несущей волны. Сигналы основной полосы частот переносят цифровые данные в виде немодулированных электрических импульсов, которые описывают поток битов цифровых данных, причем термин «биты» следует широко истолковывать как символ, причем каждый символ передает по меньшей мере один или более информационных битов. Цифровые данные также могут быть использованы для модуляции несущей волны, например, с помощью амплитудно-, фазои/или частотно-манипулированных сигналов, которые распространяются по проводящей среде или передаются в виде электромагнитных волн в среде распространения. Таким образом, цифровые данные могут быть отправлены в виде немодулированных данных в основной полосе частот по «проводному» каналу связи и/или отправлены в пределах заданной полосы частот, отличной от основной полосы частот, путем модуляции несущей волны. Компьютерная система 1201 может передавать и принимать данные, содержащие программный код, посредством сети(-ей) 1215 и 1216, сетевой лини связи 1214 и интерфейса 1213 связи. Кроме того, сетевая линия связи 1214 может обеспечивать соединение посредством локальной сети 1215 с мобильным устройством 1217, таким как персональный цифровой помощник (PDA), переносной компьютер или сотовый телефон.
В частности, в одном варианте осуществления настоящего изобретения применена система непрерывного литья и прокатки (CCRS), с помощью которой можно в непрерывном режиме производить бунты стержня из чистого алюминия сорта «электрический провод» и стержня из алюминиевого сплава сорта «провод» непосредственно из расплавленного металла. С системой непрерывного литья и прокатки может быть использована одна или более компьютерных систем 1201 (описанных выше) для осуществления управления, контроля и хранения данных.
В одном варианте осуществления настоящего изобретения для получения высококачественного алюминиевого стержня применяют усовершенствованную систему компьютерного контроля и сбора данных (SCADA), с помощью которой осуществляют контроль прокатного стана (т.е. системы непрерывного литья и прокатки (CCRS)) и/или управление ним. Дополнительные переменные и параметры указанной системы могут быть отображены, изображены графически, сохранены и проанализированы для управления качеством.
В одном варианте осуществления настоящего изобретения один или более из нижеследующих процессов послепроизводственного испытания регистрируют в системе сбора данных.
Для постоянного контроля качества поверхности алюминиевого стержня в линии могут быть использованы вихретоковые дефектоскопы. Если включения расположены вблизи поверхности стержня, они могут быть обнаружены, поскольку включение в матрице отображается как прерывистый дефект. При литье и прокатке алюминиевого стержня дефекты в готовом продукте могут возникать в любой момент осуществления процесса. Неправильный химический состав расплава и/или избыток водорода в металле могут привести к образованию дефектов в процессе прокатки. Вихретоковая система позволяет провести испытание без разрушения образца, а система управления для системы непрерывного литья и прокатки (CCRS) может предупредить оператора(-ов) об обнаружении любого из дефектов, описанных выше. Вихретоковая система способна обнаруживать поверхностные дефекты и классифицировать дефекты как небольшие, средние или большие. Результаты вихретоковой дефектоскопии могут быть записаны в системе компьютерного контроля и сбора данных (SCADA) и сопоставлены партии алюминия (или другого обрабатываемого металла) и дате ее производства.
Когда стержень будет намотан в конце процесса, объемные механические и электрические свойства отлитого алюминия могут быть измерены и записаны в системе компьютерного контроля и сбора данных (SCADA). Испытания качества продукции включают: растяжение, удлинение и определение проводимости. Прочность на растяжение является мерой прочности материалов и представляет собой максимальную силу, действие которой способен выдержать материал при растяжении до разрыва. Значения удлинения являются мерой пластичности материала. Измеренные значения проводимости обычно указывают в процентах от «международного стандарта на отожженную медь» (IACS). Эти показатели качества продукции могут быть записаны в системе компьютерного контроля и сбора данных (SCADA) и сопоставлены партии алюминия и дате ее производства.
В дополнение к вихретоковым данным, может быть выполнен анализ поверхности с использованием испытаний на кручение. Отлитый алюминиевый стержень подвергают управляемому испытанию на скручивание. Дефекты, связанные с неправильным затвердеванием, наличием включений и продольных дефектов, созданных в процессе прокатки, увеличиваются и их выявляют на скрученном стержне. Как правило, эти дефекты проявляются в виде шва, параллельного направлению прокатки. Ряд параллельных линий, возникший после закручивания стержня по часовой стрелке и против часовой стрелки, указывает на то, что образец является гомогенным, а негомогенность в процессе литья приведет к отклонению линий. Результаты испытания на скручивание могут быть записаны в системе компьютерного контроля и сбора данных (SCADA) и сопоставлены партии алюминия и дате ее производства.
Подготовка образца и продукта
Образцы и продукты могут быть изготовлены с помощью вышеуказанной системы непрерывного литья и прокатки с использованием улучшенной передачи энергии колебаний и/или улучшенных способов охлаждения, подробно описанных выше. Процесс литья и прокатки начинают с создания непрерывного потока расплавленного алюминия из системы плавильной печи и печи для выравнивания температуры, доставляемого посредством желобной системы с огнеупорной футеровкой либо в линейную систему химического измельчения зерна, либо в ультразвуковую систему измельчения зерна, рассмотренную выше. Кроме того, система непрерывного литья и прокатки может включать рассмотренную выше систему ультразвуковой дегазации, в которой ультразвуковые акустические волны и продувочный газ используют для удаления растворенного водорода или других газов из расплавленного алюминия. Из дегазатора металл поступает в фильтр расплавленного металла с элементами из пористой керамики, которые дополнительно уменьшают количество включений в расплавленном металле. Затем по желобной системе расплавленный алюминий будет транспортирован в разливочное устройство. Из разливочного устройства расплавленный алюминий будет выливаться в форму, образованную периферийной канавкой медного разливочного кольца и стальной полосой, как обсуждалось выше, и содержащую вышеописанные проходы для введения охлаждающей среды, обеспечивающие поток охлаждающей среды в нижней части зонда для передачи энергии колебаний или вблизи него. Расплавленный алюминий охлаждают до образования твердого литого прута с помощью воды, распределяемой через распылительные форсунки из многозонных водяных коллекторов с магнитными расходомерами для критических зон. Непрерывный алюминиевый литой прут выходит из литейного кольца на конвейер для переноса прута в прокатный стан.
Прокатный стан может содержать клети прокатного стана с индивидуальным приводом, которые уменьшают диаметр прута. Стержень отправляют на волочильный стан, на котором стержни будут вытянуты до заданных диаметров, а затем намотаны. Когда стержень будет намотан в конце процесса, объемные механические и электрические свойства отлитого алюминия могут быть измерены. Испытания качества включают: растяжение, удлинение и определение проводимости. Прочность на растяжение является мерой прочности материалов и представляет собой максимальную силу, действие которой способен выдержать материал при растяжении до разрыва. Значения удлинения являются мерой пластичности материала. Измеренные значения проводимости обычно указывают в процентах от «международного стандарта на отожженную медь» (IACS).
1. Прочность на растяжение является мерой прочности материалов и представляет собой максимальную силу, действие которой способен выдержать материал при растяжении до разрыва. Измерения растяжения и удлинения проводили на одном и том же образце. Для измерений растяжения и удлинения был выбран образец с рабочей длиной 10 дюймов. Образец стержня был вставлен в машину для растяжения. Ручки были установлены на отметках 10 дюймов. Прочность на растяжение = усилие разрыва (фунт.)/площадь поперечного сечения (ΔG), где r (в дюймах) представляет собой радиус стержня.
2. % удлинения = ((L1-L2)/L1)×100. L1 представляет собой начальную рабочую длину материала, a L2 представляет собой конечную длину, которая получают путем размещения двух разорванных образцов из испытания на растяжение и измерения возникшего повреждения. Как правило, чем более пластичным является материал, тем больше сужение будет наблюдаться в образце при растяжении.
3. Проводимость: измеренные значения проводимости обычно указывают в процентах от «международного стандарта на отожженную медь» (IACS). Измерения проводимости проводят с использованием моста Кельвина, более подробная информация приведена в ASTM В193-02. IACS представляет собой единицу электрической проводимости для металлов и сплавов относительно стандартного отожженного медного проводника; значение IACS 100% соответствует проводимости 5,80×107 сименс на метр (58,0 МСм/м) при 20°C.
Описанный выше способ получения непрерывного стержня может быть использован не только для производства электротехнических алюминиевых проводников, но и механических алюминиевых сплавов с использованием ультразвукового измельчения зерна и ультразвуковой дегазации. Для испытаний и контроля качества для процесса ультразвукового измельчения зерна собирают и протравливают образцы литого прута.
На фиг. 10 показана схема технологического процесса для получения сталеалюминиевой проволоки (ACSR). На этой схеме показано получение из чистого расплавленного алюминия алюминиевой проволоки, которая будет использована для производства алюминиевой проволоки, армированный сталью (ACSR). Первым этапом процесса преобразования является создание алюминиевого стержня из расплавленного алюминия. На следующем этапе стержень протягивают через несколько штампов, причем в зависимости от диаметра конца это может быть выполнено за один или множество проходов. Когда стержень будет вытянут до конечного диаметра, проволоку наматывают на катушки массой от 200 фунтов (91 кг) до 500 фунтов (227 кг). Эти отдельные катушки скручивают вокруг стального многожильного кабеля в сталеалюминиевые кабели ACSR, которые содержат несколько отдельных алюминиевых нитей. Количество нитей и диаметр каждой нити будут зависеть, например, от требований заказчика.
На фиг. 11 показана схема технологического процесса для получения сталеалюминиевой проволоки ACSS. На этой схеме показано получение из чистого расплавленного алюминия алюминиевой проволоки, которая будет использована для производства сталеалюминиевой проволоки (ACSS). Первым этапом процесса преобразования является получение из расплавленного алюминия алюминиевого стержня. На следующем этапе стержень протягивают через несколько штампов, причем в зависимости от диаметра конца это может быть выполнено за один или множество проходов. Когда стержень будет вытянут до конечного диаметра, проволоку наматывают на катушки массой от 200 фунтов (91 кг) до 500 фунтов (227 кг). Эти отдельные катушки скручивают вокруг стального многожильного кабеля в сталеалюминиевые кабели ACSS, которые содержат несколько отдельных алюминиевых нитей. Количество нитей и диаметр каждой нити будут зависеть от требований заказчика. Одно из различий между кабелями ACSR и ACSS заключается в том, что после скручивания алюминия вокруг стального кабеля весь кабель подвергают термообработке в печах до сверхмягкого состояния алюминия. Важно отметить, что прочность кабеля ACSR определяется сочетанием прочности алюминия и стальным кабелем, в то время как в кабеле ACSS прочность в большей степени зависит от стали, находящейся внутри кабеля ACSS.
На фиг. 12 представлена схема технологического процесса для получения алюминиевой полосы, в ходе которого из полосы в результате получают кабель в металлической оболочке. Согласно этой схеме первым этапом является создание алюминиевого стержня из расплавленного алюминия. После этого стержень прокатывают через несколько прокатных штампов, чтобы получить из него полосу, как правило, шириной около 0,375 дюйма (9,525 мм) и толщиной от около 0,015 до 0,018 дюйма (от 0,381 до 0,457 мм). Прокатанную полосу преобразуют в площадки круглой формы, массой приблизительно 600 фунтов (272 кг). Важно отметить, что другие значения ширины и толщины также могут быть получены с использованием процесса прокатки, но чаще всего встречаются ширина 0,375 дюйма (9,525 мм) и толщина от 0,015 до 0,018 дюйма (от 0,381 до 0,457 мм). Эти площадки затем подвергают термической обработке в печах, чтобы привести указанные прокладки в промежуточное состояние отжига. В этом состоянии алюминий не является совершенно твердым или сверхмягким. Затем полоса будет использована в качестве защитного кожуха, собранного в качестве брони из замкнутой металлической ленты (полосы), которая охватывает один или более проводников изолированной цепи.
Из материалов с измельченным с помощью ультразвука зерном с использованием вышеописанной улучшенной передачи энергии колебаний согласно настоящему изобретению может быть изготовлена вышеупомянутая кабельная и проволочная продукция с использованием вышеописанных способов.
Обобщенные утверждения согласно настоящему изобретению
В следующих утверждениях согласно настоящему изобретению предложены один или более признаков настоящего изобретения, которые не ограничивают объем настоящего изобретения.
Пункт 1. Устройство для обработки расплавленного металла для разливочного колеса на литейной установке, содержащее: узел, установленный на разливочном колесе (или соединенный с ним), содержащий по меньшей мере один источник энергии колебаний, который передает (например, который имеет конфигурацию, которая обеспечивает доставку) энергию колебаний (например, ультразвуковую, создаваемую механическим способом и/или акустическую энергию, передаваемую непосредственно или опосредованно) в расплавленный металл, разливаемый в разливочном колесе, во время охлаждения расплавленного металла в разливочном колесе, опорное устройство, удерживающее по меньшей мере один источник энергии колебаний, и, необязательно, направляющее устройство, которое направляет указанный узел относительно перемещения разливочного колеса. В одном аспекте указанного устройства для обработки расплавленного металла предложено устройство для передачи энергии, выполненное с возможностью передачи энергии в расплавленный металл. Устройство для обработки расплавленного металла также может включать любое из устройств для передачи энергии, описанных в пп. 106-128.
Пункт 2. Устройство по п. 1, в котором опорное устройство содержит корпус, содержащий охлаждающий канал для переноса по нему охлаждающей среды.
Пункт 3. Устройство по п. 2, в котором охлаждающий канал содержит указанную охлаждающую среду, включающую по меньшей мере одно из воды, газа, жидкого металла и моторных масел.
Пункт 4. Устройство по пп. 1, 2, 3 или 4, в котором по меньшей мере один источник энергии колебаний содержит по меньшей мере один ультразвуковой преобразователь, по меньшей мере один вибратор с механическим приводом или их комбинацию.
Пункт 5. Устройство по п. 4, в котором ультразвуковой преобразователь (например, пьезоэлектрический элемент) выполнен с возможностью передачи энергии колебаний в диапазоне частот до 400 кГц или в котором ультразвуковой преобразователь (например, магнитострикционный элемент) выполнен с возможностью передачи энергии колебаний в диапазоне частот от 20 до 200 кГц.
Пункт 6. Устройство по пп. 1,2 или 3, в котором вибратор с механическим приводом включает множество вибраторов с механическим приводом.
Пункт 7. Устройство по п. 4, в котором вибратор с механическим приводом выполнен с возможностью передачи энергии колебаний в диапазоне частот до 10 кГц или в котором вибратор с механическим приводом выполнен с возможностью передачи энергии колебаний в диапазоне частот от 8000 до 15000 колебаний в минуту.
Пункт 8а. Устройство по п. 1, в котором разливочное колесо содержит полосу, ограничивающую растекание расплавленного металла в канале разливочного колеса.
Пункт 8b. Устройство по любому из пп. 1-7, в котором узел расположен над разливочным колесом и имеет ходы в корпусе для прохождения через них полосы, ограничивающей растекание расплавленного металла в канале разливочного колеса.
Пункт 9. Устройство по п. 8, в котором указанная полоса направлена вдоль корпуса, чтобы охлаждающая среда протекала из охлаждающего канала вдоль боковой стороны полосы, противоположной расплавленному металлу.
Пункт 10. Устройство по любому из пп. 1-9, в котором опорное устройство содержит по меньшей мере одно или более из ниобия, сплава ниобия, титана, сплава титана, тантала, сплава тантала, меди, сплава меди, рения, сплава рения, стали, молибдена, сплава молибдена, нержавеющей стали, керамики, композитного материала, полимера, или металла.
Пункт 11. Устройство по п. 10, в котором керамика включает нитрид-кремниевую керамику.
Пункт 12. Устройство по п. 11, в котором нитрид-кремниевая керамика включает сиалон (SIALON).
Пункт 13. Устройство по любому из пп. 1-12, в котором корпус содержит огнеупорный материал.
Пункт 14. Устройство по п. 13, в котором огнеупорный материал включает по меньшей мере одно из меди, ниобия, ниобия и молибдена, тантала, вольфрама и рения, а также их сплавов.
Пункт 15. Устройство по п. 14, в котором огнеупорный материал включает одно или более из кремния, кислорода или азота.
Пункт 16. Устройство по любому из пп. 1-15, в котором по меньшей мере один источник энергии колебаний содержит более одного источника энергии колебаний, находящегося в контакте с охлаждающей средой; например, в контакте с охлаждающей средой, протекающей через опорное устройство или направляющее устройство.
Пункт 17. Устройство по п. 16, в котором по меньшей мере один источник энергии колебаний содержит по меньшей мере один виброзонд, вставленный в охлаждающий канал в опорном устройстве.
Пункт 18. Устройство по любому из пп. 1-3 и 6-15, в котором по меньшей мере один источник энергии колебаний содержит по меньшей мере один виброзонд, находящийся в контакте опорным устройством.
Пункт 19. Устройство по любому из пп. 1-3 и 6-15, в котором по меньшей мере один источник энергии колебаний содержит по меньшей мере один виброзонд, находящийся в контакте с полосой в основании опорного устройства.
Пункт 20. Устройство по любому из пп. 1-19, в котором по меньшей мере один источник энергии колебаний включает множество источников энергии колебаний, распределенных в разных местоположениях в опорном устройстве.
Пункт 21. Устройство по любому из пп. 1-20, в котором направляющее устройство расположено на полосе на ободе разливочного колеса.
Пункт 22. Способ получения металлического продукта, включающий: подачу расплавленного металла в ограничивающую конструкцию литейной установки; охлаждение расплавленного металла в ограничивающей конструкции и передачу энергии колебаний в расплавленный металл в ограничивающей конструкции во время выполнения указанного охлаждения. Способ получения металлического продукта в некоторых случаях может включать любой из этапов, перечисленных в пп. 129-138.
Пункт 23. Способ по п. 22, согласно которому подача расплавленного металла включает наливание расплавленного металла в канал в разливочном колесе.
Пункт 24. Способ по п. 22 или 23, согласно которому передача энергии колебаний включает передачу указанной энергии колебаний по меньшей мере от одного ультразвукового преобразователя или магнитострикционного преобразователя. Пункт 25. Способ по п. 24, согласно которому передача указанной энергии колебаний включает передачу энергии колебаний в диапазоне частот от 5 до 40 кГц. Пункт 26. Способ по п. 22 или 23, согласно которому передача энергии колебаний включает передачу указанной энергии колебаний от вибратора с механическим приводом.
Пункт 27. Способ по п. 26, согласно которому передача указанной энергии колебаний включает передачу энергии колебаний в диапазоне частот от 8000 до 15000 колебаний в минуту или до 10 кГц.
Пункт 28. Способ по любому из пп. 22-27, согласно которому охлаждение включает охлаждение расплавленного металла путем приложения по меньшей мере одного из воды, газа, жидкого металла и моторного масла к ограничивающей конструкции, удерживающей расплавленный металл.
Пункт 29. Способ по любому из пп. 22-28, согласно которому подача расплавленного металла включает подачу указанного расплавленного металла в форму.
Пункт 30. Способ по любому из пп. 22-29, согласно которому подача расплавленного металла включает подачу указанного расплавленного металла в форму для непрерывного литья.
Пункт 31. Способ по любому из пп. 22-30, согласно которому подача расплавленного металла включает подачу указанного расплавленного металла в форму для горизонтального или вертикального литья, или форму для двухвалкового литья.
Пункт 32. Литейная установка, содержащая литейную форму, выполненную с возможностью охлаждения расплавленного металла, и устройство для обработки расплавленного металла по любому из пп. 1-21 и/или пп. 106-128.
Пункт 33. Установка по п. 32, в которой форма содержит форму для непрерывного литья.
Пункт 34. Установка по п. 32 или 33, в которой форма содержит форму для горизонтального или вертикального литья.
Пункт 35. Литейная установка, содержащая: ограничивающую конструкцию для расплавленного металла, выполненную с возможностью охлаждения расплавленного металла; и источник энергии колебаний, прикрепленный к ограничивающей конструкции для расплавленного металла и выполненный с возможностью передачи энергии колебаний в расплавленный металл на частотах до 400 кГц. Литейная установка также может содержать любое из устройств для передачи энергии, описанных в пп. 106-128.
Пункт 36. Литейная установка, содержащая: ограничивающую конструкцию для расплавленного металла, выполненную с возможностью охлаждения расплавленного металла; и источник энергии создаваемых механическим способом колебаний, прикрепленный к ограничивающей конструкции для расплавленного металла и выполненный с возможностью передачи энергии колебаний на частотах до 10 кГц (включая диапазон от 0 до 15000 колебаний в минуту и от 8000 до 15000 колебаний в минуту) в расплавленный металл. Литейная установка также может содержать любое из устройств для передачи энергии, описанных в пп. 106-128.
Пункт 37. Система для получения металлического продукта, содержащая: средство для разливки расплавленного металла в ограничивающую конструкцию для расплавленного металла; средство для охлаждения ограничивающей конструкции для расплавленного металла; средство для передачи энергии колебаний в расплавленный металл на частотах до 400 кГц (включая диапазоны от 0 до 15000 колебаний в минуту, от 8000 до 15000 колебаний в минуту, до 10 кГц, от 15 до 40 кГц или от 20 до 200 кГц); и контроллер, содержащий информационные входы и управляющие выходы, и запрограммированный с применением алгоритмов управления, которые позволяют выполнить любой из этапов, перечисленных в пп. 22-31 и/или в пп. 129-138.
Пункт 38. Система для получения металлического продукта, содержащая: устройство для обработки расплавленного металла по любому из пп. 1-21 и/или пп. 106-128; и контроллер, содержащий информационные входы и управляющие выходы, и запрограммированный с применением алгоритмов управления, которые позволяют выполнить любой из этапов, перечисленных в пп. 22-31 и/или в пп. 129-138.
Пункт 39. Система для получения металлического продукта, содержащая: узел, соединенный с разливочным колесом, содержащий корпус, содержащий охлаждающую среду, благодаря чему расплавленный металл, разливаемый в разливочном колесе, охлаждается охлаждающей средой, и устройство, которое направляет узел относительно перемещения разливочного колеса. Система также может содержать любое из устройств для передачи энергии, описанных в пп. 106-128.
Пункт 40. Система по п. 38, содержащая любой из элементов, определенных в пп. 2-3, 8-15 и 21.
Пункт 41. Устройство для обработки расплавленного металла для литейной установки, содержащее: по меньшей мере один источник энергии колебаний, который передает энергию колебаний в расплавленный металл, разливаемый в разливочном колесе, во время охлаждения расплавленного металла в разливочном колесе; и опорное устройство, удерживающее указанный источник энергии колебаний. Устройство для обработки расплавленного металла также может включать любое из устройств для передачи энергии по пп. 106-128.
Пункт 42. Устройство по п. 41, содержащее любой из элементов, определенных в пп. 4-15.
Пункт 43. Устройство для обработки расплавленного металла для разливочного колеса на литейной установке, содержащее: узел, соединенный с разливочным колесом, содержащий: 1) по меньшей мере один источник энергии колебаний, который передает энергию колебаний в расплавленный металл, разливаемый в разливочном колесе, во время охлаждения расплавленного металла в разливочном колесе, 2) опорное устройство, удерживающее указанный по меньшей мере один источник энергии колебаний, и 3) необязательное направляющее устройство, которое направляет указанный узел относительно перемещения разливочного колеса. Устройство для обработки расплавленного металла также может включать любое из устройств для передачи энергии по пп. 106-128.
Пункт 44. Устройство по п. 43, в котором по меньшей мере один источник энергии колебаний передает энергию колебаний непосредственно в расплавленный металл, разливаемый в разливочном колесе.
Пункт 45. Устройство по п. 43, в котором по меньшей мере один источник энергии колебаний опосредованно передает энергию колебаний в расплавленный металл, разливаемый в разливочном колесе.
Пункт 46. Устройство для обработки расплавленного металла для литейной установки, содержащее: по меньшей мере один источник энергии колебаний, который передает энергию колебаний с помощью зонда, вставленного в расплавленный металл, разливаемый в разливочном колесе, во время охлаждения расплавленного металла в разливочном колесе; и опорное устройство, удерживающее указанный источник энергии колебаний, причем энергия колебаний уменьшает разделение расплавленного металла по мере его затвердевания. Устройство для обработки расплавленного металла также может включать любое из устройств для передачи энергии по пп. 106-128.
Пункт 47. Устройство по п. 46, содержащее любой из элементов, определенных в пп. 2-21.
Пункт 48. Устройство для обработки расплавленного металла для литейной установки, содержащее: по меньшей мере один источник энергии колебаний, который передает акустическую энергию в расплавленный металл, разливаемый в разливочном колесе, во время охлаждения расплавленного металла в разливочном колесе; и опорное устройство, удерживающее указанный источник энергии колебаний. Устройство для обработки расплавленного металла также может включать любое из устройств для передачи энергии по пп. 106-128.
Пункт 49. Устройство по п. 48, в котором по меньшей мере один источник энергии колебаний содержит усилитель звука.
Пункт 50. Устройство по п. 49, в котором усилитель звука передает энергию колебаний посредством газообразной среды в расплавленный металл.
Пункт 51. Устройство по п. 49, в котором усилитель звука передает энергию колебаний посредством газообразной среды в опорную конструкцию, удерживающую расплавленный металл.
Пункт 52. Способ измельчения зерна, включающий: передачу энергии колебаний в расплавленный металл во время охлаждения расплавленного металла; разделение дендритов, образующихся в расплавленном металле, для создания источника центров кристаллизации в расплавленном металле. Способ измельчения зерна в некоторых случаях может включать любой из этапов, перечисленных в пп. 129-138.
Пункт 53. Способ по п. 52, согласно которому энергия колебаний включает по меньшей мере одно или более из ультразвуковых колебаний, создаваемых механическим способом колебаний и акустических колебаний.
Пункт 54. Способ по п. 52, согласно которому источник центров кристаллизации в расплавленном металле не содержит посторонние примеси.
Пункт 55. Способ по п. 52, согласно которому участок расплавленного металла недоохлаждают, чтобы получить указанные дендриты.
Пункт 56. Устройство для обработки расплавленного металла, содержащее: источник расплавленного металла; ультразвуковой дегазатор, содержащий ультразвуковой зонд, вставленный в расплавленный металл; форму для приема расплавленного металла; узел, установленный на указанной форме, содержащий по меньшей мере один источник энергии колебаний, который передает энергию колебаний в расплавленный металл, разливаемый в разливочном колесе, во время охлаждения расплавленного металла в форме, и опорное устройство, удерживающее указанный по меньшей мере один источник энергии колебаний. Устройство для обработки расплавленного металла также может включать любое из устройств для передачи энергии по пп. 106-128.
Пункт 57. Устройство по п. 56, в котором форма включает компонент разливочного колеса литейной установки.
Пункт 58. Устройство по п. 56, в котором опорное устройство содержит корпус, содержащий охлаждающий канал для переноса по нему охлаждающей среды.
Пункт 59. Устройство по п. 58, в котором охлаждающий канал содержит указанную охлаждающую среду, включающую по меньшей мере одно из воды, газа, жидкого металла и моторных масел.
Пункт 60. Устройство по п. 56, в котором по меньшей мере один источник энергии колебаний содержит ультразвуковой преобразователь.
Пункт 61. Устройство по п. 56, в котором по меньшей мере один источник энергии колебаний содержит вибратор с механическим приводом.
Пункт 62. Устройство по п. 61, в котором вибратор с механическим приводом выполнен с возможностью передачи энергии колебаний в диапазоне частот до 10 кГц.
Пункт 63. Устройство по п. 56, в котором форма содержит полосу, ограничивающую растекание расплавленного металла в канале разливочного колеса.
Пункт 64. Устройство по п. 63, в котором узел расположен над разливочным колесом и имеет ходы в корпусе для прохождения через них полосы, ограничивающей растекание расплавленного металла в канале разливочного колеса.
Пункт 65. Устройство по п. 64, в котором указанная полоса направлена вдоль корпуса, чтобы охлаждающая среда протекала из охлаждающего канала вдоль боковой стороны полосы, противоположной расплавленному металлу.
Пункт 66. Устройство по п. 56, в котором опорное устройство содержит по меньшей мере одно или более из ниобия, сплава ниобия, титана, сплава титана, тантала, сплава тантала, меди, сплава меди, рения, сплава рения, стали, молибдена, сплава молибдена, нержавеющей стали, керамики, композитного материала, полимера или металла.
Пункт 67. Устройство по п. 66, в котором керамика включает нитрид-кремниевую керамику.
Пункт 68. Устройство по п. 67, в котором нитрид-кремниевая керамика включает сиалон (SIALON).
Пункт 69. Устройство по п. 64, в котором корпус содержит огнеупорный материал.
Пункт 70. Устройство по п. 69, в котором огнеупорный материал включает по меньшей мере одно из меди, ниобия, ниобия и молибдена, тантала, вольфрама и рения, а также их сплавов.
Пункт 71. Устройство по п. 69, в котором огнеупорный материал включает одно или более из кремния, кислорода или азота.
Пункт 72. Устройство по п. 56, в котором по меньшей мере один источник энергии колебаний содержит более одного источника энергии колебаний, находящегося в контакте с охлаждающей средой.
Пункт 73. Устройство по п. 72, в котором по меньшей мере один источник энергии колебаний содержит по меньшей мере один виброзонд, вставленный в охлаждающий канал в опорном устройстве.
Пункт 74. Устройство по п. 56, в котором по меньшей мере один источник энергии колебаний содержит по меньшей мере один виброзонд, находящийся в контакте опорным устройством.
Пункт 75. Устройство по п. 56, в котором по меньшей мере один источник энергии колебаний содержит по меньшей мере один виброзонд, находящийся в непосредственном контакте с полосой в основании опорного устройства.
Пункт 76. Устройство по п. 56, в котором по меньшей мере один источник энергии колебаний содержит множество источников энергии колебаний, распределенных в разных местоположениях в опорном устройстве.
Пункт 77. Устройство по п. 57, дополнительно содержащее направляющее устройство, которое направляет узел относительно перемещения разливочного колеса.
Пункт 78. Устройство по п. 72, в котором направляющее устройство расположено на полосе на ободе разливочного колеса.
Пункт 79. Устройство по п. 56, в котором ультразвуковой дегазатор содержит: удлиненный зонд, имеющий первый конец и второй конец, причем первый конец прикреплен к ультразвуковому преобразователю, а второй конец содержит наконечник; и систему доставки продувочного газа, содержащую впускное отверстие для продувочного газа и выпускное отверстие для продувочного газа, причем выпускное отверстие для продувочного газа расположено на наконечнике удлиненного зонда для введения продувочного газа в расплавленный металл.
Пункт 80. Устройство по п. 56, в котором удлиненный зонд содержит керамику.
Пункт 81. Металлический продукт, содержащий: отлитую металлическую композицию с размерами зерна менее миллиметра и содержащий менее 0,5% добавок для измельчения зерна и имеющий по меньшей мере одно из следующих свойств: удлинение, которое варьируется от 10 до 30% при силе растяжения 100 фунтов/дюйм2, прочность на растяжение, которая составляет от 50 до 300 МПа; или электрическую проводимость, которая находится в диапазоне от 45 до 75% IAC, где IAC представляет собой процентную единицу электрической проводимости по отношению к стандартному отожженному медному проводнику.
Пункт 82. Продукт по п. 81, в котором композиция содержит менее 0,2% добавок для измельчения зерна.
Пункт 83. Продукт по п. 81, в котором композиция содержит менее 0,1% добавок для измельчения зерна.
Пункт 84. Продукт по п. 81, в котором композиция не содержит добавки для измельчения зерна.
Пункт 85. Продукт по п. 81, в котором композиция содержит по меньшей мере одно из алюминия, меди, магния, цинка, свинца, золота, серебра олова, бронзы, латуни и их сплавов.
Пункт 86. Продукт по п. 81, в котором из указанной композиции образовано по меньшей мере одно заготовки из прутковой заготовки, стержня, заготовки, листовой заготовки, проволоки, непрерывнолитых заготовок и окатышей.
Пункт 87. Продукт по п. 81, в котором удлинение составляет от 15 до 25%, или прочность на растяжение составляет от 100 до 200 МПа или электрическая проводимость составляет от 50 до 70% от «международного стандарта на отожженную медь» (IAC).
Пункт 88. Продукт по п. 81, в котором удлинение составляет от 17 до 20%, или прочность на растяжение составляет от 150 до 175 МПа или электрическая проводимость составляет от 55 до 65% от «международного стандарта на отожженную медь» (IAC).
Пункт 89. Продукт по п. 81, в котором удлинение составляет от 18 до 19%, или прочность на растяжение составляет от 160 до 165 МПа или электрическая проводимость составляет от 60 до 62% от «международного стандарта на отожженную медь» (IAC).
Пункт 90. Продукт по любому из пп. 81, 87, 88 и 89, в котором композиция содержит алюминий или алюминиевый сплав.
Пункт 91. Продукт по п. 90, в котором из алюминия или алюминиевого сплава получена армированная сталью проволочная жила.
Пункт 91А. Продукт по п. 90, в котором из алюминия или алюминиевого сплава получена усиленная сталью проволочная жила.
Пункт 92. Металлический продукт, изготовленный в результате выполнения одного или более этапов способа, описанных в пп. 52-55 или в пп. 129-138, и содержащий отлитую металлическую композицию.
Пункт 93. Продукт по п. 92, в котором отлитая металлическая композиция имеет размеры зерна менее миллиметра и содержит менее 0,5% добавок для измельчения зерна.
Пункт 94. Продукт по п. 92, причем металлический продукт имеет по меньшей мере одно из следующих свойств: удлинение, которое варьируется от 10 до 30% при силе растяжения 100 фунтов/дюйм2, прочность на растяжение, которая составляет от 50 до 300 МПа; или электрическую проводимость, которая находится в диапазоне от 45 до 75% IAC, где IAC представляет собой процентную единицу электрической проводимости по отношению к стандартному отожженному медному проводнику.
Пункт 95. Продукт по п. 92, в котором композиция содержит менее 0,2% добавок для измельчения зерна.
Пункт 96. Продукт по п. 92, в котором композиция содержит менее 0,1% добавок для измельчения зерна.
Пункт 97. Продукт по п. 92, в котором композиция не содержит добавки для измельчения зерна.
Пункт 98. Продукт по п. 92, в котором композиция содержит по меньшей мере одно из алюминия, меди, магния, цинка, свинца, золота, серебра олова, бронзы, латуни и их сплавов.
Пункт 99. Продукт по п. 92, в котором из указанной композиции образовано по меньшей мере одно заготовки из прутковой заготовки, стержня, заготовки, листовой заготовки, проволоки, непрерывнолитых заготовок и окатышей.
Пункт 100. Продукт по п. 92, в котором удлинение составляет от 15 до 25%, или прочность на растяжение составляет от 100 до 200 МПа или электрическая проводимость составляет от 50 до 70% от «международного стандарта на отожженную медь» (IAC).
Пункт 101. Продукт по п. 92, в котором удлинение составляет от 17 до 20%, или прочность на растяжение составляет от 150 до 175 МПа или электрическая проводимость составляет от 55 до 65% от «международного стандарта на отожженную медь» (IAC).
Пункт 102. Продукт по п. 92, в котором удлинение составляет от 18 до 19%, или прочность на растяжение составляет от 160 до 165 МПа или электрическая проводимость составляет от 60 до 62% от «международного стандарта на отожженную медь» (IAC).
Пункт 103. Продукт по п. 92, в котором композиция содержит алюминий или алюминиевый сплав.
Пункт 104. Продукт по п. 103, в котором из алюминия или алюминиевого сплава получена армированная сталью проволочная жила.
Пункт 105. Продукт по п. 103, в котором из алюминия или алюминиевого сплава получена усиленная сталью проволочная жила.
Пункт 106. Устройство для передачи энергии, выполненное с возможностью передачи энергии в расплавленный металл, содержащее: источник кавитации, который обеспечивает доставку энергии через охлаждающую среду и через приемник, находящийся в контакте с расплавленным металлом; причем указанный источник кавитации содержит зонд, расположенный в охлаждающем канале; причем указанный зонд имеет по меньшей мере один проход для введения охлаждающей среды между нижней частью зонда и приемником; и указанный действующий зонд вызывает возникновение кавитаций в охлаждающей среде, причем указанные кавитации направляют через охлаждающую среду к приемнику. В одном аспекте настоящего изобретения источник кавитации с проходом для введения обеспечивает улучшенную передачу энергии колебаний в расплавленный металл и/или улучшенное охлаждение расплавленного металла.
Пункт 107. Устройство по п. 106, в котором указанное по меньшей мере один проход для введения содержит сквозное отверстие для прохода охлаждающей среды через зонд.
Пункт 108. Устройство по п. 106, дополнительно содержащее узел, с помощью которого указанный источник кавитации закрепляют на разливочном колесе литейной установки или на разливочном устройстве для подачи расплавленного металла на разливочное колесо.
Пункт 109. Устройство по п. 108, в котором узел имеет ходы в корпусе для прохождения через них полосы, ограничивающей растекание расплавленного металла в канале разливочного колеса.
Пункт 110. Устройство по п. 109, в котором указанная полоса содержит указанный приемник, находящийся в контакте с расплавленным металлом.
Пункт 111. Устройство по п. 106, в котором источник кавитации содержит по меньшей мере одно из ультразвукового преобразователя или магнитострикционного преобразователя, передающих указанную энергию на указанный зонд.
Пункт 112. Устройство по п. 111, в котором энергия, передаваемая на указанный зонд, находится в диапазоне частот до 400 кГц.
Пункт 113. Устройство по п. 106, в котором указанное по меньшей мере один проход для введения содержит сквозное отверстие в зонде для прохода охлаждающей среды.
Пункт 114. Устройство по п. 106, в котором указанное по меньшей мере один проход для введения содержит центральное сквозное отверстие и периферийные сквозные отверстия в зонде.
Пункт 115. Устройство по п. 106, в котором указанная охлаждающая среда включает по меньшей мере одно из воды, газа, жидкого металла, жидкого азота и моторного масла.
Пункт 116. Устройство по п. 106, в котором приемник содержит по меньшей мере одно или более из ниобия, сплава ниобия, титана, сплава титана, тантала, сплава тантала, меди, сплава меди, рения, сплава рения, стали, молибдена, сплава молибдена, нержавеющей стали, керамики, композитного материала или металла.
Пункт 117. Устройство по п. 116, в котором керамика включает нитрид-кремниевую керамику.
Пункт 118. Устройство по п. 117, в котором нитрид-кремниевая керамика включает нитрид оксида кремния-оксида алюминия.
Пункт 119. Устройство по п. 106, в котором источник кавитации прикреплен к корпусу, содержащему расплавленный металл и имеющему охлаждающий канал, а корпус содержит огнеупорный материал.
Пункт 120. Устройство по п. 119, в котором огнеупорный материал включает по меньшей мере одно из меди, ниобия, ниобия и молибдена, тантала, вольфрама и рения, а также их сплавов.
Пункт 121. Устройство по п. 119, в котором огнеупорный материал включает одно или более из кремния, кислорода или азота.
Пункт 122. Устройство по п. 106, в котором источник кавитации включает более одного источника кавитации.
Пункт 123. Устройство по п. 106, в котором зонд включает по меньшей мере один виброзонд.
Пункт 124. Устройство по п. 106, в котором наконечник зонда находится в пределах 5 мм до соприкосновения с приемником.
Пункт 125. Устройство по п. 106, в котором наконечник зонда находится в пределах 2 мм до соприкосновения с приемником.
Пункт 126. Устройство по п. 106, в котором наконечник зонда находится в пределах 1 мм до соприкосновения с приемником.
Пункт 127. Устройство по п. 106, в котором наконечник зонда находится в пределах 0,5 мм до соприкосновения с приемником.
Пункт 128. Устройство по п. 106, в котором наконечник зонда находится в пределах 0,2 мм до соприкосновения с приемником.
Пункт 129. Способ получения металлического продукта, включающий: подачу расплавленного металла в ограничивающую конструкцию; охлаждение расплавленного металла в ограничивающей конструкции с помощью охлаждающей среды путем введения охлаждающей среды в область в пределах 5 мм от приемника, находящегося в контакте с расплавленным металлом; и передачу энергии в расплавленный металл в ограничивающей конструкции посредством виброзонда, создающего кавитации в охлаждающей среде, причем во время указанной передачи охлаждающую среду вводят между нижней частью зонда и приемником, находящимся в контакте с расплавленным металлом в ограничивающей конструкции.
Пункт 130. Способ по п. 129, согласно которому подача расплавленного металла включает наливание расплавленного металла в канал в разливочном колесе.
Пункт 131. Способ по п. 129, согласно которому передача энергии включает передачу указанной энергии по меньшей мере от одного ультразвукового преобразователя или магнитострикционного преобразователя на указанный зонд.
Пункт 132. Способ по п. 131, согласно которому передача указанной энергии включает передачу энергии в диапазоне частот от 5 до 400 кГц.
Пункт 133. Способ по п. 129, согласно которому охлаждение включает введение указанной охлаждающей среды по меньшей мере из одного отверстия для введения в зонде.
Пункт 134. Способ по п. 129, согласно которому охлаждение включает введение охлаждающей среды по направлению к приемнику и включение кавитаций охлаждающей среды.
Пункт 135. Способ по п. 129, согласно которому охлаждение включает охлаждение расплавленного металла путем приложения по меньшей мере одного из воды, газа, жидкого металла, жидкого азота и моторного масла к ограничивающей конструкции, удерживающей расплавленный металл.
Пункт 136. Способ по п. 129, согласно которому подача расплавленного металла включает подачу указанного расплавленного металла в форму.
Пункт 137. Способ по п. 129, согласно которому подача расплавленного металла включает подачу указанного расплавленного металла в форму для непрерывного литья.
Пункт 138. Способ по п. 129, согласно которому подача расплавленного металла включает подачу указанного расплавленного металла в форму для горизонтального или вертикального литья.
Пункт 139. Литейная установка, содержащая литейную форму, выполненную с возможностью охлаждения расплавленного металла, и устройство для передачи энергии по любому из пп. 106-128.
Пункт 140. Установка по п. 139, в которой форма содержит форму для непрерывного литья.
Пункт 141. Установка по п. 139, в которой форма содержит форму для горизонтального или вертикального литья.
Пункт 142. Литейная установка, содержащая: ограничивающую конструкцию для расплавленного металла, выполненную с возможностью охлаждения расплавленного металла; и источник кавитации со встроенным инжектором охлаждающей среды, выполненный с возможностью введения охлаждающей среды в область между источником кавитации и приемником, находящимся в контакте с расплавленным металлом в ограничивающей конструкции.
Пункт 143. Литейная установка, содержащая: ограничивающую конструкцию для расплавленного металла, выполненную с возможностью охлаждения расплавленного металла; и генератор кавитационных пузырьков со встроенным инжектором охлаждающей среды, выполненный с возможностью введения охлаждающей среды в область между генератором кавитационных пузырьков и приемником, находящимся в контакте с расплавленным металлом в ограничивающей конструкции.
Пункт 144. Система для получения металлического продукта, содержащая: средство для разливки расплавленного металла в ограничивающую конструкцию для расплавленного металла; средство для охлаждения ограничивающей конструкции для расплавленного металла; средство для охлаждения ограничивающей конструкции для расплавленного металла путем введения охлаждающей среды в область в пределах 5 мм от приемника, находящегося в контакте с расплавленным металлом в ограничивающей конструкции; и контроллер, содержащий информационные входы и управляющие выходы, и запрограммированный с применением алгоритмов управления, которые позволяют выполнить любой из этапов, перечисленных в пп. 24-33.
Пункт 145. Система для получения металлического продукта, содержащая: устройство для передачи энергии по любому из пп. 106-128; и контроллер, содержащий информационные входы и управляющие выходы, и запрограммированный с применением алгоритмов управления, которые позволяют выполнить любой из этапов, перечисленных в пп. 129-138.
Пункт 146. Система для получения металлического продукта, содержащая: узел, соединенный с разливочным колесом, содержащий корпус, содержащий охлаждающую среду, благодаря чему расплавленный металл, разливаемый в разливочном колесе, охлаждается охлаждающей средой, источник кавитации со встроенным инжектором охлаждающей среды, выполненный с возможностью введения охлаждающей среды в область между источником кавитации и приемником, находящимся в контакте с расплавленным металлом в ограничивающей конструкции; и устройство, которое направляет узел относительно перемещения разливочного колеса.
Пункт 147. Устройство для обработки расплавленного металла для литейной установки, содержащее: источник кавитации со встроенным инжектором охлаждающей среды, выполненный с возможностью введения охлаждающей среды в область между источником кавитации и приемником, находящимся в контакте с расплавленным металлом в ограничивающей конструкции; и опорное устройство, удерживающее указанный источник энергии колебаний.
Пункт 148. Устройство для обработки расплавленного металла для разливочного колеса на литейной установке, содержащее: узел, соединенный с разливочным колесом, содержащий источник кавитации со встроенным инжектором охлаждающей среды, выполненный с возможностью введения охлаждающей среды в область между источником кавитации и приемником, находящимся в контакте с расплавленным металлом в ограничивающей конструкции; опорное устройство, удерживающее указанный по меньшей мере один источник энергии колебаний, и направляющее устройство, которое направляет указанный узел относительно перемещения разливочного колеса.
Пункт 149. Устройство по п. 148, в котором источник кавитации обеспечивает кавитационные пузырьки, разрушение которых приводит к возникновению ударных волн в охлаждающей среде.
Пункт 150. Устройство по п. 148, в котором источник кавитации обеспечивает кавитационные пузырьки, разрушение которых в контакте с расплавленным металлом приводит к возникновению ударных волн в охлаждающей среде.
Пункт 151. Устройство для обработки расплавленного металла для литейной установки, содержащее: генератор кавитационных пузырьков, который доставляет кавитационные пузырьки на приемник, находящийся в контакте с расплавленным металлом в ограничивающей конструкции, и который вводит охлаждающую среду в область между генератором кавитационных пузырьков и приемником, причем кавитационные пузырьки передают энергию в расплавленный металл.
Пункт 152. Устройство для обработки расплавленного металла для литейной установки, содержащее: генератор кавитационных пузырьков, который передает энергию в расплавленный металл, разливаемый в разливочном колесе, во время охлаждения расплавленного металла с помощью охлаждающей среды, и который подает охлаждающую среду с кавитационными пузырьками в область между генератором кавитационных пузырьков и приемником, находящимся в контакте с расплавленным металлом в ограничивающей конструкции; и опорное устройство, удерживающее указанный генератор кавитационных пузырьков в охлаждающей среде.
Пункт 153. Устройство для обработки расплавленного металла, содержащее: источник расплавленного металла; ультразвуковой дегазатор, содержащий ультразвуковой зонд, вставленный в расплавленный металл; форму для приема расплавленного металла; узел, установленный на указанной форме, содержащий источник кавитации со встроенным инжектором охлаждающей среды, выполненный с возможностью введения охлаждающей среды в область между источником кавитации и приемником, находящимся в контакте с расплавленным металлом в ограничивающей конструкции; и опорное устройство, удерживающее указанный по меньшей мере один источник энергии колебаний.
На основании изложенных выше идей могут быть предложены многочисленные изменения и варианты настоящего изобретения. Таким образом, следует понимать, что в пределах объема прилагаемой формулы изобретения настоящее изобретение может быть осуществлено на практике не так, как, в частности, описано в данном документе.
| название | год | авторы | номер документа |
|---|---|---|---|
| ИЗМЕЛЬЧЕНИЕ ЗЕРНА МЕТАЛЛОВ С ПРИМЕНЕНИЕМ НЕПОСРЕДСТВЕННОЙ ПЕРЕДАЧИ ЭНЕРГИИ КОЛЕБАНИЙ ПРИ ПРОИЗВОДСТВЕ ЛИТЫХ МЕТАЛЛИЧЕСКИХ ЗАГОТОВОК | 2018 |
|
RU2764885C2 |
| СПОСОБЫ И СИСТЕМЫ ДЛЯ УЛЬТРАЗВУКОВОГО ИЗМЕЛЬЧЕНИЯ ЗЕРНА И ДЕГАЗАЦИИ ПРИ ЛИТЬЕ МЕТАЛЛА | 2016 |
|
RU2829376C2 |
| СПОСОБЫ И СИСТЕМЫ ДЛЯ УЛЬТРАЗВУКОВОГО ИЗМЕЛЬЧЕНИЯ ЗЕРНА И ДЕГАЗАЦИИ ПРИ ЛИТЬЕ МЕТАЛЛА | 2016 |
|
RU2729003C2 |
| Ультразвуковое улучшение материалов, получаемых литьем с прямым охлаждением | 2019 |
|
RU2799570C2 |
| УЛЬТРАЗВУКОВОЕ ИЗМЕЛЬЧЕНИЕ ЗЕРНА | 2016 |
|
RU2782769C2 |
| УЛЬТРАЗВУКОВЫЕ ДАТЧИКИ С ВЫПУСКНЫМИ ОТВЕРСТИЯМИ ДЛЯ ГАЗА ДЛЯ ДЕГАЗАЦИИ РАСПЛАВЛЕННЫХ МЕТАЛЛОВ | 2014 |
|
RU2696163C1 |
| УЛЬТРАЗВУКОВОЕ УСТРОЙСТВО СО ВСТРОЕННОЙ СИСТЕМОЙ ПОДАЧИ ГАЗА | 2012 |
|
RU2638909C2 |
| СУПЕРУЛЬТРАЗВУКОВАЯ УСТАНОВКА С ОБЪЕДИНЕННОЙ СИСТЕМОЙ ПОДАЧИ ГАЗА | 2012 |
|
RU2751985C2 |
| СПОСОБ ПОЛУЧЕНИЯ БЫСТРООТВЕРЖДЕННОГО СПЛАВА ДЛЯ МАГНИТА | 2003 |
|
RU2255833C1 |
| СПОСОБ УЛЬТРАЗВУКОВОЙ ОБРАБОТКИ РАСПЛАВА ЗАЭВТЕКТИЧЕСКИХ СИЛУМИНОВ | 1999 |
|
RU2163647C1 |
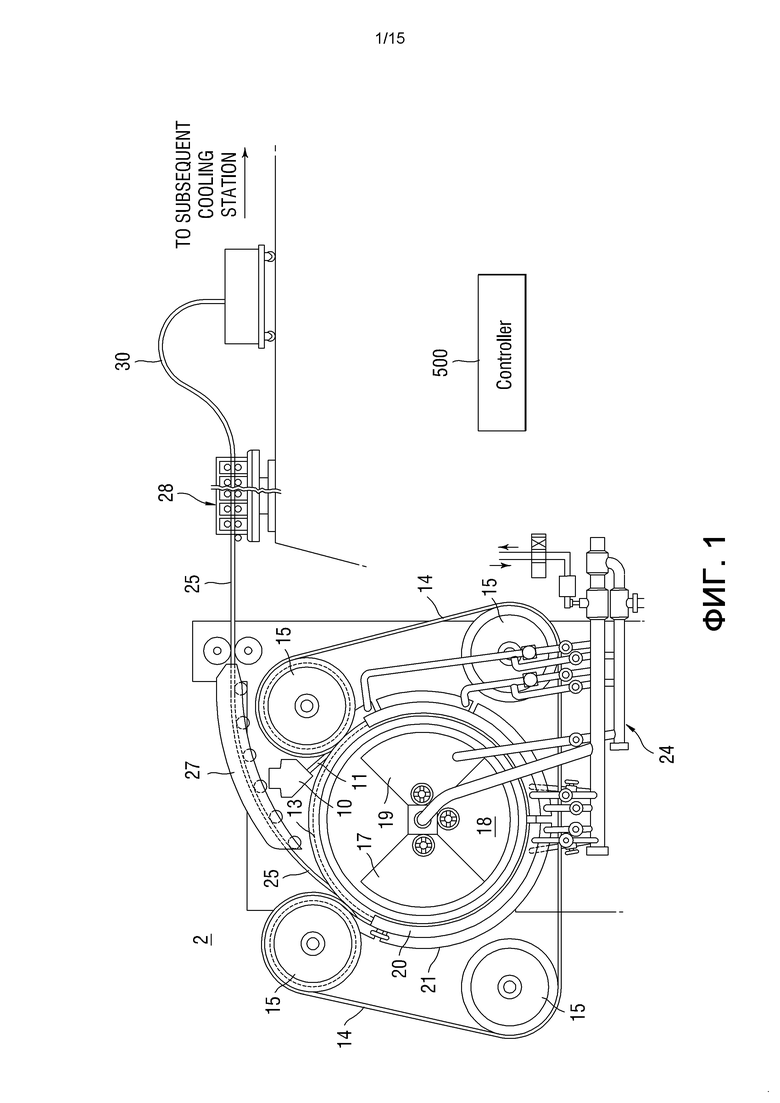




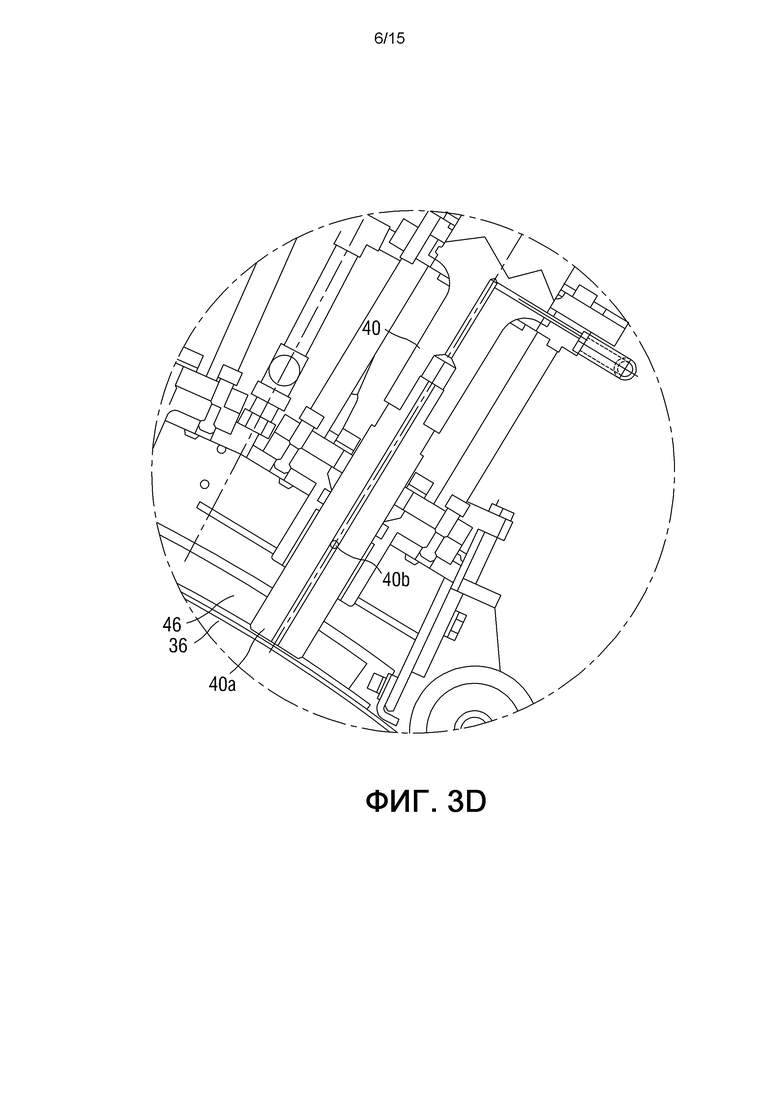
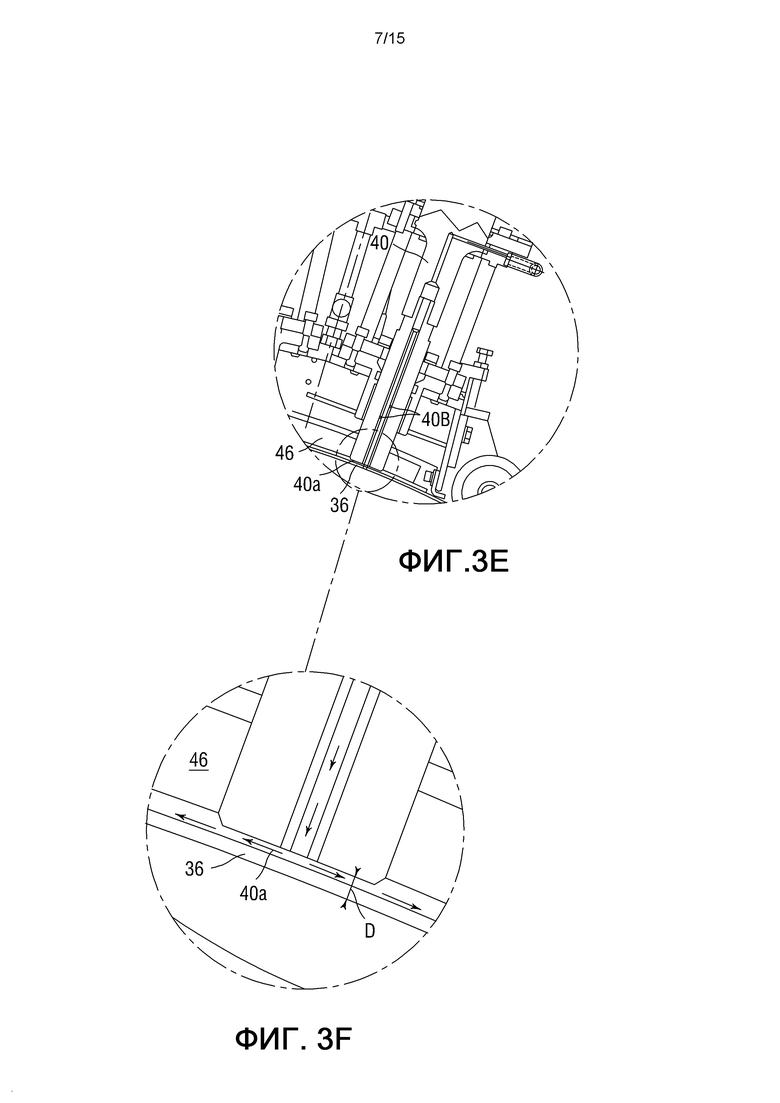




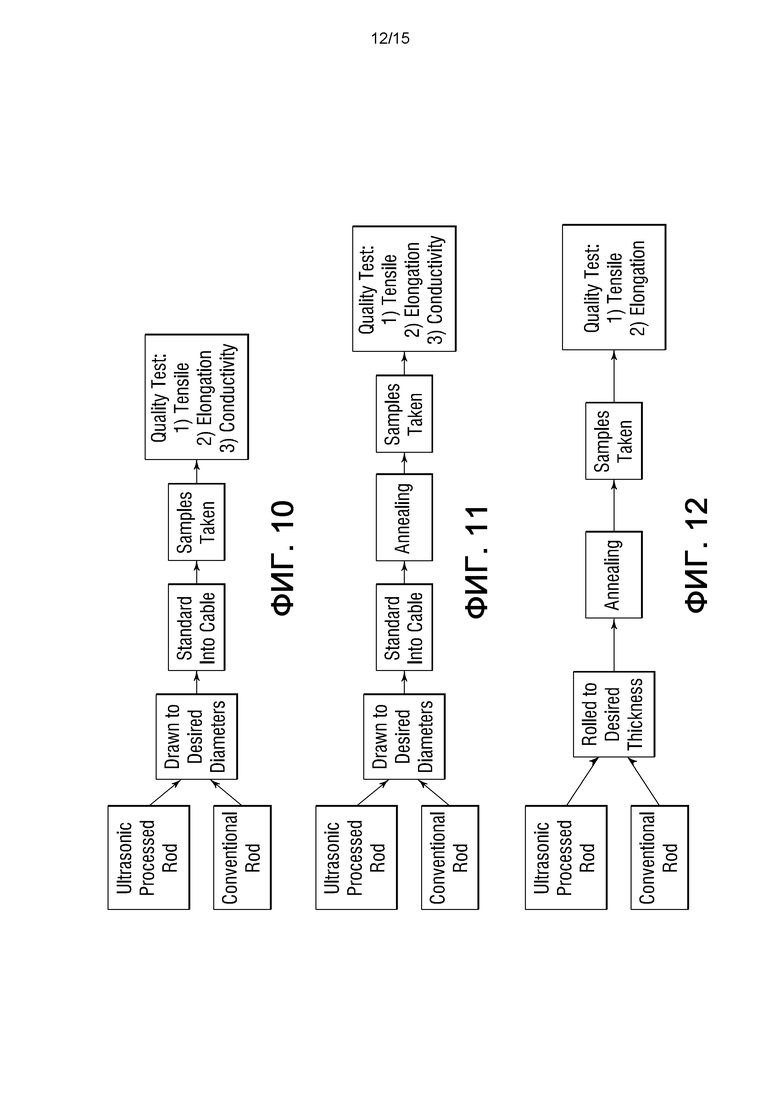



Изобретение относится к устройству для ультразвуковой обработки расплавленного металла при производстве литых металлических заготовок с регулируемым размером зерна и изделий на их основе. Устройство содержит источник колебаний, который выполнен с возможностью передачи энергии на приемник, находящийся в контакте с расплавленным металлом, причем указанный источник колебаний содержит зонд, расположенный в охлаждающем канале, имеющий по меньшей мере один проход для введения охлаждающей среды между нижней частью зонда и приемником и выполненный с возможностью создания в процессе работы колебаний и/или кавитаций в охлаждающей среде, направленных на приемник, при этом кавитации направляют через охлаждающую среду к приемнику. Обеспечивается уменьшение размера зерна за счет создания центров кристаллизации в расплавленном металле для образования равноосной структуры зерна в получаемой отлитой металлической заготовке без использования химических добавок (TiBor), увеличение срока службы полосы, в результате чего повышается производительность, увеличение кавитации благодаря вытеканию охлаждающей среды из наконечника зонда(-ов), а также возможность изменения и/или улучшения термодинамических характеристик затвердевания, что потенциально может обеспечить синтез функционализированных сплавов. 4 н. и 28 з.п. ф-лы, 16 ил.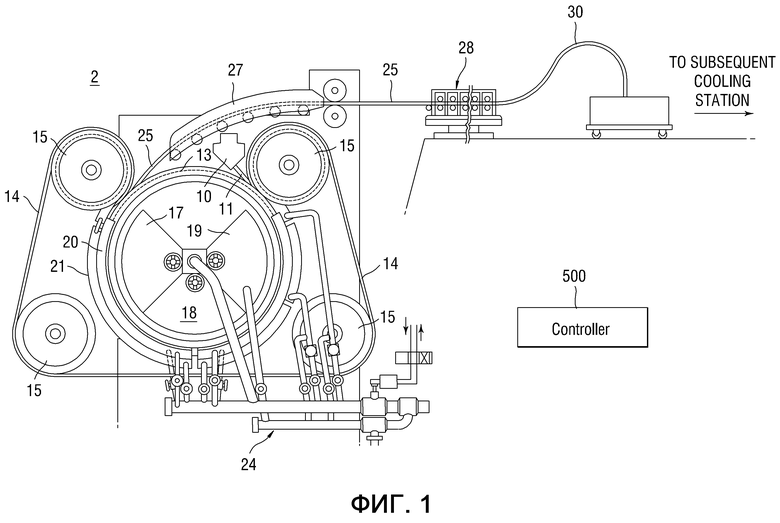
1. Устройство для ультразвуковой обработки расплавленного металла при производстве литых металлических заготовок с регулируемым размером зерна и изделий на их основе, содержащее:
источник колебаний, который выполнен с возможностью передачи энергии на приемник, находящийся в контакте с расплавленным металлом, причем указанный источник колебаний содержит зонд, который имеет по меньшей мере один проход для введения,
причем указанный зонд в процессе работы выполнен с возможностью создания колебаний и/или кавитаций, которые направлены на приемник,
при этом зонд расположен в охлаждающем канале и в процессе работы выполнен с возможностью введения охлаждающей среды между нижней частью зонда и приемником через указанный по меньшей мере один проход для введения.
2. Устройство по п. 1, в котором указанный по меньшей мере один проход для введения содержит сквозное отверстие для прохода охлаждающей среды через зонд.
3. Устройство по любому из пп. 1, 2, дополнительно содержащее узел, с помощью которого указанный источник колебаний закреплен на литейной установке или на разливочном устройстве для подачи расплавленного металла на литейную установку.
4. Устройство по п. 3, в котором указанный приемник, находящийся в контакте с расплавленным металлом, содержит полосу.
5. Устройство по любому из пп. 1-4, в котором источник колебаний содержит по меньшей мере один пьезоэлектрический или магнитострикционный ультразвуковой преобразователь, передающий указанную энергию в указанный зонд.
6. Устройство по любому из пп. 1-5, в котором источник колебаний содержит по меньшей мере один источник механических колебаний.
7. Устройство по любому из пп. 1-6, в котором энергия, передаваемая на указанный зонд, находится в диапазоне частот до 400 кГц.
8. Устройство по любому из пп. 1-7, в котором указанный по меньшей мере один проход для введения содержит центральное сквозное отверстие и периферийные сквозные отверстия в зонде.
9. Устройство по п. 1, в котором указанная охлаждающая среда включает по меньшей мере одно из воды, газа, жидкого металла, жидкого азота или масла.
10. Устройство по любому из пп. 1-9, в котором приемник содержит по меньшей мере одно или более из ниобия, сплава ниобия, титана, сплава титана, тантала, сплава тантала, меди, сплава меди, рения, сплава рения, стали, молибдена, сплава молибдена, нержавеющей стали, керамики, композитного материала или металла.
11. Устройство по п. 4, в котором полоса содержит нержавеющую сталь.
12. Устройство по любому из пп. 1-11, в котором зонд содержит титан.
13. Устройство по любому из пп. 1-12, в котором источник колебаний прикреплен к корпусу, содержащему расплавленный металл, причем корпус содержит огнеупорный материал.
14. Устройство по п. 13, в котором огнеупорный материал включает по меньшей мере одно из меди, ниобия, ниобия и молибдена, тантала, вольфрама и рения, а также их сплавов.
15. Устройство по п. 14, в котором огнеупорный материал включает одно или более из кремния, кислорода или азота.
16. Устройство по любому из пп. 1-15, в котором наконечник зонда находится в пределах 5 мм до соприкосновения с приемником.
17. Устройство по любому из пп. 1-16, в котором наконечник зонда находится в пределах 2 мм до соприкосновения с приемником.
18. Устройство по любому из пп. 1-17, в котором наконечник зонда находится в пределах 1 мм до соприкосновения с приемником.
19. Устройство по любому из пп. 1-18, в котором наконечник зонда находится в пределах 0,5 мм до соприкосновения с приемником.
20. Устройство по любому из пп. 1-19, в котором наконечник зонда находится в пределах 0,2 мм до соприкосновения с приемником.
21. Способ производства литых металлических заготовок с регулируемым размером зерна и изделий на их основе, включающий:
подачу расплавленного металла в ограничивающую конструкцию;
охлаждение расплавленного металла в ограничивающей конструкции с помощью охлаждающей среды путем введения охлаждающей среды в область в пределах 5 мм от приемника, находящегося в контакте с расплавленным металлом; и
передачу энергии в расплавленный металл в ограничивающей конструкции посредством виброзонда, создающего колебания и/или кавитации в охлаждающей среде,
причем во время указанной передачи охлаждающую среду вводят между нижней частью зонда и приемником, находящимся в контакте с расплавленным металлом в ограничивающей конструкции.
22. Способ по п. 21, согласно которому подача расплавленного металла включает наливание расплавленного металла в канал в разливочном колесе.
23. Способ по п. 21 или 22, согласно которому передача энергии включает передачу указанной энергии по меньшей мере от одного ультразвукового преобразователя или магнитострикционного преобразователя на указанный зонд.
24. Способ по п. 23, согласно которому передача указанной энергии включает передачу энергии в диапазоне частот от 5 до 400 кГц.
25. Способ по любому из пп. 21-24, согласно которому охлаждение включает введение указанной охлаждающей среды по меньшей мере из одного отверстия для введения в зонде.
26. Способ по п. 25, согласно которому охлаждение включает введение охлаждающей среды по направлению к приемнику и обеспечение колебаний и/или кавитаций в охлаждающей среде.
27. Способ по любому из пп. 21-26, согласно которому охлаждение включает охлаждение расплавленного металла путем приложения по меньшей мере одного из воды, газа, жидкого металла, жидкого азота и моторного масла к ограничивающей конструкции, удерживающей расплавленный металл.
28. Способ по любому из пп. 21-27, согласно которому подача расплавленного металла включает подачу указанного расплавленного металла в форму.
29. Способ по любому из пп. 21-28, согласно которому подача расплавленного металла включает подачу указанного расплавленного металла в форму для непрерывного литья, горизонтальную форму, вертикальную форму или форму для двухвалкового литья.
30. Литейная установка для производства литых металлических заготовок с регулируемым размером зерна и изделий на их основе, содержащая:
литейную форму, выполненную с возможностью охлаждения расплавленного металла, и
источник колебаний, который выполнен с возможностью передачи энергии на приемник, находящийся в контакте с расплавленным металлом, причем указанный источник колебаний содержит зонд, который имеет по меньшей мере один проход для введения,
причем указанный зонд в процессе работы выполнен с возможностью создания колебаний и/или кавитаций, которые направлены на приемник, при этом зонд в процессе работы выполнен с возможностью введения охлаждающей среды между нижней частью зонда и приемником через указанный по меньшей мере один проход для введения.
31. Установка по п. 30, в которой форма содержит форму для непрерывного литья, горизонтальную форму, вертикальную форму или форму для двухвалкового литья.
32. Литейная установка для производства литых металлических заготовок с регулируемым размером зерна и изделий на их основе, содержащая:
источник расплавленного металла;
ультразвуковой дегазатор, содержащий ультразвуковой зонд, вставленный в расплавленный металл;
форму для приема расплавленного металла;
узел, установленный на указанной форме, содержащий источник колебаний и/или кавитации со встроенным инжектором охлаждающей среды, выполненным с возможностью введения охлаждающей среды в область между источником колебаний и/или кавитации и приемником, находящимся в контакте с расплавленным металлом в ограничивающей конструкции.
| US 20160228943 A1, 11.08.2016 | |||
| US 20150135901 A1, 21.05.2015 | |||
| US 20170028460 A1, 02.02.2017 | |||
| УЛЬТРАЗВУКОВОЕ УСТРОЙСТВО И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2003 |
|
RU2310522C2 |
| СПОСОБ ОБРАБОТКИ ТЕХНИЧЕСКИ ЧИСТОГО МЕТАЛЛА | 1993 |
|
RU2102183C1 |

