Перекрестная ссылка на родственные заявки
Эта заявка связана с заявкой на патент США № 62/372,592 (содержание которой настоящим упоминанием включено в настоящее описание во всей полноте), зарегистрированной 9 августа 2016 и озаглавленной "ULTRASONIC GRAIN REFINING AND DEGASSING PROCEDURES AND SYSTEMS FOR METAL CASTING". Эта заявка связана с заявкой на патент США № 62/295,333 (содержание которой настоящим упоминанием включено в настоящее описание во всей полноте), зарегистрированной 15 февраля 2016 и озаглавленной "ULTRASONIC GRAIN REFINING AND DEGASSING FOR METAL CASTING". Эта заявка связана с заявкой на патент США № 62/267,507 (содержание которой настоящим упоминанием включено в настоящее описание во всей полноте), зарегистрированной 15 декабря 2015 и озаглавленной "ULTRASONIC GRAIN REFINING AND DEGASSING OF MOLTEN METAL". Эта заявка связана с заявкой на патент США № 62/113,882 (содержание которой настоящим упоминанием включено в настоящее описание во всей полноте), зарегистрированной 9 февраля 2015 и озаглавленной "ULTRASONIC GRAIN REFINING". Эта заявка связана с заявкой на патент США № 62/216,842 (содержание которой настоящим упоминанием включено в настоящее описание во всей полноте), зарегистрированной 10 сентября 2015 и озаглавленной "ULTRASONIC GRAIN REFINING ON A CONTINUOUS CASTING BELT".
Область техники
Настоящее изобретение относится к способу производства металлических отливок с контролируемым размером зерна, системе для производства металлических отливок и изделиям, полученным в результате литья металла.
Уровень техники
В металлургии усиленно развиваются технологии литья расплавленного металла с получением металлических изделий в виде непрерывных прутков или литых продуктов. Хорошо развиты как технологии литья партиями, так и технологии непрерывного литья. У непрерывного литья имеется ряд преимуществ по сравнению с литьем партиями, при том что они оба широко применяются в промышленности.
При производстве непрерывных металлических отливок расплавленный металл поступает из подогревательной печи в ряд желобов и в литейную форму литейного колеса, где он отливается в металлический стержень. Кристаллизовавшийся металлический стержень удаляется с литейного колеса и направляется в прокатный стан, где он прокатывается в непрерывный пруток. В зависимости от предполагаемого использования готового металлического изделия в виде прутка и состава сплава, пруток может быть подвергнут охлаждению во время прокатки, либо он может подвергаться охлаждению или закалке непосредственно после выхода из прокатного стана, чтобы придать ему требуемые механические и физические свойства. Для непрерывной обработки металлического изделия в виде прутка или стержня используются технологии, подобные описанным в патенте США № 3,395,560, выданном Cofer и др. (содержание которого этим упоминанием включено в настоящее описание во всей полноте).
В патенте США № 3,938,991 на имя Sperry и др. (содержание которого этим упоминанием включено в настоящее описание во всей полноте) указано, что существует давно признанная проблема, связанная с получением путем литья "чистых" металлических изделий. Под "чистыми" литыми металлическими изделиями понимаются изделия, состоящие из металла или металлического сплава, содержащего основные химические элементы-металлы, обеспечивающие определенные проводимость, прочность на растяжение или пластичность без включения отдельных примесей, добавляемых с целью контроля зерна.
Измельчение зерна представляет собой процесс, при котором размер кристаллов новой образовавшейся фазы уменьшают либо химическим, либо физическим/механическим путем. Чтобы значительно уменьшить размер зерна кристаллизовавшейся структуры, во время кристаллизации, или во время перехода из жидкой фазы в твердую, в расплавленный металл обычно добавляют измельчители зерна.
Конкретный пример использования "измельчителей зерна" описан, например, в заявке на патент WIPO WO/2003/033750 от имени Boily и др (содержание которой этим упоминанием включено в настоящее описание во всей полноте). В разделе "Уровень техники" в заявке '750 указано, что в алюминиевой промышленности для получения лигатуры в алюминий обычно вводят различные измельчители зерна. Типичные лигатуры, используемые при литье алюминия, содержат 1% - 10% титана и 0,1% - 5% бора или углерода, остальное - это, по существу, алюминий или магний, при этом в матрице из алюминия распределены частицы TiB2 или TiC. Согласно заявке '750, лигатуры, содержащие титан и бор, можно получать путем растворения требуемых их количеств в расплаве алюминия. Это достигается за счет проведения реакций между расплавленным алюминием и KBF4, K2TiF6 при температурах выше 800°С. Эти комплексные галоиды быстро реагируют с расплавленным алюминием и передают титан и бор в расплав.
В заявке '750 также указано, что по состоянию на 2002 год эта технология использовалась для получения коммерческих лигатур почти всеми компаниями - производителями измельчителей зерна. В настоящее время измельчители зерна, часто называемые "модификаторами", все еще используются. Например, один из коммерческих поставщиков лигатуры TIBOR указывает, что точный контроль структуры отливки является основным требованием при производстве высококачественных изделий из алюминиевых сплавов.
До создания этого изобретения применение измельчителей зерна считалось наиболее эффективным путем обеспечения мелкой и однородной кристаллической структуры в состоянии непосредственно после литья. Более подробная информация по существующему уровню техники приведена в следующих документах (содержание которых этим упоминанием включено сюда во всей полноте):
Abramov, O.V., (1998), "High-Intensity Ultrasonics," Gordon and Breach Science Publishers, Amsterdam, The Netherlands, pp. 523-552.
Alcoa, (2000), "New Process for Grain Refinement of Aluminum," DOE Project Final Report, Contract No. DE-FC07-98ID13665, September 22, 2000.
Cui, Y., Xu, C.L. and Han, Q., (2007), "Microstructure Improvement in Weld Metal Using Ultrasonic Vibrations, Advanced Engineering Materials," v. 9, No. 3, pp.161-163.
Eskin, G.I., (1998), "Ultrasonic Treatment of Light Alloy Melts," Gordon and Breach Science Publishers, Amsterdam, The Netherlands.
Eskin, G.I. (2002) "Effect of Ultrasonic Cavitation Treatment of the Melt on the Microstructure Evolution during Solidification of Aluminum Alloy Ingots," Zeitschrift Fur Metallkunde/Materials Research and Advanced Techniques, v.93, n.6, June, 2002, pp. 502-507.
Greer, A.L., (2004), "Grain Refinement of Aluminum Alloys," in Chu, M.G., Granger, D.A., and Han, Q., (eds.), "Solidification of Aluminum Alloys," Proceedings of a Symposium Sponsored by TMS (The Minerals, Metals & Materials Society), TMS, Warrendale, PA 15086-7528, pp. 131-145 .
Han, Q., (2007), The Use of Power Ultrasound for Material Processing," Han, Q., Ludtka, G., and Zhai, Q., (eds), (2007), "Materials Processing under the Influence of External Fields," Proceedings of a Symposium Sponsored by TMS (The Minerals, Metals & Materials Society), TMS, Warrendale, PA 15086-7528, pp. 97-106.
Jackson, K.A., Hunt, J.D., and Uhlmann, D.R., and Seward, T.P., (1966), "On Origin of Equiaxed Zone in Castings," Trans. Metall. Soc. AIME, v. 236, pp.149-158.
Jian, X., Xu, H., Meek, T.T., and Han, Q., (2005), "Effect of Power Ultrasound on Solidification of Aluminum A356 Alloy," Materials Letters, v. 59, no. 2-3, pp. 190-193.
Keles, O. and Dundar, M., (2007). "Aluminum Foil: Its Typical Quality Problems and Their Causes," Journal of Materials Processing Technology, v. 186, pp.125-137.
Liu, C., Pan, Y., and Aoyama, S., (1998), Proceedings of the 5th International Conference on Semi-Solid Processing of Alloys and Composites, Eds.: Bhasin, A.K., Moore, J.J., Young, K.P., and Madison, S., Colorado School of Mines, Golden, CO, pp. 439-447.
Megy, J., (1999), "Molten Metal Treatment," US Patent No. 5,935,295, August, 1999
Megy, J., Granger, D.A., Sigworth, G.K., and Durst, C.R., (2000), "Effectiveness of In-Situ Aluminum Grain Refining Process," Light Metals, pp.1-6.
Cui et al., "Microstructure Improvement in Weld Metal Using Ultrasonic Vibrations," Advanced Engineering Materials, 2007, vol. 9, no. 3, pp. 161-163.
Han et al., "Grain Refining of Pure Aluminum," Light Metals 2012, pp. 967-971.
В полученных до создания этого изобретения патентах США №№ 8,574,336 и 8,562,397 (содержание которых этим упоминанием включено сюда во всей полноте) описаны способы уменьшения количества растворенного газа (и/или различных примесей) в ванне расплавленного металла (например, ультразвуковая дегазация), например, за счет введения продувочного газа в ванну расплавленного металла в непосредственной близости от ультразвукового устройства. Эти патенты далее будут называться "патентом '336" и "патентом '397".
Сущность изобретения
В одном варианте реализации настоящего изобретения предлагается устройство для обработки расплавленного металла, предназначенное для прикрепления к литейному колесу литейной установки. Это устройство включает узел, установленный на литейном колесе, который включает по меньшей мере один источник энергии колебаний, вводящий энергию колебаний в расплавленный металл, заливаемый на литейное колесо, во время охлаждения этого металла, находящегося на литейном колесе, и опорное устройство, удерживающее источник энергии колебаний.
В одном варианте реализации настоящего изобретения предлагается способ изготовления металлического изделия. При выполнении этого способа помещают расплавленный металл во вмещающий элемент, входящий в состав литейной установки. При выполнении этого способа охлаждают расплавленный металл, находящийся во вмещающем элементе, и вводят энергию колебаний в расплавленный металл, находящийся во вмещающем элементе.
В одном варианте реализации настоящего изобретения предлагается система для изготовления металлического изделия. Эта система включает 1) описанное выше устройство для обработки расплавленного металла и 2) контроллер, выполненный с возможностью получения сигналов данных и вывода управляющих сигналов и запрограммированный с использованием алгоритмов управления, обеспечивающих выполнение любого из описанных выше этапов способа.
В одном варианте реализации настоящего изобретения предлагается устройство для обработки расплавленного металла. Это устройство включает источник расплавленного металла, ультразвуковой дегазатор, включающий ультразвуковой зонд, введенный в расплавленный металл, литейную форму, предназначенную для приема расплавленного металла, узел, установленный на литейной форме, который включает по меньшей мере один источник энергии колебаний, вводящий энергию колебаний в расплавленный металл, заливаемый в литейную форму, во время охлаждения этого металла, находящегося в литейной форме, и опорное устройство, удерживающее упомянутый по меньшей мере один источник энергии колебаний.
Необходимо понимать, что как приведенное выше общее описание изобретения, так и приведенное далее подробное описание являются примерными и не накладывают ограничений на это изобретение.
Краткое описание чертежей
Более полно оценить изобретение и многие из присущих ему преимуществ легко можно будет за счет его лучшего понимания в результате ознакомления с приведенным далее подробным описанием с обращением к сопровождающим чертежам, из которых:
На Фиг.1 схематично показана установка для непрерывного литья, соответствующая одному варианту реализации изобретения;
На Фиг.2 схематично показана конструкция литейного колеса, соответствующего одному варианту реализации изобретения, в котором применяется по меньшей мере один ультразвуковой источник энергии колебаний;
На Фиг.3 схематично показана конструкция литейного колеса, соответствующего одному варианту реализации изобретения, в котором применяется по меньшей мере один источник энергии колебаний с механическим приводом;
На Фиг.3А схематично показана гибридная конструкция литейного колеса, соответствующего одному варианту реализации изобретения, в котором применяются как по меньшей мере один ультразвуковой источник энергии колебаний, так и по меньшей мере один источник энергии колебаний с механическим приводом;
На Фиг.4 схематично показана конструкция литейного колеса, соответствующего одному варианту реализации изобретения, на этом чертеже показано устройство с виброзондом, непосредственно воздействующее на расплавленный металл, заливаемый на это колесо;
На Фиг.5 схематично показана неподвижная литейная форма, в которой применяются источники энергии колебаний, соответствующие изобретению;
На Фиг.6А в разрезе схематично показаны выбранные компоненты вертикальной литейной установки;
На Фиг.6В в разрезе схематично показаны другие компоненты вертикальной литейной установки;
На Фиг.6С в разрезе схематично показаны другие компоненты вертикальной литейной установки;
На Фиг.6D в разрезе схематично показаны другие компоненты вертикальной литейной установки;
На Фиг.7 схематично показана примерная компьютерная система для изображенных здесь средств управления и контроллеров;
На Фиг.8 приведена блок-схема способа, соответствующего одному варианту реализации изобретения;
На Фиг.9 схематично показан вариант реализации изобретения, в котором применяются как ультразвуковая дегазация, так и ультразвуковое измельчение зерна;
На Фиг.10 приведена технологическая схема процесса изготовления провода ACSR;
На Фиг.11 приведена технологическая схема процесса изготовления провода ACSS;
На Фиг.12 приведена технологическая схема процесса изготовления алюминиевой полосы;
На Фиг.13 приведен схематичный вид сбоку, иллюстрирующий конструкцию литейного колеса, соответствующего одному варианту реализации изобретения, в котором в качестве упомянутого по меньшей мере одного ультразвукового источника энергии колебаний применяется магнитострикционный элемент;
На Фиг.14 приведен схематичный разрез магнитострикционного элемента, показанного на Фиг.13;
На Фиг.15 приведены микрофотоснимки алюминиевого сплава 1350 ЕС для сравнения структуры зерна в отливках в случае отсутствия химических измельчителей зерна, наличия измельчителей зерна и наличия только ультразвукового измельчения зерна;
На Фиг.16 приведена таблица для сравнения обычного прутка из алюминиевого сплава 1350 ЕС (с химическими измельчителями зерна) с прутком из алюминиевого сплава 1350 ЕС (с ультразвуковым измельчением зерна);
На Фиг.17 приведена таблица для сравнения обычного алюминиевого провода ACSR (с химическими измельчителями зерна), имеющего диаметр 0,130" (3,3 мм), с алюминиевым проводом ACSR (с ультразвуковым измельчением зерна), имеющим диаметр 0,130" (3,3 мм);
На Фиг.18 приведена таблица для сравнения обычного прутка из алюминиевого сплава 8176 ЕЕЕ (с химическими измельчителями зерна) с прутком из алюминиевого сплава 8176 ЕЕЕ (с ультразвуковым измельчением зерна);
На Фиг.19 приведена таблица для сравнения обычного прутка из алюминиевого сплава 5154 (с химическими измельчителями зерна) с прутком из алюминиевого сплава 5154 (с ультразвуковым измельчением зерна);
На Фиг.20 приведена таблица для сравнения обычной полосы из алюминиевого сплава 5154 (с химическими измельчителями зерна) с полосой из алюминиевого сплава 5154 (с ультразвуковым измельчением зерна); и
На Фиг.21 приведена таблица, в которой указаны свойства прутка из алюминиевого сплава 5356 (с ультразвуковым измельчением зерна).
Подробное описание вариантов реализации
Измельчение зерна металлов и сплавов является важным по многим причинам, включая повышение до максимума скорости литья слитков, повышение стойкости к образованию горячих трещин, снижение до минимума ликвации химических элементов, улучшение механических свойств, в частности, пластичности, улучшение качества поверхности изделий, полученных в результате обработки давлением, и улучшение характеристик заполнения литейной формы, а также уменьшение пористости литейных сплавов. Обычно измельчение зерна является одним из первых этапов обработки при производстве изделий из металлов и сплавов, в особенности, алюминиевых сплавов и магниевых сплавов, представляющих собой два легких материала, использование которых в аэрокосмической промышленности, оборонной промышленности, автомобильной промышленности, строительстве и промышленности по производству упаковки постоянно увеличивается. Кроме того, измельчение зерна является одним из важных этапов обработки, позволяющих при литье металлов и сплавов исключить возникновение столбчатых зерен и обеспечить возникновение равноосных зерен.
Измельчение зерна представляет собой этап обработки во время кристаллизации, при помощи которого уменьшают размер кристаллов твердых фаз химическим, физическим или механическим путем, чтобы облегчить литье сплавов и уменьшить количество возникающих дефектов. В настоящее время при производстве изделий из алюминия зерно измельчают с использованием TIBOR, что приводит к возникновению структуры с равноосными зернами в кристаллизовавшемся алюминии. До создания этого изобретения единственным путем решения давно признанной в отрасли промышленности, связанной с литьем металла, проблемы возникновения столбчатых зерен в металлических отливках было использование примесей или химических "измельчителей зерна". В дополнение к этому, до создания этого изобретения не применялась комбинация из ультразвуковой дегазации, предназначенной для удаления примесей из расплавленного металла (перед литьем), и указанного выше ультразвукового измельчения зерна (т.е., использования по меньшей мере одного источника энергии колебаний).
Однако с использованием TIBOR связаны большие затраты, и при введении этих модификаторов в расплав возникают ограничения по механическим свойствам. В частности, возникают ограничения по пластичности, обрабатываемости резанием и электропроводности.
Несмотря на затраты, приблизительно 68% алюминия, производимого в Соединенных Штатах, сначала отливается в слитки с последующей их обработкой для получения листов, пластин, экструдированных деталей или фольги. Процесс полунепрерывного литья с непосредственным охлаждением (DC) и процесс непрерывного литья (СС) были основой алюминиевой промышленности в значительной степени из-за их устойчивой природы и относительной простоты. Одной из проблем, связанных с процессами DC и СС, является образование горячих или холодных трещин при кристаллизации слитка. По существу, почти во всех слитках будут возникать трещины (или не будет возможности их отлить), если не используется измельчение зерна.
Производительность в этих современных процессах по-прежнему ограничивается требованиями, связанными с необходимостью исключить образование трещин. Измельчение зерна представляет собой эффективный путь снижения тенденции к возникновению горячих трещин в сплаве и, таким образом, повышения производительности. Как результат, значительные усилия затрачиваются на разработку эффективных измельчителей зерна, которые могут обеспечить минимально возможные размеры зерен. Если размер зерна уменьшить до субмикронного уровня, можно обеспечить сверхпластичность, что позволит не только разливать сплавы со значительно более высокими скоростями, но также выполнять прокатку/экструдирование при более низких температурах и со значительно более высокими скоростями, если сравнивать с тем, как слитки обрабатываются сегодня, что приведет к значительному снижению затрат и экономии энергии.
В настоящее время почти для всего алюминия, отливаемого в мире как из первичного (приблизительно 20 миллиардов кг), так и из вторичного и внутреннего лома (25 миллиардов кг), применяют измельчение зерна при помощи гетерогенных центров кристаллизации из нерастворимого TiB2 с размерами примерно несколько микрон в диаметре, которые позволяют получить мелкозернистую структуру в алюминии. Одной из проблем, связанных с использованием химических измельчителей зерна, является их ограниченная способность измельчать зерно. Фактически, использование химических измельчителей обеспечивает ограниченное измельчение зерна в алюминии, с переходом от столбчатой структуры зерен с протяженностью немного выше 2500 мкм к равноосным зернам размером менее 200 мкм. Оказалось, что в алюминиевых сплавах предельным размером равноосных зерен, который может быть получен с использованием предлагаемых на рынке химических измельчителей зерна, является 100 мкм.
Если есть возможность дополнительно уменьшить размер зерна, можно значительно увеличить производительность. Размер зерна, находящийся на субмикронном уровне, приводит к сверхпластичности, значительно облегчающей формование алюминиевых сплавов при комнатных температурах.
Другой проблемой, связанной с использованием химических измельчителей зерна, является возникновение дефектов, обусловленных таким использованием. Хотя при современном уровне техники считается, что они необходимы для измельчения зерна, присутствие нерастворимых инородных частиц в алюминии во всех прочих отношениях является нежелательным, особенно в виде скоплений ("кластеров"). Современные измельчители зерна, присутствующие в лигатурах на основе алюминия в виде соединений, получают в ходе выполнения сложной цепочки процессов, состоящей из добычи, обогащения и производства. Используемые сейчас лигатуры часто содержат примеси в виде фторида алюминия - калия (KAlF) и оксида алюминия (шлака), возникающие в ходе обычного процесса производства измельчителей зерна для алюминия. Они приводят к возникновению локальных дефектов в алюминии (например, "мест утечки" в банках для напитков и "микроотверстий" в тонкой фольге), абразивному износу инструментов для механической обработки и проблемам с качеством поверхности алюминия. Данные одной из компаний-производителей алюминиевого кабеля свидетельствуют, что 25% дефектов в продукции обусловлены скоплениями частиц TiB2, а другие 25% дефектов обусловлены наличием шлака, который попадает в алюминий во время литья. Скопления частиц TiB2 часто приводят к разрушению проволоки во время экструдирования, в особенности, когда ее диаметр меньше 8 мм.
Еще одной проблемой, связанной с использованием химических измельчителей зерна, является их стоимость. Это особенно справедливо в случае производства магниевых слитков с использованием измельчителей зерна из Zr. Измельчение зерна с использованием измельчителей из Zr увеличивает стоимость одного килограмма производимых отливок из Mg дополнительно на 1$. Стоимость измельчителей зерна для алюминиевых сплавов составляет приблизительно 1,50$ на килограмм.
Следующей проблемой, связанной с использованием химических измельчителей зерна, является снижение электропроводности. Использование химических измельчителей зерна приводит к наличию избыточного количества Ti в алюминии и вызывает существенное уменьшение электропроводности чистого алюминия, используемого для производства кабеля. Чтобы сохранить проводимость на определенном уровне, компаниям приходится платить дополнительные деньги за использование более чистого алюминия при изготовлении кабеля и провода.
В прошлом столетии были изучены ряд других способов измельчения зерна, кроме химических. Эти способы включают использование физических полей, например, магнитных и электромагнитных, и использование механических колебаний. Ультразвуковые колебания с высокой интенсивностью и низкой амплитудой представляют собой один из физических/механических механизмов, который был предложен как способ измельчения зерна металлов и сплавов без использования инородных частиц. Однако результаты экспериментов, например, из указанных выше материалов, опубликованных Cui и др. в 2007 году, были получены для небольших металлических слитков весом до нескольких фунтов, которые подвергались воздействию ультразвуковых колебаний в течение короткого периода времени. Мало исследований проводилось по использованию ультразвуковых колебаний, имеющих высокую интенсивность, для измельчения зерна слитков/чушек, получаемых при литье типов СС или DC.
Некоторыми из технических задач, решаемых настоящим изобретением при измельчении зерна, являются (1) введение энергии ультразвука в расплавленный металл в течение продолжительного времени, (2) сохранение естественной частоты колебаний в системе при повышенных температурах и (3) повышение эффективности ультразвукового измельчения зерна при высокой температуре волновода для ультразвуковых волн. Одним из решений, представленных здесь для выполнения этих задач, является улучшение охлаждения как волновода для ультразвуковых волн, так и слитка (как описано ниже).
Помимо этого, другая техническая задача, решаемая настоящим изобретением, связана с тем, что при повышении чистоты алюминия становится труднее получить равноосные зерна во время кристаллизации. Даже использование вводимых извне измельчителей зерна, например, TiB (борида титана) не позволяет с легкостью получить структуру с равноосными зернами в чистом алюминии, например, серий 1000, 1100 и 1300. Однако использование новаторской технологии измельчения зерна, которая здесь описана, обеспечило существенное измельчение зерна.
Один из вариантов реализации изобретения позволяет в определенной мере не допустить возникновения столбчатых зерен без необходимости введения измельчителей зерна. Воздействие энергией колебаний на расплавленный металл при заливке в литейную форму позволяет получить размеры зерна, сравнимые с получаемыми при использовании существующих измельчителей зерна, например, лигатур TIBOR, либо меньше.
Варианты реализации настоящего изобретения будут здесь описаны с использованием терминологии, обычно применяемой специалистами в данной области техники при представлении их работ. Для этих терминов будет использоваться их обычное значение, применяемое специалистами с обычной квалификацией в области материаловедения, металлургии, литья металлов и обработки металлов. В приведенных ниже вариантах некоторые термины будут использоваться в более специализированном значении. Несмотря на это, термин "выполненный с возможностью" будет означать здесь указание способности соответствующих элементов (представленных здесь, известных или подразумеваемых в контексте известного уровня техники) выполнять функцию, указанную после этого термина. Термин "связанный с" указывает, что некоторый объект, связанный со вторым объектом, имеет необходимую конструкцию для обеспечения опоры первому объекту с целью сохранения его положения относительно второго объекта (например, примыкание, прикрепление, нахождение на заранее определенном расстоянии, расположение рядом, обеспечение смежности, соединение вместе, возможность разделения, возможность снятия одного с другого, скрепление вместе, нахождение в скользящем контакте, обеспечение качения в контакте) при непосредственном скреплении первого и второго объектов вместе или без такового.
В патенте США № 4,066,475 на имя Chia и др. (содержание которого этим упоминанием включено в настоящее описание во всей полноте) описан процесс непрерывного литья. Если говорить в общем, на Фиг.1 изображена система для непрерывного литья, имеющая литейную установку 2, включающую разливочный желоб 11, который направляет расплавленный металл в окружную канавку, созданную на вращающемся формующем кольце 13. Бесконечная гибкая металлическая полоса 14 проходит вокруг части формующего кольца 13, а также вокруг части каждого из роликов 15, входящих в комплект роликов и обеспечивающих позиционирование этой полосы, в результате чего эти канавка в формующем кольце 13 и лежащая выше металлическая полоса 14 образуют форму для непрерывного литья. Для охлаждения устройства и обеспечения управляемой кристаллизации расплавленного металла во время его транспортировки на вращающемся формующем кольце 13 предусмотрена система охлаждения. Система охлаждения включает множество боковых коллекторов 17, 18, 19, расположенных сбоку формующего кольца 13, а также внутренний 20 и внешний 21 коллекторы, соответственно, расположенные с внутренней и внешней сторон металлической полосы 14 в области, где она проходит вокруг формующего кольца. Чтобы управлять охлаждением устройства и скоростью кристаллизации расплавленного металла, присоединена сеть 24 трубопроводов, имеющая соответствующие клапаны, которая обеспечивает подачу охладителя в различные коллекторы и его отведение из этих коллекторов.
При такой конструкции расплавленный металл подается из разливочного желоба 11 в литейную форму, кристаллизуется и частично охлаждается во время его транспортировки за счет циркуляции охладителя в системе охлаждения. Твердый отлитый стержень 25 отводится с литейного колеса и подается на конвейер 27, который транспортирует его в прокатный стан 28. Необходимо отметить, что отлитый стержень 25 охлажден лишь в степени, достаточной для его затвердевания, и он имеет повышенную температуру, чтобы сделать возможным непосредственное выполнение для него операции прокатки. Прокатный стан 28 может включать установленные последовательно клети, в которых происходит последовательная прокатка стержня с получением непрерывной катанки 30, которая имеет, по существу, неизменное, круглое поперечное сечение.
На Фиг.1 и 2 показан контроллер 500, управляющий различными частями изображенной здесь системы для непрерывного литья, как более подробно рассмотрено ниже. Контроллер 500 может включать один или более процессоров, содержащих запрограммированные инструкции (т.е., алгоритмы) для управления работой системы для непрерывного литья и ее компонентов.
В одном варианте реализации изобретения, как показано на Фиг.2, литейная установка 2 включает литейное колесо 30, имеющее вмещающий элемент 32 (например, лоток или канал), в который заливается расплавленный металл (например, в процессе литья), и устройство 34 для обработки расплавленного металла. Полоса 36 (например, гибкая металлическая полоса, изготовленная из стали) ограничивает возможное местонахождение расплавленного металла вмещающим элементом 32 (т.е., каналом). Ролики 38 позволяют устройству 34 для обработки расплавленного металла оставаться неподвижным на вращающемся литейном колесе, когда расплавленный металл кристаллизуется в канале этого колеса и транспортируется на удаление от этого устройства. В одном варианте реализации изобретения устройство 34 для обработки расплавленного металла включает узел 42, установленный на литейном колесе 30. Узел 42 включает по меньшей мере один источник 40 энергии колебаний (например, вибратор 40) и корпус 44 (т.е., опорное устройство), удерживающий источник 40 энергии колебаний. Узел 42 включает по меньшей мере один канал 46 охлаждения, по которому транспортируется охлаждающая среда. Между гибкой полосой 36 и корпусом 44 установлено уплотнение 44а, прикрепленное к нижней стороне этого корпуса, что позволяет охлаждающей среде протекать из канала охлаждения по стороне гибкой полосы, противоположной ее стороне, с которой расположен расплавленный металл, находящийся в канале литейного колеса. Пневмоочиститель 52 направляет воздух (для обеспечения безопасности) таким образом, что вся вода, вытекающая из канала охлаждения, будет направляться на удаление от источника расплавленного металла. Уплотнение 44а может быть изготовлено из ряда материалов, включая этиленпропиленовый сополимер, Витон, Buna N (нитрильный каучук), неопрен, силиконовый каучук, уретан, фторсиликон, политетрафторэтилен, а также другие известные уплотнительные материалы. В одном варианте реализации изобретения позиционирование устройства 34 для обработки расплавленного металла относительно вращающегося литейного колеса 30 обеспечивает направляющее устройство (например, ролики 38). Охлаждающая среда обеспечивает охлаждение расплавленного металла, находящегося во вмещающем элементе 32, и/или упомянутого по меньшей мере одного источника 40 энергии колебаний. В одном варианте реализации изобретения компоненты устройства 34 для обработки расплавленного металла, включая корпус, могут быть изготовлены из металла, например, титана, нержавеющей стали, низкоуглеродистой стали или стали Н13, других материалов, выдерживающих высокую температуру, керамики, композита или полимера. Компоненты устройства 34 для обработки расплавленного металла могут быть изготовлены из одного или более из следующего: ниобия, сплава ниобия, титана, сплава титана, тантала, сплава тантала, меди, сплава меди, рения, сплава рения, стали, молибдена, сплава молибдена, нержавеющей стали и керамики. Керамика может быть из нитрида кремния, например, оксинитрид алюминия-кремния или SIALON.
В одном варианте реализации изобретения, когда расплавленный металл проходит под металлической полосой 36, находящейся под вибратором 40, энергия колебаний вводится в него при начале его охлаждения и кристаллизации. В одном варианте реализации изобретения энергией колебаний воздействуют при помощи ультразвуковых преобразователей, созданных, например, на основе пьезоэлектрических устройств. В одном варианте реализации изобретения энергией колебаний воздействуют при помощи ультразвуковых преобразователей, созданных, например, на основе магнитострикционных преобразователей. В одном варианте реализации изобретения энергией колебаний воздействуют при помощи вибраторов с механическим приводом (будут рассмотрены позднее). В одном варианте энергия колебаний позволяет создавать множество небольших зародышей кристаллизации, что обеспечивает получение металлического изделия с мелким зерном.
В одном варианте реализации изобретения ультразвуковое измельчение зерна включает применение энергии ультразвука (и/или другой энергии колебаний) для измельчения зерна. Хотя изобретение не ограничено каким-либо конкретным теоретическим обоснованием, одним теоретическим обоснованием является то, что введение энергии колебаний (например, энергии ультразвука) в расплавленный или кристаллизующийся сплав может привести к возникновению нелинейных явлений, например, кавитации, звуковых потоков и давления излучения. Эти нелинейные явления могут использоваться для зарождения новых зерен и разрушения дендритов во время кристаллизации сплава.
Согласно этой теории, процесс измельчения зерна может быть разделен на две стадии 1) появление центров кристаллизации и 2) рост заново возникшей твердой фазы из жидкой. На стадии появления центров кристаллизации возникают сферические центры кристаллизации. Эти центры кристаллизации на стадии роста развиваются в дендриты. Однонаправленный рост дендритов приводит к возникновению столбчатых зерен, которые могут вызвать возникновение горячих трещин/холодных трещин и неравномерное распределение вторичных фаз. Это, в свою очередь, может привести к ухудшению литейных свойств. С другой стороны, равномерный рост дендритов во всех направлениях (который возможен при использовании настоящего изобретения) приводит к возникновению равноосных зерен. Отливки/слитки, содержащие небольшие и равноосные зерна, имеют превосходную формуемость.
Согласно этой теории, когда температура в сплаве ниже температуры ликвидуса, центры кристаллизации могут возникать, если размер зародышей твердой фазы больше критического размера, приведенного в следующем уравнении:

где  - критический размер,
- критический размер,  - межфазная энергия на границе раздела твердой и жидкой фаз и
- межфазная энергия на границе раздела твердой и жидкой фаз и  - свободная энергия Гиббса, связанная с превращением единичного объема жидкой фазы в твердую.
- свободная энергия Гиббса, связанная с превращением единичного объема жидкой фазы в твердую.
Согласно этой теории, свободная энергия Гиббса,  , уменьшается с увеличением размера зародышей твердой фазы, если их размеры больше , что указывает на то, что рост зародыша твердой фазы является термодинамически более выгодным. При таких условиях зародыши твердой фазы становятся устойчивыми центрами кристаллизации. Однако гомогенное возникновение центров кристаллизации с размерами больше происходит только в чрезвычайных условиях, которые требуют большого переохлаждения в расплаве.
, уменьшается с увеличением размера зародышей твердой фазы, если их размеры больше , что указывает на то, что рост зародыша твердой фазы является термодинамически более выгодным. При таких условиях зародыши твердой фазы становятся устойчивыми центрами кристаллизации. Однако гомогенное возникновение центров кристаллизации с размерами больше происходит только в чрезвычайных условиях, которые требуют большого переохлаждения в расплаве.
Согласно этой теории, центры кристаллизации, возникшие во время кристаллизации, могут вырастать в зерна твердой фазы, известные как дендриты. Дендриты также могут разрушаться на множество небольших фрагментов при воздействии энергии колебаний. Возникшие таким образом фрагменты дендритов могут вырастать в новые зерна и приводить к возникновению небольших зерен, что позволяет создать структуру с равноосными зернами.
Не имея при этом в виду ограничение какой-либо теорией, относительно небольшая степень переохлаждения расплавленного металла (например, менее 2, 5, 10 или 15°С) в верхней части канала литейного колеса 30 (например, у нижней стороны полосы 36) приводит к появлению слоя небольших центров кристаллизации чистого алюминия (или другого металла или сплава) у стальной полосы. Энергия колебаний (например, ультразвуковые колебания или колебания, созданные механическим путем) облегчает развитие этих центров кристаллизации, которые затем используются как модификаторы во время кристаллизации, что приводит к возникновению однородной структуры зерна. Соответственно, в одном варианте реализации изобретения применяемый способ охлаждения гарантирует, что небольшая степень переохлаждения в верхней части канала литейного колеса 30 у стальной полосы приведет к появлению небольших центров кристаллизации расплавленного металла по мере продолжения его охлаждения. Колебания, воздействующие на полосу 36, служат для распределения этих центров кристаллизации в расплавленном металле, находящемся в канале литейного колеса 30, и/или могут служить для разрушения дендритов, возникающих в переохлажденном слое. Например, энергия колебаний, вводимая в расплавленный металл во время его охлаждения, может за счет кавитации (см. ниже) разрушать дендриты с созданием новых центров кристаллизации. Эти центры кристаллизации и фрагменты дендритов затем могут использоваться для создания (содействия созданию) равноосных зерен в литейной форме во время кристаллизации, что приводит к возникновению однородной структуры зерна.
Другими словами, ультразвуковые колебания, передаваемые в переохлажденный жидкий металл, создают места начала кристаллизации в металлах или металлических сплавах, что приводит к уменьшению размеров зерен. Места начала кристаллизации можно создавать за счет воздействия энергии колебаний, как описано выше, с целью разрушить дендриты, что создает в расплавленном металле множество центров кристаллизации, которые не зависят от инородных примесей. Согласно одному аспекту, канал литейного колеса 30 может быть изготовлен из огнеупорного металла или другого материала, выдерживающего высокую температуру, например, меди, чугуна и стали, ниобия, ниобия и молибдена, тантала, вольфрама, рения и их сплавов, включающих один или более таких химических элементов, как кремний, кислород или азот, которые могут повысить температуру плавления этих материалов.
В одном варианте реализации изобретения источник создания ультразвуковых колебаний в источнике 40 энергии колебаний обеспечивает мощность 1,5 кВт при частоте звука 20 кГц. Это изобретение не ограничивается этими значениями мощности и частоты. Значения мощности и частоты ультразвука могут выбираться из большого диапазона, хотя интерес представляют диапазоны, которые приведены далее.
Мощность
Если говорить в общем, значения мощности находятся в диапазоне от 50 до 5000 Вт для каждого сонотрода, в зависимости от его размеров или размеров зонда. Эти значения мощности, как правило, применяются в сонотроде, чтобы гарантировать, что плотность мощности на конце сонотрода выше 100 Вт/см2, что можно считать пороговым значением для создания кавитации в расплавленных металлах, зависящей от скорости охлаждения расплавленного металла, типа расплавленного металла и других факторов. Значения мощности в этой зоне могут находиться в диапазоне 50-5000 Вт, 100-3000 Вт, 500-2000 Вт, 1000-1500 Вт, либо в любом промежуточном или перекрывающемся диапазоне. Возможны более высокие значения мощности для зонда/сонотрода с большими размерами и более низкие значения мощности для зонда с меньшими размерами. В различных вариантах реализации изобретения плотность мощности при воздействии энергии колебаний может находиться в диапазоне 10 Вт/см2-500 Вт/см2, 20 Вт/см2-400 Вт/см2, 30 Вт/см2-300 Вт/см2, 50 Вт/см2-200 Вт/см2 или 70 Вт/см2-150 Вт/см2, либо в любых промежуточных или перекрывающихся диапазонах в пределах указанных значений.
Частота
Если говорить в общем, можно использовать частоту в диапазоне 5-400 кГц (или в любом промежуточном диапазоне). В качестве альтернативы, можно использовать частоту в диапазоне 10-30 кГц (или в любом промежуточном диапазоне). Воздействующая частота может находиться в диапазоне 5-400 кГц, 10-30 кГц, 15-25 кГц, 10-200 кГц или 50-100 кГц, либо в любых промежуточных или перекрывающихся диапазонах в пределах указанных значений.
В одном варианте реализации изобретения вибраторы 40, насчитывающие по меньшей мере один, установлены таким образом, что они связаны с каналами 46 охлаждения, эти вибраторы в случае ультразвукового зонда (или сонотрода, пьезоэлектрического преобразователя, излучателя ультразвука или магнитострикционного элемента), входящего в состав ультразвукового преобразователя, обеспечивают прохождение энергии колебаний, порождаемой ультразвуком, через охлаждающую среду, а также через узел 42 и полосу 36, в жидкий металл. В одном варианте реализации изобретения энергия ультразвука подается от преобразователя, способного превращать электрический ток в механическую энергию, что приводит к возникновению частоты колебаний выше 20 кГц (например, до 400 кГц), при этом энергия ультразвука подается от одного или обоих пьезоэлектрических элементов или магнитострикционных элементов.
В одном варианте реализации изобретения ультразвуковой зонд устанавливают в канале 46 охлаждения таким образом, чтобы он контактировал с жидкой охлаждающей средой. В одном варианте реализации изобретения расстояние от наконечника ультразвукового зонда до полосы 36, если оно имеется, является переменным. Это расстояние, например, может составлять менее 1 мм, менее 2 мм, менее 5 мм, менее 1 см, менее 2 см, менее 5 см, менее 10 см, менее 20 см или менее 50 см. В одном варианте реализации изобретения в канале 46 охлаждения таким образом, чтобы они контактировали с жидкой охлаждающей средой, устанавливают несколько ультразвуковых зондов или комплект ультразвуковых зондов. В одном варианте реализации изобретения ультразвуковой зонд может быть прикреплен к стенке узла 42.
Согласно одному аспекту изобретения, пьезоэлектрические преобразователи, обеспечивающие подачу энергии колебаний, могут состоять из керамического материала, который зажат между электродами, имеющими места прикрепления для создания электрического контакта. При приложении напряжения к керамике через электроды, она расширяется и сжимается на частотах ультразвука. В одном варианте реализации изобретения пьезоэлектрический преобразователь, служащий в качестве источника 40 энергии колебаний, прикреплен к усилителю, который передает колебания в зонд. В патенте США № 9,061,928 (содержание которого этим упоминанием включено сюда во всей полноте) описан узел ультразвукового преобразователя, включающий ультразвуковой преобразователь, усилитель ультразвука, ультразвуковой зонд и блок охлаждения усилителя. Усилитель ультразвука в патенте '928 соединен с ультразвуковым преобразователем для усиления энергии звука, создаваемой этим преобразователем, и передачи усиленной энергии звука в ультразвуковой зонд. Конструкцию усилителя из патента '928 полезно применить в настоящем изобретении для снабжения энергией ультразвуковых зондов, которые непосредственно контактируют с рассмотренной выше жидкой охлаждающей средой или воздействуют на нее опосредованно.
Фактически, в одном варианте реализации изобретения усилитель ультразвука используется в диапазоне ультразвука, чтобы усилить, или увеличить, энергию колебаний, создаваемую пьезоэлектрическим преобразователем. Усилитель не повышает и не снижает частоту колебаний, он повышает амплитуду колебаний. (Если усилитель установлен с обратной стороны, он также уплотняет энергию колебаний). В одном варианте реализации изобретения усилитель установлен между пьезоэлектрическим преобразователем и зондом в соединении с ними. Для случая использования усилителя при ультразвуковом измельчении зерна ниже для примера перечислены этапы способа, иллюстрирующие использование усилителя с пьезоэлектрическим источником энергии колебаний:
1) В пьезоэлектрический преобразователь подают электрический ток. После подачи электрического тока керамические детали внутри преобразователя начинают расширяться и сжиматься, это приводит к превращению электрической энергии в механическую.
2) Эти колебания в одном варианте реализации изобретения затем передаются в усилитель, который усиливает, или увеличивает, эти механические колебания.
3) Усиленные, или увеличенные, колебания от усилителя в одном варианте затем распространяются в зонд. В результате зонд вибрирует на частотах ультразвука, что приводит к созданию кавитации.
4) Кавитация, созданная вибрирующим зондом, воздействует на литейную полосу, которая в одном варианте контактирует с расплавленным металлом.
5) Кавитация в одном варианте разрушает дендриты и создает структуру с равноосными зернами.
Если обратиться к Фиг.2, зонд связан с охлаждающей средой, протекающей через устройство 34 для обработки расплавленного металла. Кавитация, создаваемая в охлаждающей среде при помощи зонда, вибрирующего на частотах ультразвука, воздействует на полосу 36, которая контактирует с расплавленным алюминием, находящимся во вмещающем элементе 32.
В одном варианте реализации изобретения энергию колебаний можно вводить при помощи магнитострикционных преобразователей, служащих в качестве источника 40 энергии колебаний. В одном варианте магнитострикционный преобразователь, служащий в качестве источника 40 энергии колебаний, имеет то же расположение, что и блок пьезоэлектрических преобразователей, показанный на Фиг.2, с той лишь разницей, что источником ультразвука, заставляющим поверхность вибрировать с частотой ультразвука, является по меньшей мере один магнитострикционный преобразователь, а не по меньшей мере один пьезоэлектрический элемент. На Фиг.13 показана конструкция литейного колеса, соответствующего одному варианту реализации изобретения, в котором для упомянутого по меньшей мере одного ультразвукового источника энергии колебаний применяется магнитострикционный элемент 40а. В этом варианте реализации изобретения магнитострикционный преобразователь (преобразователи) 40а заставляет вибрировать зонд (не показан на виде сбоку, приведенном на Фиг.13), связанный с охлаждающей средой, например, на частоте 30 кГц, хотя, как описано ниже, могут использоваться и другие частоты. В другом варианте реализации изобретения магнитострикционный преобразователь 40а заставляет вибрировать нижнюю пластину 40b, показанную на Фиг.14, где приведен схематичный разрез устройства 34 для обработки расплавленного металла с нижней пластиной 40b, которая связана с охлаждающей средой (показана на Фиг.14).
Как правило, магнитострикционные преобразователи содержат большое количество пластин из материала, который будет расширяться и сжиматься после создания электромагнитного поля. Если говорить более конкретно, магнитострикционные преобразователи, подходящие для настоящего изобретения, могут включать в одном варианте большое количество никелевых пластин (или пластин из другого магнитострикционного материала) или слоев, установленных параллельно с прикреплением одного края каждого слоя к низу технологической емкости или к другой поверхности, которую нужно заставить вибрировать. Вокруг магнитострикционного материала создают обмотку из проволоки, чтобы создать магнитное поле. Магнитное поле возникает, например, когда через проволочную обмотку пропускают электрический ток. Это магнитное поле заставляет магнитострикционный материал сокращаться или удлиняться, что приводит к вводу звуковой волны в текучую среду, контактирующую с расширяющимся и сжимающимся магнитострикционным материалом. Как правило, частота ультразвука, создаваемая магнитострикционными преобразователями, подходящими для изобретения, находится в диапазоне 20-200 кГц. Можно использовать большие или меньшие частоты, в зависимости от естественной частоты магнитострикционного элемента.
Одним из материалов, наиболее широко используемых в магнитострикционных преобразователях, является никель. При приложении напряжения к преобразователю, никель расширяется и сжимается на частотах ультразвука. В одном варианте реализации изобретения никелевые пластины непосредственно припаивают серебряным припоем к пластине из нержавеющей стали. Если обратиться к Фиг.2, в магнитострикционном преобразователе именно поверхность пластины из нержавеющей стали вибрирует на частотах ультразвука и непосредственно связана (как зонд) с охлаждающей средой, протекающей через устройство 34 для обработки расплавленного металла. Кавитация, создаваемая в охлаждающей среде при помощи пластины, вибрирующей на частотах ультразвука, затем воздействует на полосу 36, которая контактирует с расплавленным алюминием, находящимся во вмещающем элементе 32.
В патенте США № 7,462,960 (содержание которого этим упоминанием включено в настоящее описание во всей полноте) описан привод ультразвукового преобразователя, имеющий гигантский магнитострикционный элемент. Соответственно, в одном варианте реализации изобретения магнитострикционный элемент может быть изготовлен из материалов на основе сплавов редкоземельных химических элементов, например, из материала Terfenol-D и композитов на его основе, которые обладают необычно большим магнитострикционным эффектом по сравнению с металлами, имеющими ранний переход, например, железом (Fe), кобальтом (Со) и никелем (Ni). В качестве альтернативы, в одном варианте реализации изобретения магнитострикционный элемент может быть изготовлен из железа (Fe), кобальта (Со) и никеля (Ni).
В качестве альтернативы, в одном варианте реализации изобретения магнитострикционный элемент может быть изготовлен из одного или более следующих сплавов: железа и тербия; железа и празеодима; железа, тербия и празеодима; железа и диспрозия; железа, тербия и диспрозия; железа, празеодима и диспрозия; железа, тербия, празеодима и диспрозия; железа и эрбия; железа и самария; железа, эрбия и самария; железа, самария и диспрозия; железа и гольмия; железа, самария и гольмия; либо их смесей.
Магнитострикционный преобразователь описан в патенте США № 4,158,368 (содержание которого этим упоминанием включено в настоящее описание во всей полноте). Как там описано, и это подходит для настоящего изобретения, магнитострикционный преобразователь может включать плунжер из материала, обладающего отрицательной магнитострикцией, который установлен в корпусе. Магнитострикционный преобразователь описан в патенте США № 5,588,466 (содержание которого этим упоминанием включено в настоящее описание во всей полноте). Как там описано, и это подходит для настоящего изобретения, на гибкий элемент, например, гибкий элемент, закрепленный как балка, нанесен магнитострикционный слой. Гибкий элемент прогибается под действием внешнего магнитного поля. Как описано в патенте '466, и это подходит для настоящего изобретения, в качестве магнитострикционного элемента может использоваться тонкий магнитострикционный слой, состоящий из (Tb(1-x)Dy(x)Fe2. Магнитострикционный преобразователь описан в патенте США № 4,599,591 (содержание которого этим упоминанием включено в настоящее описание во всей полноте). Как там описано, и это подходит для настоящего изобретения, в магнитострикционном преобразователе могут применяться магнитострикционный материал и множество обмоток, соединенных с множеством источников тока, имеющих такое соотношение фаз, чтобы в магнитострикционном материале происходило вращение вектора магнитной индукции. Магнитострикционный преобразователь описан в патенте США № 4,986808 (содержание которого этим упоминанием включено в настоящее описание во всей полноте). Как там описано, и это подходит для настоящего изобретения, магнитострикционный преобразователь может включать множество вытянутых в длину полос из магнитострикционного материала, причем каждая из полос имеет ближний конец, дальний конец и, по существу, V-образное продольное сечение, то есть, образующие букву V половины проходят в продольном направлении, и каждая полоса прикреплена к соседней полосе на упомянутых ближнем конце и дальнем конце с получением целостной, по существу, жесткой колонны, имеющей центральную ось и ребра, проходящие в радиальном направлении от этой оси.
На Фиг.3 схематично показан другой вариант реализации изобретения, на этом чертеже показана конструкция с механическим принципом создания колебаний для ввода энергии низкочастотных колебаний в расплавленный металл, находящийся в канале литейного колеса 30. В одном варианте реализации изобретения энергия колебаний обеспечивается за счет механических колебаний, создаваемых преобразователем или другим механическим средством возбуждения. Как известно в данной области техники, вибратор представляет собой механическое устройство, которое создает колебания. Колебания часто создают при помощи электромотора с несимметричной массой на приводном валу. Некоторые механические вибраторы состоят из электромагнитного привода и вала мешалки, который обеспечивает возбуждение за счет возвратно-поступательного перемещения по вертикали. В одном варианте реализации изобретения энергия колебаний подается от вибратора (или другого компонента), который может использовать механическую энергию для создания частоты колебаний до 20 кГц (но не ограничиваясь этим значением) и предпочтительно - в диапазоне 5-10 кГц.
Вне зависимости от механизма создания колебаний, прикрепление вибратора (пьезоэлектрического преобразователя, магнитострикционного преобразователя или вибратора с механическим приводом) к корпусу 44 означает, что энергию колебаний можно передавать в расплавленный металл, находящийся в канале под узлом 42.
Механические вибраторы, которые полезно использовать в изобретении, могут работать в диапазоне 8000-15000 колебаний в минуту, хотя можно использовать более высокие и более низкие частоты. В одном варианте реализации изобретения колебательный механизм выполнен с возможностью колебаний в диапазоне 565-5000 колебаний в минуту. В одном варианте реализации изобретения колебательный механизм выполнен с возможностью колебаний на еще более низкой частоте, начиная от доли колебания в секунду и до 565 колебаний в секунду. Диапазоны механически создаваемых колебаний, подходящие для изобретения, включают, например, 6000-9000 колебаний в минуту, 8000-10000 колебаний в минуту, 10000-12000 колебаний в минуту, 12000-15000 колебаний в минуту и 15000-25000 колебаний в минуту. Диапазоны механически создаваемых колебаний, подходящие для изобретения, которые указаны в литературе, включают, например, диапазоны 133-250 Гц, 200-283 Гц (12000-17000 колебаний в минуту) и 4-250 Гц. Помимо этого, механически создаваемые колебания различного вида могут сообщаться литейному колесу 30 или корпусу 44 при помощи простого молота или плунжерного устройства, периодически приводимых в действие для удара по этим колесу или корпусу. Если говорить в общем, механические колебания могут иметь диапазон до 10 кГц. Соответственно, диапазоны, подходящие для механических колебаний, используемых в изобретении, включают: 0-10 кГц, 10 Гц - 4000 Гц, 20 Гц - 2000 Гц, 40 Гц - 1000 Гц, 100 Гц - 500 Гц и промежуточные и комбинированные диапазоны в пределах указанных значений, включая предпочтительный диапазон 565-5000 Гц.
Хотя выше изобретение описано с использованием его вариантов, в которых используются ультразвук и механический привод, оно при этом не ограничивается тем или другим из этих диапазонов, но может быть использовано с широким спектром энергии колебаний, вплоть до 400 кГц, включая источники с одной частотой или множеством частот. В дополнение к этому, можно использовать комбинацию источников (ультразвуковые источники и источники с механическим приводом, разные ультразвуковые источники или разные источники с механическим приводом, либо разные источники энергии звука, которые будут описаны ниже).
Как показано на Фиг.3, литейная установка 2 включает литейное колесо 30, имеющее внутри вмещающий элемент 32 (например, лоток или канал), в который заливают расплавленный металл, и устройство 34 для обработки расплавленного металла. Полоса 36 (например, стальная) ограничивает возможное местонахождение расплавленного металла вмещающим элементом 32 (т.е., каналом). Также, как и в приведенном выше случае, ролики 38 позволяют устройству 34 для обработки расплавленного металла оставаться неподвижным, когда расплавленный металл 1) кристаллизуется в канале литейного колеса и 2) транспортируется на удаление от устройства 34 для обработки расплавленного металла.
В охлаждающем канале 46 протекает охлаждающая среда. Как и ранее, пневмоочиститель 52 направляет воздух (для обеспечения безопасности) таким образом, что вся вода, вытекающая из канала охлаждения, будет направляться на удаление от источника расплавленного металла. Как и ранее, позиционирование устройства 34 для обработки расплавленного металла относительно вращающегося литейного колеса 30 обеспечивает устройство с функцией качения (например, ролики 38). Охлаждающая среда обеспечивает охлаждение расплавленного металла и упомянутого по меньшей мере одного источника 40 энергии колебаний (показан на Фиг.3 в виде механического вибратора 40).
При прохождении расплавленного металла под металлической полосой 36, находящейся под механическим вибратором 40, когда этот металл начинает охлаждаться и кристаллизоваться, в него вводится энергия колебаний, созданных механическим путем. Энергия колебаний, созданных механическим путем, в одном варианте позволяет создавать множество небольших зародышей кристаллизации, что позволяет получить металлическое изделие с мелким зерном.
В одном варианте реализации изобретения вибраторы 40, насчитывающие по меньшей мере один, установлены таким образом, что они связаны с охлаждающими каналами 46, и в случае, если это механические вибраторы, через охлаждающую среду, а также через узел 42 и полосу 36 они вводят в жидкий металл энергию колебаний, созданных механическим путем. В одном варианте реализации изобретения головка механического вибратора введена в канал 46 охлаждения для контакта с жидкой охлаждающей средой. В одном варианте реализации изобретения для контакта с жидкой охлаждающей средой в канал 46 охлаждения может быть введено несколько головок механических вибраторов или комплект головок механических вибраторов. В одном варианте реализации изобретения головка механического вибратора может быть прикреплена к стенке узла 42.
Не имея при этом в виду ограничение какой-либо конкретной теорией, относительно небольшая степень переохлаждения (например, менее 10°С) на дне канала литейного колеса 30 приводит к возникновению слоя небольших центров кристаллизации из чистого алюминия (или другого металла или сплава). Колебания, созданные механическим путем, создают эти центры кристаллизации, которые затем используются как модификаторы во время кристаллизации, что приводит к возникновению однородной структуры зерна. Соответственно, в одном варианте реализации изобретения применяемый способ охлаждения гарантирует, что небольшая степень переохлаждения на дне канала приводит к возникновению слоя небольших центров кристаллизации из обрабатываемого материала. Механически созданные колебания распределяют эти центры кристаллизации в направлении от дна канала и/или могут служить для разрушения дендритов, возникающих в переохлажденном слое. Эти центры кристаллизации и фрагменты дендритов затем используются для создания равноосных зерен в литейной форме во время кристаллизации, что приводит к возникновению однородной структуры зерна.
Другими словами, в одном варианте реализации изобретения механически созданные колебания, передаваемые в жидкий металл, создают места начала кристаллизации в металлах или металлических сплавах, что приводит к измельчению зерна. Также, как и в приведенном выше случае, канал литейного колеса 30 может быть изготовлен из огнеупорного металла или другого материала, выдерживающего высокую температуру, например, меди, чугуна и стали, ниобия, ниобия и молибдена, тантала, вольфрама, рения и их сплавов, включающих один или более таких химических элементов, как кремний, кислород или азот, которые могут повысить температуру плавления этих материалов.
На Фиг.3А схематично показана гибридная конструкция литейного колеса, соответствующего одному варианту реализации изобретения, в котором применяются как по меньшей мере один ультразвуковой источник энергии колебаний, так и по меньшей мере один источник энергии колебаний с механическим приводом (например, вибратор с механическим приводом). Элементы, подобные показанным на Фиг.3, представляют собой аналогичные элементы, выполняющие аналогичные функции, которые указаны выше. Для примера, вмещающий элемент 32 (например, лоток или канал), указанный на Фиг.3А, находится в изображенном литейном колесе, на которое заливают расплавленный металл. Также, как и в приведенном выше случае, полоса (на Фиг.3А не показана) ограничивает возможное местонахождение расплавленного металла вмещающим элементом 32. В данном случае, в этом варианте реализации изобретения, как ультразвуковой источник (источники) энергии колебаний, так и источник (источники) энергии колебаний с механическим приводом задействуют избирательно, и их можно приводить в действие по отдельности или вместе, чтобы получить колебания, которые при передаче в жидкий металл создают места начала кристаллизации в металлах или металлических сплавах для измельчения зерна. В различных вариантах реализации изобретения можно создавать и применять разные комбинации из ультразвукового источника (источников) энергии колебаний и источника (источников) энергии колебаний с механическим приводом.
Аспекты изобретения
Согласно одному аспекту изобретения, на средство, вмещающее расплавленный металл, во время охлаждения можно воздействовать энергией колебаний (от вибраторов с механическим приводом, создающих низкочастотные колебания в диапазоне 8000-15000 колебаний в минуту, либо до 10 кГц, и/или ультразвуковых вибраторов с частотой в диапазоне 5-400 кГц). Согласно одному аспекту изобретения, можно воздействовать энергией колебаний, имеющих множество отдельных частот. Согласно одному аспекту изобретения, энергией колебаний можно воздействовать на различные металлы и металлические сплавы, включая те, которые перечислены далее (но не ограничиваясь ими): алюминий, медь, золото, железо, никель, платина, серебро, цинк, магний, титан, ниобий, вольфрам, марганец, а также их сплавы и комбинации; металлические сплавы, включающие латунь (медь/цинк), бронзу (медь/олово), сталь (железо/углерод), Chromalloy (хром), нержавеющую сталь (сталь/хром), инструментальную сталь (углерод/вольфрам/марганец, титан (железо/алюминий) и стандартизованные марки алюминиевых сплавов, включая серии 1100, 1350, 2024, 2224, 5052, 5154, 5356, 5183, 6101, 6201, 6061, 6053, 7050, 7075, 8ХХХ; медные сплавы, включая бронзу (указана выше) и медь, легированную комбинацией из цинка, олова, алюминия, кремния, никеля, серебра; магний, легированный алюминием, цинком, марганцем, кремнием, медью, никелем, цирконием, бериллием, кальцием, церием, неодимом, стронцием, оловом, иттрием, редкоземельными металлами; железо и железо, легированное хромом, углеродом, кремнием, хромом, никелем, калием, плутонием, цинком, цирконием, титаном, свинцом, магнием, оловом, скандием; и другие их сплавы и комбинации.
Согласно одному аспекту изобретения, энергия колебаний (от вибраторов с механическим приводом, создающих низкочастотные колебания в диапазоне 8000-15000 колебаний в минуту, либо до 10 кГц, и/или ультразвуковых вибраторов с частотой в диапазоне 5-400 кГц) вводится через жидкую среду, контактирующую с полосой, в кристаллизующийся металл, находящийся под устройством 34 для обработки расплавленного металла. Согласно одному аспекту изобретения, механическим путем вводится энергия колебаний в диапазоне 565-5000 Гц. Согласно одному аспекту изобретения, механическими путем создается энергия колебаний на еще более низких частотах, начиная от доли колебания в секунду и до 565 колебаний в секунду. Согласно одному аспекту изобретения, при помощи ультразвука создается энергия колебаний на частотах в диапазоне 5 кГц - 400 кГц. Согласно одному аспекту изобретения, энергия колебаний вводится через корпус 44, содержащий источник 40 энергии колебаний. Корпус 44 соединен с другими элементами конструкции, например, полосой 36 или роликами 38, которые контактируют либо со стенками канала, либо непосредственно с расплавленным металлом. Согласно одному аспекту изобретения, эта механическая связь позволяет передавать энергию колебаний от источника энергии колебаний в расплавленный металл во время его охлаждения.
Согласно одному аспекту, охлаждающая среда может представлять собой жидкость, например, воду. Согласно одному аспекту, охлаждающая среда может представлять собой газ, например, сжатый воздух или азот. Согласно одному аспекту изобретения, охлаждающая среда может представлять собой материал, фазовое состояние которого меняется. Предпочтительно, чтобы обеспечивался расход охлаждающей среды, достаточный для переохлаждения металла, находящегося рядом с полосой 36 (с превышением температуры ликвидуса сплава менее, чем на 5-10°С, или даже ниже температуры ликвидуса).
Согласно одному аспекту изобретения, равноосные зерна в литом изделии получают без необходимости добавления частиц примесей, например, борида титана, в металл или металлический сплав для увеличения количества зерен и способствования равномерной гетерогенной кристаллизации. Согласно одному аспекту изобретения, вместо использования модификаторов для создания мест начала кристаллизации можно использовать энергию колебаний.
Во время работы расплавленный металл, имеющий температуру значительно выше температуры ликвидуса сплава, под действием силы тяжести течет в канал литейного колеса 30 и проходит под устройством 34 для обработки расплавленного металла, где он подвергается воздействию энергии колебаний (т.е., колебаний ультразвуковых или колебаний, созданных механическим путем). Температура расплавленного металла, поступающего в канал литейного колеса, кроме прочего, зависит от выбранного типа сплава, скорости заливки и размеров этого канала в литейном колесе. В случае алюминиевых сплавов, температура литья может находиться в диапазоне 1220 F (660°C) -1350 F (732°C), при этом предпочтительными вложенными диапазонами являются, например, 1220 F (660°C) -1300 F (704°C), 1220 F (660°C) -1280 F (693°C), 1220 F (660°C) -1270 F (688°C), 1220 F (660°C) -1340 F (727°C), 1240 F (671°C) -1320 F (716°C), 1250 F (677°C) -1300 F (704°C), 1260 F (682°C) -1310 F (710°C), 1270 F (688°C) -1320 F (716°C), 1320 F (716°C) -1330 F (721°C), также подходят перекрывающиеся и промежуточные диапазоны и возможны вариации в пределах +/- 10 градусов F. Канал литейного колеса 30 охлаждают, чтобы гарантировать нахождение расплавленного металла в нем при температуре, близкой к температуре субликвидуса (например, с превышением температуры ликвидуса сплава менее, чем на 5-10°С, или даже ниже температуры ликвидуса, хотя температура заливки может значительно превышать эти 10°С). Во время работы можно контролировать температуру атмосферы, окружающей расплавленный металл, путем использования кожуха (не показан), который заполняется, например, инертным газом, таким как Ar, He, или азотом, либо через который эти газы продуваются. На литейном колесе 30 расплавленный металл находится, как правило, в состоянии поддержания неизменной температуры, при котором он переходит из жидкого состояния в твердое.
В результате переохлаждения на уровне, близком к температуре субликвидуса, скорости кристаллизации не настолько низкие, чтобы обеспечивалось равновесие на границе солидуса и ликвидуса, что, в свою очередь, приводит к вариациям химического состава в литом стержне. Неодинаковость химического состава приводит к ликвации. В дополнение к этому, степень ликвации напрямую связана с коэффициентами диффузии различных химических элементов в расплавленный металл, а также со скоростями теплопереноса. Другой тип ликвации возникает в тех местах, где сначала кристаллизуются составляющие с более низкими температурами плавления.
В тех вариантах реализации изобретения, в которых используются ультразвуковые колебания или колебания, созданные механическим путем, энергия колебаний возбуждает расплавленный металл во время его охлаждения. В этом варианте из-за воздействия энергии колебаний происходит возбуждение и эффективное перемешивание расплавленного металла. В одном варианте реализации изобретения энергия колебаний, созданных механическим путем, служит для непрерывного перемешивания расплавленного металла во время его охлаждения. В различных процессах литья сплавов желательно обеспечить высокие концентрации кремния в алюминиевом сплаве. Однако при его более высоких концентрациях кремний может выделяться в виде фаз. За счет "повторного вмешивания" этих выделившихся фаз с переводом их обратно в расплавленное состояние можно по меньшей мере отчасти вернуть элементарный кремний обратно в раствор. В качестве альтернативы, даже если остаются выделившиеся фазы, смешивание не позволит произойти ликвации выделившихся фаз кремния, что усилило бы абразивное истирание металлических матрицы и роликов, находящихся ниже, если смотреть в направлении технологического процесса.
В различных системах металлических сплавов возникает явление одного и того же типа, когда один компонент сплава (как правило, компонент с более высокой температурой плавления) выделяется в чистой форме, что приводит, по сути, к "загрязнению" сплава частицами чистого компонента. Если говорить в общем, при литье сплава происходит ликвация, в результате чего концентрация растворенного компонента в отливке не является одинаковой. Это может быть вызвано протеканием различных процессов. Считается, что микроликвация, происходящая на участках, сравнимых по размеру с расстояниями между ветвями дендритов, является результатом того, что концентрация в первой образовавшейся твердой фазе ниже окончательной равновесной концентрации, что приводит к переходу избытка растворенного компонента в жидкость, в результате чего в твердой фазе, образовавшейся позднее, имеется более высокая концентрация. Макроликвация происходит на участках, сравнимых с размерами отливки. Это может быть вызвано протеканием ряда сложных процессов, включающих усадку при кристаллизации отливки, и изменением плотности жидкости при разделении растворенного компонента. Желательно предотвратить ликвацию во время литья, чтобы получить кристаллизовавшуюся заготовку, имеющую неизменные свойства материала.
Таким образом, выше указаны сплавы, входящие в число определенных сплавов, которые могут выиграть от обработки при помощи энергии колебаний, которая соответствует изобретению.
Другие конфигурации
Настоящее изобретение не ограничивается применением энергии колебаний исключительно к канальным конструкциям, которые здесь описаны. Если говорить в общем, энергия колебаний (от вибраторов с механическим приводом, создающих низкую частоту в диапазоне до 10 кГц, и/или при частоте ультразвука в диапазоне 5-400 кГц) может вызывать начало кристаллизации на тех участках процесса литья, где расплавленный металл начинает охлаждаться с переходом из расплавленного состояния в твердое состояние (т.е., состояние поддержания неизменной температуры). Если взглянуть по-другому, в изобретении, в его различных вариантах, применение энергии колебаний от множества различных источников сочетается с управлением температурой таким образом, чтобы расплавленный металл, находящийся рядом с охлаждающей поверхностью, имел температуру, близкую к температуре ликвидуса сплава. В этих вариантах температура расплавленного металла, находящегося в канале или у полосы 36 литейного колеса 30, является достаточно низкой для того, чтобы вызвать начало кристаллизации и рост кристаллов (образование дендритов), при этом энергия колебаний создает центры кристаллизации и/или разрушает дендриты, которые могут возникнуть на поверхности канала литейного колеса 30.
В одном варианте реализации изобретения преимущества, обеспечиваемые процессом литья, можно получить без задействования источников энергии колебаний, либо их задействования в непрерывном режиме. В одном варианте реализации изобретения за счет управления питанием источников энергии колебаний эти источники можно задействовать с запрограммированными циклами включения/выключения, обеспечивающими относительную длительность включения в диапазонах 0-100%, 10-50%, 50-90%, 40-60%, 45-55% и любых промежуточных диапазонах.
В другом варианте реализации изобретения, энергию колебаний (ультразвуковых или созданных механическим путем) непосредственно вводят в расплавленный алюминий, заливаемый на литейное колесо, до его контакта с полосой 36. Непосредственное воздействие энергии колебаний создает колебания давления в расплаве. Непосредственное воздействие энергии ультразвука как энергии колебаний на расплавленный металл может вызвать кавитацию в жидком расплаве.
Не имея при этом в виду ограничение какой-либо конкретной теорией, кавитация заключается в возникновении маленьких несплошностей или пустот в жидкостях, которые затем растут, пульсируют или схлопываются. Пустоты возникают в результате действия растягивающих механических напряжений, создаваемых звуковой волной в разреженной фазе. Если растягивающие механические напряжения (или отрицательное давление) продолжают действовать после возникновения пустоты, она будет увеличиваться в несколько раз по сравнению с первоначальным размером. Во время кавитации в поле ультразвука, одновременно возникает множество пустот на расстояниях меньше длины волны ультразвука. В этом случае пузырьки пустот сохраняют свою сферическую форму. Последующее поведение кавитационных пузырьков является в высшей степени изменчивым: небольшая доля пузырьков объединяется с образованием больших пузырьков, но почти все они схлопываются под действием звуковой волны на стадии сжатия. Во время сжатия некоторые из этих пустот могут схлопываться из-за действия сжимающих механических напряжений. В результате, когда эти пустоты схлопываются, в расплаве возникают сильные ударные волны. Соответственно, в одном варианте реализации изобретения ударные волны, созданные энергией колебаний, служат для разрушения дендритов и других растущих центров кристаллизации, что приводит к возникновению новых центров кристаллизации, это, в свою очередь, приводит к получению структуры с равноосными зернами. В дополнение к этому, в другом варианте реализации изобретения непрерывные ультразвуковые колебания могут эффективным образом повышать однородность возникающих центров кристаллизации, дополнительно способствуя получению равноосной структуры. В другом варианте реализации изобретения прерывистые колебания ультразвука или колебания, созданные механическим путем, могут эффективным образом повышать однородность возникающих центров кристаллизации, дополнительно способствуя получению равноосной структуры.
На Фиг.4 схематично показана конструкция литейного колеса, соответствующего одному варианту реализации изобретения, а именно, с устройством 66, имеющим виброзонд (не показан), непосредственно вводимый в расплавленный металл, заливаемый на литейное колесо 60. Зонд будет иметь конструкцию, которая аналогична применяемой в данной области техники для ультразвуковой дегазации. На Фиг.4 изображен ролик 62, прижимающий полосу 68 к ободу литейного колеса 60. Устройство 66 с виброзондом непосредственно или опосредованно вводит энергию колебаний (энергию ультразвука или энергию, созданную механическим путем) в расплавленный металл, заливаемый в канал (не показан) литейного колеса 60. По мере вращения литейного колеса 60 против часовой стрелки, расплавленный металл проходит под роликом 62 и приходит в контакт с устройством 64 для охлаждения расплавленного металла, использование которого не является обязательным. Это устройство 64 может быть аналогично узлу 42, показанному на Фиг.2 и 3, но при этом не будет иметь вибраторов 40. Это устройство 64 может быть аналогично устройству 34 для обработки расплавленного металла, показанному на Фиг.3, но при этом не будет иметь механических вибраторов 40.
В этом варианте, как показано на Фиг.4, в устройстве для обработки расплавленного металла, используемом в литейной установке, применяется по меньшей мере один источник энергии колебаний (т.е., устройство 66 с виброзондом), который вводит энергию колебаний при помощи зонда, введенного в расплавленный металл, заливаемый на литейное колесо (предпочтительно, но не обязательно, непосредственно в расплавленный металл, заливаемый на литейное колесо), когда этот металл, находящийся на литейном колесе, охлаждается. Опорное устройство удерживает источник энергии колебаний (устройство 66 с виброзондом) на месте.
В другом варианте реализации изобретения энергия колебаний может вводиться в расплавленный металл, когда его охлаждают при помощи воздуха или газа, используемых в качестве среды в генераторах звуковых колебаний. Генераторы звуковых колебаний (например, усилители звука) можно использовать для генерации и передачи звуковых волн в расплавленный металл. В этом варианте рассмотренные выше ультразвуковые вибраторы или вибраторы с механическим приводом будут заменяться или дополняться генераторами звуковых колебаний. Усилители звука, подходящие для изобретения, будут создавать звуковые колебания от 1 до 20000 Гц. Можно использовать звуковые колебания выше или ниже этого диапазона. Например, можно использовать звуковые колебания в диапазонах 0,5-20 Гц, 10-500 Гц, 200-2000 Гц, 1000-5000 Гц, 2000-10000 Гц, 5000-14000 Гц, 10000-16000 Гц, 14000-20000 Гц и 18000-25000 Гц. Для генерации и передачи энергии звука можно использовать электроакустические преобразователи.
В одном варианте реализации изобретения энергия звука может быть введена через газообразную среду непосредственно в расплавленный металл, при этом энергия звука создает колебания в расплавленном металле. В одном варианте реализации изобретения энергия звука может быть введена через газообразную среду в расплавленный металл опосредованно, при этом энергия звука вызывает колебания полосы 36 или другого опорного элемента, содержащего расплавленный металл, которые, в свою очередь, создают колебания в расплавленном металле.
Помимо использования обработки при помощи энергии колебаний, предлагаемой настоящим изобретением, в описанных выше системах для непрерывного литья с использованием колеса, это изобретение также полезно использовать в неподвижных литейных формах и вертикальных литейных установках.
В случае неподвижных установок, расплавленный металл будет заливаться в неподвижную литейную форму 62, например, такую, как показана на Фиг.5, которая сама имеет устройство 34 для обработки расплавленного металла (показано схематично). В результате энергия колебаний (от вибраторов с механическим приводом, при работе создающих низкую частоту в диапазоне до 10 кГц, и/или при частоте ультразвука в диапазоне 5-400 кГц) может вызывать начало кристаллизации в тех местах неподвижной литейной формы, где расплавленный металл начинает охлаждаться с переходом из расплавленного состояния в твердое состояние (т.е., состояние поддержания неизменной температуры).
На Фиг.6А - Фиг.6D изображены выбранные компоненты вертикальной литейной установки. Более подробную информацию об этих компонентах и других особенностях вертикальной литейной установки можно найти в патенте США № 3,520,352 (содержание которого этим упоминанием включено сюда во всей полноте). Как показано на Фиг.6А - Фиг.6D, вертикальная литейная установка включает полость 213 для литья расплавленного металла, которая в показанном варианте в общем является квадратной, но может быть круглой, эллиптической, многоугольной или любой другой подходящей формы, и которая ограничена вертикальными стыкующимися первыми частями 215 стенок и вторыми, или угловыми, частями 217 стенок, находящимися в верхней части литейной формы. Стенки 215 и угловые элементы 217 полости для литья окружает находящийся от них на расстоянии кожух 219, предназначенный для удерживания текучей среды. Кожух 219 приспособлен для приема охлаждающей текучей среды, например, воды, через впускной канал 221 и вывода охлаждающей текучей среды через выпускной канал 223.
В то время как первые части 215 стенок предпочтительно изготовлены из материала с высокой теплопроводностью, например, меди, вторые, или угловые, части 217 стенок состоят из менее теплопроводного материала, например, такого как керамика. Как показано на Фиг.6А - Фиг.6D, угловые части 217 стенок имеют в общем L-образное поперечное сечение, или сечение в виде угла, и вертикальные торцы каждого углового элемента сближаются, если смотреть в направлении по вертикали вниз. Таким образом, угловой элемент 217 заканчивается в литейной форме на некотором подходящем уровне выше ее выпускного конца, который находится между показанными поперечными сечениями.
При работе расплавленный металл течет из промежуточного разливочного устройства 245 в литейную форму, которая перемещается возвратно-поступательно в вертикальном направлении, и отлитая нить металла непрерывно отводится от литейной формы. Сначала расплавленный металл охлаждается в литейной форме при контакте с ее более холодными стенками, в той зоне, которую можно считать первой зоной охлаждения. В этой зоне тепло быстро удаляется из расплавленного металла, и предполагается, что вокруг расположенной в центре ванны расплавленного металла образуется сплошная корка.
В одном варианте реализации изобретения положение источников энергии колебаний (вибраторов 40, для простоты схематично изображенных только на Фиг.6D) будет зависеть от конструкции кожуха 219, предназначенного для удерживания текучей среды, и в предпочтительном случае они будут установлены в охлаждающей среде, циркулирующей в этом кожухе. Энергия колебаний (от вибраторов с механическим приводом, при работе создающих низкую частоту в диапазоне 8000-15000 колебаний в минуту, и/или при частоте ультразвука в диапазоне 5-400 кГц и/или от указанных выше усилителей звука) будет вызывать начало кристаллизации на тех участках процесса литья, где расплавленный металл начинает охлаждаться с переходом из расплавленного состояния в твердое состояние (т.е., состояние поддержания неизменной температуры), по мере того, как расплавленный металл переходит из жидкого состояния в твердое, и по мере того, как отлитая нить металла непрерывно отводится из полости 213 для литья металла.
В одном варианте реализации изобретения описанное выше ультразвуковое измельчение зерна комбинируется с упомянутой выше ультразвуковой дегазацией для удаления примесей из ванны расплавленного металла перед его литьем. На Фиг.9 схематично показан вариант реализации изобретения, в котором применяются как ультразвуковая дегазация, так и ультразвуковое измельчение зерна. Как здесь показано, источником расплавленного металла является печь. Расплавленный металл из печи транспортируется в желоб. В одном варианте реализации изобретения на пути прохождения желоба перед подачей расплавленного металла в литейную машину (например, на литейное колесо), содержащую ультразвуковой измельчитель зерна (не показан), установлен ультразвуковой дегазатор. В одном варианте необязательно, чтобы измельчение зерна в литейной машине происходило в диапазоне частот ультразвука, вместо этого оно может выполняться при одной или более других частотах колебаний, созданных механическим путем, которые указаны в других местах этого описания.
В патенте '336 описаны следующие дегазаторы, подходящие для различных вариантов реализации настоящего изобретения, но ультразвуковые дегазаторы не ограничиваются приведенными далее их конкретными вариантами. Одним подходящим дегазатором может быть ультразвуковое устройство, имеющее ультразвуковой преобразователь; вытянутый зонд, первый конец которого прикреплен к ультразвуковому преобразователю, и на втором конце которого находится наконечник этого зонда; и систему для подачи продувочного газа, причем эта система может содержать впуск для продувочного газа и выпуск для продувочного газа. В некоторых вариантах выпуск для продувочного газа может находиться на расстоянии не более приблизительно 10 см (5 см, 1 см) от наконечника вытянутого зонда, в то время как в других вариантах выпуск для продувочного газа может находиться на этом наконечнике. В дополнение к этому, ультразвуковое устройство может содержать множество узлов с зондами и/или множество зондов для каждого ультразвукового преобразователя.
В патенте '397 описаны следующие дегазаторы, которые также подходят для различных вариантов реализации настоящего изобретения, но ультразвуковые дегазаторы не ограничиваются приведенными далее их конкретными вариантами. Одним подходящим дегазатором может быть ультразвуковое устройство, имеющее ультразвуковой преобразователь; зонд, прикрепленный к ультразвуковому преобразователю, причем зонд имеет наконечник; и систему для подачи газа, причем эта система содержит впуск для газа, канал протекания газа через зонд и выпуск для газа на в наконечнике зонда. В одном варианте зонд может представлять собой вытянутый зонд, первый конец которого прикреплен к ультразвуковому преобразователю, и на втором конце которого находится наконечник этого зонда. Помимо этого, зонд может содержать нержавеющую сталь, титан, ниобий, керамику и т.п., либо комбинацию любых из этих материалов. В другом варианте ультразвуковой зонд может представлять собой единственный зонд из материала SIALON, с проходящей через него встроенной системой для подачи газа. В еще одном варианте ультразвуковое устройство может содержать множество узлов с зондами и/или множество зондов для каждого ультразвукового преобразователя.
В одном варианте реализации изобретения ультразвуковое измельчение зерна дополнено ультразвуковой дегазацией, при которой используются, например, рассмотренные выше ультразвуковые зонды. В различных примерах ультразвуковой дегазации продувочный газ вводят в расплавленный металл, например, при помощи рассмотренных выше зондов с расходом от приблизительно 1 до приблизительно 50 л/мин. Указание на то, что расход находится в диапазоне от приблизительно 1 до приблизительно 50 л/мин, подразумевает, что расход может составлять приблизительно 1, приблизительно 2, приблизительно 3, приблизительно 4, приблизительно 5, приблизительно 6, приблизительно 7, приблизительно 8, приблизительно 9, приблизительно 10, приблизительно 11, приблизительно 12, приблизительно 13, приблизительно 14, приблизительно 15, приблизительно 16, приблизительно 17, приблизительно 18, приблизительно 19, приблизительно 20, приблизительно 21, приблизительно 22, приблизительно 23, приблизительно 24, приблизительно 25, приблизительно 26, приблизительно 27, приблизительно 28, приблизительно 29, приблизительно 30, приблизительно 31, приблизительно 32, приблизительно 33, приблизительно 34, приблизительно 35, приблизительно 36, приблизительно 37, приблизительно 38, приблизительно 39, приблизительно 40, приблизительно 41, приблизительно 42, приблизительно 43, приблизительно 44, приблизительно 45, приблизительно 46, приблизительно 47, приблизительно 48, приблизительно 49 или приблизительно 50 л/мин. В дополнение к этому, расход может находиться в пределах любого диапазона от приблизительно 1 до приблизительно 50 л/мин (например, расход находится в диапазоне от приблизительно 2 до приблизительно 20 л/мин), и это также включает любую комбинацию диапазонов между приблизительно 1 и приблизительно 50 л/мин. Возможны и промежуточные диапазоны. Подобно этому, аналогичным образом должны пониматься и все другие рассмотренные здесь диапазоны.
В вариантах реализации настоящего изобретения, относящихся к ультразвуковой дегазации и ультразвуковому измельчению зерна, могут предлагаться системы, способы и/или устройства для ультразвуковой дегазации расплавленных металлов, включая (но не ограничиваясь указанным) алюминий, медь, сталь, цинк, магний и т.п., либо комбинации этих и других металлов (например, сплавы). При обработке или литье изделий может потребоваться емкость для удержания ванны расплавленного металла, и в этой емкости можно поддерживать повышенные температуры. Например, температуру расплавленной меди можно поддерживать на уровне около 1100°С, в то время как температуру расплавленного алюминия можно поддерживать на уровне около 750°С.
В том виде, как здесь используется, термин "емкость", "емкость с расплавленным металлом" и т.п. означает любой контейнер, который может содержать расплавленный металл, включая сосуд, тигель, лоток, желоб, печь, ковш и т.д. Термины "емкость" и "емкость с расплавленным металлом" используются, когда речь идет о режиме с изготовлением партий, непрерывном режиме, полунепрерывном режиме и т.д., и, например, в случаях, когда расплавленный металл в общем является неподвижным (например, это часто относится к тиглю), и в случаях, когда расплавленный металл в общем находится в движении (например, это часто относится к желобу).
Для отслеживания, проверки или изменения условий нахождения расплавленного металла в емкости, а также для окончательного получения или отливки требуемого металлического изделия могут использоваться различные приборы или устройства. Требуется, чтобы эти приборы или устройства имели повышенную стойкость к повышенным температурам, имеющимся в емкостях с расплавленным металлом, преимуществом является более длительный срок службы и неспособность их материала реагировать с расплавленным металлом, либо ограниченная способность реагировать, вне зависимости от того, что это за металл (или что входит в его состав) - алюминий, медь, сталь, цинк, магний и т.д.
Помимо этого, в расплавленных металлах могут быть растворены один или более газов, и эти газы могут отрицательно влиять на окончательное получение или отливание требуемого металлического изделия и/или получаемые в результате физические свойства этого изделия как такового. Например, газ, растворенный в расплавленном металле, может содержать водород, кислород, азот, диоксид серы и т.п., либо их комбинации. В некоторых обстоятельствах может оказаться выгодным удаление газа или уменьшение количества газа в расплавленном металле. В качестве примера, растворенный водород может быть вреден при литье алюминия (меди, либо другого металла или сплава), поэтому свойства готовых изделий, полученных из алюминия (меди, либо другого металла или сплава), можно улучшить за счет уменьшения количества водорода, попавшего в ванну расплавленного алюминия (меди, либо другого металла или сплава). Водород, растворенный на уровне более 0,2 ррм, более 0,3 ррм или более 0,5 ррм по массе, может оказывать неблагоприятное влияние на скорость литья и качество получаемых в результате из алюминия (меди, либо другого металла или сплава) прутков или других изделий. Водород может попадать в ванну расплавленного алюминия (меди, либо другого металла или сплава) из-за его присутствия в атмосфере выше этой ванны, либо может присутствовать в подаваемом исходном материале, содержащем алюминий (медь, либо другой металл или сплав), который создает ванну расплавленного алюминия (меди, либо другого металла или сплава).
Попытки уменьшить количество газов, растворенных в ванне расплавленного металла, не всегда были полностью успешными. Часто в прошлом эти процессы предполагали использование дополнительного и дорогого оборудования, а также потенциально опасных материалов. Например, в процессе, используемом в области промышленности, связанной с литьем металлов, для уменьшения содержания растворенного газа в расплавленном металле, могут применяться роторы, изготовленные из такого материала, как графит, и эти роторы могут быть помещены в ванну расплавленного металла. В места поблизости от роторов в ванну расплавленного металла дополнительно может вводиться газообразный хлор. Хотя добавление газообразного хлора в некоторых ситуациях может с успехом обеспечить уменьшение, например, количества водорода, растворенного в ванне расплавленного металла, этот обычный процесс имеет ощутимые недостатки, не последними из которых являются стоимость, сложность и использование потенциально опасного и потенциально вредного для окружающей среды газообразного хлора.
В дополнение к этому, в расплавленных металлах могут присутствовать примеси, и эти примеси могут отрицательно влиять на окончательное получение и отливку требуемого металлического изделия и/или получаемые в результате физические свойства этого изделия как такового. Например, примеси, находящиеся в расплавленном металле, могут содержать щелочной или другой металл, присутствие которого в расплавленном металле не является ни необходимым, ни желательным. Различные металлические сплавы могут иметь небольшое процентное содержание определенных металлов, и такие металлы не будут считаться примесями. В качестве примеров, не накладывающих ограничений, примеси могут содержать литий, натрий, калий, свинец и т.п., либо их комбинации. Различные примеси могут попадать в ванну расплавленного металла (алюминия, меди, либо другого металла или сплава) из-за их присутствия в подаваемом исходном металлическом материале, создающем ванну расплавленного металла.
В вариантах реализации этого изобретения, относящихся к ультразвуковой дегазации и ультразвуковому измельчению зерна, могут предлагаться способы уменьшения количества растворенного газа, находящегося в ванне расплавленного металла, или, выражаясь иначе, способы дегазации расплавленных металлов. Один такой способ может содержать задействование ультразвукового устройства, находящегося в ванне расплавленного металла, и введение продувочного газа в эту ванну в непосредственной близости от этого устройства. Растворенный газ в качестве необязательного варианта может содержать кислород, водород, диоксид серы и т.п., либо их комбинации. Например, растворенный газ в качестве необязательного варианта может содержать водород. Ванна расплавленного металла может содержать алюминий, медь, цинк, сталь, магний и т.п., либо их смеси и/или комбинации (например, включая различные сплавы алюминия, меди, цинка, стали, магния и т.д.). В некоторых вариантах, относящихся к ультразвуковой дегазации и ультразвуковому измельчению зерна, ванна расплавленного металла может содержать алюминий, а в других вариантах ванна расплавленного металла может содержать медь. Соответственно, расплавленный металл, образующий ванну, может представлять собой алюминий, или в качестве альтернативы расплавленным металлом может быть медь.
Помимо этого, в вариантах реализации этого изобретения могут предлагаться способы уменьшения количества примеси, присутствующей в ванне расплавленного металла или, выражаясь иначе, способы удаления примесей. Один такой способ, относящийся к ультразвуковой дегазации и ультразвуковому измельчению зерна, может содержать задействование ультразвукового устройства, находящегося в ванне расплавленного металла, и введение продувочного газа в эту ванну в непосредственной близости от этого устройства. Примесь в качестве необязательного варианта может содержать литий, натрий, калий, свинец и т.п., либо их комбинации. Например, в качестве необязательного варианта примесь может содержать литий или, как альтернатива, натрий. Ванна расплавленного металла может содержать алюминий, медь, цинк, сталь, магний и т.п., либо их смеси и/или комбинации (например, включая различные сплавы алюминия, меди, цинка, стали, магния и т.д.). В некоторых вариантах ванна расплавленного металла может содержать алюминий, а в других вариантах ванна расплавленного металла может содержать медь. Соответственно, расплавленный металл, образующий ванну, может представлять собой алюминий, или в качестве альтернативы расплавленным металлом может быть медь.
Продувочный газ, используемый при ультразвуковой дегазации и ультразвуковом измельчении зерна, применяемых в рассмотренных здесь способах дегазации и/или способах удаления примесей, может содержать одно или более следующего: азот, гелий, неон, аргон, криптон и/или ксенон, но не ограничивается указанным. Предполагается, что в качестве продувочного газа может использоваться любой подходящий газ, при условии, что этот газ слабо реагирует с конкретным металлом (металлами), находящимися в ванне расплавленного металла, или слабо растворяется в них. В дополнение к этому, могут применяться смеси или комбинации газов. Согласно некоторым рассмотренным здесь вариантам, продувочный газ в качестве необязательного варианта может содержать инертный газ; как альтернатива, продувочный газ в качестве необязательного варианта может содержать благородный газ; как альтернатива, продувочный газ в качестве необязательного варианта может содержать гелий, неон, аргон, либо их комбинацию; как альтернатива, продувочный газ в качестве необязательного варианта может содержать гелий; как альтернатива, продувочный газ в качестве необязательного варианта может содержать неон; или, как альтернатива, продувочный газ в качестве необязательного варианта может содержать аргон. В дополнение к этому, заявители предполагают, что в некоторых вариантах вместе с описанными здесь процессами ультразвуковой дегазации может использоваться обычная технология дегазации. Соответственно, продувочный газ может в некоторых вариантах дополнительно содержать газообразный хлор, например, газообразный хлор в качестве продувочного газа может использоваться отдельно, либо в комбинации по меньшей мере с одним из следующего: азотом, гелием, неоном, аргоном, криптоном и/или ксеноном.
Однако в других вариантах этого изобретения способы, относящиеся к ультразвуковой дегазации и ультразвуковому измельчению зерна, с целью дегазации или уменьшения количества газа, растворенного в ванне расплавленного металла, можно выполнять при незначительном наличии газообразного хлора или при его отсутствии. В том виде, как здесь используется, "незначительное наличие" означает, что может использоваться не более 5% газообразного хлора по весу в общем количестве используемого продувочного газа. В некоторых вариантах описанные здесь способы могут содержать введение продувочного газа, и этот продувочный газ может выбираться из группы, состоящей из азота, гелия, неона, аргона, криптона, ксенона и их комбинаций.
Количество продувочного газа, вводимого в ванну расплавленного металла, может меняться в зависимости от ряда факторов. Часто при ультразвуковой дегазации и ультразвуковом измельчении зерна количество продувочного газа, вводимого при выполнении способа дегазации расплавленных металлов (и/или способа удаления примесей из расплавленных металлов), соответствующего вариантам реализации этого изобретения, может находиться в диапазоне от приблизительно 0,1 до приблизительно 150 стандартных литров в минуту (л/мин). В некоторых вариантах количество вводимого продувочного газа может находиться в диапазоне от приблизительно 0,5 до приблизительно 100 л/мин, от приблизительно 1 до приблизительно 100 л/мин, от приблизительно 1 до приблизительно 50 л/мин, от приблизительно 1 до приблизительно 35 л/мин, от приблизительно 1 до приблизительно 25 л/мин, от приблизительно 1 до приблизительно 10 л/мин, от приблизительно 1,5 до приблизительно 20 л/мин, от приблизительно 2 до приблизительно 15 л/мин или от приблизительно 2 до приблизительно 10 л/мин. Этот объемный расход указан в стандартных литрах в минуту, т.е., при стандартных температуре (21,1°С) и давлении (101 кПа).
При работе с расплавленным металлом в непрерывном и полунепрерывном режимах количество продувочного газа, вводимого в ванну расплавленного металла, можно менять, исходя из выхода расплавленного металла или производительности. Соответственно, количество продувочного газа, вводимого при выполнении способа дегазации расплавленных металлов (и/или способа удаления примесей из расплавленных металлов) в соответствии с такими вариантами реализации, относящимися к ультразвуковой дегазации и ультразвуковому измельчению зерна, может находиться в диапазоне от приблизительно 10 до приблизительно 500 мл/ч продувочного газа на один кг/ч расплавленного металла (мл продувочного газа/кг расплавленного металла). В некоторых вариантах отношение объемного расхода продувочного газа к объему выпуска расплавленного металла может находиться в диапазоне от приблизительно 10 до приблизительно 400 мл/кг; в качестве альтернативы, от приблизительно 15 до приблизительно 300 мл/кг; в качестве альтернативы, от приблизительно 20 до приблизительно 250 мл/кг; в качестве альтернативы, от приблизительно 30 до приблизительно 200 мл/кг; в качестве альтернативы, от приблизительно 40 до приблизительно 150 мл/кг; или, в качестве альтернативы, от приблизительно 50 до приблизительно 125 мл/кг. Также, как и в приведенном выше случае, объемный расход продувочного газа указан при стандартных температуре (21,1°С) и давлении (101 кПа).
Способы дегазации расплавленных металлов, соответствующие вариантам реализации этого изобретения и относящиеся к ультразвуковой дегазации и ультразвуковому измельчению зерна, могут обеспечить эффективное удаление более, чем приблизительно 10 весовых процентов растворенного газа, присутствующего в ванне расплавленного металла, т.е., количество растворенного газа в ванне расплавленного металла может быть уменьшено на более, чем приблизительно 10 весовых процентов от его количества, имевшегося перед применением дегазации. В некоторых вариантах количество присутствующего растворенного газа может быть уменьшено на более, чем приблизительно 15 весовых процентов, более, чем приблизительно 20 весовых процентов, более, чем приблизительно 25 весовых процентов, более, чем приблизительно 35 весовых процентов, более, чем приблизительно 50 весовых процентов, более, чем приблизительно 75 весовых процентов или более, чем приблизительно 80 весовых процентов от количества растворенного газа, имевшегося до применения способа дегазации. Например, если растворенным газом является водород, уровни содержания водорода в ванне расплавленного металла, содержащей алюминий или медь, превышающие приблизительно 0,3 ррм, 0,4 ррм или 0,5 ррм (по массе), могут быть неблагоприятными, и часто содержание водорода в расплавленном металле может составлять приблизительно 0,4 ррм, приблизительно 0,5 ррм, приблизительно 0,6 ррм, приблизительно 0,7 ррм, приблизительно 0,8 ррм, приблизительно 0,9 ррм, приблизительно 1 ррм, приблизительно 1,5 ррм, приблизительно 2 ррм или более 2 ррм. Предполагается, что применение способов, описанных для вариантов реализации этого изобретения, может уменьшить количество растворенного газа в ванне расплавленного металла до уровня менее, чем приблизительно 0,4 ррм; в качестве альтернативы, до уровня менее, чем приблизительно 0,3 ррм; в качестве альтернативы, до уровня менее, чем приблизительно 0,2 ррм; в качестве альтернативы, до уровня в диапазоне от приблизительно 0,1 до приблизительно 0,4 ррм; в качестве альтернативы, до уровня в диапазоне от приблизительно 0,1 до приблизительно 0,3 ррм; или, в качестве альтернативы, до уровня в диапазоне от приблизительно 0,2 до приблизительно 0,3 ррм. В этих и других вариантах реализации изобретения растворенный газ в качестве необязательного варианта может содержать водород, а ванна расплавленного металла в качестве необязательного варианта может содержать алюминий и/или медь.
Варианты реализации этого изобретения, относящиеся к ультразвуковой дегазации и ультразвуковому измельчению зерна, в которых предлагаются способы дегазации (например, уменьшение количества растворенного газа в емкости, содержащей ванну расплавленного металла) или способы удаления примесей, могут содержать задействование ультразвукового устройства, находящегося в ванне расплавленного металла. Ультразвуковое устройство может содержать ультразвуковой преобразователь и вытянутый зонд, имеющий первый конец и второй конец. Первый конец может быть прикреплен к ультразвуковому преобразователю, и на втором конце может находиться наконечник, и вытянутый в длину зонд на наконечнике может содержать ниобий. Ниже подробно описаны иллюстративные и не накладывающие ограничений примеры ультразвуковых устройств, которые могут применяться в рассмотренных здесь процессах и способах.
В случае процесса ультразвуковой дегазации или процесса удаления примесей, продувочный газ можно вводить в ванну расплавленного металла, например, в месте поблизости от ультразвукового устройства. В одном варианте продувочный газ можно вводить в ванну расплавленного металла в месте поблизости от наконечника ультразвукового устройства. В одном варианте продувочный газ можно вводить в ванну расплавленного металла на расстоянии не более приблизительно 1 метра от наконечника ультразвукового устройства, например, на расстоянии не более приблизительно 100 см, не более приблизительно 50 см, не более приблизительно 40 см, не более приблизительно 30 см, не более приблизительно 25 см или не более приблизительно 20 см от наконечника ультразвукового устройства. В некоторых вариантах продувочный газ можно вводить в ванну расплавленного металла на расстоянии не более приблизительно 15 см от наконечника ультразвукового устройства; в качестве альтернативы, на расстоянии не более приблизительно 10 см; в качестве альтернативы, на расстоянии не более приблизительно 8 см; в качестве альтернативы, на расстоянии не более приблизительно 5 см; в качестве альтернативы, на расстоянии не более приблизительно 3 см; в качестве альтернативы, на расстоянии не более приблизительно 2 см; или, в качестве альтернативы, на расстоянии не более приблизительно 1 см. В конкретном варианте продувочный газ можно вводить в ванну расплавленного металла рядом с наконечником ультразвукового устройства или через этот наконечник.
Не предполагая при этом ограничение данной теорией, использование ультразвукового устройства и введение продувочного газа в непосредственной близости от него приводят к серьезному уменьшению количества растворенного газа в емкости, содержащей ванну расплавленного металла. Энергия ультразвука, созданная ультразвуковым устройством, может создавать кавитационные пузырьки в расплаве, в которые может диффундировать растворенный газ. Однако при отсутствии продувочного газа многие кавитационные пузырьки могут схлопываться прежде, чем достигнут поверхности ванны расплавленного металла. Продувочный газ может уменьшать количество кавитационных пузырьков, которые схлопываются перед тем, как достигнут поверхности и/или может увеличивать размер пузырьков, содержащих растворенный газ, и/или может увеличивать количество пузырьков в ванне расплавленного металла; и/или может увеличивать скорость транспортировки пузырьков, содержащих растворенный газ, к поверхности ванны расплавленного металла. Ультразвуковое устройство может создавать кавитационные пузырьки в непосредственной близости к своему наконечнику. Например, в случае если ультразвуковое устройство имеет наконечник с диаметром приблизительно 2-5 см, кавитационные пузырьки могут находиться на расстоянии не более приблизительно 15 см, приблизительно 10 см, приблизительно 5 см, приблизительно 2 см или приблизительно 1 см от наконечника ультразвукового устройства перед схлопыванием. Если продувочный газ вводится слишком далеко от наконечника ультразвукового устройства, возможно, он не сможет диффундировать в кавитационные пузырьки. Следовательно, в вариантах, относящихся к ультразвуковой дегазации и ультразвуковому измельчению зерна, продувочный газ вводят в ванну расплавленного металла на расстоянии не более приблизительно 25 см или приблизительно 20 см от наконечника ультразвукового устройства и, для обеспечения большего преимущества, на расстоянии не более приблизительно 15 см, не более приблизительно 10 см, не более приблизительно 5 см, не более приблизительно 2 см или не более приблизительно 1 см от наконечника ультразвукового устройства.
Ультразвуковые устройства, согласно вариантам реализации этого изобретения, могут находиться в контакте с расплавленным металлом, таким как алюминий или медь, например, как описано в опубликованном патенте США № 2009/0224443, содержание которого этим упоминанием включено сюда во всей полноте. В случае ультразвукового устройства, предназначенного для снижения содержания растворенного газа (например, водорода) в расплавленном металле, в качестве защитного барьера, препятствующего воздействию на это устройство расплавленного металла, или в качестве одного из материалов этого устройства, того, который непосредственно подвергается воздействию расплавленного металла, могут использоваться ниобий или его сплав.
В вариантах реализации настоящего изобретения, относящихся в ультразвуковой дегазации и ультразвуковому измельчению зерна, могут предлагаться системы и способы, обеспечивающие увеличение срока службы компонентов, непосредственно контактирующих с расплавленными металлами. Например, чтобы уменьшить ухудшение свойств материалов, контактирующих с расплавленными металлами, в вариантах реализации изобретения может использоваться ниобий, что приводит к значительному повышению качества готовых изделий. Другими словами, в вариантах реализации изобретения можно увеличить срок службы или сохранить качество материалов или компонентов, контактирующих с расплавленными металлами, за счет использования ниобия в качестве защитного барьера. Ниобий может обладать свойствами, например, высокая температура плавления, которые могут помочь в разработке упомянутых выше вариантов реализации изобретения. В дополнение к этому, ниобий также может создавать защитный оксидный барьер при воздействии на него температуры приблизительно 200°С и выше.
Помимо этого, в вариантах реализации настоящего изобретения, относящихся в ультразвуковой дегазации и ультразвуковому измельчению зерна, могут предлагаться системы и способы, обеспечивающие увеличение срока службы компонентов, непосредственно контактирующих с расплавленными металлами или имеющих с ними границу раздела. Так как ниобий имеет низкую химическую активность в отношении определенных расплавленных металлов, использование ниобия может предотвратить ухудшение свойств основного материала. Следовательно, в вариантах реализации изобретения, относящихся в ультразвуковой дегазации и ультразвуковому измельчению зерна, ниобий может использоваться, чтобы уменьшить ухудшение свойств основных материалов, что приводит к значительному повышению качества готовых изделий. Соответственно, если рассматривать его применение при работе с расплавленными металлами, ниобий может обеспечить комбинацию в виде его высокой температуры плавления и его низкой химической активности в отношении этих расплавленных металлов, например, алюминия и/или меди.
В некоторых вариантах ниобий или его сплав могут использоваться в ультразвуковом устройстве, содержащем ультразвуковой преобразователь и вытянутый зонд. Вытянутый зонд может иметь первый конец и второй конец, причем первый конец может быть прикреплен к ультразвуковому преобразователю, и на втором конце может находиться наконечник. В соответствии с этим вариантом, в наконечнике вытянутый зонд может содержать ниобий (например, ниобий или его сплав). Как рассмотрено выше, ультразвуковое устройство может использоваться в процессе ультразвуковой дегазации. Ультразвуковой преобразователь может генерировать ультразвуковые волны, и зонд, прикрепленный к преобразователю, может передавать ультразвуковые волны в емкость, содержащую ванну расплавленного металла, например, алюминия, меди, цинка, стали, магния и т.п., либо их смеси и/или комбинации (например, включающие различные сплавы из алюминия, меди, цинка, стали, магния и т.д.).
В различных вариантах реализации изобретения используется комбинация из ультразвуковой дегазации и ультразвукового измельчения зерна. Как описано ниже, использование комбинации из ультразвуковой дегазации и ультразвукового измельчения зерна обеспечивает как отдельные преимущества, так и их комбинации. Не имея при этом в виду наложение ограничений приведенным далее описанием, это описание позволяет понять уникальные эффекты, которые возникают при объединении ультразвуковой дегазации и ультразвукового измельчения зерна, что приводит к повышению в целом качества литого изделия, которое вряд ли ожидалось бы при использовании каждого из них отдельно. Эти эффекты были реализованы именно авторами изобретения в ходе разработки ими этой комбинированной ультразвуковой обработки.
При ультразвуковой дегазации химические вещества, содержащие хлор (применяемые, когда ультразвуковая дегазация не используется), исключаются из процесса литья металла. Если хлор, как химическое вещество, присутствует в ванне расплавленного металла, он может реагировать с другими инородными химическими элементами, находящимся в ванне, например, с возможно присутствующими щелочными металлами, с образованием сильных химических связей. Если присутствуют щелочные металлы, в ванне расплавленного металла образуются устойчивые соли, что может привести к появлению включений в литом металлическом изделии, в результате ухудшаются его электропроводность и механические свойства. Если ультразвуковое измельчение зерна не применяется, используются химические измельчители зерна, например, борид титана, но эти материалы, как правило, содержат щелочные металлы.
Соответственно, в случае применения ультразвуковой дегазации, исключающей необходимость использования при обработке хлора как химического элемента, и применения ультразвукового измельчения зерна, исключающего необходимость использования измельчителей зерна (источника щелочных металлов), существенно снижается вероятность образования устойчивых солей и результирующего возникновения включений в литом металлическом изделии. Помимо этого, исключение присутствия этих инородных химических элементов в качестве примесей повышает электропроводность литого металлического изделия. Соответственно, в одном варианте реализации изобретения объединение ультразвуковой дегазации и ультразвукового измельчения зерна означает, что полученное в результате литое металлическое изделие будет иметь превосходные механические свойства и превосходную электропроводность, так как исключается необходимость использования двух главных источников примесей без замены одной инородной примеси на другую.
Другим преимуществом, обеспечиваемым за счет объединения ультразвуковой дегазации и ультразвукового измельчения зерна, является то, что как ультразвуковая дегазация, так и ультразвуковое измельчение зерна эффективным образом "перемешивают" ванну расплавленного металла, обеспечивая однородность этого материала. Когда сплав металла плавится, а затем охлаждается до начала кристаллизации, из-за различия температур плавления при разном процентном составе сплава могут существовать промежуточные фазы в виде сплавов. В одном варианте реализации изобретения как ультразвуковая дегазация, так и ультразвуковое измельчение зерна обеспечивают перемешивание и замешивание промежуточных фаз обратно в расплавленную фазу.
Все эти преимущества позволяют получить изделие с мелкозернистой структурой, меньшим количеством примесей, меньшим количеством включений, улучшенной электропроводностью, улучшенной пластичностью и более высокой прочностью на растяжение, чем можно ожидать при использовании только ультразвуковой дегазации или только ультразвукового измельчения зерна, либо при замене их вместе или по отдельности обычной обработкой с использованием хлора, либо при использовании химических измельчителей зерна.
Демонстрационный процесс ультразвукового измельчения зерна
Использовались вмещающие элементы, показанные на Фиг.2, 3 и 3А, имеющие глубину 10 см, ширину 8 см и форму прямоугольного лотка или канала в литейном колесе 30. Толщина гибкой металлической полосы составляла 6,35 мм. Ширина гибкой металлической полосы составляла 8 см. Для полосы использовалась сталь 1010. Использовалась частота ультразвука 20 кГц, при этом в один или два преобразователя, виброзонды которых контактировали с водой, представляющей собой охлаждающую среду, вводилась мощность 120 Вт (на каждый зонд). В качестве литейной формы использовалась часть литейного колеса из медного сплава. Вода в качестве охлаждающей среды подавалась при температуре, близкой к комнатной, и протекала через каналы 46 со скоростью примерно 15 литров в минуту.
Расплавленный алюминий заливался с расходом 40 кг/мин, что позволяло получать непрерывную алюминиевую отливку, имеющую свойства, соответствующие структуре с равноосным зерном, при том что измельчители зерна не добавлялись. Фактически, с использованием этой технологии было отлито примерно 9 миллионов фунтов (4082331 кг) алюминиевого прутка, который был подвергнут волочению с получением окончательных размеров для применения в качестве провода и кабеля.
Металлические изделия
Согласно одному аспекту настоящего изобретения, в канале литейного колеса или в рассмотренных выше литейных конструкциях можно получать изделия, состоящие из литого металла, для которых не требуется использование измельчителей зерна, но которые по-прежнему имеют субмиллиметровый размер зерна. Соответственно, можно получать литой металл с содержанием измельчителей зерна менее 5%, но при этом по-прежнему будет обеспечиваться субмиллиметровый размер зерна. Можно получать литой металл с содержанием измельчителей зерна менее 2%, но при этом по-прежнему будет обеспечиваться субмиллиметровый размер зерна. Можно получать литой металл с содержанием измельчителей зерна менее 1%, но при этом по-прежнему будет обеспечиваться субмиллиметровый размер зерна. В предпочтительном случае измельчители содержатся на уровне менее 0,5%, менее 0,2% или менее 0,1%. Можно получать литой металл, не содержащий измельчителей зерна, но при этом по-прежнему будет обеспечиваться субмиллиметровый размер зерна.
Литой металл может иметь разный размер зерна на субмиллиметровом уровне, в зависимости от ряда факторов, включая используемые компоненты "чистого" или легированного металла, скорости заливки, температуры заливки, скорость охлаждения. Перечень размеров зерна, доступный для настоящего изобретения, включает следующие размеры. В случае алюминия и алюминиевых сплавов, размер зерна находится в диапазоне 200-900 микрон, 300-800 микрон, 400-700 микрон или 500-600 микрон. В случае меди и медных сплавов, размер зерна находится в диапазоне 200-900 микрон, 300-800 микрон, 400-700 микрон или 500-600 микрон. В случае золота, серебра, олова или их сплавов, размер зерна находится в диапазоне 200-900 микрон, 300-800 микрон, 400-700 микрон или 500-600 микрон. В случае магния или магниевых сплавов, размер зерна находится в диапазоне 200-900 микрон, 300-800 микрон, 400-700 микрон или 500-600 микрон. Хотя указаны диапазоны, согласно изобретению, возможны также и промежуточные значения. Согласно одному аспекту изобретения, для дополнительного уменьшения размера зерна до значений от 100 до 500 микрон можно добавлять измельчители зерна в небольшой концентрации (менее 5%). Литой металл может представлять собой алюминий, медь, магний, цинк, свинец, золото, серебро, олово, бронзу, латунь и их сплавы.
Литой металл можно подвергать волочению или иным образом формовать в стержни, прутки, лист, проволоку, биллеты или гранулы.
Компьютеризованное управление
Контроллер 500, изображенный на Фиг.1, 2, 3 и 4, может быть реализован на практике при помощи компьютерной системы 1201, показанной на Фиг.7. Компьютерная система 1201 может использоваться в качестве контроллера 500 для управления указанными выше литейными системами, либо любыми другими литейными системой или устройством, в которых применяется ультразвуковая обработка, соответствующая настоящему изобретению. Хотя контроллер 500 изображен на Фиг.1, 2, 3 и 4 как один блок, он может включать обособленные и отдельные процессоры, обменивающиеся информацией друг с другом и/или предназначенные для конкретной функции управления.
В частности, контроллер 500 может быть запрограммирован с использованием именно тех алгоритмов управления, которые реализуют функции, проиллюстрированные блок-схемой на Фиг.8.
На Фиг.8 приведена блок-схема, элементы которой могут быть запрограммированы или сохранены на машиночитаемом носителе информации или в одном из запоминающих устройств, рассмотренных ниже. Блок-схема, показанная на Фиг.8, иллюстрирует способ создания мест начала кристаллизации в металлическом изделии, соответствующий настоящему изобретению. На этапе 1802 программный блок будет управлять операцией заливки расплавленного металла в элемент, вмещающий этот металл. На этапе 1804 программный блок будет управлять операцией охлаждения элемента, вмещающего расплавленный металл, например, за счет пропускания жидкой среды через канал охлаждения в непосредственной близости от этого элемента. На этапе 1806 программный блок будет управлять операцией ввода энергии колебаний в расплавленный металл. На этом этапе энергия колебаний будет вводиться при частоте и мощности, позволяющих создавать в расплавленном металле места начала кристаллизации, как рассмотрено ранее.
Такие параметры, как температура расплавленного металла, скорость заливки, протекание охлаждающей среды через каналы охлаждения и охлаждение литейной формы, а также параметры, относящиеся к управлению прохождением литого изделия через установку, включая управление мощностью и частотой источников энергии колебаний, будут программироваться с использованием стандартных языков программирования (рассмотрены ниже) для получения процессоров специального назначения, содержащих инструкции, обеспечивающие реализацию на практике способа создания мест начала кристаллизации в металлическим изделии, который соответствует настоящему изобретению.
Если говорить более конкретно, компьютерная система 1201, показанная на Фиг.7, включает шину 1202 или другое средство обмена информацией и процессор 1203, связанный с шиной 1202 и предназначенный для обработки информации. Компьютерная система 1201 также включает основную память 1204, например, Оперативное запоминающее устройство (RAM) или другое устройство для динамического хранения (например, Динамическое ЗУ с произвольной выборкой (DRAM), Статическое ЗУ с произвольной выборкой (SRAM) и Синхронное динамическое ЗУ с произвольной выборкой (SDRAM)), связанное с шиной 1202 и предназначенное для хранения данных и инструкций, исполняемых процессором 1203. В дополнение к этому, основная память 1204 может использоваться для хранения временных переменных или других промежуточных данных во время исполнения инструкций процессором 1203. Компьютерная система 1201 дополнительно включает Постоянное запоминающее устройство (ROM) 1205 или другое статическое запоминающее устройство (например, Программируемое постоянное запоминающее устройство (PROM), Стираемое постоянное запоминающее устройство (EPROM) и Электрически стираемое постоянное запоминающее устройство (EEPROM)), связанное с шиной 1202 и предназначенное для хранения статических данных и инструкций для процессора 1203.
Компьютерная система 1201 также включает контроллер 1206 дисков, связанный с шиной 1202 и предназначенный для управления одним или более запоминающих устройств, предназначенных для хранения данных и инструкций, например, жестким магнитным диском 1207, приводом 1208 съемных носителей информации (например, приводом флоппи-дисков, приводом дисков CD-ROM, приводом дисков CD RW, приводом для множества CD-дисков, приводом магнитной ленты и приводом съемных магнитооптических дисков). Запоминающие устройства могут быть добавлены в компьютерную систему 1201 с использованием подходящего интерфейса (например, SCSI, IDE, E-IDE, DMA или UDMA).
Компьютерная система 1201 может также включать логические устройства специального назначения (например, Проблемно-ориентированные микросхемы (ASIC)) или конфигурируемые логические устройства (например, Простые программируемые логические устройства (SPLD), Сложные программируемые логические устройства (CPLD) и Программируемые пользователем матрицы логических элементов (FPGA)).
Компьютерная система 1201 может также включать контроллер 1209 монитора, связанный с шиной 1202 и предназначенный для управления монитором, например, монитором с электронно-лучевой трубкой (CRT) или жидкокристаллическим монитором (LCD), предназначенными для отображения информации пользователю компьютера. Компьютерная система включает устройства ввода, например, клавиатуру и указательное устройство, предназначенные для взаимодействия с пользователем компьютера (например, пользователем, взаимодействующим с контроллером 500) и ввода информации в процессор 1203.
Компьютерная система 1201 выполняет все этапы обработки, соответствующие изобретению, или часть этих этапов (например, подобных описанным применительно к вводу энергии колебаний в жидкий металл в состоянии поддержания постоянной температуры) в ответ на исполнение процессором 1203 одной или более последовательностей из одной или более инструкций, содержащихся в памяти, например, основной памяти 1204. Такие инструкции могут считываться в основную память 1204 с другого машиночитаемого носителя информации, например, жесткого диска 1207 или привода 1208 съемных носителей информации. Для исполнения последовательностей инструкций, содержащихся в основной памяти 1204, могут также применяться один или более процессоров, установленных в конфигурацию, делающую возможной многопроцессорную обработку. В альтернативных вариантах вместо инструкций программного обеспечения или в комбинации с ними может использоваться устройство со схемной реализацией алгоритма.
Компьютерная система 1201 включает по меньшей мере один машиночитаемый носитель информации или память, предназначенные для хранения программных инструкций, созданных в соответствии с принципами изобретения, а также структур данных, таблиц, записей или других описанных здесь данных. Примерами машиночитаемых носителей информации являются компакт-диски, жесткие диски, флоппи-диски, лента, магнитооптические диски, программируемые постоянные запоминающие устройства (EPROM, EEPROM, Flash EPROM), DRAM, SRAM, SDRAM или любой другой магнитный носитель информации, компакт-диски (например, CD-ROM) или любой другой оптический носитель информации, либо другой физический носитель информации, несущая волна (описана ниже), либо любой другой носитель информации, который может читать компьютер.
Изобретение включает программное обеспечение, предназначенное для управления компьютерной системой 1201, приведения в действие устройства или устройств, обеспечивающих реализацию изобретения на практике, и для обеспечения возможности компьютерной системы 1201 взаимодействовать с пользователем-человеком, которое хранится в любом из машиночитаемых носителей информации или в их комбинации. Такое программное обеспечение может включать, не ограничиваясь указанным, драйверы устройств, операционные системы, средства разработки и прикладные программы. Такие машиночитаемые носители информации дополнительно включают компьютерные программные продукты, соответствующие изобретению, которые предназначены для выполнения всей обработки или части обработки (если она является распределенной), которая осуществляется при реализации изобретения на практике.
Устройства программного кода, соответствующие изобретению, могут быть интерпретируемыми или компилируемыми и включать, не ограничиваясь указанным, сценарии, интерпретируемые программы, динамически компонуемые библиотеки (DLL), классы Java и полностью скомпилированные программы. Помимо этого, обработка, соответствующая изобретению, может быть распределена для повышения производительности и надежности и/или оптимизации затрат.
Термин "машиночитаемый носитель информации" в том, виде, как он здесь используется, относится к любому носителю информации, который участвует в предоставлении инструкций процессору 1203 для исполнения. Машиночитаемый носитель информации может относиться к различным видам, включая, но не ограничиваясь указанным, энергонезависимые носители информации, энергозависимые носители информации и среды передачи. Энергонезависимые носители информации, например, включают оптические диски, магнитные диски и магнитооптические диски, например, жесткий диск 1207 или привод 120 съемных носителей информации. Энергозависимые носители информации включают динамическую память, например, основную память 1204. Среды передачи включают коаксиальные кабели, медные провода и оптическое волокно, включая провода, образующие шину 1202. Среды передачи могут также иметь вид звуковых или световых волн, например, возникающих при передаче данных в виде радиоволны или инфракрасного сигнала.
Компьютерная система 1201 также может включать интерфейс 1213 связи, связанный с шиной 1202. Интерфейс 1213 связи обеспечивает связь в режиме двухсторонней передачи данных с сетевым каналом 1214, который соединен, например, с локальной сетью (LAN) 1215 или другой сетью 1216 связи, например, Интернет. Например, интерфейс 1213 связи может представлять собой карту сетевого интерфейса, предназначенную для соединения с любой сетью LAN с коммутацией пакетов. В качестве другого примера, интерфейс 1213 связи может представлять собой карту для Асимметричной цифровой абонентской линии (ADSL), карту для Цифровой сети с интегрированными услугами (ISDN) или модем, служащие для предоставления соединения, обеспечивающего обмен данными, с линией связи соответствующего типа. Также могут быть реализованы беспроводные каналы. При любой подобной реализации на практике интерфейс 1213 связи посылает и принимает электрические, электромагнитные или оптические сигналы, несущие потоки цифровых данных, представляющих собой информацию различного типа.
Сетевой канал 1214, как правило, обеспечивает обмен данными с другими устройствами, предназначенными для обработки данных, по одной или более сетей. Например, сетевой канал 1214 может обеспечить соединение с другим компьютером посредством локальной сети 1215 (например, LAN) или при помощи оборудования, обслуживаемого поставщиком услуг, который предоставляет услуги связи через сеть 1216 связи. В одном варианте эта возможность позволяет иметь в данном изобретении множество описанных выше контроллеров 500, связанных между собой по сети для таких целей, как автоматизация завода в целом или контроль качества. Локальная сеть 1215 и сеть 1216 связи используют, например, электрические, электромагнитные или оптические сигналы, несущие потоки цифровых данных, и соответствующий физический слой (например, кабель САТ5, коаксиальный кабель, оптическое волокно и т.д.). Сигналы, передаваемые в различных сетях, в сетевом канале 1214 и через интерфейс 1213 связи, которые несут цифровые данные к компьютерной системе 1201 и от нее, могут быть реализованы как сигналы с исходной полосой частот или сигналы на основе несущей волны. Сигналы с исходной полосой частот транспортируют цифровые данные как немодулированные электрические импульсы, содержащие информацию о потоке битов цифровых данных, где термин "биты" должен восприниматься в широком смысле как символ, где каждый символ содержит по меньшей мере один бит информации. Цифровые данные также можно использовать для модуляции несущей волны, в качестве примера можно привести сигналы с амплитудной, фазовой и/или частотной манипуляцией, которые распространяются через проводящую среду или передаются как электромагнитные волны через среду распространения. Таким образом, цифровые данные можно посылать как немодулированный сигнал в исходном диапазоне частот по "проводному" каналу связи и/или посылать в полосе заранее определенных частот, отличающейся от исходной полосы частот, в результате модулирования несущей волны. Компьютерная система 1201 может передавать и принимать данные, включающие программный код, через сеть (сети) 1215 и 1216, сетевой канал 1214 и интерфейс 1213 связи. Помимо этого, сетевой канал 1214 может обеспечивать соединение через LAN 1215 с мобильным устройством 1217, например, Персональным цифровым помощником (PDA), ноутбуком или сотовым телефоном.
Если говорить более конкретно, в одном варианте реализации изобретения предлагается система для непрерывных литья и прокатки (CCRS), которая позволяет получать пруток из чистого алюминия с качеством, подходящим для использования в проводниках электричества, и бунты, содержащие пруток из легированного алюминия с качеством, подходящим для использования в проводниках, непосредственно из расплавленного металла в непрерывном режиме. В CCRS-системе можно использовать одну или более компьютерных систем 1201 (описана выше) для реализации на практике управления, мониторинга и хранения данных.
В одном варианте реализации изобретения, чтобы обеспечить выход алюминиевого прутка высокого качества, мониторинг и/или управление прокатным станом (т.е., CCRS) осуществляют с использованием Системы усовершенствованных мониторинга и получения данных на основе компьютера (SCADA). Для контроля качества можно отображать, представлять в графическом виде, сохранять и анализировать дополнительные переменные и параметры этой системы.
В одном варианте реализации изобретения в системе получения данных предусмотрены один или более процессов тестирования продукции после изготовления, которые приведены далее.
Для непрерывного мониторинга качества поверхности алюминиевого прутка могут использоваться дефектоскопы на основе вихревых токов. Могут быть обнаружены включения, если они находятся у поверхности прутка, так как включение в матрице проявляется как обособленный дефект. Во время литья и прокатки алюминиевого прутка, дефекты, присутствующие в готовом изделии, могут возникнуть на любом этапе процесса. Неправильный химический состав расплава и/или избыточное количество водорода в металле могут вызвать возникновение дефектов во время прокатки. Использование системы на основе вихревых токов является методом неразрушающего контроля, и система управления для CCRS-системы может предупредить оператора (операторов) о появлении любого из указанных выше дефектов. Система на основе вихревых токов позволяет обнаруживать поверхностные дефекты и классифицировать дефекты с разделением на маленькие, средние и большие. Результаты измерения вихревых токов могут быть записаны в системе SCADA и могут быть соотнесены с партией алюминия (или другого обрабатываемого металла) и временем ее изготовления.
После того, как пруток намотан в бунт в конце процесса, общие механические и электрические свойства литого алюминия могут быть измерены и записаны в система SCADA. При проверке качества продукции используются следующие показатели: прочность на растяжение, относительное удлинение и проводимость. Прочность на растяжение является критерием прочности материалов и представляет собой максимальную силу, которой может противостоять материал при растяжении перед разрушением. Относительное удлинение является критерием пластичности материала. Результаты измерения проводимости обычно приводятся в процентах от "Международного стандарта для отожженной меди" (IACS). Эти показатели качества продукции могут быть записаны в системе SCADA и соотнесены с партией алюминия и временем ее изготовления.
В дополнение к данным по вихревым токам, с использованием испытаний на скручивание может проводиться анализ поверхности. Литой алюминиевый пруток подвергают испытанию на контролируемое кручение. В скрученном прутке усиливаются и проявляются дефекты, связанные с несоответствующей кристаллизацией и включениями, и продольные дефекты, возникающие во время прокатки. Если говорить в общем, эти дефекты проявляются в виде рубца, параллельного направлению прокатки. Ряд параллельных линий после скручивания прутка по часовой стрелке и против часовой стрелки указывает на однородность образца, в то время как неоднородности, возникающие при литье, будут приводить к появлению волнообразных линий. Результаты испытаний на скручивание могут быть записаны в системе SCADA и соотнесены с партией алюминия и временем ее изготовления.
Анализ образцов
Рассмотренные ниже образцы были изготовлены с использованием указанной выше CCR-системы. Процесс литья и прокатки, в ходе которого получали эти образцы, начинался с транспортировки из системы плавильных и подогревательных печей непрерывного потока расплавленного алюминия, который подавался через систему лотков из огнеупорного материала либо в систему для химического измельчения зерна, находящуюся на этой же технологической линии, либо в рассмотренную выше систему для ультразвукового измельчения зерна. В дополнение к этому, CCR-система включала рассмотренную выше систему для ультразвуковой дегазации, в которой используются волны ультразвука и продувочный газ для удаления растворенного водорода или других газов из расплавленного алюминия. Из дегазатора расплавленный металл поступал в фильтр для расплавленного металла с пористыми керамическими элементами, который дополнительно уменьшал содержание в нем включений. Затем система желобов транспортировала расплавленный алюминий в разливочное устройство. Из разливочного устройства расплавленный алюминий заливался в литейную форму, образованную окружной канавкой в медном литейном кольце и стальной полосой, как рассмотрено выше. Для получения твердого литого стержня расплавленный алюминий охлаждался при помощи воды, при подаче распределяемой при помощи разбрызгивающих форсунок из многозонных водяных коллекторов, снабженных магнитными расходомерами для важных зон. Непрерывный алюминиевый литой стержень выходил с литейного кольца на конвейер для отвода стержня, ведущий в прокатный стан.
Прокатный стан включал клети, приводимые в действие по отдельности, которые уменьшали диаметр стержня. Затем пруток посылался в волочильный стан, где путем волочения пруткам придавался заранее определенный диаметр, и затем наматывался в бунт. После того, как пруток был намотан в бунт в конце процесса, измерялись общие механические и электрические свойства литого алюминия. При проверке качества используются следующие показатели: прочность на растяжение, относительное удлинение и проводимость. Прочность на растяжение является критерием прочности материалов и представляет собой максимальную силу, которой может противостоять материал при растяжении перед разрушением. Относительное удлинение является критерием пластичности материала. Результаты измерения проводимости обычно приводятся в процентах от "Международного стандарта для отожженной меди" (IACS).
1) Прочность на растяжение является критерием прочности материалов и представляет собой максимальную силу, которой может противостоять материал при растяжении перед разрушением. Измерения прочности на растяжение и относительного удлинения проводились для одного и того же образца. Для измерения прочности на растяжение и относительного удлинения был выбран образец с базовой длиной 10" (254 мм). Стержневой образец был установлен в машину для испытаний на растяжение. Зажимы были размещены на отметках длины 10" (254 мм). Прочность на растяжение=Сила при разрушении (фунты)/Площадь поперечного сечения (πr2), где r (дюймы) -радиус стержня.
2) Относительное удлинение в процентах=((L1 - L2)/L1 × 100. L1 - первоначальная, базовая длина материала и L2 - окончательная длина, получаемая при соединении двух частей разрушенного образца после испытания на растяжение и измерении полученной длины. Если говорить в общем, в образце из более пластичного материала будет наблюдаться более сильное сужение при растяжении.
3) Проводимость: измерения проводимости в общем случае указывают как процент от "Международного стандарта для отожженной меди" (IACS). Измерение проводимости проводится с использованием моста Томсона, подробная информация приведена в ASTM B193-02. IACS - это показатель электрической проводимости металлов и сплавов по сравнению с проводником из стандартной отожженной меди; значение IACS, равное 100%, представляет собой проводимость 5,80 × 107 См (Сименс) на метр (58,0 МСм/м) при 20°С.
Описанный выше процесс изготовления непрерывного прутка используется не только для получения проводников из алюминия с сортом, подходящим для использования в электрических кабелях, при применении ультразвукового измельчения зерна и ультразвуковой дегазации он также может использоваться для получения алюминиевых сплавов, используемых в машиностроении. Для исследования процесса ультразвукового измельчения зерна были получены образцы в виде литого стержня, которые подвергались травлению.
Для определения свойств прутков был проведен сравнительный анализ прутка, отлитого с использованием процесса ультразвукового измельчения зерна, и прутка, отлитого с использованием обычных измельчителей зерна TIBOR. В Таблице 1 для сравнения приведены результаты для прутков, полученных при обработке с использованием устройства для ультразвукового измельчения, и результаты для прутков, полученных при обработке с использованием измельчителей зерна TIBOR.
Таблица 1
Проверка качества: сравнение ультразвукового измельчения зерна с химическим измельчением зерна1
1 a: 1000 фунтов на кв. дюйм (× 6,895 МПа); b: в процентах; с: указано как процент от IACS d: среднее для 13 бунтов
В скрученном прутке усилились и проявились дефекты, связанные с несоответствующей кристаллизацией и включениями, и продольные дефекты, возникшие во время процесса прокатки. Если говорить в общем, эти дефекты проявляются в виде рубца, параллельного направлению прокатки. Ряд параллельных линий после скручивания прутка по часовой стрелке и против часовой стрелки указывает на однородность образца, в то время как неоднородности, возникающие при литье, будут приводить к появлению волнообразных линий.
Данные, приведенные ниже в Таблице 2, указывают, что при использовании ультразвука возникло очень небольшое число дефектов. Хотя нельзя сделать исчерпывающих выводов исключительно на основе этого набора данных, оказалось, что количество поверхностных дефектов, обнаруженных при помощи устройства для проверки с использованием вихревых токов, было ниже в случае материала, обработанного с использованием ультразвука.
Таблица 2
Анализ дефектов: сравнение ультразвукового измельчения зерна с химическим измельчением зерна
Результаты испытания на скручивание показали, что качество поверхности прутка, полученного с использованием ультразвукового измельчения зерна, было столь же хорошим, как и качество поверхности прутка, полученного с использованием химических измельчителей зерна. После установки устройства для ультразвуковой обработки зерна на линии процесса изготовления непрерывного прутка (CR), использование химического измельчителя снизили до нуля, но при этом по-прежнему можно было получить высококачественный литой стержень. После этого горячекатаный пруток подвергался волочению с получением проволоки, имеющей размеры в диапазоне 0,1052" (2,67 мм) -0,1878" (4,77 мм). После этого проволока обрабатывалась с получением кабелей для воздушных линий электропередачи.
Имеется два отдельных вида проводника, для которых могли бы использоваться изделия: алюминиевый провод со стальным сердечником ACSS (Aluminum Conductor Steel Supported - Алюминиевый проводник со стальной опорой) и алюминиевый провод со стальным сердечником ACSR (Aluminum Conductor Steel Reinforced - Алюминиевый проводник со стальным усилением). Единственным различием между двумя процессами изготовления проводников является то, что алюминиевый провод ACSS подвергается отжигу после скручивания.
На Фиг.10 приведена технологическая схема процесса изготовления провода ACSR. На этом чертеже показано превращение чистого расплавленного алюминия в алюминиевую проволоку, которая будет использоваться в проводе ACSR. Первым этапом процесса превращения является получение алюминиевого прутка из расплавленного алюминия. На следующем этапе пруток подвергается волочению при помощи нескольких волочильных матриц, и, в зависимости от окончательного диаметра, волочение может выполняться в несколько этапов. После того, как посредством волочения прутка получен окончательный диаметр, проволока наматывается на катушки с получением веса в диапазоне 200 фунтов (90,72 кг) -500 фунтов (226,8 кг). Проволока из этих отдельных катушек накручивается вокруг стального скрученного кабеля с получением кабеля ACSR, содержащего несколько отдельных алюминиевых витых проводов. Число витых проводов и диаметр каждого их них будут зависеть от требований потребителя.
На Фиг.11 приведена технологическая схема процесса изготовления провода ACSS. На этом чертеже показано превращение чистого расплавленного алюминия в алюминиевую проволоку, которая будет использоваться в проводе ACSS. Первым этапом процесса превращения является получение алюминиевого прутка из расплавленного алюминия. На следующем этапе пруток подвергается волочению при помощи нескольких волочильных матриц, и, в зависимости от окончательного диаметра, волочение может выполняться в несколько этапов. После того, как посредством волочения прутка получен окончательный диаметр, проволока наматывается на катушки с получением веса в диапазоне 200 фунтов (90,72 кг) -500 фунтов (226,8 кг). Проволока из этих отдельных катушек накручивается вокруг стального скрученного кабеля с получением кабеля ACSS, содержащего несколько отдельных алюминиевых витых проводов. Число витых проводов и диаметр каждого из них будут зависеть от требований потребителя. Единственным различием между кабелями ACSR и ACSS является то, что после того, как алюминий накручен вокруг стального кабеля, кабель целиком подвергается термической обработке в печах, чтобы получить для алюминия состояние полного отжига. Важно отметить, что в случае кабеля ACSR прочность кабеля обеспечивается за счет сочетания прочности алюминиевого и стального проводов, в то время как в кабеле ACSS большая часть прочности обеспечивается за счет стали, находящейся в центральной части.
На Фиг.12 приведена технологическая схема процесса изготовления алюминиевой полосы, где из полосы в конце получают кабель в металлической оболочке. На этом чертеже показано, что первым этапом процесса превращения является получение алюминиевого прутка из расплавленного алюминия. После этого пруток прокатывают с использованием нескольких матриц для превращения его в полосу, обычно имеющую ширину приблизительно 0,375" (9,53 мм) и толщину приблизительно 0,015" (0,38 мм) -0,018" (0,46 мм). Из прокатанной полосы получают тороидальные рулоны с весом приблизительно 600 фунтов (272,2 кг). Важно отметить, что с использованием прокатки можно также получить и другие значения ширины и толщины, но ширина 0,375" (9,53 мм) и толщина 0,015" (0,38 мм) -0,018" (0,46 мм) являются наиболее распространенными. Эти рулоны затем подвергают термической обработке в печах с получением для них состояния промежуточного отжига. В этом состоянии алюминий не является ни полностью твердым, ни полностью отожженным. Полосу затем используют как защитную рубашку, собранную как броня из соединенных между собой металлических лент (полос), в которую заключены один или более изолированных проводников электрического тока.
Приведенный ниже сравнительный анализ для этих процессов был выполнен для алюминиевой проволоки, полученной в результате волочения, которая была изготовлена с использованием процесса ультразвукового измельчения зерна, и алюминиевой проволоки, которая была изготовлена с использованием обычных измельчителей зерна TIBOR. Образцы, полученные в результате волочения, соответствовали всем спецификациям, в общих чертах приведенным в стандартах ASTM для электрического провода 1350.
Свойства обычного прутка, включающего химические измельчители зерна TIBOR
Свойства прутка с ультразвуковой обработкой
Условия обработки прутков с ультразвуковой обработкой
* Обозначения сплавов даны в соответствии со спецификациями Ассоциации производителей алюминия
** провод ACSS
*** провод ACSR
A - 1000 фунтов на кв. дюйм
В - Прочность на растяжение в МПа
С - Относительное удлинение в процентах
D - Международный стандарт для отожженной меди
* Длина приведена в дюймах
На Фиг.15 приведены микрофотоснимки алюминиевого сплава 1350 ЕС для сравнения структуры зерна в отливках в случае отсутствия химических измельчителей зерна, наличия химических измельчителей зерна и наличия только ультразвукового измельчения зерна;
На Фиг.16 приведена таблица для сравнения обычного прутка из алюминиевого сплава 1350 ЕС (с химическими измельчителями зерна) с прутком из алюминиевого сплава 1350 ЕС (с ультразвуковым измельчением зерна);
На Фиг.17 приведена таблица для сравнения обычного алюминиевого провода ACSR (с химическими измельчителями зерна), имеющего диаметр 0,130" (3,3 мм), с алюминиевым проводом ACSR (с ультразвуковым измельчением зерна), имеющим диаметр 0,130" (3,3 мм);
На Фиг.18 приведена таблица для сравнения обычного прутка из алюминиевого сплава 8176 ЕЕЕ (с химическими измельчителями зерна) с прутком из алюминиевого сплава 8176 ЕЕЕ (с ультразвуковым измельчением зерна);
На Фиг.19 приведена таблица для сравнения обычного прутка из алюминиевого сплава 5154 (с химическими измельчителями зерна) с прутком из алюминиевого сплава 5154 (с ультразвуковым измельчением зерна);
На Фиг.20 приведена таблица для сравнения обычной полосы из алюминиевого сплава 5154 (с химическими измельчителями зерна) с полосой из алюминиевого сплава 5154 (с ультразвуковым измельчением зерна);
На Фиг.21 приведена таблица, в которой указаны свойства прутка из алюминиевого сплава 5356 (с ультразвуковым измельчением зерна).
Общие положения изобретения
В приведенных далее положениях изобретения указаны одна или более характеристик настоящего изобретения, и эти положения не ограничивают объем настоящего изобретения.
Положение 1. Устройство для обработки расплавленного металла, предназначенное для использования на литейном колесе литейной установки, которое содержит: узел, установленный на литейном колесе (или связанный с ним), который включает по меньшей мере один источник энергии колебаний, вводящий (например, который имеет конструкцию, позволяющую вводить) энергию колебаний (например, энергию ультразвука, энергию, созданную механическим путем, и/или энергию звука) в расплавленный металл, заливаемый на литейное колесе, во время охлаждения этого металла, находящегося на литейном колесе, опорное устройство, удерживающее упомянутый по меньшей мере один источник энергии колебаний, и, в качестве необязательного варианта, направляющее устройство, позиционирующее узел при перемещении литейного колеса.
Положение 2. Устройство в соответствии с Положением 1, в котором опорное устройство включает корпус, содержащий канал охлаждения, обеспечивающий транспортировку охлаждающей среды. Положение 3. Устройство в соответствии с Положением 2, в котором в канале охлаждения находится упомянутая охлаждающая среда, содержащая по меньшей мере одно из следующего: воду, газ, жидкий металл и масло для двигателя.
Положение 4. Устройство в соответствии с Положениями 1, 2, 3 или 4, в котором упомянутый по меньшей мере один источник энергии колебаний содержит по меньшей мере один ультразвуковой преобразователь, по меньшей мере один вибратор с механическим приводом или их комбинацию.
Положение 5. Устройство в соответствии с Положением 4, в котором ультразвуковой преобразователь (например, пьезоэлектрический элемент) выполнен с возможностью создания энергии колебаний в диапазоне частот до 400 кГц, или в котором ультразвуковой преобразователь (например, магнитострикционный элемент) выполнен с возможностью создания энергии колебаний в диапазоне частот 20-200 кГц.
Положение 6. Устройство в соответствии с Положением 1, 2 или 3, в котором вибратор с механическим приводом представляет собой множество вибраторов с механическим приводом.
Положение 7. Устройство в соответствии с Положением 4, в котором вибратор с механическим приводом выполнен с возможностью создания энергии колебаний в диапазоне частот до 10 кГц, или в котором вибратор с механическим приводом выполнен с возможностью создания энергии колебаний в диапазоне 8000-15000 колебаний в минуту.
Положение 8а. Устройство в соответствии с Положением 1, в котором литейное колесо включает полосу, служащую границей для расплавленного металла, находящегося в канале этого колеса.
Положение 8b. Устройство в соответствии с любым из Положений 1-7, в котором узел расположен выше литейного колеса и имеет проходы в корпусе для прохождения через них полосы, служащей границей для расплавленного металла, находящегося в канале этого колеса.
Положение 9. Устройство в соответствии с Положением 8, в котором полосу позиционируют в направлении вдоль корпуса, чтобы сделать возможным протекание охлаждающей среды из канала охлаждения по стороне этой полосы, противоположной ее стороне, с которой находится расплавленный металл.
Положение 10. Устройство в соответствии с любым из Положений 1-9, в котором опорное устройство содержит по меньшей мере одно из следующего: ниобий, сплав ниобия, титан, сплав титана, тантал, сплав тантала, медь, сплав меди, рений, сплав рения, сталь, молибден, сплав молибдена, нержавеющую сталь, керамику, композит, полимер или металл.
Положение 11. Устройство в соответствии с Положением 10, в котором керамика содержит керамику из нитрида кремния.
Положение 12. Устройство в соответствии с Положением 11, в котором керамика из нитрида кремния содержит SIALON.
Положение 13. Устройство в соответствии с любым из Положений 1-12, в котором корпус содержит огнеупорный материал.
Положение 14. Устройство в соответствии с Положением 13, в котором огнеупорный материал содержит по меньшей мере одно из следующего: медь, ниобий, ниобий и молибден, тантал, вольфрам, рений и их сплавы.
Положение 15. Устройство в соответствии с Положением 14, в котором огнеупорный материал содержит одно или более из следующего: кремний, кислород или азот.
Положение 16. Устройство в соответствии с любым из Положений 1-15, в котором из упомянутых источников энергии колебаний, насчитывающих по меньшей мере один, несколько источников энергии колебаний контактируют с охлаждающей средой, например, контактирует с охлаждающей средой, протекающей через опорное устройство или направляющее устройство. Положение 17. Устройство в соответствии с Положением 16, в котором упомянутый по меньшей мере один источник энергии колебаний содержит по меньшей мере один виброзонд, установленный в канале охлаждения, имеющемся в опорном устройстве. Положение 18. Устройство в соответствии с любым из Положений 1-3 и 6-15, в котором упомянутый по меньшей мере один источник энергии колебаний содержит по меньшей мере один виброзонд, контактирующий с опорным устройством. Положение 19. Устройство в соответствии с любым из Положений 1-3 и 6-15, в котором упомянутый по меньшей мере один источник энергии колебаний содержит по меньшей мере один виброзонд, контактирующий с полосой у основания опорного устройства. Положение 20. Устройство в соответствии с любым из Положений 1-19, в котором упомянутые источники энергии колебаний, насчитывающие по меньшей мере один, содержат множество источников энергии колебаний, установленных в опорном устройстве в разных положениях.
Положение 21. Устройство в соответствии с любым из Положений 1-20, в котором направляющее устройство расположено на полосе, находящейся на ободе литейного колеса.
Положение 22. Способ изготовления металлического изделия, содержащий следующие этапы:
- помещают расплавленный металл во вмещающий элемент литейной установки;
- охлаждают расплавленный металл, находящийся во вмещающем элементе; и
- вводят энергию колебаний в расплавленный металл, находящийся во вмещающем элементе, во время упомянутого охлаждения.
Положение 23. Способ в соответствии с Положением 22, в котором помещение расплавленного металла содержит заливку расплавленного металла в канал в литейном колесе.
Положение 24. Способ в соответствии с Положениями 22 или 23, в котором ввод энергии колебаний содержит подачу этой энергии из ультразвукового преобразователя и/или магнитострикционного преобразователя. Положение 25. Способ в соответствии с Положением 24, в котором подача энергии колебаний содержит создание энергии колебаний в диапазоне частот 5-40 кГц. Положение 26. Способ в соответствии с Положениями 22 или 23, в котором ввод энергии колебаний содержит подачу этой энергии из вибратора с механическим приводом. Положение 27. Способ в соответствии с Положением 26, в котором подача энергии колебаний содержит создание энергии колебаний в диапазоне частот 8000-15000 колебаний в минуту или до 10 кГц.
Положение 28. Способ в соответствии с любым из Положений 22-27, в котором охлаждение содержит охлаждение расплавленного металла за счет воздействия по меньшей мере одного из следующего: воды, газа, жидкого металла и масла для двигателя на вмещающий элемент, удерживающий расплавленный металл.
Положение 29. Способ в соответствии с любым из Положений 22-28, в котором помещение расплавленного металла содержит подачу расплавленного металла в литейную форму. Положение 30. Способ в соответствии с любым из Положений 22-29, в котором помещение расплавленного металла содержит подачу расплавленного металла в форму для непрерывного литья. Положение 31. Способ в соответствии с любым из Положений 22-30, в котором помещение расплавленного металла содержит подачу расплавленного металла в горизонтальную или вертикальную литейную форму.
Положение 32. Литейная установка, содержащая литейную форму, выполненную с возможностью охлаждения расплавленного металла, и устройство для обработки расплавленного металла в соответствии с любым из Положений 1-21. Положение 33. Литейная установка в соответствии с Положением 32, в которой литейная форма содержит форму для непрерывного литья. Положение 34. Литейная установка в соответствии с Положениями 32 или 33, в которой литейная форма содержит горизонтальную или вертикальную литейную форму.
Положение 35. Литейная установка, содержащая: элемент, вмещающий расплавленный металл, который выполнен с возможностью охлаждения этого металла; и источник энергии колебаний, прикрепленный к упомянутому вмещающему элементу и выполненный с возможностью ввода в расплавленный металл энергии колебаний с частотой до 400 кГц.
Положение 36. Литейная установка, содержащая: элемент, вмещающий расплавленный металл, который выполнен с возможностью охлаждения этого металла; и источник энергии колебаний с механическим приводом, прикрепленный к упомянутому вмещающему элементу и выполненный с возможностью ввода в расплавленный металл энергии колебаний с частотой в диапазоне до 10 кГц (включая диапазоны 0-15000 колебаний в минуту и 8000-15000 колебаний в минуту).
Положение 37. Система для изготовления металлического изделия, содержащая: средства заливки расплавленного металла в элемент, вмещающий расплавленный металл; средства охлаждения упомянутого вмещающего элемента; средства ввода в расплавленный металл энергии колебаний с частотой до 400 кГц (включая диапазоны 0-15000 колебаний в минуту, 8000-15000 колебаний в минуту, до 10 кГц, 15-40 кГц или 20-200 кГц); и контроллер, выполненный с возможностью получения сигналов данных и вывода управляющих сигналов и запрограммированный с использованием алгоритмов управления, обеспечивающих выполнение любого из этапов, указанных в Положениях 22-31.
Положение 38. Система для изготовления металлического изделия, содержащая: устройство для обработки расплавленного металла в соответствии с любым из Положений 1-21; и контроллер, выполненный с возможностью получения сигналов данных и вывода управляющих сигналов и запрограммированный с использованием алгоритмов управления, обеспечивающих выполнение любого из этапов, указанных в Положениях 22-31.
Положение 39. Система для изготовления металлического изделия, содержащая: узел, связанный с литейным колесом, который включает корпус, удерживающий охлаждающую среду таким образом, чтобы сделать возможным охлаждение расплавленного металла, заливаемого на литейное колесо, этой охлаждающей средой, и устройство, позиционирующее этот узел при перемещении литейного колеса.
Положение 40. Система в соответствии с Положением 38, включающая любой из элементов, указанных в Положениях 2, 3, 8-15 и 21.
Положение 41. Устройство для обработки расплавленного металла, предназначенное для использования в литейной установке, которое содержит: по меньшей мере один источник энергии колебаний, вводящий энергию колебаний в расплавленный металл, заливаемый на литейное колесо, во время охлаждения этого металла, находящегося на литейном колесе; и опорное устройство, удерживающее источник энергии колебаний.
Положение 42. Устройство в соответствии с Положением 41, включающее любой из элементов, указанных в Положениях 4-15.
Положение 43. Устройство для обработки расплавленного металла, предназначенное для использования на литейном колесе литейной установки, которое содержит: узел, связанный с литейный колесом, который включает 1) по меньшей мере один источник энергии колебаний, вводящий энергию колебаний в расплавленный металл, заливаемый на литейное колесо, во время охлаждения этого металла, находящегося на литейном колесе, 2) опорное устройство, удерживающее упомянутый по меньшей мере один источник энергии колебаний, и, в качестве необязательного варианта, 3) направляющее устройство, позиционирующее узел при перемещении литейного колеса.
Положение 44. Устройство в соответствии с Положением 43, в котором упомянутый по меньшей мере один источник энергии колебаний вводит энергию колебаний непосредственно в расплавленный металл, заливаемый на литейное колесо.
Положение 45. Устройство в соответствии с Положением 43, в котором упомянутый по меньшей мере один источник энергии колебаний вводит энергию колебаний в расплавленный металл, заливаемый на литейное колесо, опосредованно.
Положение 46. Устройство для обработки расплавленного металла, предназначенное для использования в литейной установке, которое содержит: по меньшей мере один источник энергии колебаний, вводящий энергию колебаний при помощи зонда, введенного в расплавленный металл, заливаемый на литейное колесо, во время охлаждения этого металла, находящегося на литейном колесе; и опорное устройство, удерживающее источник энергии колебаний, причем энергия колебаний уменьшает ликвацию в расплавленном металле при его кристаллизации.
Положение 47. Устройство в соответствии с Положением 46, включающее любой из элементов, указанных в Положениях 2-21.
Положение 48. Устройство для обработки расплавленного металла, предназначенное для использования в литейной установке, которое содержит: по меньшей мере один источник энергии колебаний, вводящий энергию звука в расплавленный металл, заливаемый на литейное колесо, во время охлаждения этого металла, находящегося на литейном колесе; и опорное устройство, удерживающее источник энергии колебаний.
Положение 49. Устройство в соответствии с Положением 48, в котором упомянутый по меньшей мере один источник энергии колебаний содержит усилитель звука.
Положение 50. Устройство в соответствии с Положением 49, в котором усилитель звука вводит энергию колебаний в расплавленный металл через газообразную среду.
Положение 51. Устройство в соответствии с Положением 49, в котором усилитель звука вводит энергию колебаний через газообразную среду в опорный элемент, удерживающий расплавленный металл.
Положение 52. Способ измельчения зерна, содержащий следующие этапы: вводят энергию колебаний в расплавленный металл во время его охлаждения; и разрушают на части дендриты, возникшие в расплавленном металле, для создания в нем центров кристаллизации.
Положение 53. Способ в соответствии с Положением 52, в котором энергия колебания содержит по меньшей мере одно из следующего: ультразвуковые колебания, колебания, созданные механическим путем, и звуковые колебания.
Положение 54. Способ в соответствии с Положением 52, в котором инородные примеси не являются источником центров кристаллизации в расплавленном металле.
Положение 55. Способ в соответствии с Положением 52, в котором для создания дендритов часть расплавленного металла переохлаждают.
Положение 56. Устройство для обработки расплавленного металла, содержащее:
- источник расплавленного металла;
- ультразвуковой дегазатор, включающий ультразвуковой зонд, введенный в расплавленный металл;
- литейную форму, предназначенную для приема расплавленного металла;
- узел, установленный на литейной форме, который включает:
- по меньшей мере один источник энергии колебаний, вводящий энергию колебаний в расплавленный металл, заливаемый в литейную форму, во время охлаждения этого металла, находящегося в литейной форме, и
- опорное устройство, удерживающее упомянутый по меньшей мере один источник энергии колебаний.
Положение 57. Устройство в соответствии с Положением 56, в котором литейная форма содержит часть литейного колеса литейной установки.
Положение 58. Устройство в соответствии с Положением 56, в котором опорное устройство включает корпус, содержащий канал охлаждения, обеспечивающий транспортировку охлаждающей среды.
Положение 59. Устройство в соответствии с Положением 58, в котором в канале охлаждения находится упомянутая охлаждающая среда, содержащая по меньшей мере одно из следующего: воду, газ, жидкий металл и масло для двигателя.
Положение 60. Устройство в соответствии с Положением 56, в котором упомянутый по меньшей мере один источник энергии колебаний содержит ультразвуковой преобразователь.
Положение 61. Устройство в соответствии с Положением 56, в котором упомянутый по меньшей мере один источник энергии колебаний содержит вибратор с механическим приводом.
Положение 62. Устройство в соответствии с Положением 61, в котором вибратор с механическим приводом выполнен с возможностью создания энергии колебаний в диапазоне частот до 10 кГц.
Положение 63. Устройство в соответствии с Положением 56, в котором литейная форма включает полосу, служащую границей для расплавленного металла, находящегося в канале литейного колеса.
Положение 64. Устройство в соответствии с Положением 63, в котором узел расположен выше литейного колеса и имеет проходы в корпусе для прохождения через них полосы, служащей границей для расплавленного металла, находящегося в канале этого колеса.
Положение 65. Устройство в соответствии с Положением 64, в котором полосу позиционируют в направлении вдоль корпуса, чтобы сделать возможным протекание охлаждающей среды из канала охлаждения по стороне этой полосы, противоположной ее стороне, с которой находится расплавленный металл.
Положение 66. Устройство в соответствии с Положением 56, в котором опорное устройство содержит по меньшей мере одно из следующего: ниобий, сплав ниобия, титан, сплав титана, тантал, сплав тантала, медь, сплав меди, рений, сплав рения, сталь, молибден, сплав молибдена, нержавеющую сталь, керамику, композит, полимер или металл.
Положение 67. Устройство в соответствии с Положением 66, в котором керамика содержит керамику из нитрида кремния.
Положение 68. Устройство в соответствии с Положением 67, в котором керамика из нитрида кремния содержит SIALON.
Положение 69. Устройство в соответствии с Положением 64, в котором корпус содержит огнеупорный материал.
Положение 70. Устройство в соответствии с Положением 69, в котором огнеупорный материал содержит по меньшей мере одно из следующего: медь, ниобий, ниобий и молибден, тантал, вольфрам, рений и их сплавы.
Положение 71. Устройство в соответствии с Положением 69, в котором огнеупорный материал содержит одно или более из следующего: кремний, кислород или азот.
Положение 72. Устройство в соответствии с Положением 56, в котором из упомянутых источников энергии колебаний, насчитывающих по меньшей мере один, несколько источников энергии колебаний контактируют с охлаждающей средой.
Положение 73. Устройство в соответствии с Положением 72, в котором упомянутый по меньшей мере один источник энергии колебаний содержит по меньшей мере один виброзонд, установленный в канале охлаждения, имеющемся в опорном устройстве.
Положение 74. Устройство в соответствии с Положением 56, в котором упомянутый по меньшей мере один источник энергии колебаний содержит по меньшей мере один виброзонд, контактирующий с опорным устройством.
Положение 75. Устройство в соответствии с Положением 56, в котором упомянутый по меньшей мере один источник энергии колебаний содержит по меньшей мере один виброзонд, непосредственно контактирующий с полосой у основания опорного устройства.
Положение 76. Устройство в соответствии с Положением 56, в котором упомянутые источники энергии колебаний, насчитывающие по меньшей мере один, содержат множество источников энергии колебаний, установленных в опорном устройстве в разных положениях.
Положение 77. Устройство в соответствии с Положением 57, дополнительно содержащее направляющее устройство, позиционирующее узел при перемещении литейного колеса.
Положение 78. Устройство в соответствии с Положением 72, в котором направляющее устройство расположено на полосе, находящейся на ободе литейного колеса.
Положение 79. Устройство в соответствии с Положением 56, в котором ультразвуковой дегазатор содержит:
- вытянутый зонд, первый конец которого прикреплен к ультразвуковому преобразователю, и на втором конце которого находится наконечник этого зонда, и
- средство подачи продувочного газа, содержащее впуск для продувочного газа и выпуск для продувочного газа, причем выпуск для продувочного газа расположен на наконечнике вытянутого зонда и предназначен для ввода продувочного газа в расплавленный металл.
Положение 80. Устройство в соответствии с Положением 56, в котором вытянутый зонд содержит керамику.
Положение 81. Металлическое изделие, содержащее литой металл, имеющий субмиллиметровый размер зерна, включающий менее 0,5% измельчителей зерна и имеющий по меньшей мере одно из следующих свойств:
- относительное удлинение в диапазоне 10-30% при воздействии растягивающей силы 100 фунт/кв. дюйм (689,5 кПа),
- прочность на растяжение в диапазоне 50-300 МПа; или
- электропроводность в диапазоне 45-75% от IAC, которая представляет собой электропроводность, указанную в процентах относительно IAC - электропроводности проводника из стандартной отожженной меди.
Положение 82. Изделие в соответствии с Положением 81, в котором литой металл включает менее 0,2% измельчителей зерна.
Положение 83. Изделие в соответствии с Положением 81, в котором литой металл включает менее 0,1% измельчителей зерна.
Положение 84. Изделие в соответствии с Положением 81, в котором литой металл не включает измельчители зерна.
Положение 85. Изделие в соответствии с Положением 81, в котором литой металл включает по меньшей мере одно из следующего: алюминий, медь, магний, цинк, свинец, золото, серебро, олово, бронзу, латунь и их сплавы.
Положение 86. Изделие в соответствии с Положением 81, в котором литой металл формован с получением по меньшей мере одного из следующего: стержней, прутков, листов, проволоки, биллетов или гранул.
Положение 87. Изделие в соответствии с Положением 81, имеющее относительное удлинение в диапазоне 15-25% или прочность на растяжение в диапазоне 100-200 МПа или электропроводность в диапазоне 50-70% IAC.
Положение 88. Изделие в соответствии с Положением 81, имеющее относительное удлинение в диапазоне 17-20% или прочность на растяжение в диапазоне 150-175 МПа или электропроводность в диапазоне 55-65% IAC.
Положение 89. Изделие в соответствии с Положением 81, имеющее относительное удлинение в диапазоне 18-19% или прочность на растяжение в диапазоне 160-165 МПа или электропроводность в диапазоне 60-62% IAC.
Положение 90. Изделие в соответствии с любым из Положений 81, 87, 88 и 89, в котором литой металл содержит алюминий или сплав алюминия.
Положение 91. Изделие в соответствии с Положением 90, в котором алюминий или сплав алюминия представляют собой витой провод провода со стальным усилением.
Положение 92. Изделие в соответствии с Положением 90, в котором алюминий или сплав алюминия представляют собой витой провод провода со стальной опорой.
Положение 92. Металлическое изделие, изготовленное с использованием одного или более этапов, указанных в Положениях 52-55, и содержащее литой металл.
Положение 93. Изделие в соответствии с Положением 92, в котором литой металл имеет субмиллиметровый размер зерна и включает менее 0,5% измельчителей зерна.
Положение 94. Изделие в соответствии с Положением 92, имеющее по меньшей мере одно из следующих свойств:
- относительное удлинение в диапазоне 10-30% при воздействии растягивающей силы 100 фунт/кв. дюйм (689,5 кПа),
- прочность на растяжение в диапазоне 50-300 МПа; или
- электропроводность в диапазоне 45-75% от IAC, которая представляет собой электропроводность, указанную в процентах относительно IAC - электропроводности проводника из стандартной отожженной меди.
Положение 95. Изделие в соответствии с Положением 92, в котором литой металл включает менее 0,2% измельчителей зерна.
Положение 96. Изделие в соответствии с Положением 92, в котором литой металл включает менее 0,1% измельчителей зерна.
Положение 97. Изделие в соответствии с Положением 92, в котором литой металл не включает измельчители зерна.
Положение 98. Изделие в соответствии с Положением 92, в котором литой металл включает по меньшей мере, одно из следующего: алюминий, медь, магний, цинк, свинец, золото, серебро, олово, бронзу, латунь и их сплавы.
Положение 99. Изделие в соответствии с Положением 92, в котором литой металл формован с получением по меньшей мере одного из следующего: стержней, прутков, листов, проволоки, биллетов или гранул.
Положение 100. Изделие в соответствии с Положением 92, имеющее относительное удлинение в диапазоне 15-25% или прочность на растяжение в диапазоне 100-200 МПа или электропроводность в диапазоне 50-70% IAC.
Положение 101. Изделие в соответствии с Положением 92, имеющее относительное удлинение в диапазоне 17-20% или прочность на растяжение в диапазоне 150-175 МПа или электропроводность в диапазоне 55-65% IAC.
Положение 102. Изделие в соответствии с Положением 92, имеющее относительное удлинение в диапазоне 18-19% или прочность на растяжение в диапазоне 160-165 МПа или электропроводность в диапазоне 60-62% IAC.
Положение 103. Изделие в соответствии с Положением 92, в котором литой металл содержит алюминий или сплав алюминия.
Положение 104. Изделие в соответствии с Положением 103, в котором алюминий или сплав алюминия представляют собой витой провод со стальным усилением.
Положение 105. Изделие в соответствии с Положением 103, в котором алюминий или сплав алюминия представляют собой витой провод со стальной опорой.
С учетом указанных выше принципов, возможно множество модификаций и изменений настоящего изобретения. Таким образом, необходимо понимать, что в пределах объема пунктов приложенной Формулы изобретения это изобретение может быть реализовано на практике иным образом, чем ранее здесь конкретно описано.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБЫ И СИСТЕМЫ ДЛЯ УЛЬТРАЗВУКОВОГО ИЗМЕЛЬЧЕНИЯ ЗЕРНА И ДЕГАЗАЦИИ ПРИ ЛИТЬЕ МЕТАЛЛА | 2016 |
|
RU2829376C2 |
| ПРОЦЕДУРЫ И СИСТЕМЫ УЛЬТРАЗВУКОВОГО ИЗМЕЛЬЧЕНИЯ ЗЕРНА И ДЕГАЗАЦИИ ПРИ ЛИТЬЕ МЕТАЛЛА С ПРИМЕНЕНИЕМ УСОВЕРШЕНСТВОВАННОЙ ВИБРОМУФТЫ | 2018 |
|
RU2771417C2 |
| ИЗМЕЛЬЧЕНИЕ ЗЕРНА МЕТАЛЛОВ С ПРИМЕНЕНИЕМ НЕПОСРЕДСТВЕННОЙ ПЕРЕДАЧИ ЭНЕРГИИ КОЛЕБАНИЙ ПРИ ПРОИЗВОДСТВЕ ЛИТЫХ МЕТАЛЛИЧЕСКИХ ЗАГОТОВОК | 2018 |
|
RU2764885C2 |
| Ультразвуковое улучшение материалов, получаемых литьем с прямым охлаждением | 2019 |
|
RU2799570C2 |
| УЛЬТРАЗВУКОВОЕ ИЗМЕЛЬЧЕНИЕ ЗЕРНА | 2016 |
|
RU2782769C2 |
| УЛЬТРАЗВУКОВЫЕ ДАТЧИКИ С ВЫПУСКНЫМИ ОТВЕРСТИЯМИ ДЛЯ ГАЗА ДЛЯ ДЕГАЗАЦИИ РАСПЛАВЛЕННЫХ МЕТАЛЛОВ | 2014 |
|
RU2696163C1 |
| Способ модифицирования алюминия и его сплавов | 2017 |
|
RU2674553C1 |
| ПОЛУФАБРИКАТ ИЗ АЛЮМИНИЕВОГО СПЛАВА С УЛУЧШЕННОЙ МИКРОПОРИСТОСТЬЮ И СПОСОБ ИЗГОТОВЛЕНИЯ | 2012 |
|
RU2590744C2 |
| СПОСОБ ВНЕПЕЧНОГО МОДИФИЦИРОВАНИЯ АЛЮМИНИЕВЫХ СПЛАВОВ | 2011 |
|
RU2486269C2 |
| СПОСОБ ЛИТЬЯ ИЗДЕЛИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2016 |
|
RU2639105C1 |



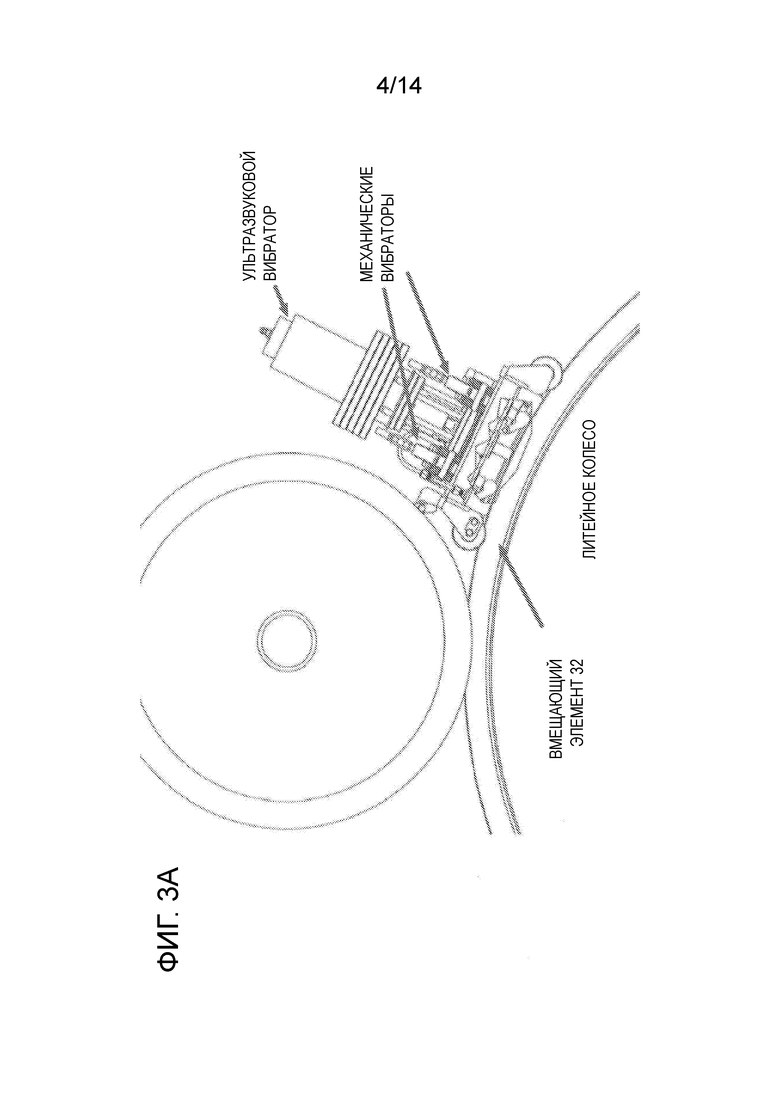










Изобретение относится к непрерывной разливке металла. Литейная установка (2) содержит литейное колесо (30) с вмещающим разливаемый металл элементом (32) и устройство (34) для обработки расплавленного металла. Устройство (34) для обработки содержит узел (42), установленный на литейном колесе (30). Узел (42) содержит по меньшей мере один источник (40) энергии колебаний и опорное устройство (44), удерживающее источник (40) энергии колебаний. Узел (42) содержит по меньшей мере один канал (46) для охлаждающей среды. Расплавленный металл помещают во вмещающий элемент, где его охлаждают при введении энергии колебаний в расплавленный металл, находящийся во вмещающем элементе. Обеспечивается измельчение зерна разливаемого металла, повышение скорости литья, повышение стойкости к образованию горячих трещин, снижение ликвации химических элементов, улучшение механических свойств, в частности пластичности, улучшение качества поверхности изделий после обработки их давлением, улучшение характеристик заполнения литейной формы и уменьшение пористости литейных сплавов. 10 н. и 53 з.п. ф-лы, 21 ил., 5 табл.
1. Устройство для обработки расплавленного металла, предназначенное для использования на литейном колесе литейной установки, которое содержит:
- узел, установленный на литейном колесе, который включает:
по меньшей мере один источник энергии колебаний, вводящий энергию колебаний в расплавленный металл, отливаемый на литейном колесе, во время охлаждения этого металла на литейном колесе, и
опорное устройство, удерживающее упомянутый по меньшей мере один источник энергии колебаний.
2. Устройство по п. 1, в котором опорное устройство включает в себя корпус, содержащий канал охлаждения, обеспечивающий транспортировку охлаждающей среды в нем.
3. Устройство по п. 2, в котором в канале охлаждения находится охлаждающая среда, содержащая по меньшей мере одно из воды, газа, жидкого металла и моторных масел.
4. Устройство по п. 1, в котором упомянутый по меньшей мере один источник энергии колебаний содержит по меньшей мере один ультразвуковой преобразователь, по меньшей мере один вибратор с механическим приводом или их комбинацию.
5. Устройство по п. 4, в котором ультразвуковой преобразователь выполнен с возможностью обеспечения энергии колебаний в диапазоне частот до 400 кГц.
6. Устройство по п. 4, в котором вибратор с механическим приводом содержит множество вибраторов с механическим приводом.
7. Устройство по п. 4, в котором вибратор с механическим приводом выполнен с возможностью обеспечения энергии колебаний в диапазоне частот до 10 кГц.
8. Устройство по п. 1, в котором литейное колесо включает полосу, обрамляющую расплавленный металл, находящийся в канале этого колеса.
9. Устройство по п. 1, в котором упомянутый узел расположен над литейным колесом и имеет проходы в корпусе для прохождения через них полосы, обрамляющей расплавленный металл, находящийся в канале этого колеса.
10. Устройство по п. 9, в котором:
корпус имеет канал охлаждения, обеспечивающий транспортировку охлаждающей среды в нем, и
полосу позиционируют в направлении вдоль корпуса, чтобы сделать возможным протекание охлаждающей среды из канала охлаждения по стороне этой полосы, противоположной расплавленному металлу.
11. Устройство по п. 1, в котором опорное устройство содержит по меньшей мере одно из следующего: ниобий, сплав ниобия, титан, сплав титана, тантал, сплав тантала, медь, сплав меди, рений, сплав рения, сталь, молибден, сплав молибдена, нержавеющая сталь, керамика, композит, полимер или металл.
12. Устройство по п. 11, в котором керамика содержит керамику из нитрида кремния.
13. Устройство по п. 12, в котором керамика из нитрида кремния содержит оксинитрид алюминия-кремния.
14. Устройство по п. 1, в котором:
опорное устройство включает в себя корпус, содержащий канал охлаждения, обеспечивающий транспортировку охлаждающей среды в нем, при этом
корпус содержит огнеупорный материал.
15. Устройство по п. 14, в котором огнеупорный материал содержит по меньшей мере одно из следующего: медь, ниобий, ниобий и молибден, тантал, вольфрам, рений и их сплавы.
16. Устройство по п. 15, в котором огнеупорный материал содержит одно или более из следующего: кремний, кислород или азот.
17. Устройство по п. 1, в котором по меньшей мере один из упомянутых источников энергии колебаний содержит более одного источника энергии колебаний, контактирующих с охлаждающей средой.
18. Устройство по п. 17, в котором по меньшей мере один источник энергии колебаний содержит по меньшей мере один виброзонд, вставленный в канал охлаждения в опорном устройстве.
19. Устройство по п. 1, в котором по меньшей мере один источник энергии колебаний содержит по меньшей мере один виброзонд, контактирующий с опорным устройством.
20. Устройство по п. 1, в котором по меньшей мере один источник энергии колебаний содержит по меньшей мере один виброзонд, непосредственно контактирующий с полосой у основания опорного устройства.
21. Устройство по п. 1, в котором по меньшей мере один источник энергии колебаний содержит множество источников энергии колебаний, распределенных в разных положениях в опорном устройстве.
22. Устройство по п. 1, дополнительно содержащее направляющее устройство, позиционирующее упомянутый узел относительно перемещения литейного колеса.
23. Устройство по п. 22, в котором направляющее устройство расположено на полосе, находящейся на ободе литейного колеса.
24. Литейная установка, содержащая:
- литейную форму, выполненную с возможностью охлаждения расплавленного металла; и
- устройство для обработки расплавленного металла по любому из пп. 1-23.
25. Литейная установка по п. 24, в которой литейная форма содержит форму для непрерывного литья.
26. Литейная установка по п. 24, в которой литейная форма содержит литейную форму для горизонтального или вертикального литья.
27. Литейная установка, содержащая:
- элемент, вмещающий расплавленный металл, который выполнен с возможностью охлаждения этого металла; и
- источник энергии колебаний, прикрепленный к упомянутому вмещающему элементу и выполненный с возможностью ввода в расплавленный металл энергии колебаний с частотой до 400 кГц.
28. Литейная установка, содержащая:
- элемент, вмещающий расплавленный металл, который выполнен с возможностью охлаждения этого металла; и
- источник энергии колебаний с механическим приводом, прикрепленный к упомянутому вмещающему элементу и выполненный с возможностью ввода в расплавленный металл энергии колебаний с частотой в диапазоне до 10 кГц.
29. Система для изготовления металлического изделия, содержащая:
- устройство для обработки расплавленного металла по любому из пп. 1-23; и
- контроллер, выполненный с возможностью получения сигналов данных и вывода управляющих сигналов и запрограммированный с использованием алгоритмов управления, обеспечивающих выполнение этапов, на которых
- помещают расплавленный металл во вмещающий элемент литейной установки;
- охлаждают расплавленный металл, находящийся во вмещающем элементе; и
- вводят энергию колебаний в расплавленный металл, находящийся во вмещающем элементе, во время упомянутого охлаждения.
30. Устройство для обработки расплавленного металла, предназначенное для использования в литейной установке, которое содержит:
- по меньшей мере один источник энергии колебаний, вводящий энергию колебаний в расплавленный металл, заливаемый на литейное колесо, во время охлаждения этого металла, находящегося на литейном колесе; и
- опорное устройство, удерживающее источник энергии колебаний.
31. Устройство для обработки расплавленного металла, предназначенное для использования на литейном колесе литейной установки, которое содержит:
- узел, связанный с литейный колесом, который включает:
- по меньшей мере один источник энергии колебаний, вводящий энергию колебаний в расплавленный металл, заливаемый на литейное колесо, во время охлаждения этого металла, находящегося на литейном колесе,
- опорное устройство, удерживающее упомянутый по меньшей мере один источник энергии колебаний, и
- направляющее устройство, позиционирующее узел при перемещении литейного колеса.
32. Устройство по п. 31, в котором упомянутый по меньшей мере один источник энергии колебаний вводит энергию колебаний непосредственно в расплавленный металл, заливаемый на литейное колесо.
33. Устройство по п. 31, в котором упомянутый по меньшей мере один источник энергии колебаний опосредованно вводит энергию колебаний в расплавленный металл, заливаемый на литейное колесо.
34. Устройство для обработки расплавленного металла, предназначенное для использования в литейной установке, которое содержит:
- по меньшей мере один источник энергии колебаний, вводящий энергию колебаний при помощи зонда, введенного в расплавленный металл, заливаемый на литейное колесо, во время охлаждения этого металла, находящегося на литейном колесе; и
- опорное устройство, удерживающее источник энергии колебаний,
причем энергия колебаний уменьшает ликвацию в расплавленном металле при его кристаллизации.
35. Устройство для обработки расплавленного металла, предназначенное для использования в литейной установке, которое содержит:
- по меньшей мере один источник энергии колебаний, вводящий акустическую энергию в расплавленный металл, заливаемый на литейное колесо, во время охлаждения этого металла, находящегося на литейном колесе; и
- опорное устройство, удерживающее источник энергии колебаний.
36. Устройство по п. 35, в котором упомянутый по меньшей мере один источник энергии колебаний содержит усилитель звукового сигнала.
37. Устройство по п. 36, в котором усилитель звукового сигнала вводит энергию колебаний в расплавленный металл через газообразную среду.
38. Устройство по п. 37, в котором усилитель звукового сигнала вводит энергию колебаний через газообразную среду в опорный элемент, удерживающий расплавленный металл.
39. Устройство для обработки расплавленного металла, содержащее:
- источник расплавленного металла;
- ультразвуковой дегазатор, включающий ультразвуковой зонд, введенный в расплавленный металл;
- литейную форму, предназначенную для приема расплавленного металла;
- узел, установленный на литейной форме, который включает:
- по меньшей мере один источник энергии колебаний, вводящий энергию колебаний в расплавленный металл, заливаемый в литейную форму, во время охлаждения этого металла, находящегося в литейной форме, и
- опорное устройство, удерживающее упомянутый по меньшей мере один источник энергии колебаний.
40. Устройство по п. 39, в котором литейная форма содержит часть литейного колеса литейной установки.
41. Устройство по п. 39, в котором опорное устройство включает корпус, содержащий канал охлаждения, обеспечивающий транспортировку охлаждающей среды.
42. Устройство по п. 41, в котором в канале охлаждения находится упомянутая охлаждающая среда, содержащая по меньшей мере одно из следующего: воду, газ, жидкий металл и моторные масла.
43. Устройство по п. 39, в котором упомянутый по меньшей мере один источник энергии колебаний содержит по меньшей мере один ультразвуковой преобразователь.
44. Устройство по п. 39, в котором упомянутый по меньшей мере один источник энергии колебаний содержит по меньшей мере один вибратор с механическим приводом.
45. Устройство по п. 44, в котором вибратор с механическим приводом выполнен с возможностью обеспечения энергии колебаний в диапазоне частот до 10 кГц.
46. Устройство по п. 40, в котором литейное колесо включает полосу, обрамляющую расплавленный металл, находящийся в канале литейного колеса.
47. Устройство по п. 40, в котором узел расположен над литейный колесом и имеет проходы в корпусе для прохождения через них полосы, обрамляющей расплавленный металла, находящийся в канале этого колеса.
48. Устройство по п. 47, в котором:
корпус имеет канал охлаждения, обеспечивающий транспортировку охлаждающей среды в нем, и
полосу позиционируют в направлении вдоль корпуса, чтобы сделать возможным протекание охлаждающей среды из канала охлаждения по стороне этой полосы, противоположной расплавленному металлу.
49. Устройство по п. 39, в котором опорное устройство содержит по меньшей мере одно из следующего: ниобий, сплав ниобия, титан, сплав титана, тантал, сплав тантала, медь, сплав меди, рений, сплав рения, сталь, молибден, сплав молибдена, нержавеющую сталь, керамику, композит, полимер или металл.
50. Устройство по п. 49, в котором керамика содержит керамику из нитрида кремния.
51. Устройство по п. 50, в котором керамика из нитрида кремния содержит оксинитрид кремния-алюминия.
52. Устройство по п. 47, в котором корпус содержит огнеупорный материал.
53. Устройство по п. 52, в котором огнеупорный материал содержит по меньшей мере одно из следующего: медь, ниобий, ниобий и молибден, тантал, вольфрам, рений и их сплавы.
54. Устройство по п. 53, в котором огнеупорный материал содержит одно или более из следующего: кремний, кислород или азот.
55. Устройство по п. 39, в котором по меньшей мере один из источников энергии колебаний содержит несколько источников энергии колебаний, контактирующих с охлаждающей средой.
56. Устройство по п. 55, в котором по меньшей мере один источник энергии колебаний содержит по меньшей мере один виброзонд, вставленный в канал охлаждения, имеющийся в опорном устройстве.
57. Устройство по п. 39, в котором по меньшей мере один источник энергии колебаний содержит по меньшей мере один виброзонд, контактирующий с опорным устройством.
58. Устройство по п. 39, в котором по меньшей мере один источник энергии колебаний содержит по меньшей мере один виброзонд, непосредственно контактирующий с полосой у основания опорного устройства.
59. Устройство по п. 39, в котором по меньшей мере один источник энергии колебаний содержит множество источников энергии колебаний, распределенных в разных положениях в опорном устройстве.
60. Устройство по п. 40, дополнительно содержащее направляющее устройство, позиционирующее узел относительно перемещения литейного колеса.
61. Устройство по п. 60, в котором направляющее устройство расположено на полосе, находящейся на ободе литейного колеса.
62. Устройство по п. 39, в котором ультразвуковой дегазатор содержит:
- вытянутый зонд, имеющий первый конец и второй конец, причем первый конец прикреплен к ультразвуковому преобразователю, а на втором конце находится наконечник этого зонда; и
- средство подачи продувочного газа, содержащее впуск для продувочного газа и выпуск для продувочного газа, причем выпуск для продувочного газа расположен на наконечнике вытянутого зонда и предназначен для ввода продувочного газа в расплавленный металл.
63. Устройство по п. 39, в котором вытянутый зонд содержит керамику.
| US 3153820 A1, 27.10.1964 | |||
| US 3774669 A1, 27.11.1973 | |||
| Установка непрерывного литья | 1980 |
|
SU908493A1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ МЕТАЛЛА НА ДВИЖУЩУЮСЯ КОНВЕЙЕРНУЮ ЛЕНТУ | 1947 |
|
SU80096A1 |
| Установка непрерывного литья | 1981 |
|
SU980937A1 |
| US 5355935 A1, 18.10.1994. | |||

