ОБЛАСТЬ ТЕХНИКИ
[001] Изобретение относится главным образом к обработке поверхности металлических поверхностей для улучшения коррозионной стойкости, износостойкости, эрозионной стойкости, стойкости к абразивному износу и их комбинаций.
УРОВЕНЬ ТЕХНИКИ
[002] Известно, что тяжелая нефть содержит корродирующие вещества, такие как органические кислоты, двуокись углерода, сероводород и хлориды и др., но они редко создают серьезную проблему коррозии. Однако некоторые виды сырой нефти содержат достаточные количества органических кислот, главным образом нафтеновых кислот, чтобы вызвать проблемы сильной коррозии. Термин «нафтеновая кислота» обычно касается всех органических кислот, присутствующих в сырой нефти. В некоторых отраслях нефтехимии плавиковая кислота (HF) является широко используемым материалом, например, она используется как катализатор в установках алкилирования нефтеперегонных заводов. В других отраслях нефтехимии часто встречается проблема коррозии, вызываемая серной кислотой.
[003] В отраслях нефтехимии применяются материалы с высоким содержанием Cr и Mo благодаря их свойствам коррозионной стойкости к нафтеновым кислотам, с минимальным содержанием Cr 9%, обычно используемые при сильном разъедании (например, материал 316SS содержит номинальное количество 18% Cr и минимум 2% Mo). В других отраслях для работы с плавиковой кислотой используются никелевые сплавы.
[004] В начале 1990-х годов было разработано большое количество объемных металлических стекол, заявленных главным образом на основе Zr-, Cu-, Hf-, Fe- и других металлов. Эти материалы имеют отличные механические свойства, в частности высокую прочность и большую упругую область при комнатной температуре по сравнению с традиционными металлическими сплавами. Известна обработка поверхности объемных металлических стекол. В патентной публикации США № 2008/0041502 раскрыт способ образования упрочненной поверхности, в котором слой покрытия из металлического стекла нагревается до температуры 600°C, которая меньше температуры плавления сплава. Для видоизменения лишь поверхности материала покрытия, частичной кристаллизации слоя покрытия применяется последующая обработка металлического покрытия. В патентной публикации США № 2004/0253381 раскрыт способ обработки слоя аморфного металла, в котором стекло подвергают простому отжигу. Кроме того, в процессе этого изменяются свойства только слоя аморфного покрытия.
[005] Все еще существует необходимость улучшения способа обработки поверхности покрытия из металлического стекла для улучшения свойств покрытия, улучшающего свойства слоя подложки, расположенного под покрытием из металлического стекла, и улучшающего свойства покрытий, такие как коррозионная стойкость, износостойкость, эрозионная стойкость и стойкость к абразивному износу, применяемые в нефтехимической отрасли. Существует также необходимость улучшения способов для обработки покрытий аморфных металлических (или объемных металлических стекол), наноструктурных покрытий из кристаллизованных объемных металлических стекол и модификации поверхности в целом. Существует также необходимость в способе улучшения свойств коррозионной стойкости путем обработки поверхности, а именно путем постепенного перемешивания покрытия объемных металлических стекол (или подобного покрытия) с исходной подложкой для улучшения коррозионной стойкости, износостойкости и стойкости к абразивному износу.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[006] В одном аспекте изобретения создан элемент для использования в производстве нефтехимической продукции. Элемент конструкции содержит в себя металлическую подложку, слой аморфного металла, нанесенный на подложку, диффузионный слой, расположенный на металлической подложке и имеющий первую поверхность, контактирующую с исходной подложкой, и вторую поверхность, противоположную первой поверхности, и отрицательный профиль градиента твердости, увеличивающейся от второй поверхности к первой поверхности, причем диффузионный слой образован путем обработки слоя аморфного покрытия с приложением достаточного количества энергии для, по меньшей мере, части слоя аморфного покрытия и, по меньшей мере, части исходной подложки для их сплавления вместе с образованием диффузионного слоя. В одном варианте воплощения диффузионный слой имеет толщину, равную по меньшей мере 5% толщины слоя аморфного металла.
[007] В одном аспекте создан способ для обработки поверхности элемента конструкции для использования в производстве нефтехимической продукции. Способ содержит создание исходной подложки, содержащей металл, образование слоя аморфного металла на исходной подложке и подвод достаточного количества энергии к слою аморфного металла для образования диффузионного слоя, имеющего отрицательный профиль градиента твердости, увеличивающейся от первой поверхности, контактирующей с исходной подложкой, ко второй поверхности, противоположной первой поверхности и удаленной от исходной подложки. В одном варианте воплощения слой аморфного металла образуется на исходной подложке нанесением расплавленного металлического сплава на исходную подложку и охлаждением сплава для образования слоя аморфного металла на исходной подложке.
[008] В другом аспекте способ для обработки поверхности элемента конструкции содержит создание исходной подложки, содержащей металл, нанесение, по меньшей мере, слоя аморфного металла на исходную подложку, нанесение, по меньшей мере, слоя керамического покрытия на слой аморфного металла и подвод достаточного количества энергии к слою керамического покрытия для обеспечения диффузии, по меньшей мере, части слоя аморфного металла в исходную подложку для образования диффузионного слоя, имеющего отрицательный профиль градиента твердости, увеличивающейся от первой поверхности диффузионного слоя, контактирующей с исходной подложкой, ко второй поверхности, противоположной первой поверхности.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[009] На фиг.1 приведено оптическое изображение поперечного среза образца стальной подложки, покрытой напыленным слоем по способу высокоскоростного газопламенного напыления (ВСГН) объемного металлического стекла толщиной около 125 микронов (мкм).
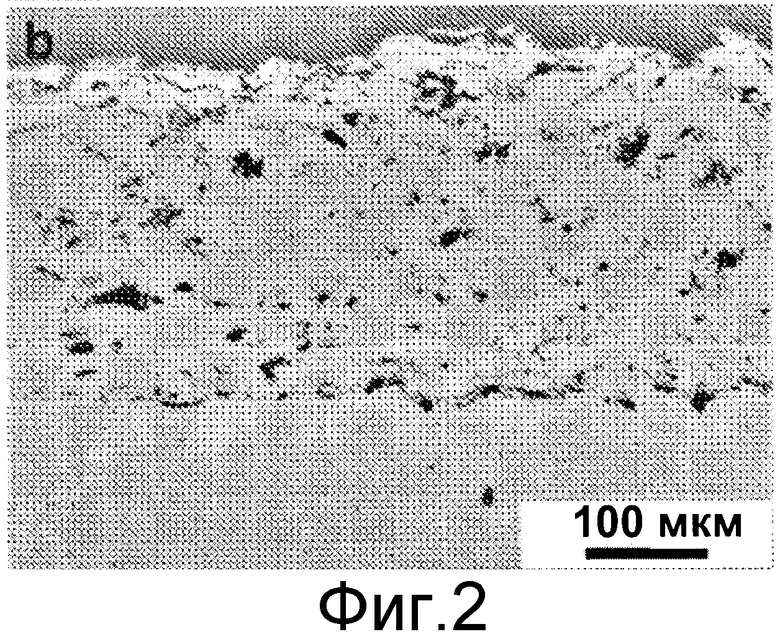
[010] На фиг.2 приведено оптическое изображение образца стальной подложки, покрытой напыленным слоем ВСГН объемного металлического стекла толщиной около 380 микронов.
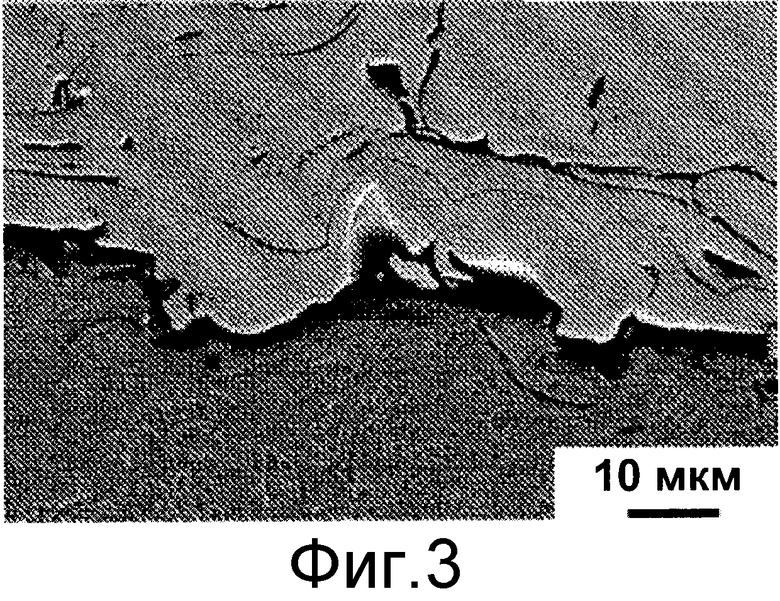
[011] На фиг.3 приведено растровое электронно-микроскопическое изображение поверхности раздела между подложкой и необработанным (в состоянии после напыления) слоем покрытия ВСГН объемного металлического стекла.
[012] На фиг.4 приведено растровое электронно-микроскопическое изображение, отображающее связь между частицами в необработанном (в состоянии после напыления ВСГН) слое покрытия объемного металлического стекла.
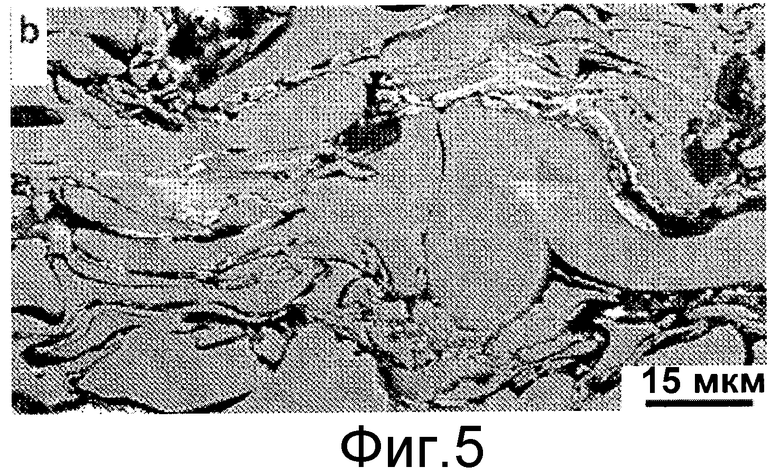
[013] На фиг.5 приведено другое растровое электронно-микроскопическое изображение, отображающее связь между частицами в необработанном (в состоянии после напыления ВСГН) слое покрытия объемного металлического стекла.
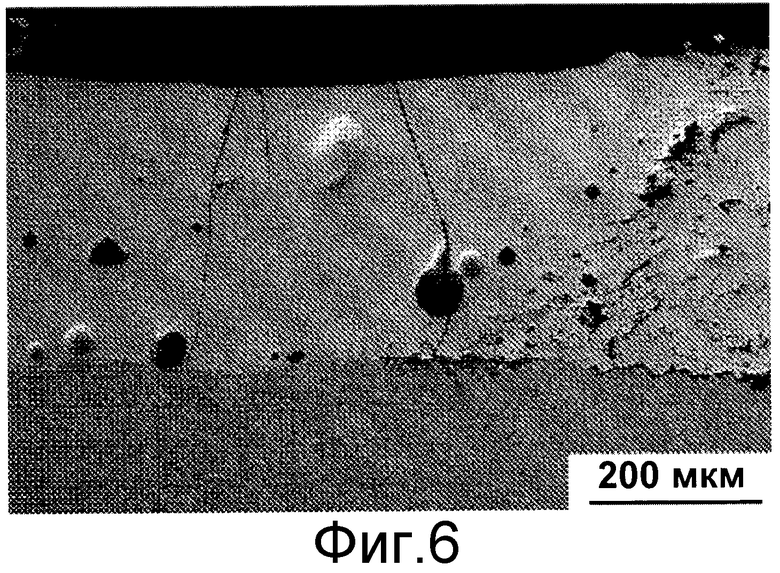
[014] На фиг.6 приведено растровое электронно-микроскопическое изображение со сравнением поверхности раздела диффузионного слоя между подложкой и обработанным слоем аморфного покрытия (зона лазерного переплава - слева, мощность 96 Вт) и необработанным слоем (напыление ВСГН, справа).
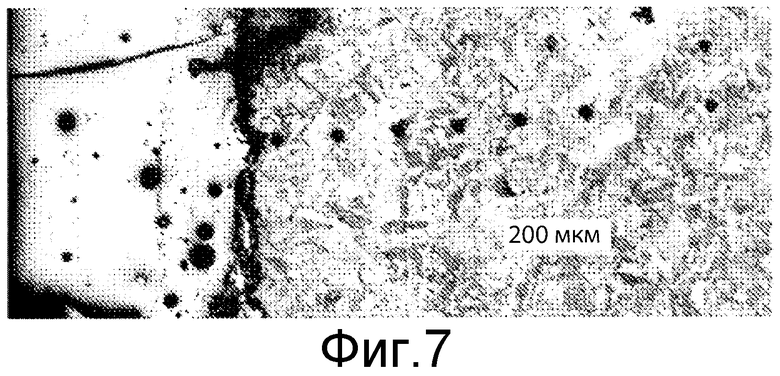
[015] На фиг.7 приведено оптическое изображение, иллюстрирующее изменение микроструктуры в поперечном срезе образца стальной подложки, покрытой слоем аморфного покрытия (толщиной 250 микронов) после лазерной обработки поверхности при мощности лазера 80 Вт.
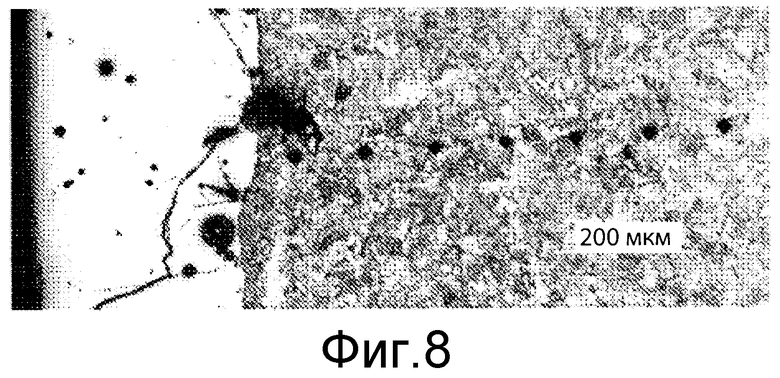
[016] На фиг.8 приведено оптическое изображение, иллюстрирующее изменение микроструктуры в поперечном срезе образца стальной подложки, покрытой слоем аморфного покрытия (толщиной 250 микронов) после лазерной обработки поверхности при мощности 96 Вт.
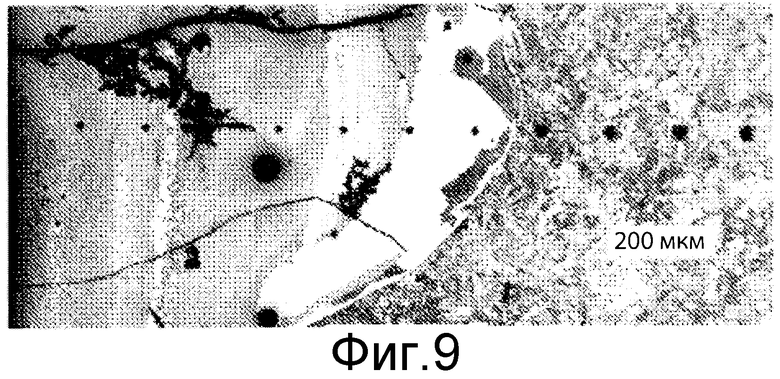
[017] На фиг.9 приведено оптическое изображение, иллюстрирующее изменение микроструктуры в поперечном срезе образца стальной подложки, покрытой слоем аморфного покрытия (толщиной 250 микронов) после лазерной обработки поверхности при мощности 112 Вт.
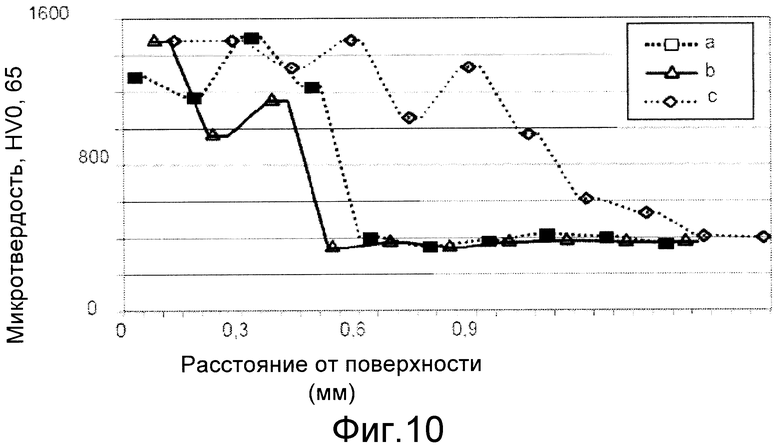
[018] На фиг.10 приведен график, иллюстрирующий изменение микротвердости в зависимости от расстояния от поверхности в слое аморфного покрытия толщиной 250 микронов после лазерной обработки.
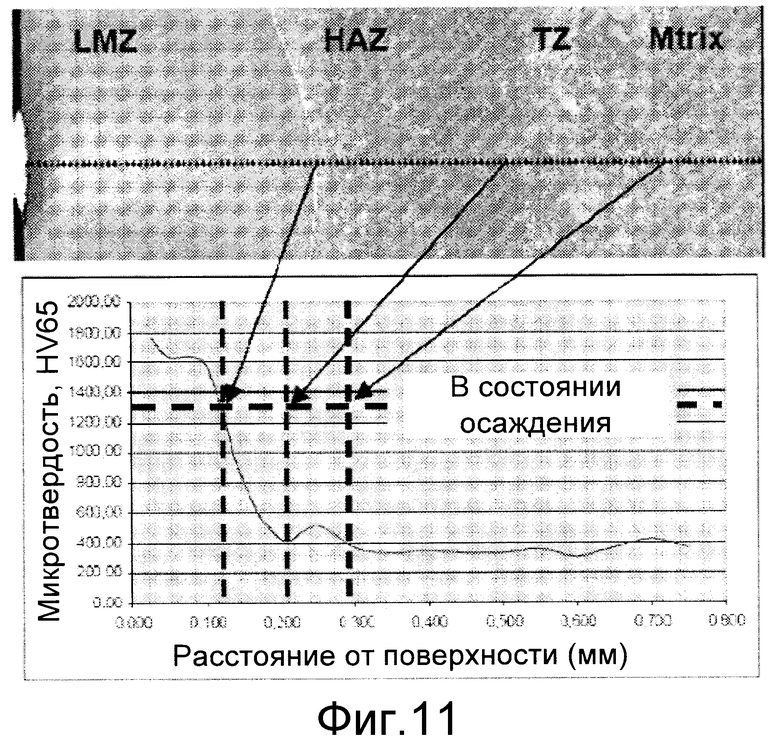
[019] На фиг.11 приведено растровое электронно-микроскопическое изображение, отображающее поперечный срез образца стальной подложки со слоем аморфного покрытия (толщиной 125 микронов) после лазерной обработки поверхности (80 Вт), и соответствующий график, иллюстрирующий значения микротвердости в покрытии и прилегающей подложке.
ДЕТАЛЬНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
[020] В описании использованы следующие термины, которые имеют следующие значения, если не указано иное.
[021] Термин «сырая нефть» относится к природным и синтетическим жидким углеводородным продуктам, включающим, без ограничений, биодеградированную нефть, сырую нефть, продукты нефтепереработки, в том числе бензин, другие виды топлива и растворители. Термин «нефтепродукты» относится к природному газу и сырой нефти, твердым и полутвердым углеводородным продуктам, включающим, без ограничений, битуминозный песок, битум и др.
[022] Термин «элементы конструкции» относится к нефтехимическому оборудованию, работающему при температуре в диапазоне 230°C - 990°C. Некоторые элементы конструкции особенно восприимчивы к коррозии под воздействием нафтеновой кислоты, если работают при температурах в диапазоне 230°C - 440°C, в зонах с высоким напряжением сдвига стенок (скоростью), для содержания нефтепродуктов с высокой долей нафтеновой кислоты, выраженной как «общее кислотное число» или ОКЧ по меньшей мере 0,50. ОКЧ обычно измеряют по способу D-664-01 Американского общества по испытанию материалов и выражают в единицах миллиграммов KOH/грамм нефти. Для зон агрессивной коррозии нафтеновой кислоты наиболее частой является температура менее 450°C. Однако высокотемпературная коррозия может проявляться в оборудовании локально, например, трубчатая печь (на стороне пламени), или в коксовой установке, в которой при коксовании изолируется и поглощается тепло.
[023] Термин «толщина» относится к средней толщине слоя материала по поверхности подложки, на которую наносится материал.
[024] Термин «диффузия» относится к процессу, при котором две поверхности различных металлов находятся в контакте, при этом при подводе достаточного количества энергии атомы металла из одной поверхности металла проникают, диффундируют в другую поверхность или сплавляются с другим металлом, вызывая образование промежуточного соединения вследствие диффузии.
[025] Слой аморфного покрытия в одном варианте воплощения термически осаждается на подложку. Термин «термическое осаждение», использованный здесь, относится к покрытию/нанесению объемного металлического стекла, по меньшей мере, частично в расплавленном состоянии. В одном варианте воплощения слой аморфного покрытия имеет сильную прочность связи с исходной подложкой по меньшей мере от 351,55-703,1 кг/см2 или больше. Процесс термического осаждения включает, без ограничений, процесс сварки, термическое напыление, в том числе дуговую электродную сварку, высокоскоростное газопламенное напыление (ВСГН), окисление, или плазменное покрытие, при котором расплавленный или частично расплавленный материал напыляется на исходную подложку.
[026] Элемент конструкции характеризуется тем, что имеет исходную подложку, покрытую слоем аморфного металла, с поверхностью элемента конструкции, подвергнутой обработке поверхности, которая образует диффузионный слой, обеспечивающий улучшенные свойства коррозионной стойкости, эрозионной стойкости и жаростойкости. В одном варианте воплощения поверхность обрабатывается путем применения источника тепла, так что выполняется достаточное перемешивание слоя аморфного металла и подложки с образованием диффузионного слоя, который действует как металлургическая связь между слоем аморфного металла и подложкой. В другом варианте воплощения обработка поверхности выполняется с минимальным перемешиванием, сплавляя минимальную толщину подложки, прилегающей к слою аморфного покрытия, для минимизации разбавления покрытия наряду с тем, что все-таки образуется диффузионный слой, создающий металлургическую связь между слоем покрытия и подложкой. В еще одном варианте воплощения слой аморфного металла полностью сплавляется/спекается, создавая диффузионный слой с улучшенными свойствами твердости, коррозионной, эрозионной стойкости, а также с улучшенной связью с подложкой.
[027] Исходная подложка
Исходная подложка элемента конструкции может быть любым конструкционным металлом, включая черные и цветные материалы, такие как алюминий, никель, черный металл или сталь. Примером является нелегированная углеродистая сталь, также известная как «малоуглеродистая» сталь. Другие примеры включают, без ограничений, нержавеющую сталь, низколегированную сталь, хромистую сталь и т.п.
[028] В одном варианте воплощения исходную подложку вначале, перед нанесением слоя аморфного покрытия, очищают от загрязнений, например грязи, смазки, нефти и т.д. В одном варианте воплощения исходную подложку очищают с помощью ультразвука. В другом варианте воплощения и в зависимости от способа покрытия предварительная очистка не требуется, поскольку небольшой слой оксида может помочь в поглощении лазерного луча для ускорения процесса покрытия. В другом варианте воплощения подложку очищают путем дробеструйной обработки, лазерной поверхностной обработки, дробеструйной или пескоструйной очистки, или известным в технике механическим способом. Еще в одном варианте воплощения подложку очищают химически, путем декапирования или травления или их сочетанием. В четвертом варианте воплощения подложку очищают способом пламенного восстановления. В пятом варианте воплощения подложку очищают струей сухого льда, который затем растает и, следовательно, предотвращает взаимное загрязнение подложки абразивом для пескоструйной/дробеструйной обработки. Подготовка очисткой обеспечивает определенную степень шероховатости поверхности на подложке для улучшения механической связи покрытия с подложкой. В одном варианте воплощения, где аморфное покрытие наносится путем термического высокоскоростного газопламенного напыления (ВСГН), поверхность подготавливают путем поверхностной обработки труб или дробеструйной очистки или пескоструйной очистки или их комбинацией.
[029] Аморфное покрытие
Термин «аморфное покрытие» относится к металлическому материалу с неупорядоченной на атомном уровне кристаллической структурой. Термин иногда может использоваться попеременно с терминами «металлическое стекло», «стекловидный металл», или «объемное металлическое стекло», или «нанокристаллические сплавы» для аморфных металлов, имеющих аморфную структуру в толстых слоях, толщиной более 1 мм. Термин «объемное металлическое стекло» может использоваться попеременно с термином «аморфный металл».
[030] В одном варианте воплощения толщина покрытия из аморфного металла колеблется в пределах от 0,1 до 500 микронов (мкм). Во втором варианте воплощения - от 2 до 2500 микронов. В третьем варианте толщина колеблется в пределах от 3 до 100 микронов. В четвертом варианте воплощения - менее 50 микронов. В пятом варианте воплощения - от 2 до 100 микронов. В одном варианте воплощения, если желателен очень тонкий слой, покрытие может осаждаться на мелких элементах импульсным лазерным осаждением, вакуумным способом, лазерным плакированием или их комбинацией.
[031] Слой аморфного металла наносится на подложку как слой покрытия. В одном варианте воплощения аморфным металлом покрывают непосредственно металлическую подложку. В другом варианте воплощения перед нанесением слоя аморфного металла на металлическую подложку вначале наносится дополнительный промежуточный слой или композитный слой.
[032] Аморфный материал, выбираемый для покрытия, зависит от конечного применения, например, нафтеновая коррозия (сплав металла с Cr, Mo, W, V, Nb или Si, и др.), коррозия из-за плавиковой кислоты (HF) (Ni сплав), коррозия из-за серной кислоты, защита от эрозии с включением керамических частиц и др.
[033] Термин «металлический сплав» означает, что кроме железа включаются другие материалы (никель, хром и др.). В одном варианте воплощения сплав на основе металла дополнительно содержит твердые частицы, которые можно добавлять в процессе производства (такие как WxCy/Co), выпадающие в осадок из вяжущего раствора в процессе термического цикла (карбиды, такие как, например, WxCy, CrxCy, TixCy, NbxCy, VxCy или бориды, или нитриды, или сложные карбонитриды или карбо-боронитриды), или получаемые во время процесса окисления (такие как CrxOy, AlxOy, TixOy, или другие карбиды или бориды, или карбонитриды, или нитриды, и другие сложные окклюдантные карбиды или нитриды). В одном варианте воплощения к аморфному металлу могут добавляться присадочные частицы. Примеры включают, но не ограничивают, сложные карбиды, оксиды, бориды или их сочетания, которые могут включать переходный металл или металлоид. В варианте воплощения, где следует довести до максимума коррозионную стойкость, присадочные частицы должны быть в виде химически более однородных материалов, почти без границ зерен, таких как карбиды.
[034] В одном варианте воплощения для стойкости к коррозии из-за плавиковой кислоты материал является сплавом на основе никеля. В другом варианте воплощения аморфный сплав на основе никеля может быть любым из составов: 1) Ta (10-40 атомных %), Mo (сумма Ta и Mo должна быть 25-50 атомных %) и Ni (остаток); 2) Ta (10 атомных % или больше, но меньше чем 24 атомных %), Cr (сумма Ta и Cr должна быть 25-50 атомных %) и Ni (остаток); и 3) Ta (10-40 атомных %), Mo и Cr (общая сумма Mo, Cr и Ta должна быть 25-50 атомных %) и Ni (остаток). В аморфные металлы на основе Ni могут включаться другие металлы (если они не присутствуют), такие как W, Mo и Cr.
[035] В одном варианте применения для стойкости к коррозии из-за нафтеновой кислоты (NAC) аморфным металлом является сплав на основе железа, например, состоящий по меньшей мере из 50% железа и по меньшей мере одного из металлов хрома и/или молибдена. В одном варианте воплощения состав аморфного металла включает по меньшей мере 50% железа, по выбору хром, один или несколько элементов, выбранных из группы, состоящей из бора, углерода и фосфора, один или оба элемента молибден и вольфрам и по меньшей мере один элемент из группы, включающей Ga, Ge, Au, Zr, Hf, Nb, Ta, La, Ce, Pr, Nd, Sm, Eu, Gd, Tb, Dy, Ho, Er, Tm, Yb, Lu, N, S и O. В третьем варианте воплощения, состав аморфного металла включает (Fe0,8Cr0,2)79B17W2C2.
[036] В третьем варианте сплав для образования аморфного металла выбирается из составов (Fe0,85Cr0,15)83B17, (Fe0,8Cr0,2)83B17, (Fe0,75Cr0,25)83B17, (Fe0,6Co0,2Cr0,2)83B17, (Fe0,6Cr0,15Mo0,05)83B17, (Fe0,8Cr0,2)79B17C7, (Fe0,8Cr0,2)79B17Si7, (Fe0,8Cr0,2)79B17Al4, (Fe0,8Cr0,2)75B17Al4C4, (Fe0,8Cr0,2)75B17Si4C4, (Fe0,8Cr0,2)75B17Si4Al4, (Fe0,8Cr0,2)71B17Si4C4Al4, (Fe0,7Co0,1Cr0,2)83B17, (Fe0,88Cr0,2)76B17Al7, (Fe0,8Cr0,2)79B17W2C2, (Fe0,8Cr0,2)81B17W2 и (Fe0,8Cr0,2)80B20.
[037] Еще в одном варианте воплощения сплав для образования покрытия аморфного металла является аморфным металлом на основе железа или никеля с минимум десятью легирующими элементами, содержащим до двадцати легирующих элементов. Ингредиенты включают: Fe, Co, Ni, Mn, B, C, Cr, Mo, W, Si, Ta, Nb, Al, Zr, Ti, La, Gd, Y, O и N. В одном варианте для способствования образованию стекла добавляют B, P и C. Можно также добавлять B и P для образования буферов в зоне вблизи поверхности в процессе коррозионного распада, таким образом предотвращая вызванное гидролизом окисление, которое сопровождается точечной коррозией и щелевой коррозией. При применении в нафтеновой кислоте (NAC) для улучшения коррозионной стойкости добавляют Cr, Mo, W, Al и Si. При применении в кислотной среде для дополнительного улучшения коррозионной стойкости добавляют Ta, Mo и Nb. При применении в случаях, когда необходима дополнительная прочность, добавляют Al, Ti и Zr, наряду с этим поддерживая сравнительно низкий вес. В одном варианте воплощения для уменьшения критической скорости охлаждения добавляют Y и другие редкоземельные элементы. Во множестве вариантов воплощения намеренно контролируемым способом добавляют кислород и азот для облегчения образования частиц оксидов и нитридов на месте, что прерывает образование сдвиговых полос, связанных с разрывом аморфного металла, и, таким образом, увеличивает устойчивость к повреждениям.
[038] В другом варианте воплощения для применения в плавиковой кислоте (NAC) слой аморфного металла дополнительно содержит оксиды аморфного металла (a-Me1-xOx), карбиды аморфного металла (a-Me1-yCy), карбиды-нитриды аморфного металла (a-Me(C, N)) или аморфный нитрид кремния (a-Si1-zNz), где x имеет значение от 0,3 до 0,7, y - от 0,25 до 0,9, z - от 0,3 до 0,8, и Me (металл) является, главным образом, одним из переходных металлов, таких как Cr, Al, Ti, Zr, или других химических элементов, таких как кремний (Si).
[039] В еще одном варианте слой аморфного металла содержит объемный твердеющий аморфный сплав, имеющий свойство улучшенной коррозионной стойкости, как раскрыто в патентной публикации США № 2009/0014096, приведенной здесь в качестве ссылки в полном объеме. В одном варианте воплощения слой состоит из объемных металлических стекол на основе Zr-Ti, что соответствует свойствам коррозионной стойкости CoCrMo, имеющий молекулярную формулу: (ZraTib)1-z(BecXd)z, где X представляет собой присадочный материал, выбранный из группы, состоящей из Y, Co, Fe, Cr, Mo, Mg, Al, Hf, Ta, Nb и V; z составляет 20-50 атомных %; сумма c и d равна z и c составляет по меньшей мере около 25 атомных %; элементы, имеющие электроотрицательность более 1,9 присутствуют лишь в следовом количестве.
[040] В еще одном варианте воплощения слой аморфного металла состоит из сплава на основе железа с формулой Fe78-a-b-cCdBeCraMobWc, где (a+b+c)<=17, a колеблется в пределах от 0 до 10, b от 2 до 8, c от 0 до 6, d от 10 до 20, и e от 3 до 10, и где значения a, b, c, d и e выбирают так, чтобы атомный процент железа превышал 59 атомных %.
[041] В еще одном варианте воплощения аморфный многокомпонентный сплав из трех или нескольких элементов характеризуется относительно глубокой эвтектикой, что означает высокую способность к стеклообразованию. Такая глубокая эвтектика характеризуется альфа-параметром, который определяет глубину эвтектики по отношению к температуре ликвидуса во взвешенном состоянии.
[042] В другом варианте воплощения слой аморфного покрытия включает структурные связи или элементы, случайным образом упакованные в легированную матрицу, например, частицы или наночастицы, или кластеры, имеющие любой размер от 10 до 100 ангстрем; от 10 до 150 нм; и от 15- до 1000 нм. Примеры включают нанокристаллы с диаметром в диапазоне от 1 до 100 нм. В одном варианте воплощения частицы являются керамическими частицами, которые добавляются к источнику аморфного металла для нанесения на подложку в виде напыления. В одном варианте воплощения присадочные частицы содержат по меньшей мере одну из керамик: карбидную, боридную, карбонитридную, оксидную, нитридную или смесь этих керамик. В другом варианте воплощения, по меньшей мере, металл, который имеет способность образовывать оксидную или не оксидную керамику, например карбид кремния, нитрид кремния, диборид титана и др., встраивается в подложку как часть слоя покрытия.
[043] В одном варианте воплощения слой аморфного покрытия дополнительно кристаллизуется до вида частично кристаллизованного покрытия, с нанометрическим размером частиц в аморфной матрице. Такое выпадение твердых частиц улучшает износостойкость, эрозионную и абразивную стойкость. Кроме того, желательно достичь прочности матрицы, большей, чем у керамических материалов.
[044] В одном варианте воплощения материал сплава может наноситься на подложку в виде порошка или суспензии («материал предшественника»). При нанесении в виде порошка последний нагревается до температуры, достаточной для образования связи с подложкой. В одном варианте воплощения материал сплава предшественника является порошком, который смешивается со связующим, затем наносится на подложку путем напыления или покраски. Связующее может быть органической смолой или лаком, или водорастворимым связующим, которое выгорает в процессе нанесения. В одном варианте воплощения несколько слоев накладываются один на другой, образуя один единый слой.
[045] В одном варианте воплощения слой аморфного металла наносится на исходную подложку способом напыления покрытия. Обработка напылением может быть способом термического напыления или способом холодного напыления. Для образования слоя аморфного покрытия могут использоваться различные технологии напыления, включая, без ограничений, газопламенное напыление, плазменную струю, технологию напыления высокоскоростной струей воздуха, технологию напыления детонационной пушкой, холодное напыление, плазменное напыление, напыление электродной дугой и высокоскоростное газопламенное напыление (ВСГН). В одном варианте термическое напыление наносится расплавленным или частично расплавленным металлом, наносимым на слой подложки элемента конструкции.
[046] Кроме высокоскоростного напыления или осаждения способом распыления, для осаждения слоя аморфного покрытия могут использоваться другие способы осаждения, включающие, без ограничений, лазерное плакирование, дуговую плавку, ионную имплантацию, ионное осаждение и испарение, покрытие поддерживаемой импульсной и не импульсной плазмой.
[047] В одном варианте воплощения после применения термического напыления материал сплава охлаждается для образования металлического стекла. Скорость охлаждения обычно зависит от особенностей состава расплавленного сплава, причем охлаждение может выполняться известными специалистам способами, включая, без ограничений, охлаждение холодной поверхностью (например, формование из расплава, охлаждение разбрызгиванием и др.), или распыление (например, пневматическое распыление, тонкое распыление воды и др.) В одном варианте воплощения охлаждение выполняется со скоростью по меньшей мере 103 K/сек. В одном варианте воплощения для достижения аморфизации достаточно обычного воздушного охлаждения.
[048] В одном варианте воплощения слой аморфного металла образуется как последовательное наращивание нескольких слоев стекла. В другом варианте воплощения слой аморфного металла образуется различными циклами нагрева/охлаждения слоев металлического стекла при заранее определенных температурах и контролируемых скоростях, таким образом создавая различные микроструктуры с оптимальными свойствами коррозионной стойкости, и эрозионной и абразивной стойкости к механизмам разрушения окружающей средой. Еще в одном варианте воплощения слой аморфного металла образуется как слой ступенчатого покрытия, сопровождающегося переходом от порошка одного аморфного металла к порошку другого аморфного металла в процессе холодного или термического напыления. В четвертом варианте воплощения слой аморфного покрытия состоит из множества слоев, первого слоя аморфного металла, второго слоя аморфного металла с большим количеством легирующих элементов и т.д. В сплавленной поверхности раздела возникает градиентная связь, так что существует, по меньшей мере, частичная металлическая связь между металлическим материалом и подложкой.
[049] В одном варианте воплощения слой покрытия состоит из множества слоев (керамический, металлический, аморфный и др.), причем по меньшей мере два различных стеклянных материала являются совместно осажденными (или слоистыми) и характеризуются тем, что имеют различные свойства, включая точку плавления. В процессе термической обработки поверхности температура обработки (Ttr) выбирается выше температуры плавления Tm1 первого материала (Tm1<Ttr), но ниже точки плавления второго материала Tm2 (Ttr<Tm2). Материал с более низкой точкой плавления может быть аморфным материалом (слоем), прилегающим к подложке, и который будет быстрее плавиться для закрытия пористости аморфного покрытия и улучшения его адгезии к поверхности подложки.
[050] Диффузионный слой
Диффузионный слой является слоем, образованным при обработке поверхности слоя аморфного покрытия. Диффузионный слой является слоем, непосредственно следующим за базовой подложкой. В одном варианте воплощения диффузионный слой является промежуточным слоем между слоем аморфного покрытия и исходной подложкой. В другом варианте воплощения диффузионный слой является слоем аморфного покрытия после обработки, который также выполняет функцию слоя покрытия.
[051] В одном варианте воплощения поверхность слоя аморфного покрытия обрабатывается путем подвода достаточного количества энергии к слою аморфного покрытия, чтобы вызвать диффузию материала из по меньшей мере одного слоя металла в следующий, например, из слоя подложки в слой аморфного покрытия и/или наоборот. В одном варианте воплощения процесс обработки вызывает уплотнение слоя аморфного металла, таким образом вызывая уменьшение пористости аморфного покрытия.
[052] В одном варианте воплощения обработка поверхности выполняется при достаточно высокой температуре, вызывающей «переплав» по меньшей мере части слоя аморфного покрытия, а также промежуточной зоны под слоем покрытия, образуя диффузионный слой способами, включающими, без ограничений, переплав поверхности слоя. В одном варианте воплощения переплавляется по меньшей мере 10% аморфного материала. В другом варианте воплощения переплавляется по меньшей мере 25% аморфного материала. В третьем варианте воплощения переплавляется по меньшей мере 50%. В четвертом варианте воплощения переплавляется почти весь, если не весь, материал аморфного покрытия, например, переплавляется по меньшей мере 95% аморфного материала.
[053] В еще одном варианте воплощения и при соответствующем выборе материалов слоя аморфного покрытия, а также подложки, обработка поверхности выполняется при температуре, меньшей, чем точки плавления аморфного металла и подложки. При этой температуре два слоя не плавятся или не деформируются. Однако температура является достаточно высокой, чтобы вызвать диффузию элементов из слоя аморфного металла в исходную подложку, образуя диффузионный слой.
[054] В третьем варианте воплощения обработка поверхности выполняется при температуре, меньшей, чем точка плавления слоя аморфного металла, но достаточно высокой, чтобы вызвать плавление металла подложки и/или взаимную диффузию двух различных металлов, образуя диффузионный слой.
[055] В одном варианте воплощения для образования промежуточного слоя путем диффузии металлов подводится достаточное количество энергии для получения диффузионного слоя толщиной (или глубиной), составляющей по меньшей мере 2% толщины слоя аморфного покрытия (перед подводом энергии). В другом варианте воплощения подводится ровно такое количество энергии, которое достаточно для образования промежуточного слоя путем диффузии металлов для получения диффузионного слоя толщиной, составляющей менее 2% толщины слоя аморфного покрытия, например, от 0,5 до 1,5% толщины. В еще одном варианте воплощения диффузионный слой образуется путем диффузии достаточного количества материала подложки на толщину, составляющую по меньшей мере 5% толщины слоя аморфного покрытия. В четвертом варианте воплощения глубина диффузии материала подложки составляет по меньшей мере 10% толщины слоя аморфного покрытия. В пятом варианте воплощения глубина диффузии материала подложки составляет по меньшей мере 20% толщины слоя аморфного покрытия. В шестом варианте воплощения обработка поверхности приводит к образованию промежуточного диффузионного слоя, вызванного взаимной диффузией слоя аморфного покрытия и слоя подложки, с диффузионным слоем, имеющим толщину менее 25% толщины слоя аморфного покрытия. В седьмом варианте воплощения с переплавом слоя аморфного покрытия диффузионный слой имеет толщину, практически эквивалентную исходной толщине слоя аморфного покрытия.
[056] В одном варианте воплощения, где слой покрытия состоит из множества различных материалов/слоев (где слои сплавлены, образуя слой диффузионного/градиентного покрытия), например, верхний слой состоит из керамических материалов, второй слой - из аморфного металла, третий слой - из различных аморфных металлов, затем подложка при обработке поверхности может не расплавляться/подвергаться воздействию, при этом некоторые из слоев аморфного металла, находящихся ниже, в процессе обработки поверхности могут частично или полностью расплавляться, диффундируя в находящийся ниже слой металла подложки.
[057] Обработка поверхности для образования диффузионного слоя может быть термическим или не термическим процессом, с подводом энергии, необходимой для обработки поверхности, известным специалистам способом, включающим высокоскоростное газопламенное напыление (ВСГН), ультразвук, излучение, лазерный переплав, плазменную обработку поверхности, индукционный нагрев, электронно-лучевой переплав или их комбинацию. В одном варианте воплощения обработку поверхности выполняют с помощью источника токов высокой частоты, обеспечивающего ток высокой амплитуды. В другом варианте воплощения обработку выполняют путем пламенно-плазменной обработкой поверхности. В третьем варианте воплощения обработку поверхности выполняют с помощью процесса обычного электронагрева и плакирования, например, газо-металлическая дуга, дуга под флюсом и плазменная дуга прямого нагрева. В другом варианте воплощения выполняют термообработку в обычной вакуумной печи.
[058] В одном варианте воплощения поверхностную обработку выполняют путем лазерного переплава. Известно, что мощность лазерного переплава точно регулируется для ограничения глубины плавления подложки и общего подвода тепла в массивный материал. Используемые лазеры могут быть любыми из множества лазеров, обеспечивающих сфокусированный или расфокусированный луч, который может плавить слой аморфного покрытия и его подповерхность, т.е. определенную толщину материала подложки. Подходящие лазерные источники включают в себя лазер на углекислом газе, диодный лазер, волоконный лазер и/или лазер на иттрий-алюминиевом гранате с неодимом. В одном варианте воплощения лазерный переплав выполняется с использованием лазера на иттрий-алюминиевом гранате с неодимом, поскольку он обеспечивает точную подачу (энергии). Кроме того, длина волны указанного лазера легче и полнее поглощается металлами. В одном варианте воплощения скорость перемещения лазерного луча колеблется в пределах от 100 до 1500 нм/мин. В одном варианте воплощения лазерный луч имеет выходную мощность в диапазоне от 2 до 6 кВт. В одном варианте воплощения лазерный луч имеет плотность выходной мощности в диапазоне от 104 до 106 Вт/см2 (плавка сплавов на основе Fe). В другом варианте воплощения лазерный луч имеет плотность выходной мощности в диапазоне от 103 до 104 Вт/см2 (нагрев в твердом состоянии сплавов на основе Fe). В еще одном варианте воплощения лазер может излучать лучи с длиной волны по меньшей мере 10 мкм и плотностью мощности по меньшей мере 1 кВт/см2.
[059] В одном варианте воплощения обработка поверхности способом ВСГН приводит к размягчению аморфного сплава металла, нанесенного на исходную подложку, при этом порошок аморфного металла частично или полностью спекается и сплавляется, образуя диффузионный слой.
[060] Лазерный переплав хорошо подходит для дистанционной обработки и автоматизации. Лазерный переплав является быстрым, используя один лазер можно обработать площадь 193,56-387,12 см2. Лазерную обработку поверхности можно выполнять на выбранных и локализованных участках поверхности элемента конструкции, а также с контролируемой глубиной в зону подложки, например, от одного микрона до 2 мм. Поскольку обработка поверхности распространяется до слоя поверхности раздела подложки, прилегающего к слою покрытия, очевидны проблемы с расслоением и/или отделением между зоной подложки и слоем аморфного покрытия. Кроме того, изменяя параметры лазерного луча, состав материала сплавляемого предшественника, выбор материала исходной подложки (слой подложки в исходном состоянии или с дополнительным слоем покрытия поверх подложки), можно синтезировать необычные и нетрадиционные сплавы для диффузионных слоев в промежуточной зоне между подложкой и слоем аморфного покрытия.
[061] В одном варианте воплощения часть материалов со свойствами коррозионной стойкости, таких как Cr, Mo, Ni, W, Nb, Si и др., мигрирует из слоя аморфного покрытия и диффундирует в зону подложки, прилегающую к аморфному покрытию, для получения промежуточного диффузионного слоя с улучшенными свойствами коррозионной стойкости и увеличенной прочностью адгезии. В еще одном варианте воплощения некоторые из элементов покрытия диффундируют в подложку для создания ступенчатого химического состава. Поскольку состав ступенчато изменяется от состава покрытия (верхняя поверхность слоя покрытия) до химического состава подложки, образуется диффузионный слой с химической ступенчатостью.
[062] Применение
В одном варианте воплощения элемент конструкции, имеющий слой аморфного покрытия с обработанной поверхностью, подходит для использования в коррозионной среде нафтеновой кислоты. Слой покрытия с обработанной поверхностью используется для защиты нефтехимического оборудования, такого как выходные патрубки трубчатых нагревателей, трубчатые печи, линии перекачки, вакуумные колонны, зоны испарения колонн и насосы, работающие при температуре в диапазоне 230°C - 440°C, и в зонах с высоким напряжением сдвига стенок (скоростью), используется для переработки нефтепродуктов с содержанием нафтеновой кислоты, выраженным как «общее кислотное число» (ОКЧ) по меньшей мере 0,50. ОКЧ обычно измеряют по способу D-664-01 Американского общества по испытанию материалов и выражают в единицах миллиграммов KOH/грамм нефти. Сырая нефть с ОКЧ ниже 0,5 обычно считается не коррозионной, между 0,5 и 1,0 - умеренно коррозионной и выше 3,0 - коррозионной.
[063] В другом варианте воплощения слой покрытия с обработанной поверхностью образует защитный слой для контакта с плавиковой кислотой, применяемой в процессе алкилирования как несущая среда, например, поверхности уплотнения для труб и на фланцах, клапанах, крышках люков и паровоздушных мешках, соединенных с трубопроводной обвязкой. Еще в одном варианте воплощения слой обработанной поверхности обеспечивает защиту от эрозии для оборудования, используемого в жестких условиях нефтехимического производства, такого как коксовые установки, установки крекинга с псевдоожиженным катализатором и аналогичные, например, поверхность циклонов в указанных установках.
[064] Элементы конструкции, подвергнутые обработке поверхности, имеют слой поверхности со значительно улучшенными свойствами, т.е. высокой коррозионной стойкостью, высокой эрозионной стойкостью и износостойкостью, обеспечивающими увеличенный срок службы элемента конструкции.
[065] В одном варианте воплощения под электронным микроскопом наблюдалось, что слой аморфного покрытия после обработки поверхности имел высокую плотность (по сравнению с необработанным покрытием), почти без пор, и непрерывные поры не были обнаружены. Кроме того, аморфные покрытия прочно связаны с подложкой, о чем свидетельствует зона градиента сплавления, т.е. диффузионный слой между слоем аморфного покрытия и слоем подложки.
[066] В одном варианте воплощения для элемента конструкции характерна поверхность с высоким значением твердости, как ожидалось для покрытий объемных металлических стекол, в одном варианте воплощения твердость составляет по меньшей мере 4 ГПа. Во втором варианте воплощения твердость составляет по меньшей мере 6 ГПа и в третьем варианте воплощения составляет по меньшей мере 9 ГПа. Кроме того, для элемента характерна отличная связь между диффузионным слоем и исходной подложкой. В одном варианте воплощения прочность адгезионной связи составляет по меньшей мере 351,535 кг/см2. Во втором варианте воплощения прочность связи составляет по меньшей мере 527,303 кг/см2.
[067] В одном варианте воплощения элемент конструкции с обработанной поверхностью имеет скорость коррозии в 6,5 Н HCl при температуре 90°C порядка нескольких микронов в год. В одном варианте воплощения коррозия не была обнаружена даже при контакте аморфного слоя с 12 M раствором HCl в течение недели. В еще одном варианте воплощения в элементе конструкции с обработанной поверхностью не обнаружена потеря массы (нижний предел обнаружения индуктивно-связанно-плазменного масс-спектрометра (ICP-M)) в 0,6 M растворе NaCl (1/3 месяца).
[068] Наконец, элемент конструкции, подвергнутый обработке поверхности, имеет уникальные характеристики промежуточного диффузионного слоя, т.е. поверхность раздела между подложкой и покрытием объемного металлического стекла, с диффузионным слоем, имеющим среднюю толщину, по меньшей мере 2% толщины слоя аморфного покрытия. Здесь средняя толщина значит измерение средней толщины по диффузионному слою в различных местах элемента конструкции. В одном варианте воплощения промежуточный диффузионный слой имеет среднюю толщину, по меньшей мере 10% толщины слоя аморфного покрытия. В третьем варианте воплощения промежуточный диффузионный слой имеет среднюю толщину, по меньшей мере 20% толщины аморфного слоя.
[069] Диффузионный слой имеет величину твердости меньше, чем величина твердости аморфного слоя, но больше, чем величина твердости подложки, определяемая градиентом твердости. Твердость диффузионного слоя, как правило, уменьшается от поверхности, контактирующей с аморфным слоем, к поверхности, контактирующей с подложкой, которая не подвергнута обработке поверхности, т.е. определяется отрицательным профилем градиента твердости. В одном варианте воплощения твердость в месте наверху поверхности диффузионного слоя по меньшей мере на 10% выше, чем твердость в месте поверхности, контактирующей с подложкой. В другом варианте воплощения разница твердости составляет по меньшей мере 25%. В третьем варианте воплощения составляет по меньшей мере 30%. В четвертом варианте воплощения составляет по меньшей мере 50%. В пятом варианте воплощения составляет по меньшей мере 50%. В шестом варианте воплощения составляет по меньшей мере 75%. В зависимости от толщины диффузионного слоя, способа обработки поверхности и состава материала, образующего слой аморфного покрытия, слой подложки и диффузионный слой, ступенчатое изменение твердости может быть постепенным или резко снижающимся. Ступенчатое изменение может быть, в основном, однородным по диффузионному слою, или изменяться от одного места диффузионного слоя к следующему, в зависимости от способа обработки поверхности.
[070] ПРИМЕРЫ
Следующие наглядные примеры не являются ограничивающими.
[071] Пример 1
Как исходные образцы подложек использовались две пластины высокопрочной мартенситной стали P91 (9% Cr), каждая с размерами 63,5 мм на 25,4 мм на 12,7 мм. Подложка из стали P91 имеет твердость 38 HRC.
[072] Для получения покрытия из аморфного или объемного металлического стекла, имеющего толщину около 125, 250 и 380 микронов, использовалось высокоскоростное ультразвуковое газопламенное напыление (ВСГН) для нанесения порошка сплава на основе железа на подложку из стали P91. Сплав имел номинальный состав, приведенный в таблице 1. Попытки измерения твердости слоя покрытия объемных металлических стекол не были полностью успешными, поскольку покрытие расслаивалось при давлении на него.
Номинальный состав сплава на основе Fe
[073] На фиг.1 и 2 приведены оптические изображения поперечного среза для двух толщин 125 и 380 микронов, соответственно, с видимыми порами, наблюдаемыми в необработанном слое покрытия объемных металлических стекол. На фиг.3 приведено растровое электронно-микроскопическое изображение поверхности раздела между подложкой и необработанным (не термически напыленным) слоем ВСГХ покрытия объемных металлических стекол, проявляющим расслоение/слабую связь между слоем покрытия объемных металлических стекол и подложкой. На фиг.4 и 5 приведены растровые электронно-микроскопические изображения, подтверждающие слабую связь между частицами объемных металлических стекол с расслоением, явно видимым на фиг.5.
[074] Пример 2
Стальной образец с покрытием объемных металлических стекол по примеру 1 подвергался обработке поверхности лазерным переплавом. Лазерный переплав выполнялся, используя импульсный лазер на иттрий-алюминиевом гранате с неодимом (O.R. Lasertechnologie GmbH, макс. мощность 160 Вт.). Лазерный луч фокусировался на диаметрах 2-3 мм на поверхности образца при различных уровнях мощности 80, 96 и 112 Вт.
[075] На фиг.6 приведено растровое электронно-микроскопическое (РЭМ) изображение со сравнением поверхности раздела между подложкой и обработанным слоем аморфного покрытия по примеру 2 (зона лазерного переплава - слева, мощность 96 Вт) и необработанным слоем (напыление ВСГН, справа) по примеру 1 для образца с толщиной покрытия объемных металлических стекол, равной 380 микронов. В переплавленной (обработанной) зоне видна аморфная структура с частичной кристаллизацией во множестве зон.
[076] На фиг.7-9 приведены оптические изображения, отображающие микроструктуру обработанного слоя аморфного покрытия (толщиной 380 микронов) после лазерной обработки при мощности 80 Вт, 96 Вт и 112 Вт соответственно. При мощности лазера 96 Вт и 112 Вт был достигнут полный переплав (обработка) покрытия объемных металлических стекол, а также определенной глубины подложки. Глубокий лазерный переплав (112 Вт) приводил к увеличению количества материала подложки в зоне переплава (промежуточной зоне), например увеличению количества Fe и Cr, и уменьшению количества B, C, Mo и W. В зоне затвердения видна кристаллическая, а не аморфная структура. Кроме того, зона была слегка протравлена для отображения доказательств кристалличности.
[077] На фиг.10 построена кривая зависимости микротвердости (HV 0,65 Н) зоны лазерного переплава от расстояния от поверхности 3-х образцов лазерного переплава по фиг.7-10, отображающая высокое значение твердости на поверхности слоя аморфного покрытия (до 1800 HV, что больше 80 HRC) и низкое значение для стальной подложки (36 HRC). Заметно, что промежуточная зона между подложкой и обработанным слоем аморфного покрытия обнаруживает сравнительно высокую величину твердости при обогащении хромом и железом, присутствующими по обе стороны граничной зоны (между подложкой и обработанным лазером объемным металлическим стеклом). Анализ способом энергорассеивающей рентгеновской спектроскопии показывает, что выпавшая фаза, присутствующая в аморфной матрице вблизи зоны границы, обогащена W и Mo.
[078] На фиг.11 приведено растровое электронно-микроскопическое изображение обработанного лазером (80 Вт) покрытия толщиной, составляющей 125 микронов, и подложки, вместе с кривой величин микротвердости в покрытии и прилегающей подложке (матрице). На фигуре показано увеличение твердости обработанного лазером покрытия по сравнению с покрытием в состоянии после осаждения. Кроме того, увеличение твердости в подложке по сравнению с исходной величиной распространяется более чем на 200 микронов для самой подложки.
[079] На фиг.11 приведено растровое электронно-микроскопическое изображение, отображающее поперечный срез образца стальной подложки, покрытой слоем аморфного покрытия толщиной, составляющей 125 микронов, после лазерной обработки поверхности при 80 Вт. Соответствующий график иллюстрирует соответствующие значения микротвердости в покрытии и прилегающей подложке, где наблюдается градиент микротвердости, с промежуточной зоной (подложки), обнаруживающей значительно большую твердость, чем твердость самой подложки.
[080] Способы измерений
В примерах использовалась оптическая микроскопия для получения изображений малого увеличения на микроскопе Axio Imager MAT. M1m компании Zeiss. Исследование микроструктуры способом растровой электронной микроскопии выполнялось на микроскопе HITACHI 3500N, работающем при 15 кВ. Для идентификации микроструктуры слоев использовался трансмиссионный электронный микроскоп (TEM, ТЭМ) - HREM - G2F20 Tecnai. Поперечный срез для ТЭМ анализа подготавливался по методике фокусированного ионного пучка. Измерения микротвердости выполнялись при нагрузке 0,65 Н, используя индентор Hanemann. Идентификация фаз выполнялась способом дифракции рентгеновских лучей на поверхности в состоянии после напыления и на покрытиях после лазерного переплава, используя монохроматическое излучение Co Kα (λ=0,17902 нм) на дифрактометре HZG4, работающем при: напряжении U=29 кВ, токе i=19 мА. Для металлографических исследований покрытия в состоянии напыления и после лазерного переплава вырезались, заливались проводящей смолой, шлифовались и полировались с применением стандартных процедур. Исследования выполнялись на нетравленых и на травленых образцах, с травлением в реагенте 1,5 г FeCl3, 5 мл HCl, 45 мл C2H5OH. Для получения химического состава в различных зонах покрытий с лазерным переплавом применялся анализ энергорассеивающей рентгеновской спектроскопией, наряду с растровой электронной микроскопией. Интенсивность износа определялась путем измерения потери веса образца, при взвешивании каждого образца до и после каждых 500 м пути трения, до 2000 м. Испытания выполнялись без смазки.
[081] Для целей настоящего описания и прилагаемой формулы изобретения, если не указано иное, все числа, выражающие величины, проценты или пропорции, и другие численные значения, используемые в описании и формуле, следует понимать как изменяемые во всех случаях с термином «около». Соответственно, если не указано обратное, числовые параметры, изложенные в следующем описании и прилагаемой формуле, являются приблизительными, которые могут колебаться в зависимости от желаемых свойств, получение которых является целью данного изобретения. Следует отметить, что используемые в настоящем описании и прилагаемой формуле формы единственного числа включают и множественные ссылки, если это прямо и недвусмысленно не ограничено одной ссылкой. Термин «включать в себя», использованный здесь, и его грамматические варианты не являются ограничивающими, так что перечисление элементов в перечне предназначено не для исключения других аналогичных элементов, которые могут замещать или дополнять перечисленные элементы.
[082] В настоящем письменном описании использованы примеры изобретения, включающие лучший режим и обеспечивающие возможность любому специалисту воспроизвести и использовать изобретение. Объем изобретения определяется формулой и может включать другие примеры, которые могут быть выполнены специалистом. Такие другие примеры должны быть в рамках объема формулы, если они имеют элементы конструкции, которые не отличаются от элементов формулы, или если они содержат эквивалентные элементы конструкции с несущественными отличиями от элементов формулы.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ ДЛЯ ПРИМЕНЕНИЙ ПРИ РАЗВЕДКЕ НЕФТИ, ГАЗА, ПЕРЕРАБОТКЕ НЕФТИ И В НЕФТЕХИМИИ | 2010 |
|
RU2535800C2 |
| КЛАПАННЫЙ КОМПОНЕНТ С МНОГОСЛОЙНОЙ ПОВЕРХНОСТЬЮ | 2003 |
|
RU2295084C2 |
| ФОРМИРОВАНИЕ НА МЕТАЛЛИЧЕСКОЙ ПОДЛОЖКЕ АЛЮМИНИДНОГО ПОКРЫТИЯ, СОДЕРЖАЩЕГО РЕАКЦИОННОСПОСОБНЫЙ ЭЛЕМЕНТ | 2001 |
|
RU2276699C2 |
| СПОСОБ ФОРМИРОВАНИЯ НА ПОВЕРХНОСТИ СТАЛЬНОГО ИЗДЕЛИЯ НАНОСТРУКТУРИРОВАННОГО СЛОЯ | 2009 |
|
RU2413037C1 |
| СПОСОБ ПОЛУЧЕНИЯ НАНОСТРУКТУРИРОВАННОЙ ПОВЕРХНОСТИ СТАЛЕЙ МЕТОДОМ ЛАЗЕРНО-ПЛАЗМЕННОЙ ОБРАБОТКИ | 2010 |
|
RU2447012C1 |
| ТЕРМОЭЛЕКТРИЧЕСКИЙ ПРЕОБРАЗОВАТЕЛЬ И СПОСОБ ПРЕОБРАЗОВАНИЯ ТЕПЛОВОЙ ЭНЕРГИИ | 2001 |
|
RU2275713C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛАМИНИРОВАННОГО ЭЛЕМЕНТА | 2018 |
|
RU2752161C2 |
| МАТРИЦА И СЛОИСТАЯ СИСТЕМА С НЕСТЕХИОМЕТРИЧЕСКИМИ ЧАСТИЦАМИ | 2007 |
|
RU2412277C2 |
| Способ получения аморфного наноструктурированного алмазоподобного покрытия | 2020 |
|
RU2757303C1 |
| ПОКРЫТИЕ СО СВЕРХНИЗКИМ ТРЕНИЕМ ДЛЯ БУРИЛЬНЫХ КОЛОНН В СБОРЕ | 2009 |
|
RU2509865C2 |

Изобретение относится к элементу конструкции нефтехимического оборудования, работающему при температуре 230-990оС и способу обработки поверхности этого элемента. Указанный элемент содержит исходную подложку из черного или цветного металла, или стали, диффузионный слой и слой аморфного металла. Диффузионный слой расположен на исходной подложке и имеет первую поверхность, контактирующую с упомянутой исходной подложкой, и вторую поверхность, противоположную первой поверхности. Диффузионный слой имеет отрицательный профиль градиента твердости, увеличивающейся от второй поверхности к первой поверхности, и сформирован путем обработки слоя аморфного металла, нанесенного на исходную подложку, достаточным количеством энергии для сплавления вместе по меньшей мере части слоя аморфного покрытия и, по меньшей мере, части исходной подложки. Указанный способ содержит стадии, на которых формируют упомянутые слои. Обеспечивается улучшение коррозионной стойкости, износостойкости, эрозионной стойкости, стойкости к абразивному износу и их комбинаций обрабатываемых поверхностей. 6 н. и 18 з.п. ф-лы, 11 ил., 1 табл., 2 пр.
1. Элемент конструкции нефтехимического оборудования, работающий при температуре 230-990оС, содержащий исходную подложку из черного или цветного металла, или стали, диффузионный слой и слой аморфного металла, при этом диффузионный слой расположен на исходной подложке и имеет первую поверхность, контактирующую с упомянутой исходной подложкой, и вторую поверхность, противоположную первой поверхности, причем диффузионный слой имеет отрицательный профиль градиента твердости, увеличивающейся от второй поверхности к первой поверхности, и сформирован путем обработки слоя аморфного металла, нанесенного на исходную подложку, достаточным количеством энергии для сплавления вместе, по меньшей мере, части слоя аморфного покрытия и, по меньшей мере, части исходной подложки.
2. Элемент по п.1, в котором диффузионный слой образован любой из следующих обработок: обработкой слоя аморфного металла достаточным количеством энергии для, по меньшей мере, части исходной подложки для диффузии и проникания в слой аморфного металла, или обработкой слоя аморфного металла достаточным количеством энергии для, по меньшей мере, части слоя аморфного металла для диффузии и проникания в исходную подложку, или обработкой слоя аморфного металла достаточным количеством энергии для обеспечения взаимной диффузии, по меньшей мере, части слоя аморфного металла для диффузии и проникания в исходную подложку и, по меньшей мере, части исходной подложки для диффузии и проникания в слой аморфного металла, или обработкой слоя аморфного металла достаточным количеством энергии для переплава, по меньшей мере, части слоя аморфного металла, или обработкой слоя аморфного металла достаточным количеством энергии для переплава, по существу, всего слоя аморфного металла, или обработкой слоя аморфного металла достаточным количеством энергии для образования диффузионного слоя, имеющего толщину, составляющую по меньшей мере 2% средней толщины слоя аморфного металла до обработки, или обработкой слоя аморфного металла достаточным количеством энергии для образования диффузионного слоя, имеющего толщину, составляющую по меньшей мере 20% средней толщины слоя аморфного металла до обработки.
3. Элемент по п.1 или 2, в котором слой аморфного металла осажден на исходную подложку нанесением по меньшей мере одного из сплава на основе никеля, сплава на основе железа и их комбинаций на исходную подложку с образованием при охлаждении слоя аморфного металла.
4. Элемент по п.1 или 2, в котором перед осаждением слоя аморфного металла на подложку подложка очищена по меньшей мере одним из ультразвуковой очистки, поверхностной обработки труб, дробеструйной очистки, пескоструйной очистки, декапирования, травления и их комбинаций.
5. Элемент по п.1 или 2, в котором аморфный слой содержит множество различных слоев аморфных сплавов, каждый из которых нанесен путем совместного осаждения или послойно.
6. Элемент по п.1 или 2, который имеет твердость поверхности, составляющую по меньшей мере 4 ГПа, и прочность адгезионной связи между диффузионным слоем и исходной подложкой, составляющую по меньшей мере 5000 фунт-сила на кв. дюйм.
7. Элемент по п.1 или 2, который дополнительно содержит слой керамического покрытия, расположенный на слое аморфного металла.
8. Элемент конструкции нефтехимического оборудования, работающий при температуре 230-990оС, содержащий исходную подложку из черного или цветного металла, или стали, слой аморфного металла, диффузионный слой, расположенный между исходной подложкой и слоем аморфного металла и имеющий среднюю толщину, составляющую по меньшей мере 2% средней толщины слоя аморфного металла, и отрицательный профиль градиента твердости, уменьшающейся от первой поверхности, контактирующей со слоем аморфного металла, ко второй поверхности, контактирующей с исходной подложкой, при этом диффузионный слой образован обработкой слоя аморфного металла достаточным количеством энергии для проникания и диффузии в слой аморфного металла, по меньшей мере, части исходной подложки.
9. Элемент конструкции по п.8, дополнительно содержащий слой керамического покрытия, расположенный на слое аморфного металла.
10. Элемент конструкции нефтехимического оборудования, работающий при температуре 230-990оС, содержащий исходную подложку из черного или цветного металла, или стали, слой аморфного металла и диффузионный слой, расположенный между исходной подложкой и слоем аморфного металла и имеющий среднюю толщину, составляющую по меньшей мере 2% средней толщины слоя аморфного металла, и отрицательный профиль градиента твердости, уменьшающейся от первой поверхности, контактирующей со слоем аморфного металла, ко второй поверхности, контактирующей с исходной подложкой, причем диффузионный слой образован обработкой слоя аморфного металла достаточным количеством энергии для проникновения и диффузии в исходную подложку, по меньшей мере, части слоя аморфного металла.
11. Элемент конструкции по п.10, дополнительно содержащий слой керамического покрытия, расположенный на слое аморфного металла.
12. Способ обработки поверхности элемента конструкции нефтехимического оборудования, работающего при температуре 230-990 оС, содержащий следующие стадии, на которых формируют слой аморфного металла на исходной подложке из черного или цветного металла, или стали, подводят достаточное количество энергии к слою аморфного металла для образования диффузионного слоя, имеющего отрицательный профиль градиента твердости, увеличивающейся от первой поверхности, контактирующей с исходной подложкой, ко второй поверхности, противоположной первой поверхности и удаленной от исходной подложки.
13. Способ по п.12, в котором подвод достаточного количества энергии к слою аморфного металла содержит по меньшей мере один из следующих этапов, на которых подводят достаточное количество энергии к, по меньшей мере, части слоя аморфного металла и, по меньшей мере, части исходной подложки для их сплавления вместе для образования диффузионного слоя, или подводят достаточное количество энергии к, по меньшей мере, части исходной подложки для диффузии и проникания в слой аморфного металла с образованием диффузионного слоя, или подводят достаточное количество энергии к, по меньшей мере, части слоя аморфного металла для диффузии и проникания в исходную подложку с образованием диффузионного слоя, или подводят достаточное количество энергии для обеспечения взаимной диффузии исходной подложки и слоя аморфного металла с диффузией и прониканием, по меньшей мере, части слоя аморфного металла в исходную подложку и с диффузией и прониканием, по меньшей мере, части исходной подложки в слой аморфного металла с образованием диффузионного слоя, или подводят достаточное количество энергии для переплава, по меньшей мере, части слоя аморфного металла для диффузии и проникания в исходную подложку с образованием диффузионного слоя, или подводят достаточное количество энергии для переплава, по существу, всего слоя аморфного металла для образования диффузионного слоя, или подводят достаточное количество энергии к слою аморфного металла для образования диффузионного слоя, имеющего толщину, составляющую по меньшей мере 2% толщины слоя аморфного металла, или подводят достаточное количество энергии к слою аморфного металла для образования диффузионного слоя, имеющего толщину, составляющую менее 2% толщины слоя аморфного металла.
14. Способ по п.12 или 13, в котором слой аморфного металла формируют нанесением расплавленного металлического сплава на исходную подложку и охлаждением указанного сплава при скорости охлаждения, составляющей по меньшей мере 104 K/сек.
15. Способ по п.12 или 13, в котором слой аморфного металла получают нанесением, по меньшей мере, металлического сплава в виде суспензии или порошка на исходную подложку, нагревом металлического сплава до достаточной температуры для связывания металлического сплава с исходной подложкой и охлаждение упомянутого сплава.
16. Способ по п.12 или 13, в котором получают слой аморфного металла, содержащий множество различных слоев аморфного металла, причем каждый слой выполняют нанесением, нагревом и охлаждением различных металлических сплавов последовательно.
17. Способ по п.12 или 13, в котором получают слой аморфного металла, содержащего множество различных слоев аморфного металла по меньшей мере один из которых выполняют одновременным нанесением по меньшей мере двух различных сплавов.
18. Способ по п.12 или 13, в котором слой аморфного металла на исходной подложке получают напылением покрытия металлического сплава на исходную подложку одним из газопламенного напыления, холодного напыления, плазменного напыления, напыления электродной дугой, напыления детонационной пушкой, высокоскоростного газопламенного напыления, лазерного плакирования, дуговой плавки, ионной имплантации, ионного осаждения, ионного испарения, покрытия импульсной плазмой, покрытия не импульсной плазмой и их комбинаций, и охлаждение сплава для образования слоя аморфного металла.
19. Способ по п.12 или 13, в котором получают слой аморфного металла, содержащий множество различных слоев аморфного металла, каждый из которых получают напылением покрытия и охлаждением различных расплавленных сплавов последовательно.
20. Способ по п.12 или 13, в котором получают слой аморфного металла, содержащий множество различных слоев аморфного металла, по меньшей мере, один из которых получают напылением покрытия по меньшей мере двух различных металлических сплавов одновременно.
21. Способ по п.12 или 13, который дополнительно включает нанесение, по меньшей мере, слоя керамического покрытия на исходную подложку перед нанесением слоя аморфного металла на исходной подложке.
22. Способ по п.12 или 13, в котором подвод достаточного количества энергии представляет собой подвод энергии от любого из: лазерного переплава, индукционного нагрева, электронно-лучевого переплава, источника плазмы или их комбинаций.
23. Способ обработки поверхности элемента конструкции нефтехимического оборудования, работающего при температуре 230-990 оС, содержащий следующие стадии, на которых наносят, по меньшей мере, слой аморфного металла на исходную подложку из черного или цветного металла, или стали, наносят, по меньшей мере, слой керамического покрытия на слой аморфного металла, подводят достаточное количество энергии к слою керамического покрытия для обеспечения диффузии, по меньшей мере, части слоя аморфного металла в исходную подложку для формирования диффузионного слоя, имеющего отрицательный профиль градиента твердости, увеличивающейся от первой поверхности диффузионного слоя, контактирующей с исходной подложкой, ко второй поверхности, противоположной первой поверхности.
24. Способ обработки поверхности элемента конструкции нефтехимического оборудования, работающего при температуре 230-990 оС, содержащий следующие стадии, на которых наносят, по меньшей мере, слой аморфного металла на исходную подложку из черного или цветного металла, или стали путем термического напыления покрытия, подводят достаточное количество энергии к слою аморфного металлического сплава для расплавления и диффузии, по меньшей мере, части слоя аморфного металла в, по меньшей мере, часть исходной подложки для формирования диффузионного слоя, имеющего отрицательный профиль градиента твердости, увеличивающейся от первой поверхности, контактирующей с исходной подложкой, ко второй поверхности, противоположной первой поверхности и удаленной от исходной подложки.
| US 4568014 A, 04.02.1986 | |||
| Способ упрочнения деталей из титановых сплавов | 1988 |
|
SU1534094A1 |
| Автоматическое противопожарное приспособление для кинопроекторов | 1926 |
|
SU7323A1 |
| US 2007144621 A1, 28.06.2007 | |||
| US 7267844 B2, 11.09.2007 | |||

