Настоящее изобретение относится к области индукционного нагрева и термообработки (закалки и др.) деталей сложной формы, зубчатых колес (шестерен, фрез и др.), при проведении которой используют комбинацию различных режимов индукционного нагрева, характеризуемых различными частотами тока. Такие режимы и устройства нагрева можно использовать при моделировании нагрева вращающихся лопаток и дисков колес турбомашин.
Зубчатое колесо или другая обрабатываемая деталь может быть нагрета путем пропускания через индукционную катушку переменного тока. Ток создает вокруг этой катушки магнитное поле, которое имеет магнитную связь с зубчатым колесом, и индуцирует в нем вихревые токи. Закалка зубчатых колес при индукционном нагреве обеспечивает слой мартенсита на поверхности зубьев колеса, повышающий прочность и износостойкость зубьев, в то же время на остальную часть зубчатого колеса индукционный нагрев не оказывает влияния. Увеличение твердости, кроме того, повышает контактную усталостную прочность и другие механические свойства. Сложность геометрической формы зубчатых колес и изменение электромагнитной связи между индукционным нагревателем, вершиной зубьев и округлением впадин приводит к различной интенсивности индукционного нагрева вершин и впадин зубчатого колеса. Частота электрического тока оказывает заметное влияние на величину вихревого электрического тока, проходящего внутри зубчатого колеса, и на распределение тепла. В основном, когда необходимо упрочнить вершины зубьев с помощью только одной частоты тока, используя одновитковую или многовитковую соленоидную катушку, применяют относительно высокую частоту (например, от 20 кГц до 500 кГц) и высокую плотность электрической энергии. При индукционном упрочнении впадины зуба предпочтительно применение относительно низкой частоты тока (например, от 50 Гц до 5-10 кГц). При низкой частоте глубина проникновения вихревого тока много больше, чем при высокой частоте. В случае нагрева зубчатых колес с малым или средним шагом зубьев намного выгодней, чтобы индуцированный ток низкой частоты проходил короткий путь и следовал линии профильной окружности или впадины зубчатого колеса, а не профиля зуба.
Известен способ получения энергии [1], состоящий в том, что проводящее тело в виде диска вращают в магнитном поле с угловой скоростью ω, выбирают магнитное поле частотой тока 50÷25000 Гц, напряженностью магнитного поля 200÷1000 кА/м, выделяющуюся при этом удельную мощность нагрева p определяют по формуле
p/p0=b0·exp(b1·υ)
где p0 - удельная мощность нагрева при υ=0,
υ=ω·r (м/с) - линейная скорость участка проводящего тела, расположенного на расстоянии r от центра вращения, r - радиус диска, при этом выбирают b0=0,05÷1,00; b1=0,00035÷0,00040.
В данном изобретении при вращении диска в магнитном поле в нем выделяется тепловая энергия и обеспечивается нагрев диска до заданного распределения температур.
Известен способ для упрочнения зубчатого колеса, в котором используют источник энергии одновременно двух частот, например, такой как описан в [2]. Выходной электрический ток, генерируемый одновременно двумя источниками энергии с различной частотой, включает две значительно отличающиеся друг от друга частоты. Одна из этих частот обеспечивает нагревание кромочной части впадины, а другая частота обеспечивает нагревание контура зуба. Основной недостаток известного способа нагрева одновременно двумя частотами заключается в том, что для обеих частот не может быть оптимизирована форма единственной индукционной катушки.
Известно устройство закалки зубчатых колес [3], содержащее первый нагреватель, внутри которого размещено колесо, второй нагреватель, размещенный в отверстии колеса, первый и второй источники питания переменного тока, первый нагреватель выполнен в виде индукционной катушки, второй нагреватель выполнен в виде магнитопровода со второй индукционной катушкой, причем магнитопровод имеет подвижную и неподвижную части.
Недостатками указанного устройства являются сложность устройства закалки зубчатых колес, имеющего громоздкий магнитопровод с подвижной частью, который во много раз превышает размеры зубчатого колеса. В связи с этим, возникают значительные тепловые и электрические потери в магнитопроводе. Кроме того, указанное устройство требует повышенных затрат электроэнергии на нагрев зубчатого колеса и применения высокочастотных систем электропитания, имеющих высокую стоимость. Неравномерность окружного зазора между первой индукционной катушкой и зубчатым колесом понижает равномерность закалки зубьев колеса.
Наиболее близким по технической сущности к заявляемому изобретению является способ закалки зубчатых колес [3], заключающийся в том, что размещают колесо внутри первого нагревателя, устанавливают второй нагреватель во внутреннем отверстии колеса, размещают первый и второй магнитные концентраторы по боковым поверхностям колеса, подачу первого и второго переменного электрического тока от указанных нагревателей для индукционного нагрева колеса, при этом частота первого переменного тока превышает частоту второго переменного тока, второй нагреватель имеет магнитопровод.
Недостатками указанного способа являются повышенные затраты электроэнергии на нагрев зубчатого колеса и значительные тепловые и электрические потери в магнитопроводе и применение высокочастотных систем электропитания, имеющих высокую стоимость. Неравномерность окружного зазора между первым нагревателем и зубчатым колесом понижает равномерность закалки зубьев колеса.
Задача настоящего изобретения заключается в повышении равномерности закалки зубьев колес (в особенности, конических зубчатых колес, шестерен и фрез, которыми изобретение не ограничено) и в снижении деформации зубчатого колеса, достигаемых за счет вращения, при котором достигается одинаковое распределение тепла и температуры в каждом зубе колеса, в снижении расхода электроэнергии на нагрев зубчатых колес и тепловых и электрических потерь в нагревателях, в упрощении и снижении стоимости систем электропитания и получении токов высокой и низкой частоты, выделяемых в зубчатом колесе, за счет его вращения в электромагнитном поле, созданном постоянными магнитами и электромагнитами и электромагнитами тока промышленной частоты и других частот.
Технический эффект, наблюдаемый в настоящем изобретении, заключается в получении и выделении дополнительной тепловой энергии с разными частотами тока в зубчатом колесе за счет вращения в электромагнитном поле, созданном постоянными магнитами, электромагнитами переменного и постоянного тока.
Поставленная задача решается тем, что в известном способе нагрева и закалки зубчатых колес, включающем следующие стадии: размещение колеса внутри первого нагревателя, размещение второго нагревателя во внутреннем отверстии колеса, подачу переменного электрического тока от второго нагревателя для индукционного нагрева колеса, и состоящем в том, что колесо устанавливают с возможностью вращения, нагреватели включают в себя постоянные магниты и электромагниты переменного и постоянного тока, осуществляют подачу переменного электрического тока от третьего и четвертого нагревателей, размещенных вблизи боковых поверхностей колеса, увеличивая частоту вращения колеса до заданного значения, при этом частоту переменного тока от первого нагревателя определяют по формуле
f1=0,0167×(z+к11)×n,
частоту переменного тока, генерируемого от второго нагревателя, определяют по формуле
f2=(0,0167×(к21+к22+к23)×n)+f22,
частоту переменного тока, генерируемого от третьего нагревателя, определяют по формуле
f3=(0,0167×(к31+к32+к33)×n)+f32,
частоту переменного тока, генерируемого от четвертого нагревателя, определяют по формуле
f4=(0,0167×(к41+к42+к43)×n)+f42,
на заданной частоте вращения увеличивают переменный ток от первого нагревателя до максимального значения, при этом частоту переменного тока, генерируемого от первого нагревателя, определяют по формуле
f1=(0,0167×(z+к11+к12+к13)×n)+f12,
где z - количество зубьев колеса, n - частота вращения,
f12, f22, f32, f42 - частота тока в электромагнитах переменного тока каждого нагревателя,
к11, к21 к31 к41 - количество постоянных магнитов в каждом нагревателе,
к12, к22, к32, к42 - количество электромагнитов переменного тока в каждом нагревателе,
к13, к23, к33, к43 - количество электромагнитов постоянного тока в каждом нагревателе.
Кроме того, снижают переменные токи от нагревателей до минимальных значений, подают охлаждающий воздух в зону зубьев колеса в течение заданного времени, снижают частоту вращения до минимального значения и затем осуществляют остановку зубчатого колеса.
Задача решается также тем, что известное устройство для осуществления способа нагрева и закалки зубчатых колес, содержащее первый нагреватель, внутри которого размещено зубчатое колесо, второй нагреватель, размещенный в отверстии зубчатого колеса, первый и второй источники питания переменного тока, первое и второе устройства управления переменного тока, при этом устройство снабжено приводом вращения зубчатого колеса, дополнительно снабжено третьим и четвертым нагревателями, расположенными по боковым поверхностям колеса, установленного на валу привода, при этом нагреватели выполнены из чередующихся постоянных магнитов и электромагнитов переменного и постоянного тока, третьим и четвертым источниками питания переменного тока, третьим и четвертым устройствами управления переменного тока, устройством ввода информации, датчиком частоты вращения, устройством управления частоты вращения, входы первого, второго, третьего и четвертого устройства управления последовательно соединены соответственно с первым, вторым, третьим и четвертым источниками питания и соединены с выходами устройства ввода информации, входы первого, второго, третьего и четвертого устройства управления постоянного тока последовательно соединены соответственно с первым, вторым, третьим и четвертым источниками питания постоянного тока и соединены с выходами устройства ввода информации, выходы первого, второго, третьего и четвертого источника питания переменного тока подключены к электромагнитам переменного тока первого, второго, третьего и четвертого нагревателей, выходы первого, второго, третьего и четвертого источника питания постоянного тока подключены к электромагнитам постоянного тока первого, второго, третьего и четвертого нагревателей, выход датчика частоты вращения подключен к входу устройства ввода информации, выход устройства ввода информации подсоединен к приводу.
Кроме того, привод в устройстве выполнен в виде высокоскоростного электродвигателя.
Кроме того, магниты выполнены из самарий-кобальтовых сплавов.
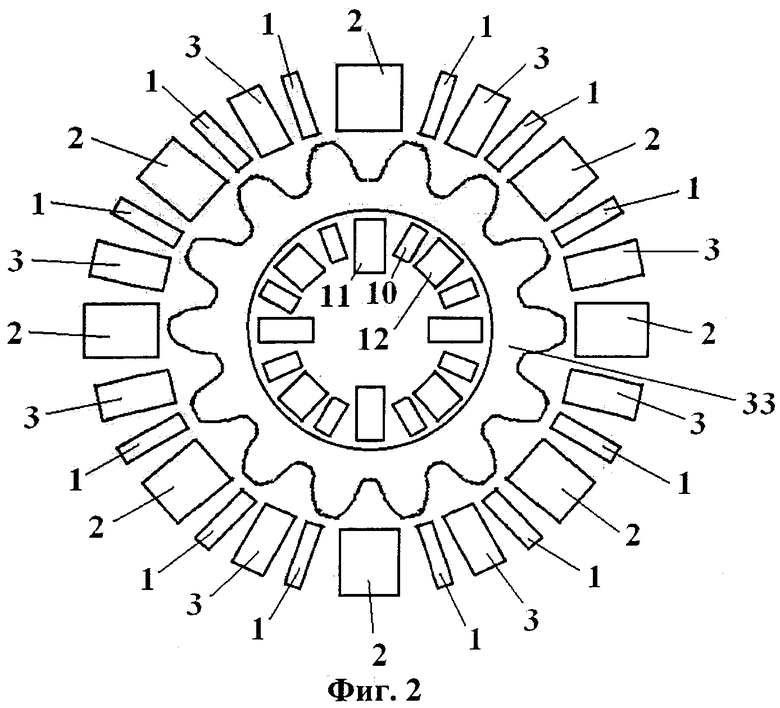
На фиг.1 показана структурная схема устройства для нагрева и закалки зубчатого колеса и на фиг.2 представлен вид сверху зубчатого колеса с постоянными магнитами и электромагнитами переменного и постоянного тока первого и второго нагревателей.
Устройство для закалки зубчатых колес на фиг.1 и фиг.2 содержит четыре нагревателя, состоящих из постоянных магнитов 1, 4, 7 и 10, электромагнитов 2, 5, 8 и 11 переменного тока и электромагнитов 3, 6, 9 и 12 постоянного тока, источники питания переменного тока 13, 14, 15 и 16, источники питания постоянного тока 17, 18, 19 и 20, устройства управления переменного тока 21, 22, 23 и 24, устройства управления постоянного тока 25, 26, 27 и 28, устройство ввода информации 29, датчик частоты вращения 30, устройство управления частоты вращения 31, привод 32.
Первый нагреватель включает постоянный магнит 1, электромагниты 2 и 3, второй нагреватель - магнит 4, электромагниты 5 и 6, третий нагреватель - магнит 7, электромагниты 8 и 9, четвертый нагреватель - магнит 10, электромагниты 11 и 12.
Зубчатое колесо 33 расположено внутри первого нагревателя, а второй нагреватель размещен в отверстии колеса 33. Третий и четвертый нагреватели расположены по боковым поверхностям колеса 33, установленного на валу привода 32.
Входы первого, второго, третьего и четвертого устройств управления переменного тока 21, 22, 23 и 24 последовательно соединены соответственно с первым, вторым, третьим и четвертым источниками питания переменного тока 13, 14, 15 и 16 и соединены с выходами устройства ввода информации 29, входы первого, второго, третьего и четвертого устройства управления постоянного тока 25, 26, 27 и 28 последовательно соединены соответственно с первым, вторым, третьим и четвертым источниками питания постоянного тока 17, 18, 19 и 20 и соединены с выходами устройства ввода информации 29, выходы первого, второго, третьего и четвертого источников питания переменного тока 13, 14, 15 и 16 подключены к электромагнитам переменного тока 2, 5, 8, 11 первого, второго, третьего и четвертого нагревателей, выходы первого, второго, третьего и четвертого источника питания постоянного тока 17, 18, 19 и 20 подключены к электромагнитам постоянного тока 3, 6, 9 и 12 первого, второго, третьего и четвертого нагревателей, выход датчика частоты вращения 30 подключен к входу устройства ввода информации 29, выход устройства ввода информации 29 подсоединен к приводу.
Устройство для закалки зубчатого колеса работает следующим образом.
В устройство ввода информации 29 вводят исходные данные: заданную частоту вращения, заданное время выхода колеса на заданную частоту вращения, заданное время выдержки на заданной частоте вращения, заданное время охлаждения, заданные максимальные и минимальные значения тока в электромагнитах переменного 2, 5, 8 и 11 и 2, 5, 8 и 11 постоянного тока. Также в устройство 29 вводят заданные частоты переменного тока в электромагнитах переменного тока 2, 5, 8 и 11.
В устройство 31 управления частотой вращения подается сигнал из устройства ввода информации 29. Под управлением устройства 31 привод 32 плавно увеличивает частоту вращения зубчатого колеса 33 в течение заданного времени до достижения заданной частоты вращения. В электромагниты переменного 5, 8 и 11 и 6, 9, 12 постоянного тока второго, третьего и четвертого нагревателей подают, например, минимальные значения переменного (заданной частоты) и постоянного тока.
В зонах вращающегося зубчатого колеса 33, где установлены постоянные магниты 1 первого нагревателя и постоянные магниты 4,7, 10 и электромагниты 5, 6, 8, 9, 11, 12 второго, третьего и четвертого нагревателей, генерируется тепловая энергия за счет вихревых токов, причем она возрастает при повышении частоты вращения и при достижении заданной частоты вращения становится существенной. В указанных зонах колесо 33 начинает нагреваться.
При этом частоту переменного тока от первого нагревателя определяют по формуле
f1=0,0167×(z+к11)×n,
частоту переменного тока, генерируемого от второго нагревателя, определяют по формуле
f2=(0,0167×(к21+к22+к23)×n)+f22,
частоту переменного тока, генерируемого от третьего нагревателя, определяют по формуле
f3=(0,0167×(к31+к32+к33)×n)+f32,
частоту переменного тока, генерируемого от четвертого нагревателя, определяют по формуле
f4=(0,0167×(к41+к42+к43)×n)+f42,
на заданной частоте вращения увеличивают переменный ток от первого нагревателя до максимального значения, при этом частоту переменного тока, генерируемого от первого нагревателя, определяют по формуле
f1=(0,0167×(z+к11+к12+к13)×n)+f12,
где z - количество зубьев колеса, n - частота вращения,
f12, f22, f32, f42 - частота тока в электромагнитах переменного тока каждого нагревателя,
к11, к21 к31 к41 - количество постоянных магнитов в каждом нагревателе,
к12, к22, к32, к42 - количество электромагнитов переменного тока в каждом нагревателе,
к13, к23, к33, к43 - количество электромагнитов постоянного тока в каждом нагревателе.
После истечения заданного времени на заданной частоте вращения из устройства ввода информации 29 подается сигнал на отключение источников питания 13, 14, 15 и 16 переменного и 3, 6, 9 и 12 постоянного тока, подаваемого в электромагниты переменного 2, 5, 8 и 11 и 3, 6, 9 и 12 постоянного тока и включается подача охлаждающего воздуха из сопел (не показаны), направленных на вращающееся зубчатое колесо 33 в течение заданного времени, при этом происходит интенсивное охлаждение зубчатого колеса 33 и за счет взаимодействия его вращающихся зубьев с охлаждаемым воздушным потоком, что повышает коэффициенты теплоотдачи. Затем частота вращения зубчатого колеса 33 снижается до минимальной и происходит дальнейшее охлаждение зубчатого колеса 33 и его остановка.
Разработанное устройство по предлагаемому способу можно реализовать при нагреве и закалке, например, конических зубчатых колес диаметром более 100-300 мм с использованием дополнительной тепловой энергии за счет вращения в электромагнитном поле, созданном постоянными магнитами, электромагнитами переменного и постоянного тока. Закалку можно проводить при температуре 900°C на частотах вращения 10000-30000 об/мин и более. При этом частота тока, наводимая от постоянных магнитов и электромагнитов в зубьях вращающегося колеса может составлять более 20 кГц. Частоты тока во впадинах зубьев и на боковых поверхностях зубчатого колеса и в его отверстии будут меньше, в том числе, и для обеспечения подогрева колеса перед закалкой.
В качестве электромагнитов переменного тока1 можно использовать электромагниты, работающие на частоте 50 Гц и более. При вращении зубчатого колеса количество электромагнитов на частоте 50 Гц должно быть рациональное, т.к. они вносят свой вклад в создание не только токов повышенной частоты, но и в генерацию тока частотой 50 Гц во впадинах зубьев и в ближайших зонах. Также можно использовать для генерации токов повышенной частоты в поверхностных слоях зубьев колеса (за счет вращения) электромагниты постоянного тока и постоянные магниты - магниты из самарий-кобальтового сплава, которые обладают уникальным сочетанием сильных магнитных свойств, коррозийной устойчивости и стабильности при температурах до 300-350°C.
В качестве привода использован высокоскоростной асинхронный двигатель переменного тока.
С использованием предложенного изобретения при нагреве и закалке зубчатых колес с нагревом за счет выделения дополнительной тепловой энергии достигается снижение расхода электроэнергии по сравнению с прототипом в отраслях машиностроения. Кроме того, повышается равномерность закалки зубьев колес (например, конических зубчатых колес, шестерен и фрез и др.) и снижаются деформации зубчатого колеса, достигаемые за счет вращения, при котором достигается одинаковое распределение тепла и температуры в каждом зубе колеса.
Эффективность нагрева возрастает за счет повышения составляющей мощности нагрева за счет вращения зубчатого колеса в электромагнитных полях, создаваемых постоянными магнитами, электромагнитами постоянного тока и электромагнитами переменного тока, генерирующих токи высокой и низкой частоты. Кроме того, повышение эффективности нагрева обеспечивается и за счет расширения диапазона частот вращения и свойств постоянных магнитов.
Источники информации
1. Кувалдин А.Б., Лепешкин А.Р. Способ получения энергии и устройство для его реализации. Патент RU №2416869. 2011.
2. Способ высокочастотного индукционного нагрева. Патент US 2444259.
3. Лавлесс Д., Руднев В. Термообработка детали посредством многочастотного индукционного нагрева. Патент RU №2359431. 2009.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛОГИЧЕСКАЯ ИГРА | 1991 |
|
RU2016609C1 |
| Шестифазный импульсный генератор | 2022 |
|
RU2790645C1 |
| Четырехфазный импульсный генератор | 2022 |
|
RU2793200C1 |
| Способ закалки зубчатых колес | 2020 |
|
RU2740130C1 |
| УСТРОЙСТВО ПИТАНИЯ ШАГОВОГО ПЬЕЗОЭЛЕКТРИЧЕСКОГО ДВИГАТЕЛЯ (ВАРИАНТЫ) | 2018 |
|
RU2698578C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЭНЕРГИИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2010 |
|
RU2416869C1 |
| Циклотронный резонансный преобразователь СВЧ-колебаний с несколькими управляемыми выходами | 2022 |
|
RU2786519C1 |
| УСТРОЙСТВО ДЛЯ ИНДУКЦИОННОЙ ЗАКАЛКИ ЭЛЕМЕНТОВ МЕХАНИЗМОВ | 1994 |
|
RU2150796C1 |
| ИНДУКЦИОННАЯ УСТАНОВКА ДЛЯ ПОВЕРХНОСТНОЙ ЗАКАЛКИ ЗУБЧАТО-КОЛЕСНЫХ ДЕТАЛЕЙ, СПОСОБ ВЫСОКОЧАСТОТНОГО КОНТРОЛЯ НАГРЕВА ЗУБЧАТО-КОЛЕСНОЙ ДЕТАЛИ, ИНДУКЦИОННАЯ ЗАКАЛОЧНАЯ УСТАНОВКА, СПОСОБ ВЫСОКОЧАСТОТНОГО РЕГУЛИРОВАНИЯ ПОДАЧИ ПИТАНИЯ И ИНДУКЦИОННО-ЗАКАЛОЧНАЯ УСТАНОВКА | 1991 |
|
RU2113773C1 |
| ИНДУКТОР ДЛЯ НАГРЕВА ВРАЩАЮЩИХСЯ ДЕТАЛЕЙ | 2004 |
|
RU2270534C1 |
Изобретение относится к области индукционного нагрева и термообработки деталей сложной формы, при проведении которой используют комбинацию различных режимов индукционного нагрева, характеризуемых различными частотами тока. Изобретение относится к способу и устройству нагрева и закалки зубчатых колес, при котором осуществляют размещение колеса внутри первого нагревателя, размещение второго нагревателя во внутреннем отверстии колеса, подачу переменного электрического тока от второго нагревателя для индукционного нагрева колеса, которое устанавливают с возможностью вращения, нагреватели содержат постоянные магниты и электромагниты переменного и постоянного тока, осуществляют подачу переменного электрического тока от третьего и четвертого нагревателей, размещенных вблизи боковых поверхностей колеса, увеличивая частоту вращения колеса до заданного значения, при этом частоту переменного тока от первого нагревателя определяют по определенным формулам. Изобретение обеспечивает получение и выделение дополнительной тепловой энергии с разными частотами тока, что повышает равномерность нагрева. 2 н. и 3 з.п. ф-лы, 2 ил.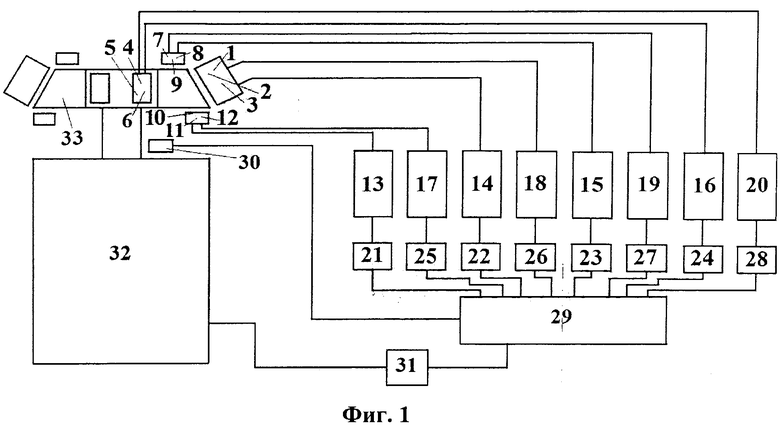
1. Способ нагрева и закалки зубчатых колес, включающий следующие стадии: размещение колеса внутри первого нагревателя, размещение второго нагревателя во внутреннем отверстии колеса, подачу переменного электрического тока от второго нагревателя для индукционного нагрева колеса, отличающийся тем, что колесо устанавливают с возможностью вращения, нагреватели включают в себя постоянные магниты и электромагниты переменного и постоянного тока, осуществляют подачу переменного электрического тока от третьего и четвертого нагревателей, размещенных вблизи боковых поверхностей колеса, увеличивая частоту вращения колеса до заданного значения, при этом частоту переменного тока от первого нагревателя определяют по формуле
f1=0,0167×(z+к11)×n,
частоту переменного тока, генерируемого от второго нагревателя, определяют по формуле
f2=(0,0167×(к21+к22+к23)×n)+f22,
частоту переменного тока, генерируемого от третьего нагревателя, определяют по формуле
f3=(0,0167×(к31+к32+к33)×n)+f32,
частоту переменного тока, генерируемого от четвертого нагревателя, определяют по формуле
f4=(0,0167×(к41+к42+к43)×n)+f42,
на заданной частоте вращения увеличивают переменный ток от первого нагревателя до максимального значения, при этом частоту переменного тока, генерируемого от первого нагревателя, определяют по формуле
f1=(0,0167×(z+к11+к12+к13)×n)+f12,
где z - количество зубьев колеса, n - частота вращения,
f12, f22, f32, f42 - частота тока в электромагнитах переменного тока каждого нагревателя,
к11, к21 к31 к41 - количество постоянных магнитов в каждом нагревателе,
к12, к22, к32, к42 - количество электромагнитов переменного тока в каждом нагревателе,
к13, к23, к33, к43 - количество электромагнитов постоянного тока в каждом нагревателе.
2. Способ по п.1, отличающийся тем, что снижают переменные токи от нагревателей до минимальных значений, подают охлаждающий воздух в зону зубьев колеса в течение заданного времени, снижают частоту вращения до минимального значения и затем осуществляют остановку зубчатого колеса.
3. Устройство для осуществления способа нагрева и закалки зубчатых колес, содержащее первый нагреватель, внутри которого размещено зубчатое колесо, второй нагреватель, размещенный в отверстии зубчатого колеса, первый и второй источники питания переменного тока, первое и второе устройства управления переменного тока, отличающееся тем, что оно снабжено приводом вращения зубчатого колеса, дополнительно снабжено третьим и четвертым нагревателями, расположенными по боковым поверхностям колеса, установленного на валу привода, при этом нагреватели выполнены из чередующихся постоянных магнитов и электромагнитов переменного и постоянного тока, третьим и четвертым источниками питания переменного тока, третьим и четвертым устройствами управления переменного тока, устройством ввода информации, датчиком частоты вращения, устройством управления частоты вращения, входы первого, второго, третьего и четвертого устройства управления последовательно соединены соответственно с первым, вторым, третьим и четвертым источниками питания и соединены с выходами устройства ввода информации, входы первого, второго, третьего и четвертого устройства управления постоянного тока последовательно соединены соответственно с первым, вторым, третьим и четвертым источниками питания постоянного тока и соединены с выходами устройства ввода информации, выходы первого, второго, третьего и четвертого источника питания переменного тока подключены к электромагнитам переменного тока первого, второго, третьего и четвертого нагревателей, выходы первого, второго, третьего и четвертого источника питания постоянного тока подключены к электромагнитам постоянного тока первого, второго, третьего и четвертого нагревателей, выход датчика частоты вращения подключен к входу устройства ввода информации, выход устройства ввода информации подсоединен к приводу.
4. Устройство по п.3, отличающееся тем, что привод выполнен в виде высокоскоростного электродвигателя.
5. Устройство по п.3, отличающееся тем, что магниты выполнены из самарий-кобальтовых сплавов.
| ТЕРМООБРАБОТКА ДЕТАЛИ ПОСРЕДСТВОМ МНОГОЧАСТОТНОГО ИНДУКЦИОННОГО НАГРЕВА | 2005 |
|
RU2359431C2 |
| СПОСОБ ФОРМИРОВАНИЯ ДВУХЧАСТОТНОГО ТОКА ИНДУКТОРА И УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ ДВУХЧАСТОТНОГО ТОКА ИНДУКТОРА | 2009 |
|
RU2399168C1 |
| WO 9418808 A1, 18.08.1994 | |||
| EP 1889929 B1, 02.01.2013 | |||

