Настоящая заявка частично продолжает заявки NN 07/839333 и 07/839332, которые поданы 20.02.92, причем заявка N 07/839333 выделена из заявки N 07/708896, поданной 31.05.91 и в настоящее время защищенной патентом США N 5124517, который опубликован 23.06.92, а заявка N 07/839332 является продолжением указанной выше заявки N 07/708896.
Область техники
Настоящее изобретение относится преимущественно технологии индукционного нагрева и, в частности, к использованию индукционного нагрева для закалки поверхности элементов механизмов, таких, как зубчатые колеса.
Уровень техники
Элементы механизмов, такие, как зубчатые колеса, зубчатые валы и зубчатые барабаны, часто подвергаются значительным механическим нагрузкам, испытывают фрикционный износ и ударные нагрузки. Зубчатые колеса в силовых трансмиссиях, например, подвергаются всем указанным воздействиям при нормальных условиях работы. В типовом оборудовании для изготовления зубчатых колес вслед за нарезкой зубьев следует термообработка с целью упрочнения зубьев. Процесс термообработки зубчатых колес состоит из ряда различных операций, но все эти операции направлены на формирование микроструктуры с определенными оптимальными свойствами. Процесс закалки часто искажает форму зубьев, снижая качество зубчатых колес.
Чтобы исключить проблемы, связанные с обычной термообработкой, и повысить устойчивость элемента механизма (зубчатого колеса) к упомянутым выше нагрузкам и изнашивающим силам, упрочняют внешнюю поверхность металла путем избирательной закалки. В этом случае изменяется только внешняя поверхность, а основной металл сохраняет необходимые свойства, такие, как прочность и пластичность.
Одним из способов избирательной закалки внешней поверхности таких элементов механизмов, как зубчатые колеса, является индивидуальная индукционная закалка каждого зуба. Другой способ, который является избирательным, - процесс, известный как избирательное науглероживание. Индукционная закалка одного зуба осуществляется с помощью излучателя специальной формы, который облучает пространство перед зубом колеса и позади него. Этот процесс обычно выполняют с помещением зубчатого колеса в закалочную среду. Процесс протекает сравнительно медленно, т.к. в каждый момент времени обрабатывается только один зуб. Избирательное науглероживание используется более часто и процесс включает покрытие поверхностей, которые должны быть защищены от науглероживания, материалом, предохраняющим их от попадания активного углерода при работающей печи. Для подавления активности углерода наиболее часто применяют меднение. Все поверхности зубчатого колеса, за исключением зубьев, покрывают медью, после чего осуществляют науглероживание. Затем с детали удаляют медь, производят окончательную механическую обработку, снова покрывают все поверхности детали медью, нагревают деталь в печи и охлаждают.
Трудности и высокая стоимость процесса науглероживания побудили различные компании рассмотреть альтернативные способы, такие, как индукционный нагрев, для избирательной закалки поверхности, но в большем объеме, чем закалка одного зуба. Патент США N 4675488, который опубликован 23.06.87 (патентообладатели Mucha и другие), относится к модификации процесса "одного зуба", описанного выше, которая заключается в индукционном нагреве и последующей закалке в ванне небольшого числа зубьев, при этом остальные зубья поддерживаются охлажденными для предохранения ранее закаленных от отпуска (столбец 1, строки 55 - 65). Хотя, в конечном счете, все зубья оказываются закаленными, для реализации этого процесса необходимы экстремально сложные и дорогие индукторы. Mucha и другие авторы в своем патенте ссылаются на неоднократно делавшиеся попытки, направленные на изобретение устройства для индукционной закалки периферийных поверхностей зубчатых колес с помощью кругового индуктора, нагревающего зубчатые колеса, которые затем закаливались бы в соответствующей среде для упрочнения внешней поверхности. Решение, которое предложили Mucha и другие в своем патенте, предполагает наличие двух катушек индукционного нагрева с концентрическим расположением обрабатываемого изделия в первой катушке индукционного нагрева. Первая катушка возбуждается током первой частоты в течение фиксированного периода времени. По окончании возбуждения наступает пауза в проведении процесса, после чего первая катушка индукционного нагрева возбуждается вновь током второй частоты в течение другого фиксированного периода времени, который существенно меньше первого периода времени при первой частоте. В конце этого второго периода времени обрабатываемое изделие быстро переносят во вторую катушку индукционного нагрева, в которой ее располагают концентрически и выдерживают некоторое время. Вслед за этим этапом вторая катушка индукционного нагрева возбуждается высокочастотным током в течение третьего периода времени, после чего производится закалка внешних поверхностей распылением закалочной жидкости при нахождении обрабатываемого изделия во второй катушке индукционного нагрева.
Несколько лет назад было описано двухчастотное устройство индукционного нагрева, в котором низкочастотный ток использовался для предварительного нагрева зубьев зубчатого колеса, а затем прикладывался высокочастотный (радиочастотный) ток для окончательного нагрева до момента закалки охлаждением. Это двухчастотное устройство в некоторой степени использовали Mucha и другие, патент которых описан выше. Двухчастотная концепция была также описана этими изобретателями в статье "Induction Gear Hardening by the Dual Trequenay Method", которая опубликована в журнале Heat Treating Volume 19 N 6, June, 1987. Как объясняют авторы в статье, принцип двухчастотного нагрева предполагает использование высоко- и низкочастотного источников нагрева. Зубчатое колесо в первую очередь нагревается относительно низкочастотным (3 - 10 кГц) источником, обеспечивающим энергию, которая достаточна для предварительного нагрева зубьев колеса. За этим этапом немедленно следует нагрев высокочастотным источником в диапазоне частот от 100 до 300 кГц, причем частота зависит от размера зубчатого колеса и шага зубьев. Высокочастотный источник быстро нагревает поверхности зубьев по окружности до температуры закалки. Затем зубчатое колесо закаливается до желаемой твердости и отпускается.
Двухчастотный нагрев - наиболее быстрый известный способ нагрева зубчатого колеса. Время нагрева от 0,14 до 2,0 с. Для сравнения, например лазерное сканирование зубчатого колеса от зуба к зубу, требует от 4 до 30 мин. В двухчастотном нагреве вращающееся обрабатываемое изделие предварительно нагревается после установки в центрирующую оправку шпинделя. Затем с помощью короткого импульса достигается окончательный нагрев. После этого образец переносится в закалочную ванну с водным раствором. Суммарное время процесса от 15 до 30 с. Способ двух частот является уникальным среди способов закалки зубчатых колес, т.к. позволяет совместить конкурирующие характеристики. Поскольку в двухчастотном способе к детали передается только необходимое количество тепла (от 1/2 до 1/10 части энергии, используемой при обычном индукционном нагреве), требования к глубине закалки соотносятся с геометрическими характеристиками зубчатого колеса.
При любом процессе индукционного нагрева, двух- или одночастотном, в любом типе детали, а также ее материале, характеристики детали определяют оптимальную конструкцию катушки (или катушек) индукционного нагрева и соответствующие рабочие режимы. Только с правильно рассчитанной катушкой и при соответствующем выборе рабочих режимов можно постичь заданных характеристик поверхностной закалки по контуру, обеспечить сопротивление износу и нагрузке при сохранении всей детали, пластичности материала и технических характеристик детали. Хрупкое зубчатое колесо часто разрушается преждевременно с отрывом зуба или разломом колеса.
Известны следующие патенты, относящиеся преимущественно к индукционной закалке (указаны номер патента, патентообладатель, дата публикации).
4749834 - Mucha и др., 07.06.88;
4757170 - Mucha и др., 12.07.88;
4785147 - Mucha и др., 15.11.88;
4855551 - Mucha и др., 08.08.89;
4855556 - Mucha и др., 08.08.89.
В патенте США N 4749834 раскрыт способ закалки радиальных поверхностей, преимущественно круговых, зубчатых деталей, предназначенных для вращения относительно центральной оси, с внешними поверхностями, в крайних точках которых имеются кромки зубьев. Эти детали являются типичными зубчатыми колесами, что подтверждается чертежами, на которых показаны зубчатые колеса с однородной геометрией зубьев.
Патент США N 4757170 относится к способу и аппаратуре для прогрессивной закалки протяженных деталей, имеющих преимущественно цилиндрическую внешнюю поверхность, концентричную относительно центральной оси, сущность которых заключается в близком расположении первой и второй катушек индукционного нагрева, каждая из которых имеет отверстие для введения обрабатываемой детали, причем окружность отверстия концентрична относительно оси детали. Как видно из фиг. 1 описания патента, система сканирующего типа имеет шестереночный привод, и можно заметить, что обрабатываемая деталь является зубчатым колесом с однородными зубьями.
Патент США N 4785147 раскрывает структуру приспособления для закалки поверхности зубьев колеса и является продолжением ранее поданной заявки, которая в настоящее время защищена патентом N 4749834, и поэтому степень раскрытия и актуальность технических решений в обоих документах одна и та же.
Патент США N 4855551 относится к способу и устройству для закалки поверхностей зубьев колеса. Этот патент является продолжением ранее поданной заявки, защищенной в настоящее время патентом N 4785147, описание изобретения в котором почти совпадает с описанием изобретения по предыдущему патенту.
Патент США N 4855556 относится к способу и устройству для прогрессивной закалки протяженного изделия, имеющего преимущественно цилиндрическую поверхность с центральной осью симметрии. Этот патент является продолжением более раннего патента США N 4757170 и раскрываемая им сущность технического решения соответствует сущности технического решения, изложенного в более раннем документе.
Можно полагать, что каждый из этих пяти перечисленных источников ни коим образом не относится к индукционному нагреву зубьев с неоднородной геометрией, а именно, когда масса каждого зуба изменяется от головки к основанию. Поэтому эти пять источников имеют очень ограниченную значимость, если вообще имеют, для настоящего изобретения.
Конструкция с фиксированной катушкой традиционно используется для широкого ряда различных деталей, причем рабочие параметры установки выбирает оператор индукционной машины на основе "лучшего предположения". Фиксированием катушки исключается одна переменная и оператор пытается получить, в конечном итоге, методом проб и ошибок деталь с приемлемыми характеристиками. Можно надеяться на то, что чем больше работает оператор, тем с большим числом переменных он будет экспериментировать, доходя до предела своих возможностей в извлечении информации из экспериментов, в результате чего он может получить детали с характеристиками, близкими к приемлемым, но только после ряда повторяющихся попыток.
Так как этот способ совершенно не является научным, лучшее, на что можно надеяться, - это на получение деталей с приемлемыми характеристиками, но не с оптимальными. Проблема усугубляется, когда индукционный нагрев применяется для объектов с нерегулярной формой, как, например, для зубчатых колес.
Ранее не предпринимались попытки вывести ряд формул для точного определения оптимальных характеристик катушки и параметров индукционной машины для конкретной детали, которые обеспечивали бы повторяемость результатов от детали к детали, невзирая на размеры, форму, материал и другие характеристики. Вместо этого на основе общей геометрии детали выбирают основные характеристики катушки, после чего манипулируют параметрами машины до тех пор, пока комбинация переменных не приблизится к той, которую можно считать приемлемой.
Чтобы исключить неопределенности в характеристиках катушки и задании параметров машины, а также обеспечить прецизионную и оптимальную закалку безотносительно типа машины, геометрии и особенностей деталей, авторы настоящей заявки разработали изобретение, которое раскрыто в патенте США N 4845328, специально включенном в число источников для полноты раскрытия настоящего изобретения. Патент N 4845328 относится к структуре машины и способу индукционной закалки, основанному на использовании ряда формул для установления характеристик катушки и параметров машины, причем формулы базируются на размерах и особенностях деталей. Этот процесс научного расчета характеристик уникальной катушки и переменных (параметров) машины основан на индивидуальных характеристиках деталей и обеспечивает предсказуемые и повторяющиеся результаты для индукционной закалки деталей, когда закалка проводится систематически и неоднократно.
Ранее, в лучшем случае, могли быть сделаны элементарные расчеты, основанные только на площади обрабатываемой поверхности и глубине проникновения. Ряд формул патента N 4845328 позволяет научным путем установить переменные катушки и машины, причем быстрее, чем предположением, и исключить излишние пробы и ошибки проб, а также улучшить качество деталей только одним переходом от приемлемого или удовлетворительного уровня к оптимальному уровню.
Более конкретно, в патенте N 4845328 предложены формулы и решения для индукционной закалки зубчатых передач с параллельными осями. При постоянных размерах зуба формулы позволяют получить решения для всех тепловых параметров. Другие типы или формы зубчатых передач, такие, как со скрещивающимися, пересекающимися и непересекающимися осями (гипоидные зубчатые передачи), не имеют зубьев с постоянными размерами и не описываются формулами.
В предшествующем патенте авторов настоящей заявки в математическом алгоритме использованы параметры зубчатого колеса, в частности, диаметральный шаг. Процесс закалки основан на предположении одинакового размера зуба от головки до основания. При установленном внутри индукционной катушки обрабатываемом изделии, однородность тепловой картины вдоль обрабатываемого изделия и на участке от внутреннего диаметра к внешнему диаметру отражает факт однородности размера зуба. Индукционная закалка зубчатых передач с параллельными осями успешно осуществляется способом и машиной, описанными в патенте N 4845328. Зубчатые передачи со скрещивающимися, пересекающимися и непересекающимися осями имеют уникальную особенность, заключающуюся в изменении (возрастании) массы зубьев колеса от основания к головке. Примером таких передач являются гипоидные передачи, которые обнаруживаются в любом легковом или грузовом автомобиле и имеют неоднородную геометрию от головки к основанию. В дополнение к этому, спиральная нарезка зубьев еще больше увеличивает массу зуба по направлению от основания к головке. Авторы настоящей заявки обращают внимание на патент США N 5124517, опубликованный 23.06.92 (авторы Storm и другие), в котором рассмотрены гипоидные зубчатые передачи, как и зубчатые передачи со скрещивающимися, пересекающимися и непересекающимися осями.
Установлено, что некоторые изделия, как и гипоидные зубчатые колеса определенных геометрий, нуждаются в различных конструкциях индукционных катушек и в изменении положения катушки относительно зубчатого колеса. Например, когда плоский (или конический) угол мал по отношению к зубчатому колесу, коническая индукционная катушка, центрированная над обрабатываемым изделием, может быть более пригодна, чем цилиндрическая индукционная катушка, установленная под углом. Для больших зубчатых колес и значительного объема продукции предпочтительно иметь катушку с фиксированным углом наклона, в противоположность механическому приспособлению, которое устанавливает индукционную катушку под требуемым углом относительно поверхности зуба обрабатываемого изделия. Без принятия во внимание специфики конструкции катушки или ее геометрии, или расположения относительно обрабатываемого изделия, цель настоящего изобретения заключается в придании катушке такой формы, чтобы магнитная связь и, следовательно, нагрев были выше в головке зуба колеса с большей массой металла, чем в основании зуба колеса с меньшей массой металла.
Сущность изобретения
Индукционная закалочная машина для контурной закалки зубчатых передач со скрещивающимися, пересекающимися и непересекающимися осями, в соответствии с одним вариантом осуществления настоящего изобретения, содержащая рабочую площадку, имеющую опорное устройство, рассчитанное и приспособленное для установки зубчатого колеса, подвергаемого индукционной закалке, вращающийся шпиндель, скрепленный с опорным устройством и имеющий геометрическую ось вращения, высокочастотную индукционную катушку, имеющую преимущественно коническую поверхность, обращенную к зубчатому колесу, и имеющую горизонтальную осевую линию, причем катушка размещена над рабочей площадкой и ориентирована таким образом, что осевая линия преимущественно совпадает с геометрической осью вращения шпинделя, а также устройство возбуждения, подключенное к высокочастотной индукционной катушке для возбуждения катушки.
Одной из целей настоящего изобретения является обеспечение реализации улучшенного способа индукционной закалки зубчатых передач со скрещивающимися, пересекающимися и непересекающимися осями.
Дополнительные цели и преимущества настоящего изобретения будут понятны из последующего описания.
Перечень фигур чертежей
На фиг. 1 показана блок-схема основных узлов машины для индукционной закалки, предназначенной для индукционной закалки зубчатых колес в соответствии с основным вариантом осуществления изобретения.
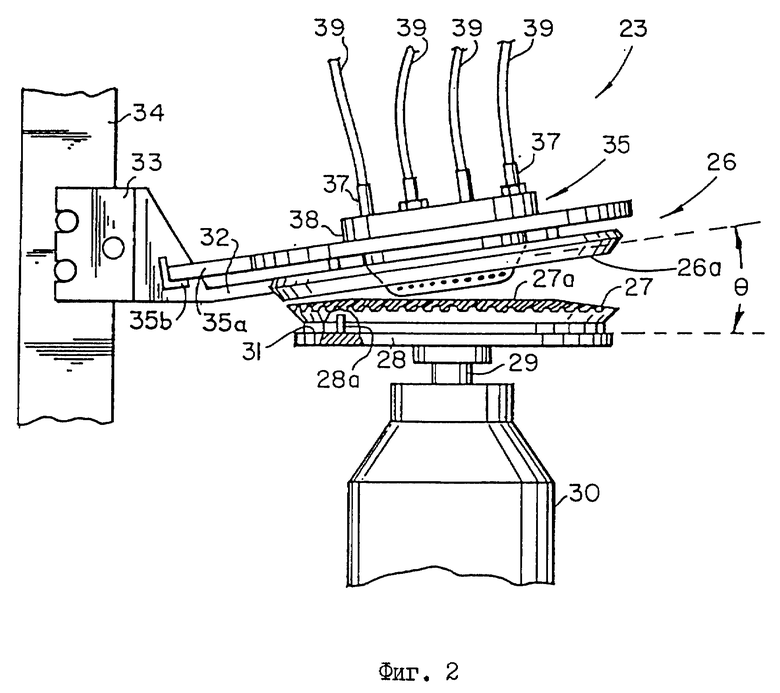
На фиг. 2 приведен вид спереди рабочей площадки как части машины для индукционной закалки, показанной на фиг. 1.
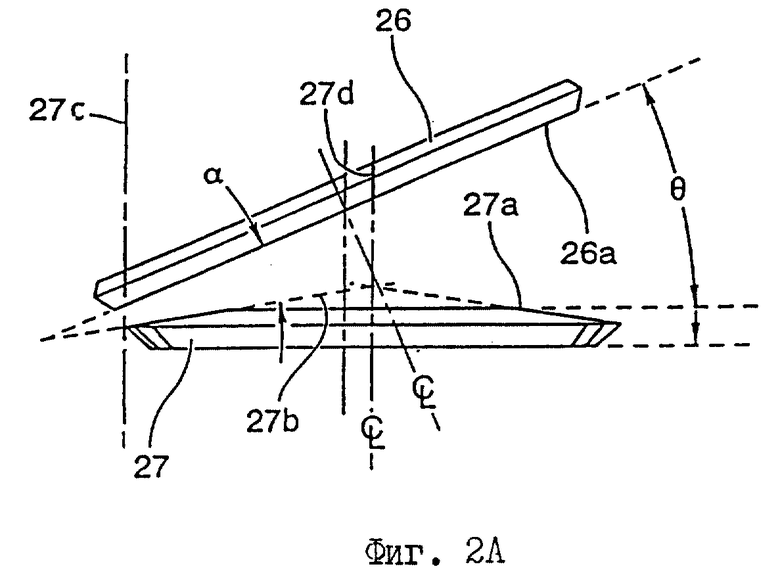
На фиг. 2А дан вид спереди, отражающий угол наклона катушки относительно верхней поверхности зуба колеса.
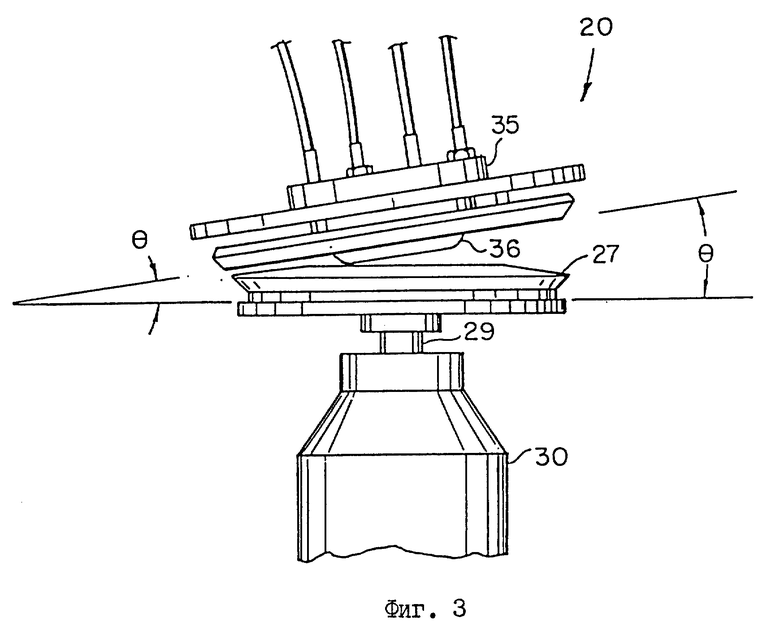
На фиг. 3 вид спереди иллюстрирует смещение индукционной катушки относительно зубчатого колеса.
На фиг. 4 вид сверху отражает смещение индукционной катушки относительно зубчатого колеса.
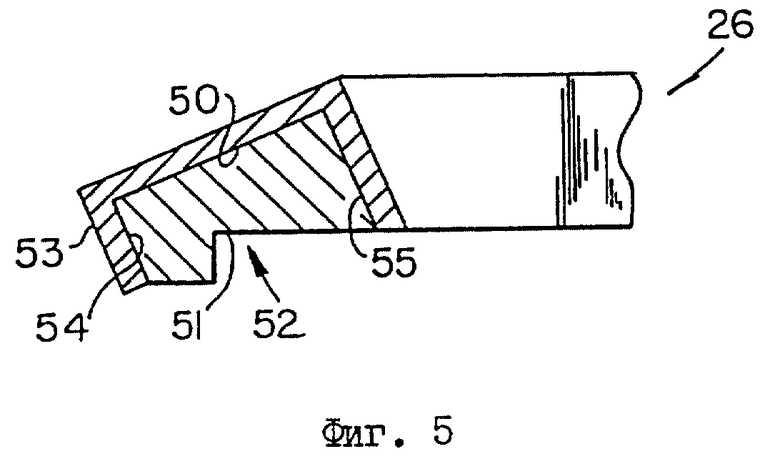
На фиг. 5 показано сечение катушки, полностью представленной на фиг. 3.
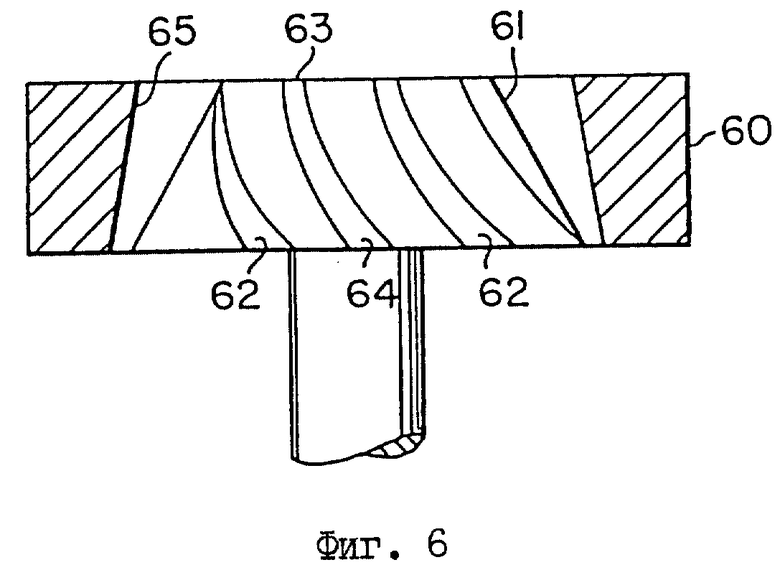
На фиг. 6 приведен вид спереди альтернативной конструкции катушки индукционного закаливания, предназначенной, в соответствии с настоящим изобретением, для закалки шестерни.
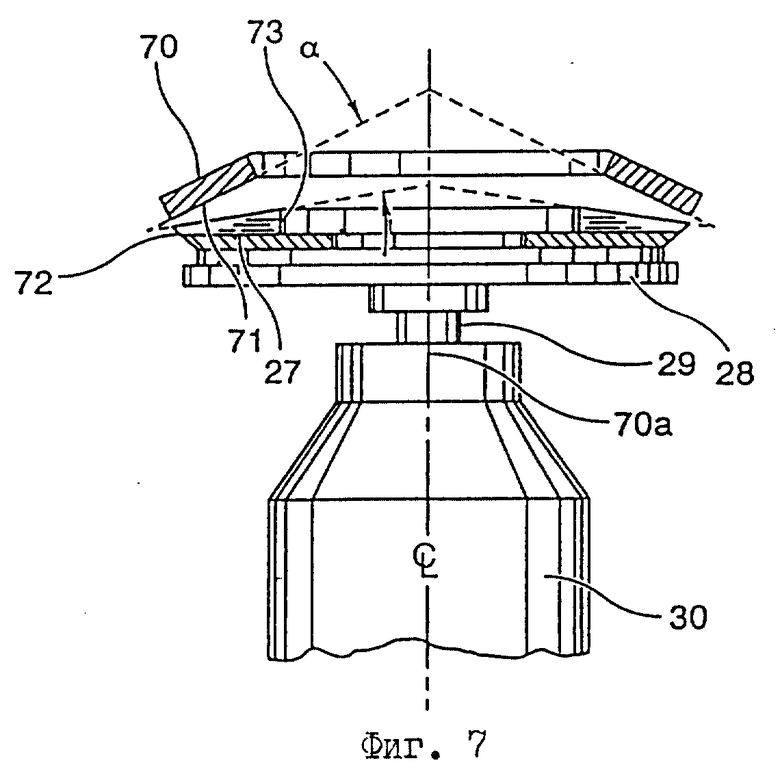
На фиг. 7 дан вид спереди альтернативной конструкции катушки, установленной, в соответствии с осуществлением настоящего изобретения, над зубчатым колесом.
Сведения, подтверждающие возможность осуществления изобретения
С целью содействия в понимании принципов изобретения будут сделаны ссылки на чертежи, иллюстрирующие осуществление изобретения, для описания которого будет использован специфический стиль изложения. Однако, должно быть понятно, что возможные изменения и дальнейшие модификации описываемого прибора и развитие принципов изобретения, что является обычным делом для квалифицированных специалистов в области техники, для которой предназначено изобретение, не ограничивают рамки изобретения.
На фиг. 1 показана блок-схема, иллюстрирующая основные узлы и соединения индукционной закалочной машины 20 для зубчатых передач со скрещивающимися, пересекающимися и непересекающимися осями, например для гипоидных зубчатых колес. В дальнейшем ссылка к гипоидному зубчатому колесу подразумевает представление только одного из трех видов зубчатых передач, для которых, в первую очередь, предназначено настоящее изобретение. Этим одним показательным примером не накладываются ограничения на более широкие рамки применения изобретения. Машина 20 содержит блок программируемого логического управления (ПЛУ) 21, высокочастотный (ВЧ-) генератор 22 и рабочую площадку 23. Блок ПЛУ управляется компьютером 24 и накопителем на магнитном диске 25, который подключен и передает информацию так, как это показано на блок-схеме. Ввод данных может осуществляться блоком 24a, который снабжается, например, средством ручного ввода данных. Эти данные могут добавляться к данным, имеющимся на магнитном диске, или заменять их. Блок, обозначенный пунктирными линиями и подключенный к рабочей площадке, отражает элементы, установленные на рабочей площадке. Как видно, рабочая площадка содержит гипоидное зубчатое колесо (обрабатываемое изделие) 27, опорную пластину 28, вращающийся шпиндель 29 и приводной двигатель 30 (см. фиг. 2).
Возможность управления от генератора обеспечивается блоком 21a, который имеет структуру, раскрытую в описании заявки на выдачу патента США, поданную 06.08.90, N 563398. Ссылка на это описание сделана специально для полноты раскрытия. Как показано, управляющие схемы генератора принимают входной сигнал от компьютера 24.
Как показано на фиг. 2, предпочтительным видом обрабатываемого изделия является гипоидное зубчатое колесо 27, размещенное на опорной пластине 28. Гипоидное зубчатое колесо 27 представляет один вид конического зубчатого колеса и настоящее изобретение, в общем случае, применимо к коническим зубчатым колесам. Шпиндель 29 скреплен с центральной частью нижней поверхности опорной пластины 28 и непосредственно связан с вращающимся приводным двигателем 30. Гипоидное зубчатое колесо 27 в плоской части нижней поверхности имеет технологическое отверстие. Верхняя поверхность 27a зубчатого колеса 27 в значительной мере горизонтальна по отношению к пластине 28, причем поверхность 27a соответствует внутренней и наиболее выступающей части зубчатого колеса. Жесткий и фиксированный установочный штифт 28a является частью опорной пластины 28 и расширяется в верхней части (относительно поверхности 31). Зубчатое колесо надежно компонуется с опорной пластиной путем введения установочного штифта в технологическое отверстие. Когда на приводной двигатель 30 подается питание, двигатель приводит во вращение с большой частотой шпиндель, который вращает опорную пластину и гипоидное зубчатое колесо. Частота вращения находится в диапазоне 900 - 1800 мин-1 и в качестве приводного двигателя 30 подходит электропривод модели SPL 6100.5-18M, выпускаемый фирмой Setco.
Передача вращательного движения обрабатываемому гипоидному зубчатому колесу - одна из особенностей индукционной закалочной машины 20, благодаря которой усредняются любые вариации положения. Другая особенность индукционной закалочной машины 20 заключается в расположении индукционной катушки относительно гипоидного зубчатого колеса 27. Как показано на фиг. 2, 2А и 3, верхняя поверхность 27a зубчатого колеса 27, по существу, горизонтальна относительно верхней поверхности опорной пластины 28. Однако зубчатое колесо 27 имеет угол фаски, который образует поверхность зубьев вдоль линии 27b (см. фиг. 2А), причем только верхние края зубьев и углублений находятся в соприкосновении с поверхностью 27a. Угол фаски является острым углом между линией 27b и вертикальной линией 27c. Угол конусности, который равен углу фаски, образован линией 27b и вертикальной осевой линией 27d. В устройстве, показанном на фиг. 2, катушка помещена под углом и с эксцентриситетом относительно обрабатываемого изделия (зубчатого колеса). Это вызывает нагрев зубчатого колеса только в пределах малого сектора. Следовательно, для равномерного нагрева зубчатого колеса необходима высокая частота вращения. Поскольку магнитная связь катушки осуществляется только с сектором зубчатого колеса, размеры зубчатого колеса, закаливаемого индукционным нагревом, ограничены в том случае, когда необходимо достичь почти оптимальных результатов закалки.
Индукционная катушка установлена под углом тета и на той стороне, на которой она ближе к зубчатому колесу, она находится ближе к головкам зубьев колеса и дальше от оснований зубьев. Острый угол альфа образован нижней поверхностью 26a катушки и поверхностью зубьев колеса, которая определяет угол конусности поверхности зубчатого колеса и совпадает с линией 27b. Наибольшая часть массы зубьев приходится на головки, которые начинают нагреваться вследствие близости катушки. Тепло передается от головок к основаниям, которые дополнительно нагреваются катушкой в то время, как головки продолжают нагреваться. Без размещения катушки наклонно основания зубьев нагреваются быстрее, тогда как головки, имеющие большую массу, еще находятся в стадии нагрева до нужной температуры. Угол альфа, зависящий от угла тета, выбирается таким образом, чтобы магнитная связь и, следовательно, нагрев были выше для головок зубьев, имеющих большую массу по сравнению с массой оснований.
Несколько геометрических факторов зубчатого колеса могут влиять на значение угла альфа. К этим факторам относятся, например, угол конусности зубчатого колеса и угол нарезки зубьев, но безусловную роль играет соотношение масс головок и оснований, которое определяет угол конусности и угол альфа. На фиг. 2 отражены особенности расположения и установки элементов, тогда как на фиг. 2А и 3 указаны геометрические соотношения.
На фиг. 2 и 4 показано смещение катушки 26 относительно зубчатого колеса 27. Сочетание небольшого смещения с высокой частотой вращения зубчатого колеса обеспечивает равномерность индукционного нагрева и гарантирует, что каждый зуб будет нагрет соответствующим образом. Воздушный зазор между индукционной катушкой 26 и поверхностью гипоидного зубчатого колеса около 2,54 мм при длине головки зуба 22,86 мм. Индукционная катушка 26, которая имеет преимущественно цилиндрическую (кольцевую) форму, сдвинута в одну сторону от центра гипоидного зубчатого колеса 27. Этот сдвиг в одну сторону от центра показан на виде спереди (фиг. 2) и виде сверху (фиг. 4).
Агрегат закалки 35 объединен с индукционной катушкой 26 и их комбинация с помощью удлиненного кронштейна 32 и поддерживающего зажима 33 надежно закреплена на опорной станине 34. Кронштейн 32 соединен с индукционной катушкой на всем ее протяжении и скреплен с поддерживающим зажимом 33, чтобы устанавливать катушку в нужное положение и наклонять ее относительно гипоидного зубчатого колеса 27. Пластмассовое кольцо 35a прикреплено к L-образной скобе 35b, которая соединена с зажимом 33. Указанное кольцо обеспечивает дополнительную жесткость объединенной конструкции катушки и агрегата закалки. Процесс индукционной закалки может проводиться после установки гипоидного зубчатого колеса и фиксации его с опорной пластиной 28, требуемой ориентации индукционной катушки 26 и выбора угла ее наклона.
Первый этап процесса индукционной закалки начинается с подачи питания на приводной двигатель 30 для приведения во вращение гипоидного зубчатого колеса 27. Частота вращения зависит от размеров зубчатого колеса и мощности генератора и для конструкций, приведенных на чертежах, выбирается от 900 до 1800 мин-1. Нагрев зубчатого колеса с помощью индукционной катушки 26 начинается с четырех высокочастотных импульсов малой мощности, поступающих с ВЧ-генератора 22. Генератор 22 имеет номинальную выходную мощность 650 кВт и работает в диапазоне частот от 230 до 280 кГц. Мощность четырех импульсов составляет 30% номинальной. Первый импульс имеет длительность 4 с, после чего следует пауза продолжительностью 2 с. Длительность второго импульса 5 с, а второй паузы - 2 с. Третий и четвертый импульсы имеют длительности 6 с, а продолжительность паузы между этими импульсами 2 с.
Вслед за четырьмя импульсами малой мощности следует пауза длительностью 8 с. Затем формируется импульс окончательного нагрева, мощность которого 79% номинальной мощности генератора. Этот импульс имеет длительность около 2,65 с и сразу после него (без паузы или задержки) начинается закалка.
Закалочная жидкость поступает к гипоидному зубчатому колесу 27 с помощью системы подачи жидкости (агрегата закалки 35), совмещенного с индукционной катушкой. Агрегат закалки 35 объединен с индукционной катушкой и часть агрегата закалки расположена над катушкой, тогда как куполообразная часть 36 выступает в центре катушки. Четыре фитинга 37 закреплены в верхней части коллекторной плиты 38 агрегата закалки 35. Внутренние каналы обеспечивают прохождение закалочной жидкости от этих четырех фитингов к куполообразной части, снабженной рядом выпускных отверстий, которые расположены над гипоидным зубчатым колесом 27 и направлены непосредственно на его поверхность. Полная и быстрая закалка выполняется с помощью куполообразной части 36 и агрегата закалки 35. Эта куполообразная часть, имея круговую и угловатую форму, обеспечивает направление большого числа выпускных отверстий на все поверхности зубьев колеса. Хотя куполообразная часть находится под углом относительно зубчатого колеса, вращение зубчатого колеса с небольшой частотой в течение цикла закалки способствует равномерной закалке всех зубьев колеса.
Четыре гибких шланга 39, подводящих жидкость, соединяют закалочную ванну 40 (см. фиг. 1) с фитингами 37. Каждый из четырех гибких шлангов имеет диаметр 25,4 мм, а закалочная ванна вмещает 567,75 л жидкости. Подходящей закалочной средой является жидкость E.F. Houghton 364, которая содержит от 5 до 10% гликоля в растворе.
На протяжении нагрева при малой и большой мощности вертикальное положение гипоидного зубчатого колеса относительно индукционной катушки сохраняется неизменным. Во время закалки гипоидное зубчатое колесо может слегка сместиться по вертикали относительно индукционной катушки по направлению к оборудованию для закалки. Когда фаза закалки завершается, обрабатываемое изделие отделяется от опорной пластины, машина возвращается в исходное состояние и оказывается готовой для установки следующего гипоидного зубчатого колеса. Блок ПЛУ 21 управляет высокочастотным генератором 22, подачей закалочной жидкости и задает время ее выпуска. С помощью клавиатуры обеспечиваются все необходимые операции управления и ввод данных, требуемых для работы блока ПЛУ, но при компьютерном управлении диалог с оператором минимален. Блок ПЛУ задает характеристики импульсов мощности: уровень мощности и длительность. Число импульсов малой мощности выбирается либо оператором с помощью клавиатуры, либо компьютерной программой, составленной с учетом характеристик зубчатого колеса. Этот учет необходим для управления мощностью индукционной катушки.
На фиг. 5 представлено поперечное сечение одной стороны индукционной катушки 26. Катушка 26, как обычно, цилиндрическая но ее верхняя поверхность 50 скошена, и имеется ступенчатая поверхность 51 на нижней стороне 52. Слой 53, концентрирующий поток, расположен над скошенной верхней поверхностью 50, над внешней поверхностью 54 и внутренней поверхностью 55 катушки 26. Этот концентратор потока изготовлен из порошка железа, находящегося во взвешенном состоянии в пластмассе.
На фиг. 6 показан альтернативный вариант выполнения индукционной катушки 60 совместно с шестерней 61. Шестерня является необычной разновидностью большого кольцевого зубчатого колеса, показанного на фиг. 2 и 3, в котором неоднородные зубья имеют массу, изменяющуюся от одного конца зуба к другому, расширяются к нижним краям. Поэтому для шестерни необходима индукционная катушка, расположенная вокруг нее.
Шестерня 61 имеет криволинейные (спиральные) зубья 62 с возрастающей массой от основания 63 (наверху) к головке 64 (внизу). Поэтому, согласно настоящему изобретению, внутренняя поверхность 65 индукционной катушки 60 имеет коническую форму, а сама катушка находится ближе к головке зуба с большей массой и дальше от основания. Шестерня 61 вращается с высокой частотой и катушка охватывает зубья по всей высоте. Узлы и принцип действия аппаратуры, показанной на фиг. 1, пригодны для катушки и зубчатого колеса, представленных на фиг. 6, таким же образом, как и для конфигурации зубчатого колеса, приведенной на фиг. 2. Действительным различием между фиг. 2 и 6, кроме особенностей, заключающихся в изменении и размещении индукционной катушки, является установка агрегата закалки относительно катушки. Поскольку шестерня расположена внутри катушки (см. фиг. 6), агрегат закалки должен быть размещен над шестерней и вокруг нее и снабжен отверстиями для выпуска жидкости, направленными на зубья.
С учетом предшествующего обсуждения, относящегося к фиг. 2А, теперь рассмотрим фиг. 7, на которой отражены различные взаимные положения катушки 70 и обрабатываемого изделия (в этом конкретном случае - гипоидного зубчатого колеса 27). В такой реализации настоящего изобретения катушка 70 имеет, как обычно, коническую нижнюю поверхность 71, расположенную, в общем случае, соосно с зубчатым колесом 27. Показанная осевая линия 70а представляет геометрическую осевую линию зубчатого колеса и катушки. Угол альфа все еще сохраняет свою роль, как на фиг. 2А, для изменения магнитной связи и большего нагрева головки зуба 72, когда ее масса больше массы основания зуба 73 зубчатого колеса. Однако при конической форме и соосной ориентации катушки 70 нагрев происходит по всей окружности зубчатого колеса, исключая очень небольшой участок, смежный с выводами катушки. В реализации изобретения, показанной на фиг. 7, можно использовать более низкую частоту вращения и осуществлять индукционную закалку (термообработку) больших зубчатых колес, т.к. магнитная связь, фактически, полностью охватывает поверхность зубчатого колеса по окружности.
Из сравнительной оценки реализаций изобретения, показанных на фиг. 2А и 7, следует, что реализация, представленная на фиг. 2А, предпочтительна для лабораторных условий и при обработке небольших партий изделий, т.к. угол альфа можно легко регулировать. Это обстоятельство должно быть понятно из рассмотрения механической структуры, представленной на фиг. 2, в которой использованы кронштейн 32 и зажим 33, чтобы прикрепить катушку 26 к опорной станине 34 посредством агрегата закалки 35.
При большой серии обрабатываемых изделий, как, например, на производственной линии, предпочтительна реализация, приведенная на фиг. 7, т.к. угол альфа выбирается однажды при изготовлении катушки и выражается в конической форме катушки, после чего этот угол не изменяется. Поэтому угол альфа не может быть нечаянно изменен обслуживающим персоналом, а его установка неосторожно сбита. Реализация, показанная на фиг. 7, обеспечивает более эффективную магнитную связь и предпочтительна для более крупных зубчатых колес. Хотя это не всегда является отрицательной чертой, но реализация, представленная на фиг. 7, требует новой катушки для каждого угла альфа, который устанавливается для конкретного обрабатываемого изделия, и таким образом теряется свобода выбора механических элементов, позволяющая оператору изменять значение угла альфа.
Вариант осуществления изобретения, показанный на фиг. 7, предполагается предпочтительным еще в одном случае, когда угол наклона поверхности зубчатого колеса сравнительно небольшой. Эксперименты показали, что по мере увеличения угла становится более предпочтительной конструкция катушки, представленная на фиг. 2, 2А и 3. Вероятно, точка соприкосновения двух реализаций находится в диапазоне углов от 30 до 35o.
Как уже объяснялось и описывалось, по мере увеличения массы головки каждого зуба колеса относительно массы основания зуба наклонная катушка (в соответствии с фиг. 2, 2А и 3) становится более предпочтительной. По мере выравнивания отношения масс головки и основания следует отдавать предпочтение реализации, показанной на фиг. 7. Должно быть понятно, что с ростом угла наклона поверхности также возрастает масса головки относительно массы основания и, следовательно, все более необходимо сосредотачивать индуктивную связь вблизи головки и фокусировать или концентрировать наибольшую часть энергии нагрева в этой точке в соответствии с относительной разностью масс.
Хотя изобретение было пояснено и детально описано на основе чертежей и предшествующего рассмотрения, указанные материалы должны считаться иллюстративными и не имеющими ограничительного характера, при этом должно быть понятно, что показана и описан предпочтительный вариант осуществления изобретения, и что все изменения и модификации, которые сделаны в рамках сущности изобретения, желательно, должны быть защищены.
| название | год | авторы | номер документа |
|---|---|---|---|
| ИНДУКЦИОННАЯ УСТАНОВКА ДЛЯ ПОВЕРХНОСТНОЙ ЗАКАЛКИ ЗУБЧАТО-КОЛЕСНЫХ ДЕТАЛЕЙ, СПОСОБ ВЫСОКОЧАСТОТНОГО КОНТРОЛЯ НАГРЕВА ЗУБЧАТО-КОЛЕСНОЙ ДЕТАЛИ, ИНДУКЦИОННАЯ ЗАКАЛОЧНАЯ УСТАНОВКА, СПОСОБ ВЫСОКОЧАСТОТНОГО РЕГУЛИРОВАНИЯ ПОДАЧИ ПИТАНИЯ И ИНДУКЦИОННО-ЗАКАЛОЧНАЯ УСТАНОВКА | 1991 |
|
RU2113773C1 |
| Станок для индукционной закалки изделий | 1976 |
|
SU607847A1 |
| ТЕРМООБРАБОТКА ДЕТАЛИ ПОСРЕДСТВОМ МНОГОЧАСТОТНОГО ИНДУКЦИОННОГО НАГРЕВА | 2005 |
|
RU2359431C2 |
| Станок для закалки зубчатых изделий | 1987 |
|
SU1502637A1 |
| Способ индукционной закалки деталей типа шестерен и устройство для его осуществления | 1984 |
|
SU1268624A1 |
| Станок для индукционной закалки изделий | 1984 |
|
SU1392116A1 |
| СПОСОБ НАГРЕВА И ЗАКАЛКИ ЗУБЧАТЫХ КОЛЕС И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2534047C1 |
| Способ чистового нарезания конических зубчатых колес с круговыми зубьями | 1987 |
|
SU1495029A1 |
| СПОСОБ ИНДУКЦИОННОЙ ЗАКАЛКИ ЗУБЧАТОГО КОЛЕСА | 2014 |
|
RU2575262C1 |
| СПОСОБ ЧИСТОВОЙ МЕХАНООБРАБОТКИ КОНИЧЕСКОГО ЗУБЧАТОГО КОЛЕСА В ОБЛАСТИ ГОЛОВКИ ЗУБА, МАШИНА ДЛЯ МЕХАНООБРАБОТКИ КОНИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС И СООТВЕТСТВУЮЩИМ ОБРАЗОМ ВЫПОЛНЕННЫЙ ШЛИФУЮЩИЙ ИНСТРУМЕНТ | 2016 |
|
RU2711327C1 |
Индукционная закалочная машина (20) для контурной закалки гипоидных зубчатых колес (27) содержит блок программируемого логического управления (21), источник закалочной жидкости (40) и высокочастотный индукционный генератор (22), который подключен к высокочастотной индукционной катушке (70), имеющей преимущественно коническую нижнюю поверхность (71) и установленной над гипоидным зубчатым колесом (27) и концентрично ему. Опорная пластина (28) для гипоидного зубчатого колеса (27) связана с вращающимся приводным двигателем (30) и вращается вместе с гипоидным зубчатым колесом с частотой от 900 до 1800 мин-1. Индукционная катушка (70) возбуждается четырьмя импульсами низкой энергии и относительно малой длительности. Окончательный этап нагрева осуществляется импульсом высокой энергии, за которым немедленно следует этап закалки. Угол между нижней поверхностью (71) и верхней поверхностью гипоидного зубчатого колеса (27) выбирается из условия достижения баланса тепла на участке от головки (72) зуба до основания (73) зуба. Изобретение реализует улучшенный способ индукционной закалки зубчатых передач. 3 с. и 1 з.п. ф-лы, 8 ил.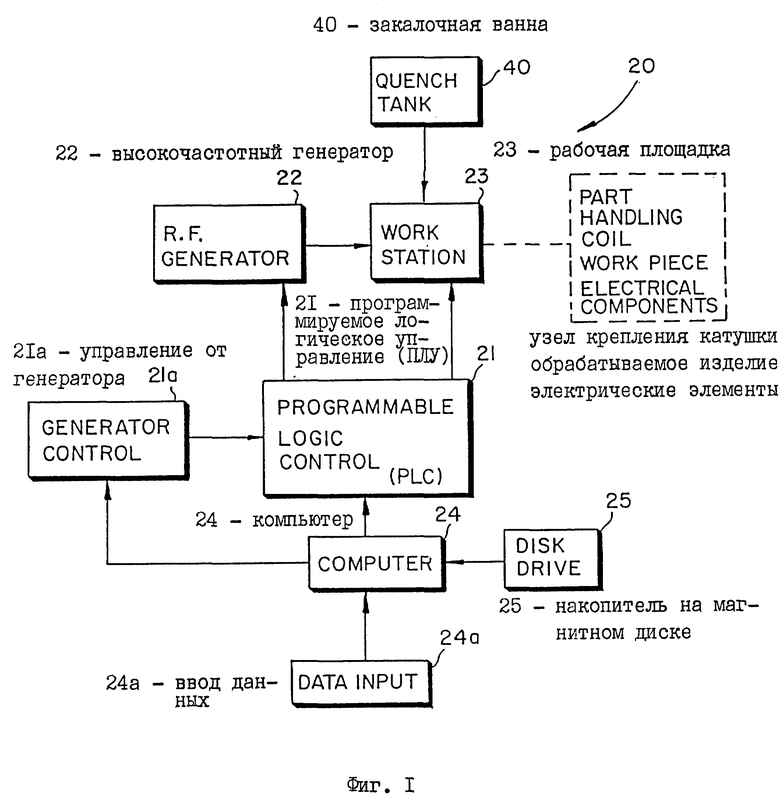
| US 5124517 А, 23.06.1992 | |||
| US 4675488 А, 23.06.1987 | |||
| Устройство индукционного нагрева деталей | 1989 |
|
SU1684940A1 |
| Индуктор для поверхностного нагрева изделий | 1986 |
|
SU1456477A1 |
