Область техники, к которой относится изобретение
Настоящее изобретение относится к термообработке электропроводящей детали (изделия), при проведении которой используют комбинацию двух различных режимов индукционного нагрева, характеризуемых различными частотами тока.
Уровень техники
Зубчатое колесо или другая обрабатываемая деталь может быть индуктивно нагрета путем пропускания через индукционную катушку переменного тока. Ток создает вокруг этой катушки магнитное поле, которое имеет магнитную связь с зубчатым колесом, и индуцирует в нем вихревой ток. Упрочнение зубчатых колес при индукционном нагреве обеспечивает слой мартенсита на поверхности зубьев колеса, повышающий прочность и износостойкость зубьев, в то же время на остальную часть зубчатого колеса индукционный нагрев не оказывает влияния. Увеличение твердости, кроме того, повышает контактную усталостную прочность и другие механические свойства. Сложность геометрической формы зубчатых колес и изменение электромагнитной связи между индукционной катушкой, вершиной зубьев и округлением впадин приводит к различной интенсивности индукционного нагрева вершин и впадин зубчатого колеса.
Частота электрического тока оказывает заметное влияние на величину вихревого электрического тока, проходящего внутри зубчатого колеса, и на распределение теплоты. В основном, когда необходимо упрочнить вершины зубьев с помощью только одной частоты тока, используя одновитковую или многовитковую соленоидную катушку, применяют относительно высокую частоту (например, от 30 кГц до 450 кГц) и высокую плотность электрической энергии. Обратимся, например, к фиг.1 (а). Когда к катушке 100 подводят ток (электрическую энергию) с относительно высокой частотой, вихревой ток, обуславливающий процесс нагрева в зубчатом колесе 102, протекает вдоль контура зубчатого колеса, как это показано характерными линиями 104 температурного профиля. Поскольку самая высокая плотность тока будет достигаться на вершине зуба 106, то на вершине будет выделяться большее количество энергии по сравнению с впадиной 108. Кроме того, благодаря тому, что вершина зубьев, по сравнению с впадиной 108, имеет минимальное количество нагреваемого металла, на вершине в течение всего цикла термообработки будет происходить наиболее интенсивный подъем температуры. Помимо того, с точки зрения процесса передачи тепла количество металла, находящегося ниже впадин зубьев, представляет собой много более массивный теплоотвод по сравнению с вершиной зуба. Другим фактором, который также вносит вклад в более интенсивный нагрев вершины зуба, является лучшая электромагнитная связь благодаря электромагнитному эффекту близости между индукционной катушкой и вершиной зуба по сравнению с его впадиной. При большей частоте тока указанный эффект близости имеет тенденцию становиться более выраженным.
При индукционном упрочнении впадины 108 зуба предпочтительно применение относительно низкой частоты тока (например, от 50 Гц до 20 кГц). При низкой частоте глубина проникновения вихревого тока много больше, чем при высокой частоте. В случае нагрева зубчатых колес с малым или средним шагом зубьев намного выгодней, чтобы индуцированный ток низкой частоты проходил короткий путь и следовал линии профильной окружности или впадины зубчатого колеса, а не профиля зуба. Характерные линии 110 температурного профиля показаны, например, на фиг.1 (b). Результатом такого прохождения тока является более интенсивный нагрев кромочной области впадины по сравнению с вершиной зубьев.
Как правило, для того чтобы обеспечить характер упрочнения, при котором прочность отслеживает профиль зуба зубчатого колеса (от вершины до впадины), необходим предварительный нагрев колеса. В зависимости от геометрии зубчатого колеса предварительный нагрев обычно достигается посредством средних и низких частот тока (например, менее 20 кГц). При проведении стадии окончательного нагрева применяют высокую частоту (например, от 30 кГц до 450 кГц).
Фиг.2 иллюстрирует один известный способ индукционного нагрева, использующий одну катушку 114 и два инвертора 116а и 116b, которые служат источником энергии низкой (или средней) частоты, характеризуемым низкой плотностью мощности, и источником высокой частоты с высокой плотностью мощности соответственно. Характерными стадиями осуществления этого способа являются: размещение зубчатого колеса внутри индукционной катушки 114; вращение зубчатого колеса, подачу тока низкой частоты от инвертора 116а (путем размыкания контактов 118 и замыкания контактов 120) к катушке для предварительного индукционного нагрева зубчатого колеса; отключение катушки от инвертора 116а (путем замыкания контактов 118) и подвод тока высокой частоты от инвертора 116b (путем размыкания контактов 120) для нагревания зубчатого колеса до температуры упрочнения; отключение тока высокой частоты от зубчатого колеса и быстрое охлаждение зубчатого колеса. Основные недостатки этого способа заключаются в низкой надежности и высокой стоимости системы нагрева. Для индукционного нагрева требуются сильные токи, и, как правило, электромеханические контакты для сильного тока имеют короткий срок службы. Вместо механических переключателей могут быть использованы электронные переключатели с большим сроком службы, но это увеличивает общую стоимость системы нагрева.
Фиг.3 иллюстрирует другой известный способ индукционного нагрева, в соответствии с которым используют два индуктора, а именно индукционную катушку 128а предварительного нагрева и индукционную катушку 128b окончательного нагрева, и два инвертора 130а и 130b. Инвертор 130а энергии средней частоты подводит электрическую энергию с низкой плотностью энергии к индуктору предварительного нагрева, а инвертор 130b питает энергией с высокой плотностью энергии индуктор окончательного нагрева. В этом способе зубчатое колесо 102 с помощью подходящей системы механического перемещения (в направлении, показанном стрелкой на фиг.3) в заданной технологической последовательности проходит через индукционную катушку 128а предварительного нагрева, индукционную катушку 128b окончательного нагрева и кольцо 132 быстрого охлаждения, и в результате производится упрочнение зубчатого колеса 102 (показано размещенным в катушке предварительного нагрева). Основной недостаток этого способа заключается в том, что может потребоваться короткий промежуток времени между проведением стадий предварительного и окончательного нагрева (например, менее 1 сек). Это приводит к необходимости увеличения стоимости используемого оборудования, поскольку для быстрого (доля секунды) и точного перемещения зубчатого колеса из позиции предварительного нагрева в позицию окончательного нагревания система механического перемещения должна иметь определенную конструкцию.
Согласно еще одному известному способу для упрочнения зубчатого колеса используют источник энергии одновременно двух частот, например, такой, как описан в патентном документе US 2444259 А (способ высокочастотного индукционного нагрева). Выходной электрический ток, генерируемый одновременно двумя источниками энергии с различной частотой, включает две значительно отличающиеся друг от друга частоты. Одна из этих частот обеспечивает нагревание кромочной части впадины, а другая частота обеспечивает нагревание контура зуба. Основной недостаток известного способа нагрева одновременно двумя частотами заключается в том, что для обеих частот не может быть оптимизирована форма единственной индукционной катушки.
Задача настоящего изобретения заключается в повышении равномерности индукционного упрочнения зубчатых колес (в особенности, конических зубчатых колес и шестерен, которыми изобретение не ограничено) и снижении деформации зубчатого колеса, достигаемых за счет индукционного нагрева детали относительно низкими частотами с применением индуктора с П-образным магнитопроводом в сочетании с относительно высокой частотой индукционного нагрева детали, осуществляемого с использованием отдельной индукционной катушки.
Раскрытие изобретения
В одном аспекте настоящее изобретение предлагает устройство и способ для термообработки детали с использованием комбинации индукционных катушек двух различных типов (конфигураций). Обрабатываемую деталь подвергают индукционному нагреву первым переменным электрическим током, проходящим через первую индукционную катушку, которая окружает обрабатываемую деталь. Первый переменный ток создает магнитное поле, которое индуктивно связано с обрабатываемой деталью. Кроме того, деталь нагревают при ее размещении в зазоре, имеющемся в низкочастотном индукторе с магнитным сердечником П-образной формы, соединенным со второй индукционной катушкой, которая представляет собой первичную обмотку. Вторая индукционная катушка подключена ко второму источнику переменного тока. Магнитный поток, генерируемый первичной обмоткой, протекает через магнитный сердечник П-образной формы (который действует как дивертор магнитного потока) и, помимо того, через обрабатываемую деталь. Магнитный поток возбуждает в обрабатываемой детали ток, который нагревает деталь за счет эффекта Джоуля. Через шихтованный сердечник П-образной формы и через нагреваемый элемент будет протекать, по существу, одинаковый магнитный поток. Однако, поскольку сердечник изготовлен из листового магнитного материала или магнитного материала на основе порошка, он имеет много большее электрическое сопротивление для индуцированного вихревого тока. В результате резко уменьшается величина вихревого тока, индуцированного в сердечнике П-образной формы, по сравнению с индуцированным вихревым током внутри обрабатываемой детали, и соответственно происходит более интенсивный нагрев детали по сравнению с нагревом П-образного магнитного сердечника. Обычно первый переменный ток имеет большую частоту, чем второй переменный ток. Индукционный нагрев детали за счет вихревого тока, генерируемого первым источником переменного тока и вторым источником переменного тока, может производиться одновременно или неодновременно.
Другие аспекты данного изобретения изложены в этом описании и приложенных пунктах формулы изобретения.
Краткое описание чертежей
В целях иллюстрации изобретения на чертежах показан вариант осуществления, который в настоящее время является предпочтительным. Однако понятно, что изобретение не ограничено показанными конкретными конструктивными схемами и используемыми средствами.
Фиг.1 (а) - типичные вихревой электрический ток и профили индукционно нагреваемых зубчатых колес в случае применения тока высокой частоты.
Фиг.1 (b) - типичные вихревой электрический ток и профили индукционно нагреваемых зубчатых колес в случае применения тока низкой частоты.
Фиг.2 - иллюстрация известного способа последовательного осуществления индукционного нагрева, предварительного и окончательного, обрабатываемой детали.
Фиг.3 - иллюстрация другого известного способа последовательного проведения индукционного нагрева, предварительного и окончательного, обрабатываемой детали.
Фиг.4 - пример устройства многочастотной термообработки.
Фиг.5 - другой пример устройства многочастотной термообработки.
Фиг.6 - следующий пример устройства многочастотной термообработки.
Фиг.7 - следующий пример устройства многочастотной термообработки.
Фиг.8 - следующий пример устройства многочастотной термообработки.
Фиг.9 - еще один пример устройства многочастотной термообработки.
Осуществление изобретения
На фиг.4 представлен пример устройства 10 для индукционной термообработки в соответствии с настоящим изобретением. Хотя обрабатываемая деталь 14, показанная на фиг.4, схематически представлена в виде шестерни, устройство для индукционной термообработки, соответствующее изобретению, применимо также к другим типам зубчатых колес и другим видам электропроводящих обрабатываемых деталей. Высокочастотная (ВЧ) соленоидная катушка 12, по меньшей мере, частично охватывает обрабатываемую деталь 14 снаружи. При этом катушка 12 может быть одновитковой или многовитковой. Низкочастотный индуктор 16 с магнитным сердечником П-образной формы содержит неподвижный сегмент 16а и подвижный сегмент 16b сердечника. Низкочастотный сердечник может быть изготовлен из магнитных материалов, известных из уровня техники, например из шихтованного магнитного материала или магнитного материала на основе порошка, например из материала на основе феррита или железа. Часть неподвижного сегмента 16а сердечника окружена низкочастотной (НЧ) соленоидной катушкой 18.
ВЧ-соленоидная катушка 12 подходящим образом подключена к источнику электрической энергии, генерирующему ток высокой частоты (на чертеже не показан), а НЧ-соленоидная катушка 18 подходящим образом соединена с источником энергии, генерирующим ток низкой частоты (на чертеже также не показан). Высокочастотное (ВЧ) магнитное поле, генерируемое электрическим током высокой частоты, протекающим по ВЧ-соленоидной катушке 12, имеет магнитную связь с обрабатываемой деталью 14 для обеспечения высокочастотного индукционного нагрева детали.
Низкочастотное (НЧ) магнитное поле, генерируемое электрическим током низкой частоты, протекающим через соленоидную катушку 18 низкой частоты, связано посредством магнитного поля с индуктором 16, выполненным с сердечником П-образной формы, для индуцирования магнитного поля низкой частоты в сердечнике П-образной формы. Поскольку обрабатываемую деталь 14 размещают в воздушном зазоре, имеющемся в индукторе с сердечником П-образной формы, эта деталь образует часть магнитной цепи. Так как обрабатываемая деталь 14 обычно не является листовой или деталью иного вида, препятствующего прохождению электрического тока низкой частоты, индуцированный ток низкой частоты будет протекать через эту деталь и нагревать ее за счет эффекта Джоуля, в то время как низкочастотный (НЧ) сердечник П-образной формы остается относительно ненагретым. Если температура обрабатываемой детали ниже точки Кюри, то будет происходить дополнительный нагрев вследствие гистерезисных потерь.
Для фокусирования магнитного поля на торцах детали могут быть использованы известные в уровне техники концентраторы 15 магнитного потока, обеспечивающие подходящее распределение электромагнитного поля в торцевых зонах сердечника П-образной формы и в то же время наличие объема для размещения ВЧ-соленоидной катушки вокруг внешнего диаметра зубчатого колеса. Обрабатываемая деталь, при ее размещении в воздушном зазоре сердечника, может быть индукционно нагрета путем одновременного или неодновременного приложения к ней ВЧ-магнитного поля и НЧ-магнитного поля к сердечнику П-образной формы. Неодновременное приложение магнитного поля может быть реализовано за счет использования ряда различных способов. Например, индуктивный нагрев с помощью соленоидной катушки низкой частоты и высокочастотной катушки на П-образном сердечнике может осуществляться последовательно во времени или с частичным взаимным наложением во времени.
В уровне техники, как было отмечено выше, в отличие от настоящего изобретения НЧ-соленоидную катушку используют для осуществления низкочастотного индукционного нагрева. Скин-эффект и эффект близости в коаксиальной паре, оба они, определяют профиль температуры при индукционном нагреве с использованием НЧ-соленоидной катушки, которая окружает внешнюю поверхность конических зубчатых колес, например конических шестерен. Эффект близости вытягивает электрический ток, протекающий внутри зубчатого колеса, к поверхности, примыкающей к катушке. Вследствие того что зубчатое колесо имеет коническую форму, ток будет протекать больше в той части зубчатого колеса, которая имеет больший диаметр, и меньше - в части с малым диаметром. Неравномерный нагрев, обусловленный неодинаковой магнитной связью или эффектом близости токов, может быть в некоторой степени компенсирован путем уменьшения внутреннего диаметра НЧ-соленоидной катушки в соответствии с конической формой зубчатого колеса. Такой путь решения проблемы характеризуется высокой чувствительностью к взаимному расположению (детали и катушки) и редко приводит к достижению хорошей равномерности нагрева.
Исключительно скин-эффект и геометрия концентраторов магнитного потока, размещенных в торцевых зонах сердечника, определяют температурный профиль низкочастотного нагрева в коническом зубчатом колесе, например в шестерне при использовании индуктора с П-образным сердечником, соответствующего настоящему изобретению. Чем больше частота тока, тем ближе к внешней поверхности детали будет протекать электрический ток, что приводит к более поверхностному нагреву, и наоборот, применение тока низкой частоты будет приводить к увеличению глубины проникновения тока и подповерхностному нагреву детали. Недостаточность эффекта близости токов при использовании индуктора П-образной формы обеспечивает, следовательно, много большую равномерность нагрева шестерни вдоль ее конической поверхности. В то же время использование индуктора П-образной формы для низкочастотного нагрева в соответствии с настоящим изобретением имеет важные преимущества по отношению к более известному нагреву с помощью индукционной катушки типа соленоида, в том случае, когда нагреваемые конические зубчатые колеса представляют собой шестерни, при этом объем изобретения не ограничен нагревом обрабатываемых деталей такого типа.
Следующие одна за другой обрабатываемые детали могут быть загружены в позицию нагревания, показанную на фиг.4, путем опускания (падения вниз) подвижного сегмента 16b сердечника с помощью подходящей системы механического перемещения с тем, чтобы удалить упрочненную деталь и ввести на ее место другую, нетермообработанную деталь, и подъема подвижного сегмента сердечника таким образом, чтобы необработанная деталь была расположена для проведения процесса ее термообработки так, как это показано на фиг.4.
В других примерах осуществления изобретения обрабатываемую деталь размещают между центрирующими элементами 30, которые являются частью магнитной цепи П-образного сердечника, показанного на фиг.5. Центрирующие элементы обеспечивают удерживание и вращение детали в процессе ее нагревания. В этом неограничивающем примере изобретения через индуктор П-образной формы проходят центрирующие отверстия. С целью уменьшения нежелательного нагрева центрирующих элементов эти центрирующие элементы предпочтительно выполнены из немагнитных материалов, например из немагнитной стали.
Фиг.6 иллюстрирует другой пример устройства для индукционного нагрева, соответствующего данному изобретению. В этой конструкции имеется достаточно подвижный сегмент 16b П-образного сердечника, обеспечивающий вертикальное перемещение обрабатываемой детали 14 с тем, чтобы эту деталь можно было попеременно вводить внутрь ВЧ-соленоидной катушки 12 и выводить из нее для последующего НЧ-индукционного нагрева детали, или наоборот. В том случае, когда обрабатываемая деталь не находится внутри соленоидной катушки, как это показано на фиг.6 (позиция для НЧ-нагрева обозначена на фиг.6 как "В"), индукционный нагрев может быть осуществлен за счет магнитной цепи с П-образным сердечником. Когда обрабатываемая деталь размещена внутри соленоида 12 (позиция для ВЧ-нагрева показана на фиг.6 как "А"), ВЧ-магнитное поле воздействует таким образом, что происходит индукционный нагрев обрабатываемой детали.
В других примерах осуществления изобретения, иллюстрируемых на фиг.7 и фиг.8, используют двойной индуктор 17 с сердечниками П-образной формы, включающими неподвижные сегменты 17, а, 17b, 17с и 17d и подвижные сегменты 17е и 17f сердечника. Каждый из сердечников П-образной формы может быть снабжен НЧ-соленоидной катушкой. В соответствии с не ограничивающим изобретение примером, иллюстрируемым на фиг.7, НЧ-соленоидные катушки 18а и 18b обмотаны вокруг неподвижных сегментов 17а и 17b соответственно. Катушки 18а и 18b предпочтительно соединены последовательно, но они также могут быть подключены параллельно к подходящему общему источнику энергии, генерирующему ток низкой частоты (на чертеже не показан). Пример воплощения изобретения, представленный на фиг.7, кроме того, характеризуется наличием отдельных верхней и нижней позиций для проведения НЧ- и ВЧ-индукционного нагрева соответственно, которые показаны также и на фиг.6.
Фиг.8 подобна фиг.7, за исключением того, что вместо использования отдельных позиций НЧ- и ВЧ-индукционного нагрева, обрабатываемую деталь размещают между двумя сердечниками П-образной формы и в ВЧ-соленоидной катушке таким образом, чтобы при необходимости можно было проводить одновременный нагрев так, как было описано выше со ссылкой на фиг.4.
Фиг.9 иллюстрирует еще один пример устройства для индукционного нагрева согласно настоящему изобретению. В такой конструкции индуктор 19 с П-образным сердечником содержит сегменты 19а и 19b, а обрабатываемая деталь 14а имеет отверстие, которое в данном изобретении не ограничено отверстием зубчатого колеса, показанного на фиг.9. НЧ-соленоидная катушка 18с охватывает некоторый участок индуктора с П-образным сердечником и подключена к источнику энергии, генерирующему ток низкой частоты. ВЧ-соленоидная катушка 12а (показана в данном примере, не ограничивающем изобретение, в виде катушки с одним единственным витком) соединена с источником энергии, генерирующим ток высокой частоты. Электрический ток низкой частоты в НЧ-соленоидной катушке 18с создает магнитное поле, которое связано с индуктором, выполненным с сердечником П-образной формы, который, в свою очередь, имеет магнитную связь с деталью 14а, когда эта деталь, через имеющееся в ней отверстие, введена для индукционного нагрева в индуктор с П-образным сердечником. Электрический ток высокой частоты в ВЧ-соленоидной катушке 12а создает магнитное поле, которое связано с обрабатываемой деталью 14а, когда эту деталь с целью индукционного нагрева размещают в зоне действия магнитного поля. Нагрев посредством низкой частоты и высокой частоты может производиться одновременно или попеременно путем либо перемещения обрабатываемой детали из ВЧ-соленоидной катушки (только низкочастотный нагрев) или подвода энергии только к НЧ- или ВЧ-соленоидной катушке. Сегмент индуктора с сердечником П-образной формы, условно показанный на фиг.9 в виде сегмента 19b, может быть подвижным (показан двойной стрелкой), чтобы обеспечить удаление детали из индуктора с П-образным сердечником.
Во всех примерах изобретения ВЧ-соленоидная катушка 12 и 12а может быть выполнена иной формы, по сравнению с показанной на чертежах. Ввиду того что примером токопроводящей обрабатываемой детали, не ограничивающей изобретение, является коническая шестерня, на иллюстрирующих чертежах ВЧ-соленоидная катушка имеет вид конического участка с открытыми торцами, в целом, совпадающего по форме с профилем внешней поверхности шестерни. В других примерах изобретения, в зависимости от обрабатываемой детали и желательных характеристик индукционного нагрева, ВЧ-соленоидная катушка может иметь различную форму. Например, образующая внутренней поверхности ВЧ-соленоидной катушки может быть не параллельна образующей внешней поверхности шестерни. В зависимости от применения индукционного нагрева изменение электромагнитной связи между катушкой 12 и поверхностью обрабатываемой детали может быть использовано в качестве дополнительного средства регулирования распределения теплоты в детали так, как это известно специалистам в данной области техники, причем без выхода за пределы объема настоящего изобретения.
Хотя в вышеприведенных примерах осуществления изобретения в качестве ВЧ-индукционной катушки используют соленоидную катушку, другие типы индукционных катушек также являются подходящими для использования в данном изобретении. Например, ВЧ-катушкой может быть индуктор одноходового или канального типа, в котором электрический ток преобладающе будет протекать в продольном направлении в отличие от протекания кольцевого тока в соленоидной катушке.
Термины "низкая частота" и "высокая частота" при использовании в настоящем изобретении в самом широком их значении подразумевают, что "высокая частота" больше, чем "низкая частота". Как правило, но не в качестве ограничения, "высокая частота" находится в интервале частот от 30 кГц до 450 кГц, а "низкая частота" - в интервале частот от 50 кГц до 20 кГц.
Несмотря на то что во всех вышеприведенных примерах осуществления изобретения используются подвижные сегменты сердечника, в тех примерах, где возможен одновременный НЧ- и ВЧ-индукционный нагрев (см., например, фиг.4, фиг.5 и фиг.8), индуктор с сердечником П-образной формы может включать сердечник П-образной формы, выполненный полностью неподвижным, но в то же время имеются средства для перемещения ВЧ-соленоидной катушки 12, с помощью которых в воздушный зазор индуктора с П-образным сердечником могут последовательно вводиться следующие друг за другом обрабатываемые детали.
Приведенные примеры не ограничивают объем описанного выше изобретения. Объем изобретения изложен далее в приложенных пунктах формулы изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ИНДУКЦИОННОЙ ЗАКАЛКИ ЭЛЕМЕНТОВ МЕХАНИЗМОВ | 1994 |
|
RU2150796C1 |
| ИНДУКТОР ОДНОКРАТНОГО ДЕЙСТВИЯ ДЛЯ ИНДУКЦИОННОГО НАГРЕВА СЛОЖНЫХ ДЕТАЛЕЙ | 2014 |
|
RU2672968C2 |
| СПОСОБ НАГРЕВА И ЗАКАЛКИ ЗУБЧАТЫХ КОЛЕС И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2534047C1 |
| Индукционная установка для нагревафЕРРОМАгНиТНыХ дЕТАлЕй | 1979 |
|
SU849558A1 |
| ИНДУКЦИОННАЯ УСТАНОВКА ДЛЯ ПОВЕРХНОСТНОЙ ЗАКАЛКИ ЗУБЧАТО-КОЛЕСНЫХ ДЕТАЛЕЙ, СПОСОБ ВЫСОКОЧАСТОТНОГО КОНТРОЛЯ НАГРЕВА ЗУБЧАТО-КОЛЕСНОЙ ДЕТАЛИ, ИНДУКЦИОННАЯ ЗАКАЛОЧНАЯ УСТАНОВКА, СПОСОБ ВЫСОКОЧАСТОТНОГО РЕГУЛИРОВАНИЯ ПОДАЧИ ПИТАНИЯ И ИНДУКЦИОННО-ЗАКАЛОЧНАЯ УСТАНОВКА | 1991 |
|
RU2113773C1 |
| Устройство индукционного нагрева полых цилиндрических деталей | 1991 |
|
SU1781846A1 |
| ПЛАЗМЕННЫЙ РЕАКТОР И УСТРОЙСТВО ДЛЯ ГЕНЕРАЦИИ ПЛАЗМЫ (ВАРИАНТЫ) | 2001 |
|
RU2196395C1 |
| ИНДУКТОР ДЛЯ НАГРЕВА ФЕРРОМАГНИТНОГО МАТЕРИАЛА | 1995 |
|
RU2072118C1 |
| Способ производства формованного кокса и шахтная печь для его осуществления | 1987 |
|
SU1825369A3 |
| Устройство для индукционного нагрева | 2018 |
|
RU2674999C1 |
Устройство и способ для многочастотной индукционной термообработки деталей, представляющих собой зубчатые колеса. К индукционной катушке, которая охватывает обрабатываемую деталь, подводится энергия высокой частоты так, что высокочастотное магнитное поле связано с обрабатываемой деталью и обеспечивает ее индукционный нагрев. Индуктор с П-образным магнитным сердечником связан с катушкой, которая питается низкочастотной электрической энергией. Обрабатываемую деталь вводят в воздушный зазор, имеющийся в магнитной цепи индуктора с П-образным сердечником, так что при подводе тока низкой частоты к катушке, связанной с индуктором с П-образным сердечником, эта деталь нагревается за счет эффекта Джоуля. В качестве альтернативы обрабатываемая деталь, имеющая отверстие, может размещаться вокруг индуктора с П-образным сердечником. Изобретение обеспечивает равномерное упрочнение зубчатых колес и снижает деформацию за счет индукционного нагрева относительно низкими частотами. 5 н. и 17 з.п. ф-лы, 9 ил.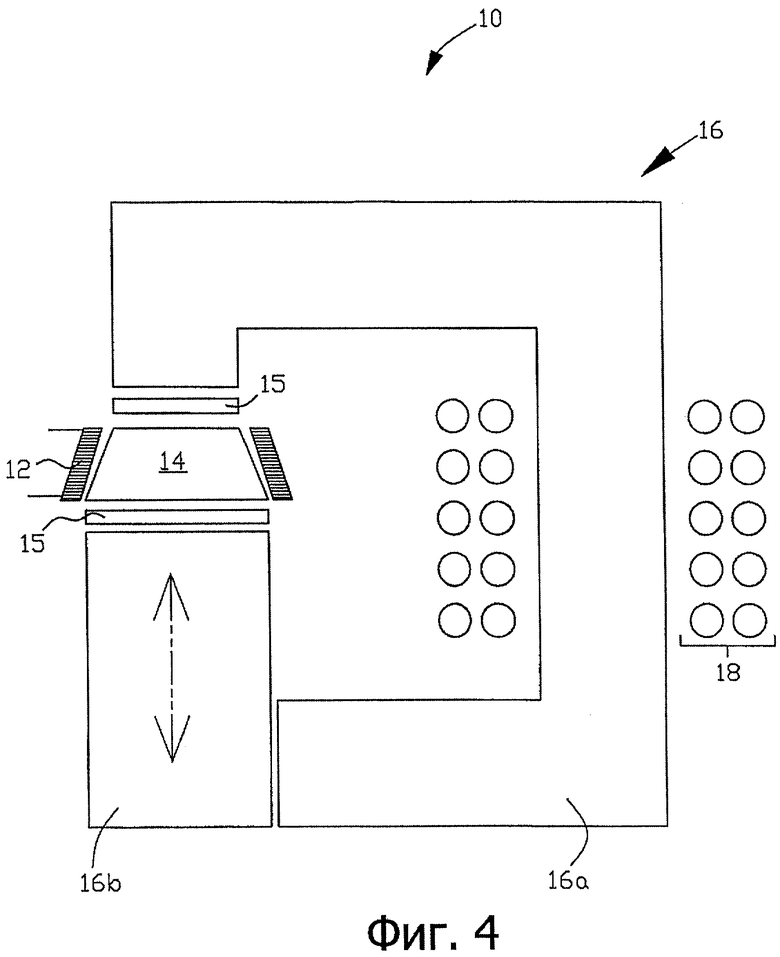
1. Устройство для индукционной термообработки детали, содержащее индукционную катушку, по меньшей мере, частично охватывающую обрабатываемую деталь;
индуктор, как правило, с П-образным магнитным сердечником, содержащий первый сегмент сердечника и второй сегмент сердечника, при этом обрабатываемая деталь размещена в воздушном зазоре между первым сегментом сердечника и вторым сегментом сердечника с образованием магнитной цепи вместе с индуктором, выполненным, как правило, с сердечником П-образной формы;
соленоидную катушку, намотанную вокруг участка первого сегмента сердечника;
первый источник энергии, обеспечивающий подвод первого переменного тока к индукционной катушке с созданием вокруг индукционной катушки первого переменного магнитного поля, при этом первое переменное магнитное поле связано с обрабатываемой деталью с целью индукционного нагрева детали; и
второй источник энергии, обеспечивающий подвод второго переменного электрического тока к соленоидной катушке с индуцированием второго переменного магнитного поля в магнитной цепи для нагрева обрабатываемой детали, при этом частота второго переменного тока меньше, чем частота первого переменного тока.
2. Устройство по п.1, дополнительно содержащее, по меньшей мере, один концентратор магнитного потока, размещенный в воздушном зазоре между обращенными к друг другу торцом детали и торцом первого или второго сегмента сердечника.
3. Устройство по п.1, дополнительно содержащее средство для перемещения первого или второго сегмента сердечника и средство для ввода и вывода обрабатываемой детали из магнитной цепи.
4. Устройство по п.1, дополнительно содержащее средство для центрирования или вращения обрабатываемой детали, когда она образует часть магнитной цепи.
5. Устройство по п.1, дополнительно содержащее средство для перемещения обрабатываемой детали и первого или второго сегмента сердечника для того, чтобы обеспечить перемещение обрабатываемой детали внутрь индукционной катушки или из индукционной катушки, когда магнитная цепь разомкнута или замкнута соответственно, для обеспечения нагрева детали только первым переменным током или только вторым переменным током соответственно.
6. Устройство по п.1, в котором частота первого источника энергии находится в интервале от 30 до 450 кГц, а частота второго источника энергии составляет от 50 Гц до 20 кГц.
7. Устройство для индукционной термообработки детали, содержащее
индукционную катушку, по меньшей мере, частично охватывающую обрабатываемую деталь;
по меньшей мере, два индуктора, как правило, с сердечником П-образной формы, при этом каждый из, по меньшей мере, двух индукторов, выполненных, как правило, с сердечником П-образной формы, содержит первый сегмент сердечника и второй сегмент сердечника, причем второй сегмент сердечника является общим для всех из, по меньшей мере, двух индукторов, выполненных, как правило, с сердечником П-образной формы, а обрабатываемую деталь размещают в воздушном зазоре во втором сегменте сердечника, с образованием магнитной цепи вместе с каждым из сегментов сердечника, первым и вторым;
соленоидную катушку, намотанную вокруг участка, по меньшей мере, каждого из, по меньшей мере, двух индукторов, выполненных, как правило, с сердечником П-образной формы;
первый источник энергии, обеспечивающий подвод первого переменного тока к индукционной катушке, индуцирующий первое переменное магнитное поле вокруг индукционной катушки, при этом первое переменное магнитное поле магнитно связано с обрабатываемой деталью для обеспечения индукционного нагрева этой детали; и второй источник энергии, обеспечивающий подвод второго переменного электрического тока к каждой соленоидной катушке с индуцированием второго переменного магнитного поля в магнитной цепи и нагревом обрабатываемой детали, при этом частота второго переменного тока меньше, чем частота первого переменного тока.
8. Устройство по п.7, дополнительно содержащее, по меньшей мере, один концентратор, размещенный в воздушном зазоре между обращенными друг к другу торцами детали и второго сегмента сердечника.
9. Устройство по п.7, дополнительно содержащее средство для перемещения первого или второго сегмента сердечника и средство для ввода и вывода обрабатываемой детали из магнитной цепи.
10. Устройство по п.7, дополнительно содержащее средство для центрирования или вращения детали, когда она образует часть магнитной цепи.
11. Устройство по п.7, дополнительно содержащее средство для перемещения обрабатываемой детали и первого или второго сегмента сердечника для того, чтобы обеспечить перемещение обрабатываемой детали внутрь индукционной катушки или из индукционной катушки, когда магнитная цепь разомкнута или замкнута соответственно, что обеспечивает нагрев детали только первым переменным током или только вторым переменным током соответственно.
12. Устройство по п.7, в котором частота первого источника энергии составляет от 30 до 450 кГц, а частота второго источника энергии находится в интервале от 50 Гц до 20 кГц.
13. Способ нагревания детали, включающий следующие стадии размещение детали, по меньшей мере, частично внутри индукционной катушки для обеспечения магнитной связи детали с первым переменным магнитным полем, генерируемым первым электрическим током, протекающим через индукционную катушку, для индукционного нагрева детали;
образование по меньшей мере одной магнитной цепи из обрабатываемой детали и первого и второго сегментов сердечника по меньшей мере одного индуктора, имеющего как правило сердечник П-образной формы, и
подачу второго переменного тока по меньшей мере в одну соленоидную катушку, намотанную вокруг участка по меньшей мере первого или второго сегментов сердечника, для создания магнитной связи по меньшей мере указанной одной магнитной цепи со вторым переменным магнитным полем, генерируемым при протекании второго переменного электрического тока в соленоидной катушке, для нагрева детали, при этом частота первого переменного тока превышает частоту второго переменного тока.
14. Способ по п.13, дополнительно включающий стадию размещения по меньшей мере одного концентратора потока в зазоре между обрабатываемой деталью и первым или вторым сегментом сердечника для создания магнитного поля определенной формы в зазоре между изделием и первым или вторым сегментами сердечника.
15. Способ по п.13, дополнительно включающий стадию вращения изделия.
16. Способ по п.13, дополнительно включающий стадию чередующегося нагрева изделия только первым переменным током или только вторым переменным током.
17. Способ по п.16, в котором стадию чередующегося нагрева изделия осуществляют путем перемещения обрабатываемой детали и первого или второго сегмента сердечника для перемещения детали внутрь индукционной катушки или из индукционной катушки, когда по меньшей мере одна магнитная цепь разомкнута или замкнута соответственно.
18. Устройство для индукционной термообработки детали, имеющей отверстие, содержащее
индукционную катушку, по меньшей мере частично охватывающую обрабатываемую деталь;
индуктор, как правило, с П-образным сердечником, образующий магнитную цепь, при этом обрабатываемую деталь вводят через имеющееся в ней отверстие с охватыванием участка индуктора с П-образным магнитным сердечником;
соленоидную катушку, намотанную вокруг участка индуктора с П-образным магнитным сердечником;
первый источник энергии, обеспечивающий подвод первого переменного тока к индукционной катушке для индуцирования первого переменного магнитного поля вокруг индукционной катушки, при этом переменное магнитное поле связано с обрабатываемой деталью с обеспечением индукционного нагрева детали; и
второй источник энергии, обеспечивающий подачу второго переменного тока в соленоидную катушку для индуцирования второго переменного магнитного поля в магнитной цепи с целью нагрева детали, при этом частота второго переменного тока меньше, чем частота первого переменного тока.
19. Устройство по п.18, в котором индуктор, как правило, с П-образным магнитным сердечником содержит первый сегмент и второй сегмент сердечника.
20. Устройство по п.19, дополнительно содержащее средство для перемещения первого или второго сегмента сердечника и средство для ввода и вывода обрабатываемой детали из положения схватывания участка индуктора с П-образным магнитным сердечником.
21. Способ нагрева детали, имеющей отверстие, включающий стадии
размещение детали, по меньшей мере частично, в индукционной катушке для обеспечения магнитной связи детали с первым переменным магнитным полем, генерируемым первым переменным электрическим током в индукционной катушке, для индукционного нагрева детали;
введение обрабатываемой детали через имеющееся в ней отверстие в индуктор, имеющий, как правило, сердечник П-образной формы и образующий магнитную цепь;
подача второго переменного тока по меньшей мере в одну соленоидную катушку, намотанную вокруг участка индуктора, имеющего, как правило, сердечник П-образной формы для создания магнитной связи указанной магнитной цепи со вторым переменным магнитным полем, генерируемым при протекании второго переменного электрического тока через соленоидную катушку и обеспечивающим нагрев детали, при этом частота первого переменного тока превышает частоту второго переменного тока.
22. Способ по п.13, дополнительно включающий стадии размыкания и замыкания индуктора, выполненного, как правило, с П-образным магнитным сердечником, для ввода и вывода обрабатываемой детали из индуктора, выполненного как правило с П-образным магнитным сердечником.
| Устройство для автоматического направления сварочной головки вдоль стыка | 1982 |
|
SU1042923A1 |
| Индукционный нагреватель для нагрева кольцевых деталей | 1987 |
|
SU1432806A1 |
| US 5412183 A, 02.05.1995 | |||
| US 4785147 A, 15.11.1988 | |||
| US 4359620 A, 16.11.1982. | |||

