Изобретение относится к способу изготовления медицинских инструментов, предназначенных для содержания медицинской жидкости для инъекций или органической жидкости, которая берется в качестве пробы у пациента.
Описываемое изобретение также относится к медицинскому инструменту, например к шприцу для инъекций, изготавливаемому с помощью вышеуказанного способа.
Как известно, медицинские или фармацевтические инструменты современной конструкции, такие как контейнеры, бутыли, пробирки, полые цилиндрические корпуса для перемещения со скольжением поршней в шприцах и т.д., в основном изготавливаются из пластических материалов с помощью современных процессов литья под давлением, с одной стороны, и экструзии и выдувного формования, с другой стороны.
Каждая из двух упомянутых выше технологий изготовления имеет свои преимущества и отличительные характеристики, в силу которых изготовители осуществляют выбор конструкции.
Настоящее изобретение относится непосредственно ко второй из указанных технологий, т.е. к экструзии и выдувному формованию, широко распространенной за счет высокой надежности, поскольку позволяет изготавливать в контролируемой герметичной среде асептические медицинские изделия, предназначенные для содержания растворов.
В частности, технология, предусматривающая экструзию и выдувное формование, применяется в фармацевтической промышленности для производства высокостерильных медицинских контейнеров, пригодных для наполнения их непосредственно в процессе изготовления или на наиболее поздней стадии жидкостями или растворами различного типа и ограничивающих степень потери качества и/или загрязнения жидкостей или растворов.
Медицинские контейнеры, изготавливаемые посредством экструзии и выдувного формования пластического материала, пригодны для содержания в них фармацевтических парентеральных растворов, предназначенных для инъекции в глубокие ткани с помощью шприцев, капельниц или других инструментов, глазных капель, антибиотиков, растворов для диализа, растворов для инфильтрации крови и т.д.
Форма и размер медицинских контейнеров, изготавливаемых с помощью рассматриваемой технологии, зависят от требований, периодически предъявляемых на рынке.
В любом случае в технологии, предусматривающей экструзию и выдувное формование для производства медицинских инструментов, включающих в себя контейнеры, используют выдувную форму, выполненную из двух частей или полуформ, расположенных напротив друг друга и обращенных друг к другу.
Способ включает в себя, в первую очередь, экструзию гранул пластика в выдувную форму, удерживаемую в открытом состоянии, и образование полой нагретой трубки, выполненной из деформируемого пластика в расплавленном состоянии и называемой «заготовкой» на техническом языке в соответствующей области техники.
Далее согласно производственному процессу выполняется закрытие «заготовки» между полуформами выдувной формы и последующее выдувное формование при закрытой выдувной форме одного или нескольких медицинских контейнеров для придания им заданной и окончательной формы за счет продувки сжатого воздуха и/или всасывания, создающего вакуум.
В частности, вышеописанный процесс позволяет изготовить единственный медицинский контейнер в выдувной форме, имеющей только одну полость, например в случае, когда требуется изготовить контейнеры определенного размера.
Закрытие выдувной формы вокруг заготовки позволяет изготовить несколько медицинских пластиковых контейнеров, выровненных друг с другом, когда выдувная форма имеет некоторое количество полостей (так называемая многополостная форма); это обычно имеет место, когда требуется изготовить медицинские контейнеры небольшого размера.
Если заготовка закрывается в многополостной выдувной форме с целью изготовления нескольких медицинских контейнеров посредством одной операции выдувного формования, то по границе соединения или разделения двух медицинских контейнеров, находящихся напротив друг друга или примыкающих друг к другу, боковая стенка соответствующих медицинских контейнеров как внутри, так и снаружи неизбежно будет неровной и искривленной или, по меньшей мере, не полностью гладкой.
Этот технический результат, с одной стороны, не является особым недостатком в случаях, когда медицинские контейнеры предназначены для простого наполнения их жидкостями, но с другой стороны, создает довольно серьезное ограничение в случаях, когда контейнеры предназначены для размещения подвижной вставки, например поршня шприца, для выдавливания или всасывания жидкостей, органических веществ и т.п.
Фактически неровности, имеющиеся на поверхности внутренней боковой стенки различных медицинских контейнеров, создают проблемы при вставлении подвижной вставки, но, главным образом, ограничивают уплотнение между подвижной вставкой и соответствующим медицинским контейнером, с которым с высокой точностью должна сопрягаться подвижная вставка, совершающая движения со скольжением.
Например, если медицинский инструмент, имеющий контейнер, представляет собой шприц, сопряжение между поршнем и внутренней поверхностью контейнера является неточным и неоптимальным в случае вышеуказанного производственного дефекта контейнера.
Отсюда следует, что даже минимальное количество воздуха или какой-либо жидкости, содержащейся в медицинских контейнерах, протекает между двумя зонами, разделенными поршнем, приводя к очевидным и хорошо известным недостаткам.
Настоящее изобретение направлено на устранение вышеуказанных недостатков известного уровня техники.
В частности, основная цель изобретения состоит в разработке способа изготовления медицинских инструментов на основе технологии, предусматривающей экструзию и последующее выдувное формование пластического материала в многополостной выдувной форме, позволяющего получать более пригодную внутреннюю поверхность медицинских контейнеров по сравнению с известным эквивалентным способом для эффективного сопряжения с соответствующей подвижной вставкой, которая вставляется внутрь медицинского конвейера и может приводиться в действие медицинским работником для медицинского воздействия.
Другими словами, основная цель настоящего изобретения состоит в разработке способа изготовления медицинских инструментов, который улучшает уплотнение между подвижной вставкой и внутренней поверхностью медицинского контейнера, полученного выдувным формованием в многополостной выдувной форме и в который вставляется вышеуказанная подвижная вставка, выполняющая скольжение с помощью исполнительного средства.
В соответствии с данной целью задача настоящего изобретения состоит в том, чтобы предложить способ изготовления медицинских инструментов, который позволяет более эффективно и безопасно, чем существующие способы, осуществлять медицинское воздействие, выполняемое с помощью медицинских инструментов, изготавливаемых экструзией и выдувным формованием пластического материала в выдувной форме, обычно имеющей некоторое количество полостей, выровненных друг с другом.
Еще одна цель настоящего изобретения состоит в том, чтобы предложить способ изготовления медицинских инструментов, который может осуществляться с помощью доступных в настоящее время на рынке способов и машин для производства медицинских инструментов посредством процесса экструзии и выдувного формования пластического материала.
Вышеуказанные цели достигаются с помощью способа изготовления медицинских инструментов по п.1 приложенной формулы изобретения, на который делается ссылка для краткости.
Дополнительные отличительные характеристики способа согласно изобретению приводятся в соответствующих зависимых пунктах формулы изобретения.
Неотъемлемой частью настоящего изобретения является комплект шприцев по п.21 приложенной формулы изобретения, на который делается ссылка для краткости.
Преимущественно процесс согласно изобретению позволяет изготавливать медицинские инструменты посредством экструзии пластического материала и выдувного формования в многополостной выдувной форме, при этом медицинские инструменты содержат контейнер для медицинского использования, имеющий высокую степень стерильности и совершенно гладкую непрерывную и соответствующую требованиям внутреннюю поверхность.
Каждый контейнер для медицинского инструмента, изготовленный с помощью способа согласно изобретению, точно сопрягается со вставкой, которая может скользить внутри контейнера с помощью исполнительного средства, например руки медицинского работника, для осуществления медицинского воздействия на тело человека или организм.
Фактически согласно изобретению сопряжение между подвижной вставкой и внутренней поверхностью соответствующего медицинского контейнера достигается с почти оптимальной точностью, которая обуславливает водонепроницаемое уплотнение между вышеуказанными элементами (контейнером и вставкой) в отличие от того, что может быть достигнуто в существующих промышленно выпускаемых медицинских инструментах, изготавливаемых экструзией и выдувным формованием.
Также преимущественно операция калибрования внутренней поверхности различных медицинских контейнеров выполняется одновременно во время формования самих контейнеров, пока пластик еще остается горячим и в полутвердом состоянии.
Это приводит к минимальным изменениям или практически к отсутствию изменений во времени проведения способа изготовления медицинских инструментов и одновременно к очень эффективным результатам работы.
Преимущественно в равной степени способ согласно изобретению может быть осуществлен посредством использования существующих в настоящее время в данной области техники способов и машин для изготовления медицинских инструментов посредством экструзии пластического материала и последующего выдувного формования.
Вышеуказанные цели и преимущества, а также прочие отличительные характеристики будут понятны в большей степени из приведенного далее описания, касающегося предпочтительного варианта осуществления способа и предпочтительного варианта выполнения медицинского инструмента согласно изобретению, представленных в пояснительных, но не в ограничительных целях со ссылкой на приложенные чертежи, на которых:
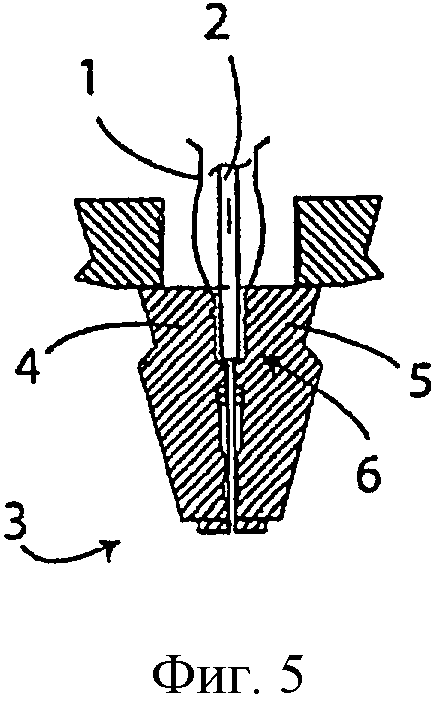
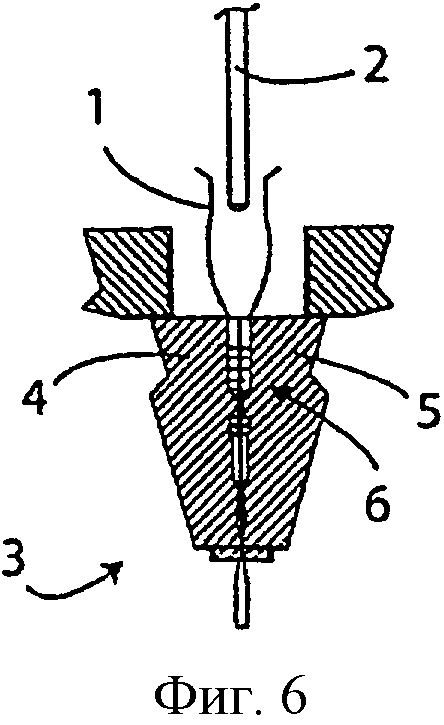
на фиг.1-6 упрощенно и схематично показаны последовательные операции способа согласно изобретению;
на фиг.6а показана рабочая фаза способа, показанного на фиг.1-6, увеличенный вид;
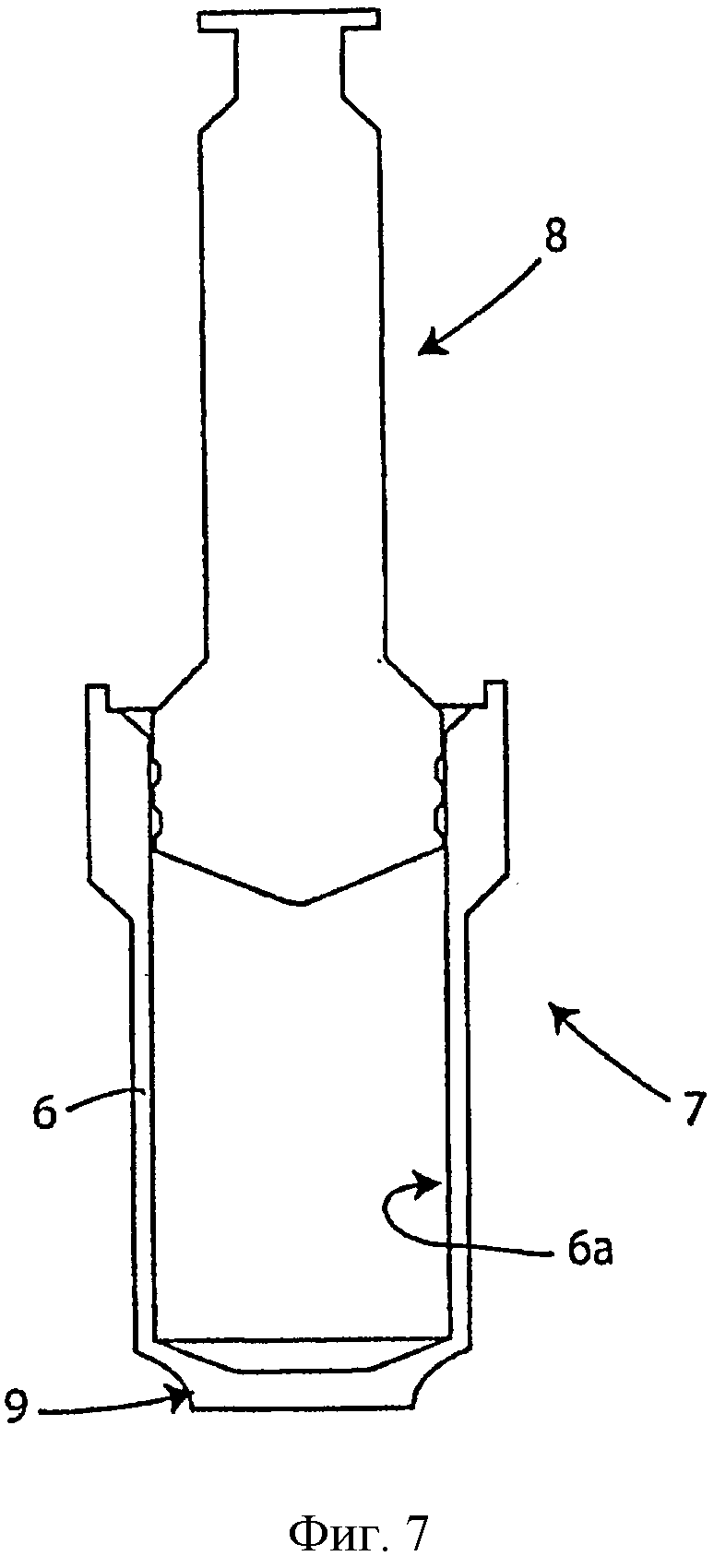
на фиг.7 упрощенно показан медицинский инструмент согласно изобретению, вид в продольном разрезе;
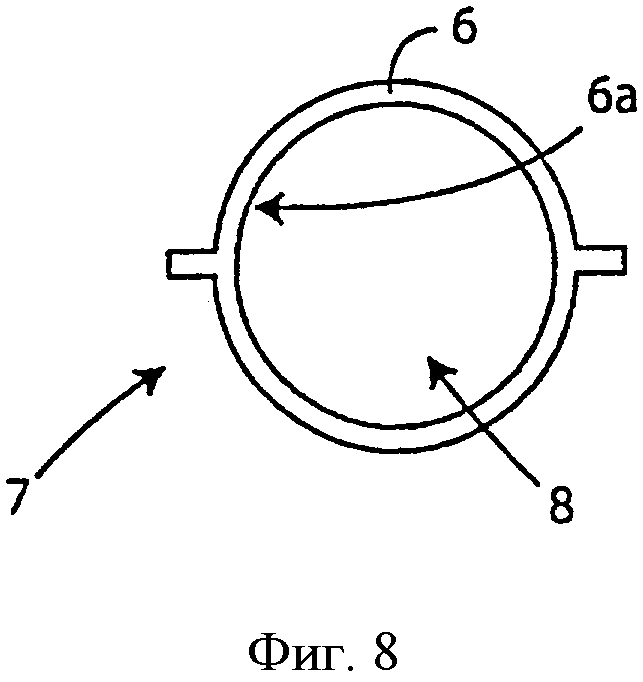
на фиг.8 - медицинский инструмент на фиг.7, вид сверху.
Способ экструзии и выдувного формования пластического материала для изготовления медицинских инструментов согласно изобретению схематично показан на фиг.1-6.
Данный способ включает в себя следующие операции:
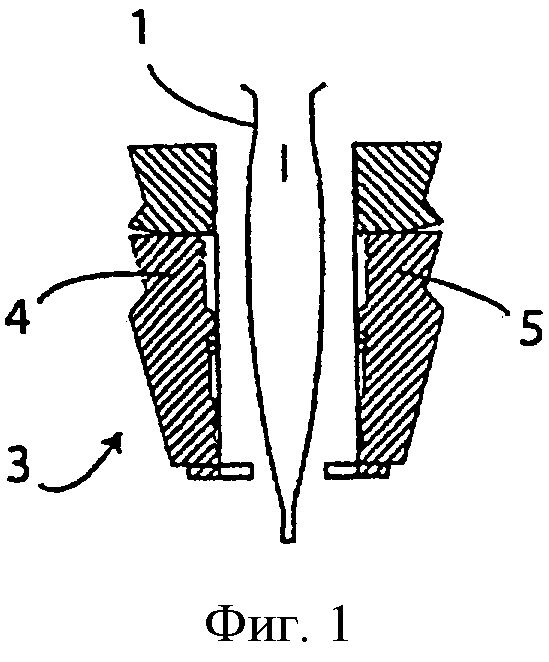
- экструзия пластического материала для получения нагретого трубчатого элемента 1, изготавливаемого по меньшей мере частично из расплавленного пластического материала (также называемого «заготовка»); эта операция показана на фиг.1;
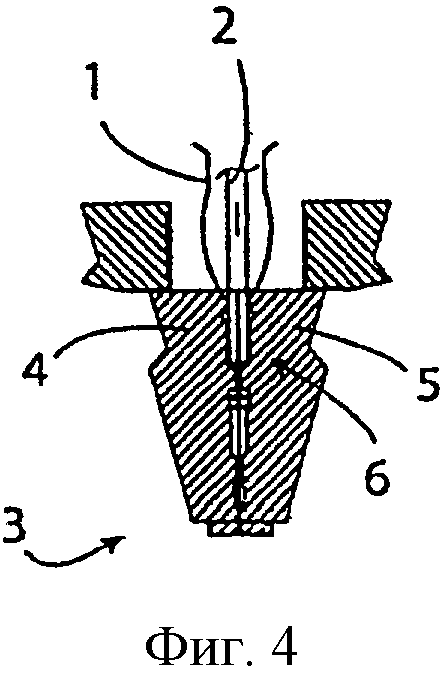
- выполнение выдувного формования такого трубчатого элемента для получения некоторого количества медицинских контейнеров 6, каждый из которых, в общем, имеет шейку или частичное сужение, через которое проходят жидкости или органические вещества; эта операция показана на фиг.4.
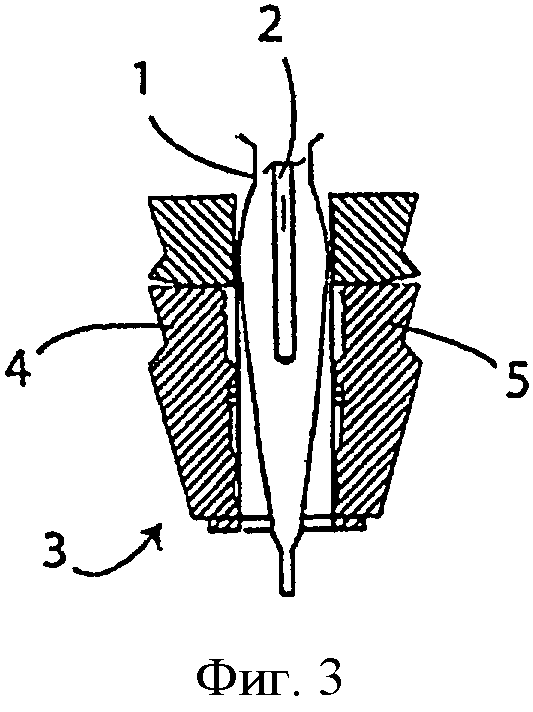
Согласно изобретению способ включает в себя операцию калибрования всей внутренней поверхности 6а медицинского контейнера 6 (см. фиг.3 и 4), выполняемую после операции экструзии пластического материала, пригодного для получения гладкой, соответствующей требованиям и непрерывной внутренней поверхности 6а каждого медицинского контейнера 6.
Таким образом, операция калибрования выполняется преимущественно в тот момент, когда трубчатый элемент 1 находится в нагретом состоянии и по меньшей мере частично в расплавленном и/или деформируемом состоянии, и различные медицинские контейнеры 6 еще не полностью и не окончательно приобрели форму.
Предпочтительно способ согласно изобретению включает в себя операцию вставления подвижной вставки внутрь каждого медицинского контейнера 6, например, поршня, состоящего из штока или плунжера, который может скользить с помощью исполнительного средства, например руки медицинского работника, в медицинском контейнере 6 во время оказания медицинской помощи такими медицинскими инструментами.
В случае если подвижная вставка представляет собой поршень с плунжером, то медицинские инструменты, изготавливаемые посредством способа согласно изобретению, могут представлять собой шприцы для инъекций или взятия проб.
В частности, операция калибрования включает в себя приведенные ниже этапы в следующем порядке:
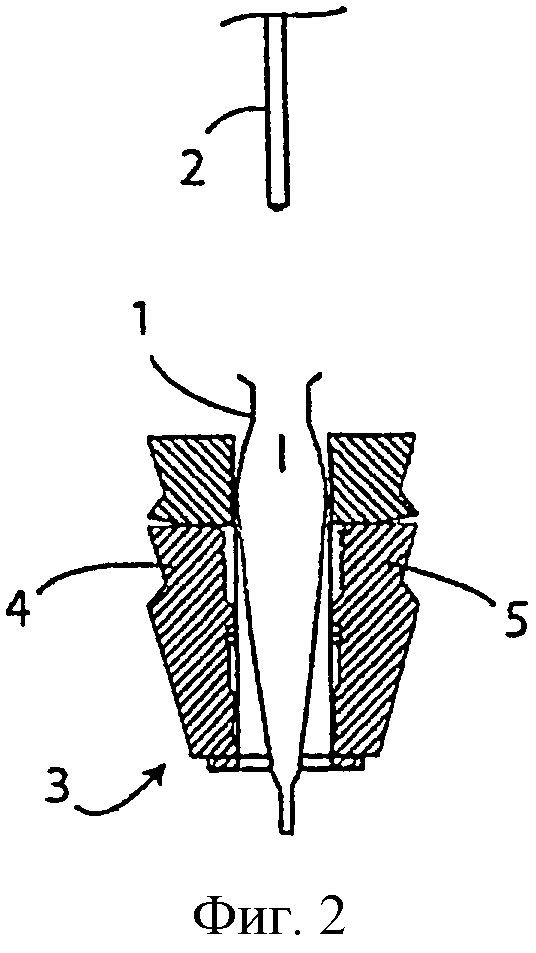
введение некоторого количества фасонных инструментов 2 внутрь экструдированного трубчатого элемента 1, выполняемое после экструзии трубчатого элемента 1, как показано на фиг.3;
- обжатие трубчатого элемента 1 на фасонных инструментах 2, выполняемое непосредственно перед операцией выдувного формования, как показано на фиг.4.
Если медицинские инструменты являются шприцами, каждый из фасонных инструментов 2 включает в себя продольный цилиндрический корпус, а внутренняя поверхность 6а медицинского контейнера 6 представляет собой, по существу и преимущественно, прямолинейный профиль. Как видно на приложенных фиг.1-6, операция экструзии и операция выдувного формования выполняются внутри выдувной формы, известной из уровня техники.
Выдувная форма 3 предпочтительно но неисключительно имеет некоторое количество полостей, не показанных на приложенных чертежах, при этом каждая из них имеет внутренний профиль, который позволяет получить заданную требуемую форму соответствующего медицинского контейнера 6.
В частности, выдувная форма 3 состоит из двух полуформ 4, 5, расположенных напротив друг друга и обращенных друг к другу.
Выдувная форма 3 остается открытой как во время операции экструзии, когда полуформы 4, 5 удерживаются на расстоянии от трубчатого элемента 1, так и во время операции введения фасонных инструментов 2 в трубчатый элемент 1, когда полуформы 4, 5 только приближаются друг к другу и располагаются рядом с трубчатым элементом 1, как показано на фиг.1 и 2.
Таким образом, операция обжатия трубчатого элемента 1 на фасонных инструментах 2 представляет собой операцию закрывания выдувной формы 3, когда полуформы 4, 5 перемещаются таким образом, чтобы они были расположены рядом друг с другом, при этом между ними расположены трубчатый элемент 1 и фасонные элементы 2, в данном случае по всей продольной длине полуформ 4, 5.
Способ согласно изобретению также включает в себя операцию извлечения фасонных инструментов 2 из медицинских контейнеров 6, практически изготовленных посредством вышеупомянутой операции выдувного формования.
Предпочтительно, но необязательно, операция извлечения фасонных инструментов выполняется во время частичного открывания выдувной формы 3, когда полуформы 4, 5 удаляются друг от друга на заданное расстояние, например на несколько десятых миллиметра, с целью ослабления зажимного усилия; эта операция показана на фиг.5.
В других вариантах осуществления способа согласно изобретению, не имеющих отношение к упоминаемой конструкции, операция извлечения фасонных инструментов может выполняться при закрытой выдувной форме.
Предпочтительно, но необязательно, способ согласно изобретению включает в себя операцию удерживания полностью сформованных медицинских контейнеров 6 внутри выдувной формы 3, выполняемую после операции выдувного формования и во время извлечения фасонных инструментов 2 из соответствующих медицинских контейнеров 6.
Во время перемещения фасонных инструментов 2 в обратном направлении из соответствующих медицинских контейнеров 6 такое техническое решение препятствует извлечению вместе с инструментами самих медицинских контейнеров 6, что обеспечивает конструкционную целостность медицинских контейнеров.
Как можно видеть на фиг.6а, такая операция удерживания различных медицинских контейнеров 6 предпочтительно осуществляется с помощью кольцевой канавки 10, выполненной во внутренней поверхности конца 3а выдувной формы 3.
Понятно, что в других вариантах осуществления способа согласно изобретению удерживание медицинских контейнеров может выполняться с помощью только одной канавки или нескольких неодинаковых канавок, отделенных друг от друга.
Кроме того, в других вариантах осуществления способа согласно изобретению может быть предусмотрено, что операция удерживания медицинских контейнеров, образованных выдувным формованием, осуществлялась с помощью альтернативных решений или систем и устройств.
Преимущественно операция выдувного формования медицинских контейнеров 6 выполняется с помощью фасонных инструментов 2.
Фактически каждый фасонный инструмент 2 имеет сопло, не показанное на чертеже, которое помимо использования для калибрования внутренней поверхности 6а медицинского контейнера 6 используется для продувки воздуха и фактического выполнения выдувного формования соответствующего медицинского контейнера 6.
Помимо калибрования внутренней поверхности 6а медицинского контейнера 6 фасонный инструмент 2 обеспечивает другое значительное преимущество по сравнению с существующим уровнем техники.
Фактически при выполнении калибрования внутренней поверхности 6а фасонные инструменты 2 также охлаждают пластический материал и, что наиболее важно, соответствующую внутреннюю поверхность 6а медицинских контейнеров 6 при формовании.
Таким образом, способ согласно изобретению по сравнению с существующим уровнем техники быстрее создает идеальные условия, обеспечивающие отсутствие или, по меньшей мере, максимальное уменьшение рисков биологического загрязнения вещества, которым наполняются медицинские контейнеры 6.
Принимается во внимание, что медицинские контейнеры часто заполняются термолабильными химическими или биологическими веществами, имеющими высокую чувствительность к нагреву до температуры, при которой они теряют свои свойства, поэтому преимущества, обеспечиваемые настоящим изобретением, являются очевидными.
Таким образом, что касается вышеуказанных продуктов, изобретение уменьшает время ожидания для введения жидкого вещества в медицинский контейнер и создает очевидные преимущества в отношении производительности.
Как указано выше, объектом настоящего изобретения также является медицинский инструмент, изготавливаемый с помощью описываемого способа.
Как показано на фиг.7, медицинский инструмент 7 содержит медицинский контейнер 6, изготавливаемый экструзией пластического материала и последующим выдувным формованием.
Согласно изобретению внутренняя поверхность 6а медицинского контейнера 6 является гладкой и непрерывной для обеспечения постоянного герметичного уплотнения с подвижной вставкой 8, показанной на фиг.7 и 8, которая вводится в медицинский контейнер 6 и может скользить внутри контейнера с помощью исполнительного средства, не показанного для упрощения чертежей, во время оказания медицинской помощи с использованием медицинского инструмента 7.
В конкретном случае и предпочтительно медицинский контейнер 6 имеет шейку или сужение 9, через которое жидкость поступает изнутри медицинского контейнера 6 или внутрь медицинского контейнера.
В частности, медицинский инструмент 7 может включать в себя непоказанную иглу на шейке 9, объединенную с помощью известной технологии с опорным элементом (или опорой иглы), который образует отдельную часть с шейкой 9 медицинского контейнера 6.
Таким образом, на основе вышеизложенного понятно, что способ изготовления медицинских инструментов и медицинские инструменты, изготавливаемые с помощью такого способа, являются объектами настоящего изобретения и связаны между собой одной и той же общей концепцией изобретения для достижения вышеуказанных целей и преимуществ.
В частности, операция калибрования внутренней поверхности одного или нескольких медицинских контейнеров, выполняемая во время или непосредственно сразу же после их формования в многополостной форме, позволяет получить соответствующую требованиям и совершенно гладкую внутреннюю поверхность, пригодную для обеспечения плавного и эффективного скольжения подвижной вставки в самом контейнере.
При осуществлении изобретения в способ согласно изобретению могут быть внесены изменения, например в операцию калибрования внутренней поверхности медицинских контейнеров, выполняемую фасонными инструментами, которые будут отличаться от ранее описанных фасонных инструментов и только частично показанных на приложенных чертежах, что не повлияет на преимущества, обеспечиваемые настоящим изобретением.
Кроме того, могут существовать другие варианты осуществления способа согласно изобретению, в которых операция калибрования влияет только на участок внутренней поверхности медицинских контейнеров.
Кроме того, другие варианты осуществления способа согласно изобретению могут обеспечивать то, что операция калибрования по меньшей мере одного участка внутренней поверхности выполняется только на некоторых медицинских контейнерах во время формования.
Следует уточнить, что медицинский инструмент, изготавливаемый с помощью способа согласно изобретению, необязательно должен формоваться в виде шприца, а может быть любым элементом для медицинского использования, содержащим по меньшей мере медицинский контейнер, пригодный для размещения внутри него с целью нормального использования перемещаемой со скольжением, а не неподвижной вставки, пригодной для выполнения операции перемещения вещества, содержащегося в медицинском контейнере. Понятно, что при применении может быть предусмотрено несколько других вариантов осуществления способа и медицинского инструмента без отклонения по этой причине от принципа новизны, присущей представленной здесь идее изобретения, поскольку ясно, что при практическом осуществлении изобретения материалы, формы и размеры представленной конструкции могут иметь отличия в зависимости от требований и могут быть заменены эквивалентными материалами, формами и размерами.
Следует отметить, что в тех случаях, когда после конструктивных элементов и операций, упоминаемых в приведенной ниже формуле изобретения, следуют ссылочные номера или обозначения позиций, эти ссылочные обозначения служат только для лучшего понимания самой формулы изобретения и, тем самым, они не ограничивают толкование каждого из элементов, идентифицированных например, только этими ссылочными обозначениями.

Изобретение относится к способу изготовления шприцов, а также к комплекту шприцев. Согласно способу экструдируют пластический материал для получения нагретого трубчатого элемента, изготовленного из по меньшей мере частично расплавленного пластического материала. Выполняют выдувное формование трубчатого элемента для получения медицинских контейнеров. Осуществляют калибрование всей внутренней поверхности по меньшей мере одного из медицинских контейнеров, выполняемое после операции экструзии пластического материала, пригодного для получения гладкой и непрерывной внутренней поверхности медицинских контейнеров. Операции экструзии и выдувного формования выполняют внутри выдувной формы, имеющей полости, каждая из которых имеет наружный контур, позволяющий получить заданную форму для каждого из медицинских контейнеров. Выдувная форма состоит из двух полуформ, расположенных напротив друг друга и обращенных друг к другу. Изобретение обеспечивает уменьшение образования неровностей на внутренней поверхности боковой стенки контейнеров. 2 н. и 19 з.п. ф-лы, 9 ил.
1. Способ изготовления шприцев (7), включающий в себя следующие операции, на которых:
- экструдируют пластический материал для получения нагретого трубчатого элемента (1), изготовленного из по меньшей мере частично расплавленного пластического материала;
- выполняют выдувное формование вышеуказанного трубчатого элемента (1) для получения некоторого количества медицинских контейнеров (6),
- осуществляют калибрование всей внутренней поверхности (6а) по меньшей мере одного из медицинских контейнеров (6), выполняемое после операции экструзии пластического материала, пригодного для получения гладкой и непрерывной внутренней поверхности (6а) медицинских контейнеров (6),
отличающийся тем, что операции экструзии и выдувного формования выполняют внутри выдувной формы (3), имеющей некоторое количество полостей, каждая из которых имеет наружный контур, позволяющий получить заданную форму для каждого из медицинских контейнеров (6), при этом выдувная форма (3) состоит из двух полуформ (4, 5), расположенных напротив друг друга и обращенных друг к другу.
2. Способ по п.1, отличающийся тем, что он включает в себя операцию вставления внутрь каждого из медицинских контейнеров (6) подвижной вставки (8), выполненной с возможностью скольжения с помощью исполнительного средства внутри медицинского контейнера (6) во время проведения лечения с помощью медицинского инструмента (7).
3. Способ по п.1, отличающийся тем, что операцию калибрования выполняют в момент, когда трубчатый элемент (1) нагрет и находится в по меньшей мере частично расплавленном и/или деформируемом состоянии.
4. Способ по п.2, отличающийся тем, что операцию калибрования выполняют в момент, когда трубчатый элемент (1) нагрет и находится в по меньшей мере частично расплавленном и/или деформируемом состоянии.
5. Способ по пп.1-4, отличающийся тем, что операция калибрования включает в себя следующие этапы, на которых:
- вводят один или несколько фасонных инструментов (2) в экструдированный трубчатый элемент (1) после выполнения операции экструзии трубчатого элемента (1);
- выполняют обжатие трубчатого элемента (1) на фасонных инструментах (2) перед выполнением операции выдувного формования.
6. Способ по п.1, отличающийся тем, что выдувную форму (3) открывают как во время операции экструзии, когда полуформы (4, 5) удерживают на расстоянии от трубчатого элемента (1), так и во время операции введения фасонных инструментов (2) в трубчатый элемент (1), когда полуформы (4, 5) приближают друг к другу и располагают рядом с трубчатым элементом (1).
7. Способ по п.5, отличающийся тем, что операция обжатия трубчатого элемента (1) на фасонных инструментах (2) представляет собой операцию закрывания выдувной формы (3), когда полуформы (4, 5) перемещают таким образом, чтобы они были расположены рядом друг с другом, при этом между ними расположены трубчатый элемент (1) и фасонные элементы (2) вдоль по меньшей мере одной продольной длины полуформ (4, 5).
8. Способ по п.6, отличающийся тем, что операция обжатия трубчатого элемента (1) на фасонных инструментах (2) представляет собой операцию закрывания выдувной формы (3), когда полуформы (4, 5) перемещают таким образом, чтобы они были расположены рядом друг с другом, при этом между ними расположены трубчатый элемент (1) и фасонные элементы (2) вдоль по меньшей мере одной продольной длины полуформ (4, 5).
9. Способ по п.5, отличающийся тем, что он включает в себя операцию извлечения фасонных инструментов (2) из медицинских контейнеров (6) после изготовления медицинских контейнеров (6) посредством операции выдувного формования.
10. Способ по пп.6-9, отличающийся тем, что он включает в себя операцию извлечения фасонных инструментов (2) из медицинских контейнеров (6) после изготовления медицинских контейнеров (6) посредством операции выдувного формования.
11. Способ по п.9, отличающийся тем, что операцию извлечения фасонных инструментов (2) выполняют во время удерживания выдувной формы (3) в закрытом состоянии.
12. Способ по п.10, отличающийся тем, что операцию извлечения фасонных инструментов (2) выполняют во время удерживания выдувной формы (3) в закрытом состоянии.
13. Способ по п.9, отличающийся тем, что операцию извлечения фасонных инструментов (2) выполняют во время частичного открывания выдувной формы (3).
14. Способ по п.10, отличающийся тем, что операцию извлечения фасонных инструментов (2) выполняют во время частичного открывания выдувной формы (3).
15. Способ по пп.9, 11-14, отличающийся тем, что он включает в себя операцию удерживания отформованных медицинских контейнеров (6) внутри выдувной формы (3), которую выполняют после операции выдувного формования и во время операции извлечения фасонных инструментов (2) из медицинских контейнеров (6).
16. Способ по п.10, отличающийся тем, что он включает в себя операцию удерживания отформованных медицинских контейнеров (6) внутри выдувной формы (3), которую выполняют после операции выдувного формования и во время операции извлечения фасонных инструментов (2) из медицинских контейнеров (6).
17. Способ по пп.6-9, 11-14, 16, отличающийся тем, что операцию выдувного формования выполняют с помощью фасонных инструментов (2).
18. Способ по п.5, отличающийся тем, что операцию выдувного формования выполняют с помощью фасонных инструментов (2).
19. Способ по п.10, отличающийся тем, что операцию выдувного формования выполняют с помощью фасонных инструментов (2).
20. Способ по п.15, отличающийся тем, что операцию выдувного формования выполняют с помощью фасонных инструментов (2).
21. Комплект шприцев (7), включающий в себя некоторое количество медицинских контейнеров (6), изготовленных согласно способу по п.1, и подвижную вставку (8), по меньшей мере частично вставленную в по меньшей мере один из вышеуказанных медицинских контейнеров (6) с возможностью скольжения внутри контейнера с помощью исполнительного средства во время проведения медицинского лечения с применением вышеуказанного шприца (7), отличающийся тем, что внутренняя поверхность (6а) каждого из медицинских контейнеров (6) является гладкой и непрерывной для получения герметичного уплотнения с подвижной вставкой.
| EA 200800077 A1, 30.06.2008; | |||
| WO 2007083518 А1, 26.07.2007 | |||
| US 2005121034 А1, 09.06.2005 | |||
| DE 10245318 A1, 08.04.2004 | |||
| ШПРИЦ | 1997 |
|
RU2196611C2 |

