Изобретение относится к способу производства и полной сборки шприца для медицинских процедур, такого как шприц, предназначенный для содержания медицинской жидкости для инъекций или биологической жидкости, взятой из организмов.
Общеизвестно, что шприцы, традиционно применяющиеся для выполнения медицинских процедур, таких как инъекции или отбор проб, имеют цилиндрический полый корпус, изготовленный из пластического материала, и нажимной поршень, частично расположенный внутри полого корпуса, внутри которого он скользит с помощью приводных средств, например руки оператора, для выполнения медицинских манипуляций.
Нажимной поршень имеет головку рукоятки на первом конце, доступную для оператора, и герметизирующий плунжер на втором конце, обычно изготовленный из резины, расположенный внутри полого корпуса и предназначенный для контакта с жидкостью, вводимой или отбираемой во время медицинских процедур.
В свою очередь, полый корпус имеет на первом конце открытое входное отверстие, через которое нажимной поршень вставляют в полый корпус, а на втором конце сужающийся носик или шейку, на которые надевают полую иглу, через которую проходит отбираемая или вводимая жидкость.
В настоящее время шприцы для медицинских процедур производят главным образом с помощью способа литьевого формования, при этом номинальные необходимые компоненты, упомянутые выше, а именно полый корпус, нажимной поршень, герметизирующий плунжер и иглу, получают на операционных этапах по отдельности, а затем оператор собирает их вместе.
Это влечет за собой два главных вида проблем, которыми, несомненно, нельзя пренебрегать в данной области техники.
Во-первых, фактически при операциях сборки шприца некоторые манипуляции с вышеуказанными компонентами неизбежно связаны с очевидным и закономерным риском постоянной, хотя и минимальной контаминации, из-за воздействия или контакта с внешними агентами, хотя эти операции и осуществляются с тщательным соблюдением мер предосторожности и в среде с высокой степенью микробиологической чистоты.
Эти проблемы особенно выявляются и становятся критическими при анализе однодозовых шприцев, предварительно заполненных медицинскими жидкостями: в этом случае полый корпус, нажимной поршень, герметизирующий плунжер и иглу с колпачком переносят и поставляют производителю лекарственного средства, который после заполнения полого корпуса жидкостью проводит сборку вышеупомянутых компонентов в среде с контролируемой атмосферой (в так называемых «чистых помещениях»), чтобы избежать контаминации жидкости.
Хотя соблюдаются строгие протоколы процедур, такой подход не полностью снижает риск контаминации компонентов и медицинской жидкости: неслучайно однако обычно требуется применение дополнительной пластиковой оболочки для упаковки только что собранного шприца, чтобы гарантировать наилучшие возможные асептические условия и, таким образом, безопасность его последующего применения.
Во-вторых, применяемая в настоящее время производственная технология и итоговая система сборки шприца занимает довольно много времени, что вместе со сложным оборудованием, используемым для обеспечения максимальных асептических условий, и таким образом, для безопасности применения, диктует определенные экономические затраты, что влечет за собой менее конкурентоспособные, чем ожидается, рыночные цены.
Настоящее изобретение направлено на преодоление описанных недостатков предшествующего уровня техники.
В частности, основной целью настоящего изобретения является разработка способа изготовления и сборки шприца для медицинских операций, гарантирующего для шприца лучшие асептические условия, чем у шприца, полученного с помощью эквивалентных способов известного типа.
Другими словами, основной целью настоящего изобретения является обеспечение способа изготовления и сборки шприца для медицинских процедур, который по сравнению с известным способом снижает риск и уровень контаминации элементов шприца и какой-либо медицинской жидкости, содержащейся в нем.
Второй целью настоящего изобретения является разработка способа изготовления и сборки шприца для медицинских процедур, который при обеспечении достижения вышеупомянутой цели выполняется более быстро, чем известные способы.
В соответствии со второй целью задача изобретения заключается в том, чтобы предложить способ изготовления и сборки шприца для медицинских процедур, который при прочих равных факторах позволяет снизить затраты на производство шприца по сравнению с предшествующим уровнем техники.
Указанные цели достигаются с помощью способа изготовления и сборки шприца для медицинских процедур по пункту 1 приложенной формулы изобретения, на который делается ссылка для краткости.
Дополнительные отличительные характеристики способа согласно изобретению приводятся в соответствующих зависимых пунктах формулы изобретения.
Преимущественно, способ в соответствии с настоящим изобретением позволяет полностью собрать шприц для медицинских процедур, даже в его минимальном конструкционном составе, без каких-либо манипуляций блоками элементов шприца оператором.
Это позволяет изготовить полностью стерилизованный шприц для медицинских процедур и, таким образом, обеспечивает его последующее применение в оптимальных условиях безопасности с точки зрения гигиены и здоровья участвующих людей, пациентов и операторов.
Также, преимущественно, способ изготовления и сборки согласно настоящему изобретению позволяет получить шприц для медицинских процедур с высокой степенью стерилизации быстрее, чем с помощью способов из предшествующего уровня техники.
Помимо этого преимущественно, что вышеуказанное влечет за собой существенное снижение стоимости производства шприца для медицинских процедур по сравнению с предшествующим уровнем техники, при равных других факторах.
Вместе с тем преимущественно, шприц для медицинских процедур, полученный способом изготовления и сборки согласно изобретению, имеет функциональные характеристики, по меньшей мере эквивалентные характеристикам известных шприцев, при наличии достигнутых преимуществ.
Указанные, а также другие цели и преимущества, которые будут указаны в дальнейшем, станут более понятны из следующего далее описания, касающегося предпочтительного варианта осуществления способа согласно изобретению, приведенного в качестве поясняющего, но не ограничивающего примера со ссылкой на приложенные чертежи, на которых:
На фиг.1-9 схематично и упрощенно показана последовательность операций способа согласно настоящему изобретению;
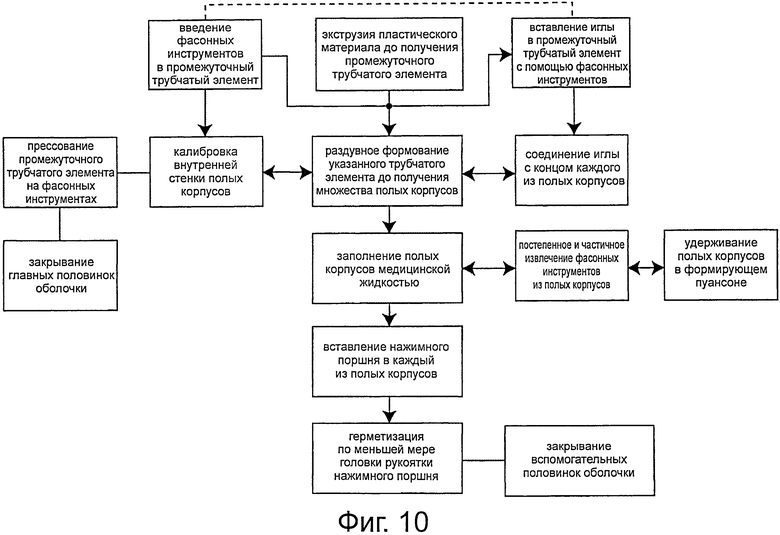
на фиг.10 показана блок-схема способа на фиг.1-9;
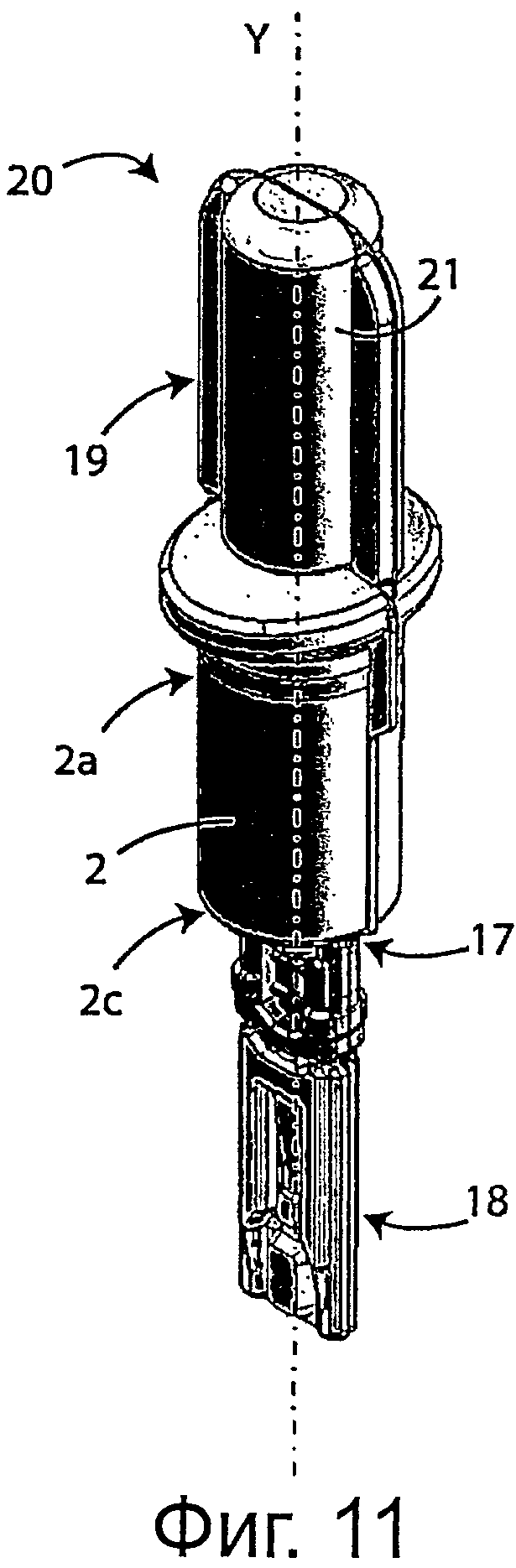
на фиг.11 показан шприц для медицинских инъекций, полученный с помощью способа на фиг.1-9, вид в аксонометрической проекции;
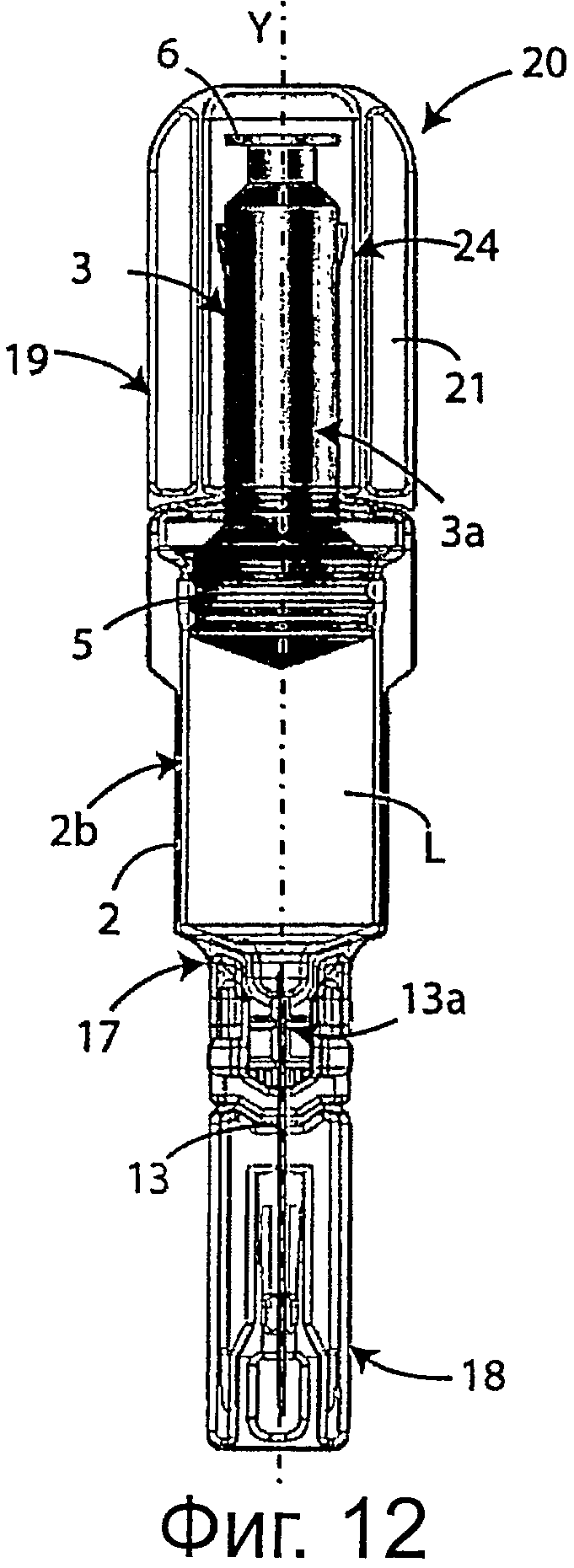
на фиг.12 - то же, вид в продольном сечении;
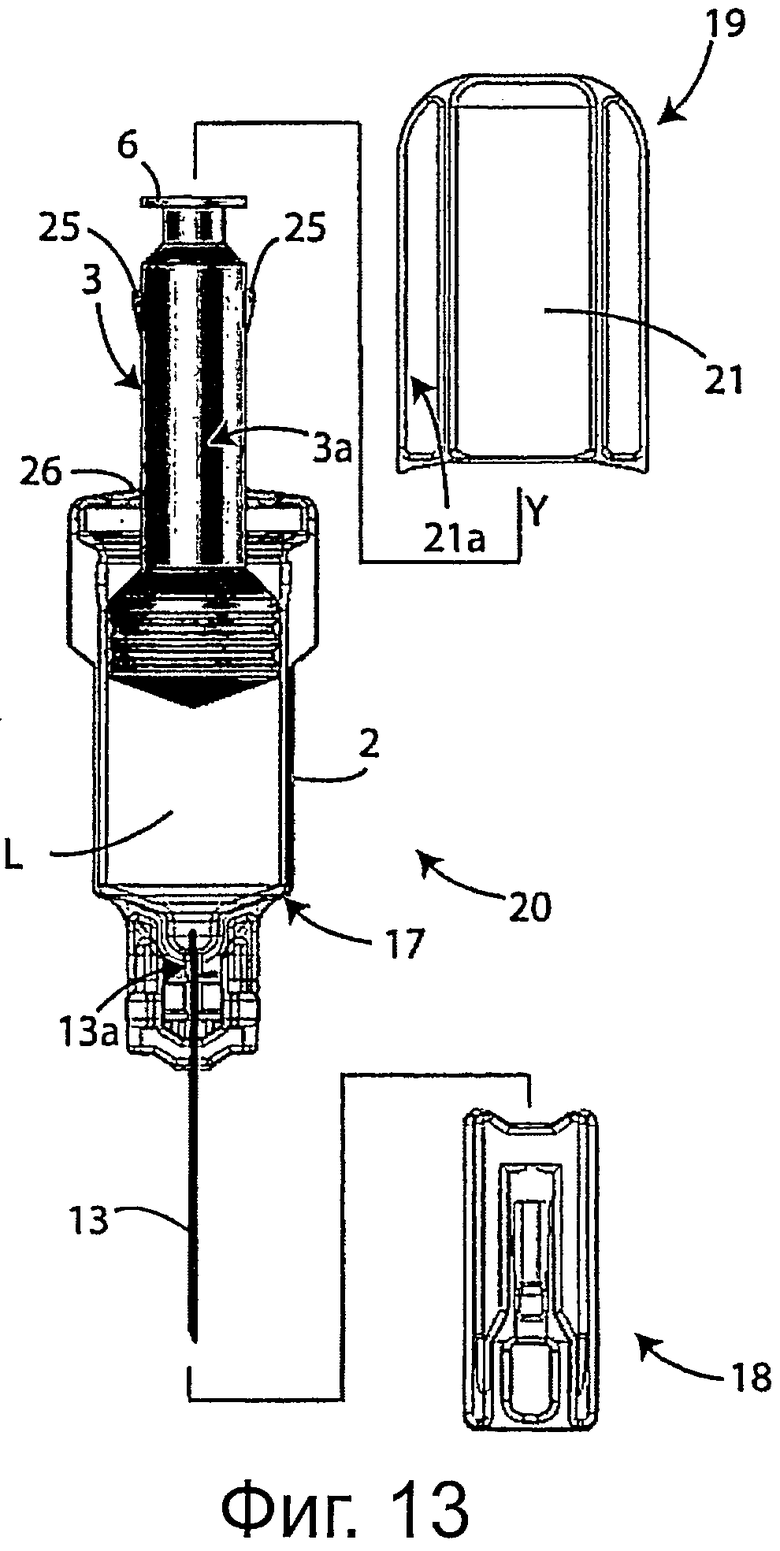
на фиг.13 - то же, в разобранном виде;
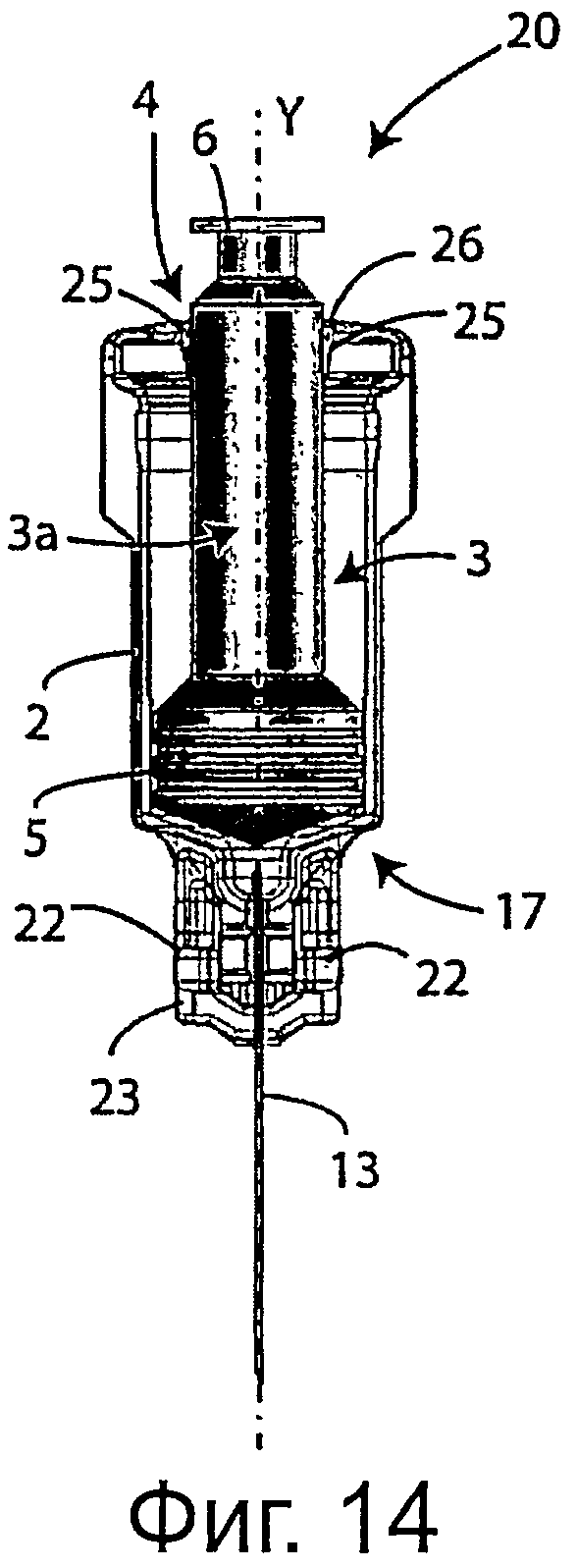
на фиг.14 - шприц, показанный на фиг.13, непосредственно после применения.
Способ изготовления и сборки шприца для медицинских процедур, в частности для инъекций, являющийся объектом изобретения, схематически изображен на фиг.1-9, а также на блок-схеме на фиг.10.
Согласно настоящему изобретению, такой способ включает в себя следующие операции в указанном порядке, на которых:
- осуществляют экструзию пластического материала при высокой температуре, например 200°С, для получения промежуточного трубчатого элемента 1, изготовленного из пластического материала в по меньшей мере частично расплавленном состоянии и называемого «заготовка»; операция показана на фиг.1;
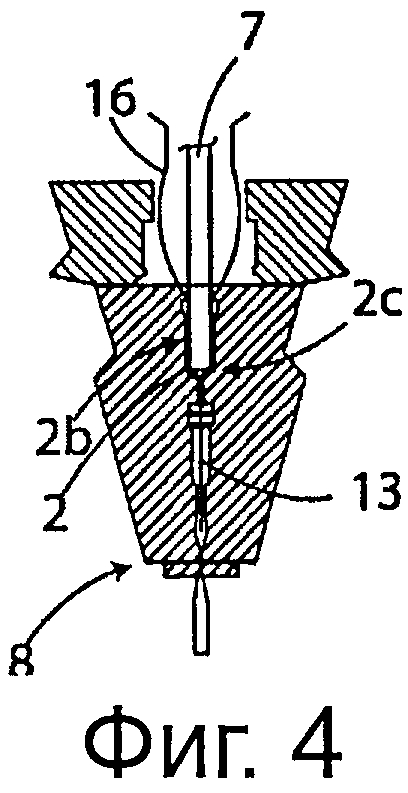
- выполняют выдувное формование промежуточного трубчатого элемента 1 для получения множества полых корпусов 2, как показано на фиг.4;
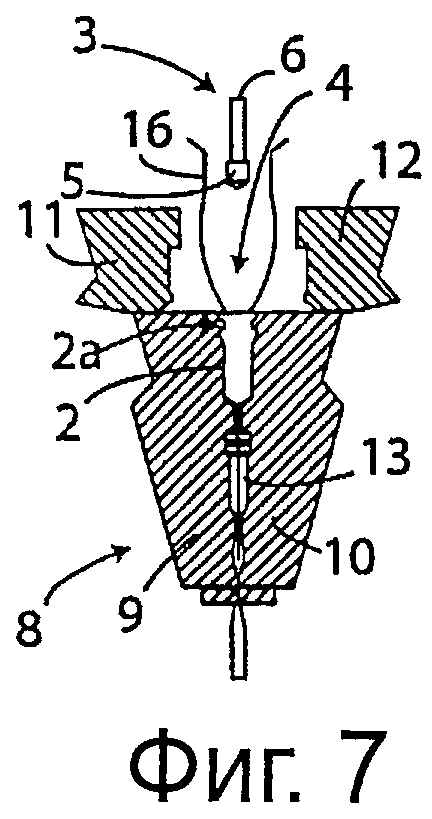
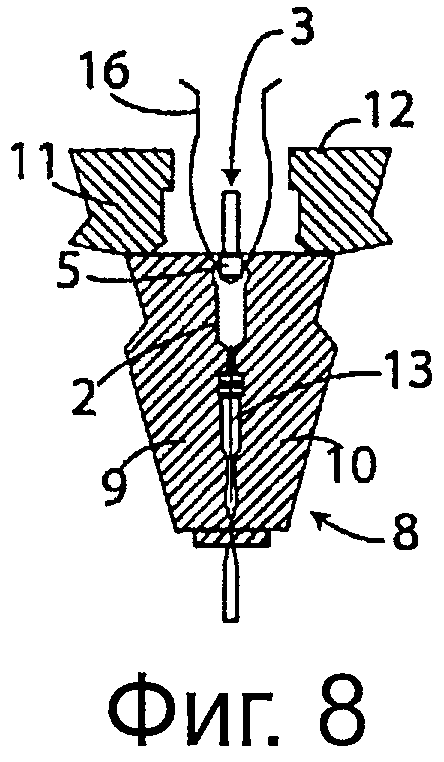
- плотно и по меньшей мере частично вставляют нажимной поршень 3 вовнутрь каждого из полых корпусов 2 непосредственно после операции раздувного формования (операции показаны на фиг.7 и 8).
Операции экструзии, выдувного формования и вставления нажимного поршня 3, указанные выше, производятся непрерывно на одном и том же промышленном оборудовании, в котором поддерживаются идеальные условия стерилизации.
В частности, нажимной поршень 3 вставляют через открытое входное отверстие 4, выполненное на первом конце 2а полого корпуса 2, в соответствующий полый корпус 2, располагая внутри последнего по меньшей мере плунжер 5 нажимного поршня 3 и оставляя выступающей по меньшей мере головку рукоятки 6 нажимного поршня.
Предпочтительно, но необязательно, способ согласно изобретению включает в себя операцию калибрования внутренней стенки 2b полых корпусов 2, выполняемую перед операцией вставления нажимного поршня 3 в полый корпус 2 и, на практике, одновременно с операцией экструзии, когда различные полые корпусы 2 остаются нагретыми и по меньшей мере частично в расплавленном и/или пластичном состоянии.
Понятно, что в других вариантах осуществления способа согласно изобретению, не представленных здесь, операция калибрования может влиять только на продольную часть внутренней стенки полых корпусов.
В частности, операция калибрования внутренней стенки 2b полых корпусов 2 заключается в операции обжатия промежуточного трубчатого элемента 1 на фасонных инструментах 7, предварительно введенных вовнутрь промежуточного трубчатого элемента 1, полученного при выполнении вышеупомянутой операции экструзии пластического материала.
Соответственно, операция калибрования внутренней стенки 2b полых корпусов 2 выполняется в рамках операции выдувного формования полых корпусов, отличаясь от последней только начальной фазой введения фасонных инструментов 7 в промежуточный трубчатый элемент 1.
Предпочтительно, каждый из фасонных инструментов 7 включает в себя в основном продольный цилиндрический элемент, так что внутренняя стенка 2b полых корпусов 2 имеет по существу прямолинейный профиль.
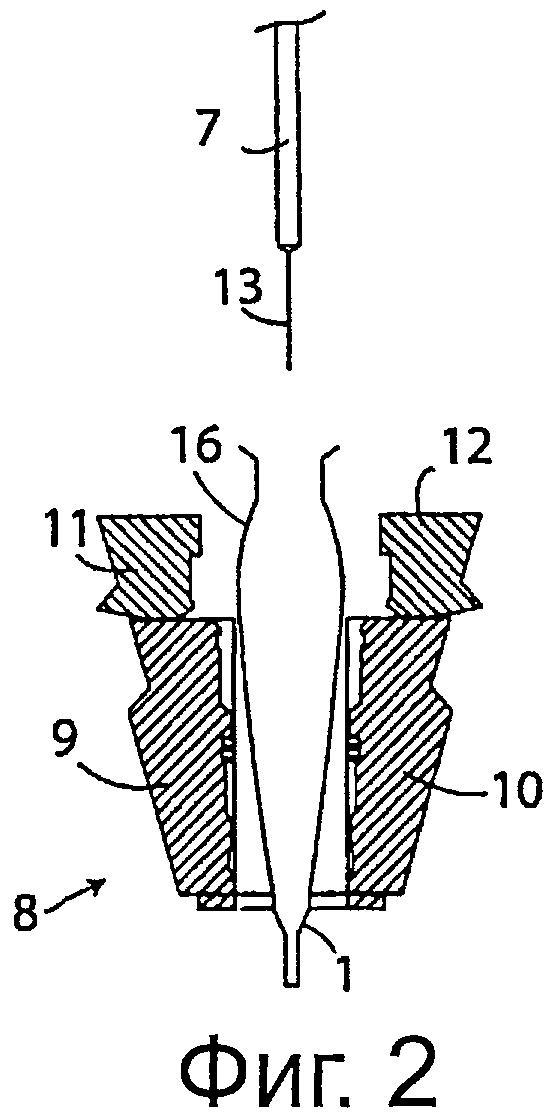
На фиг.1-9 показано, что операция экструзии и операция выдувного формования осуществляется внутри выдувной формы 8, известной в данной области техники.
Выдувная форма 8 в данном случае имеет некоторое число полостей, не показанных для простоты разъяснения, каждая из которых имеет наружный контур, почти соответствующий заданной форме соответствующего полого корпуса 2.
В частности, выдувная форма 8 включает в себя прежде всего две основные полуформы 9, 10, обращенные друг к другу и расположенные напротив друг друга, и две вспомогательные полуформы 11, 12, функционально связанные с основными полуформами 9, 10 и расположенные над ними.
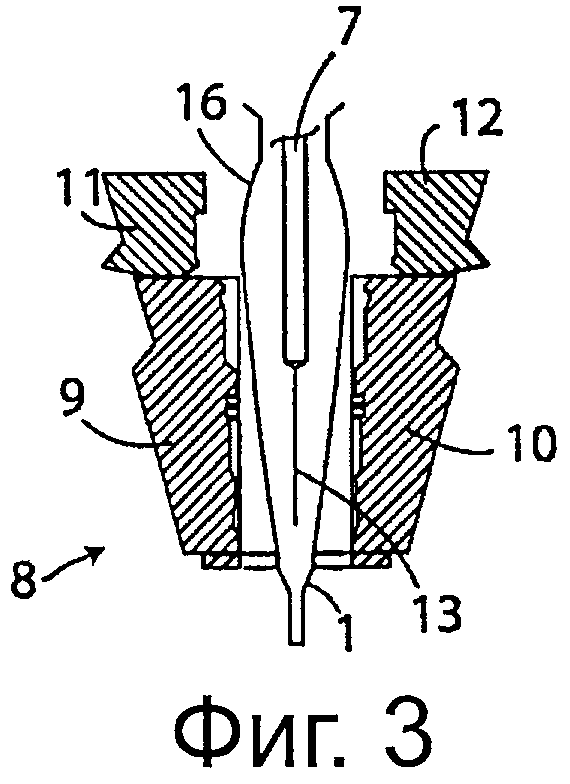
Выдувную форму 8 открывают как во время операции экструзии, когда основные полуформы 9, 10 удерживают на расстоянии от промежуточного трубчатого элемента 1, так и во время операции введения фасонного инструмента 7 в промежуточный элемент 1, когда основные полуформы 9, 10 приближают друг к другу и располагают рядом с промежуточным элементом 1.
Таким образом, операция обжатия промежуточного трубчатого элемента 1 на фасонных инструментах 1 заключается в операции закрывания нижней части выдувной формы 8, при которой смыкают основные полуформы 9, 10, располагая между ними промежуточный трубчатый элемент 1 и фасонные инструменты в по меньшей мере продольной секции полуформ 9, 10.
В предпочтительном, но не ограничивающем варианте осуществления изобретения способ согласно изобретению включает в себя операцию соединения со вторым концом 2 с, противоположным первому концу 2а каждого из полых корпусов 2, иглы 13 для инъекций и забора образцов, сообщающейся с внутренним объемом 14 соответствующего полого корпуса 2, выполняемую одновременно с операцией выдувного формования и операцией калибрования внутренней стенки 2b полых корпусов 2.
В частности, игла 13 соединяется с суженным носиком (не показано), выполненным на втором конце 2 с каждого из полых корпусов 2 посредством выдувной формы 8.
В связи с этим, как показано на фиг.2 и 3, способ согласно изобретению включает в себя подготовительную операцию вставления иглы 13 в промежуточный трубчатый элемент 1 посредством фасонных инструментов 7, выполняемую перед соответствующей операцией соединения иглы 13 со вторым концом 2 с соответствующего полого корпуса 2 и одновременно с операцией введения фасонных инструментов 7 вовнутрь промежуточного трубчатого элемента 1.
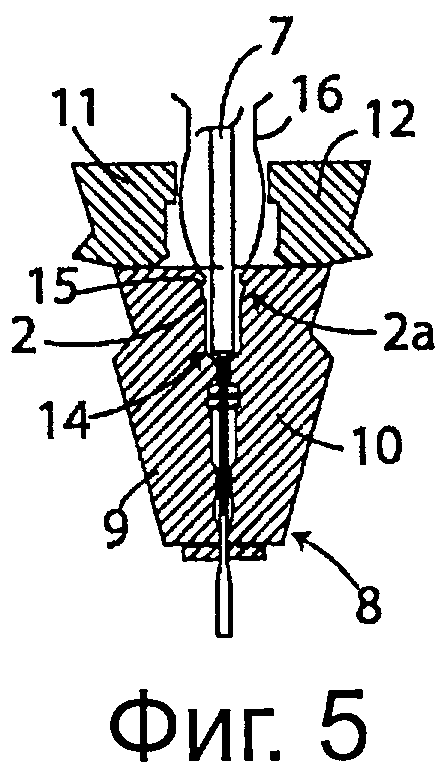
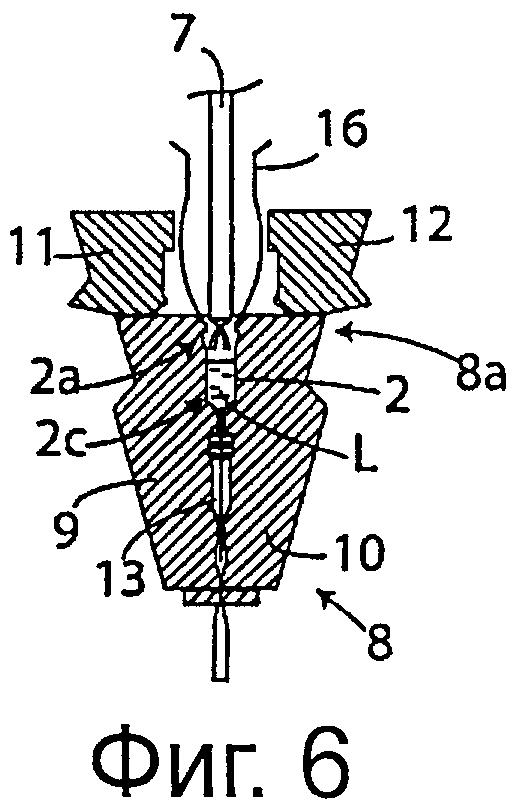
В соответствии с предпочтительным вариантом осуществления изобретения, как показано на фиг.6, способ включает в себя операцию заполнения полых корпусов 2 медицинской жидкостью L для получения предварительно заполненных однодозовых шприцев, один из которых изображен на фиг.11-14, на которых он обозначен ссылочной позицией 20.
Операцию заполнения полых корпусов 2 медицинской жидкостью L выполняют после операции выдувного формования полых корпусов 2 и перед операцией вставления нажимного поршня 3 в соответствующий полый корпус 2.
Способ также включает в себя операцию постепенного и частичного извлечения фасонных инструментов 7 из полых корпусов 2 на предварительно установленную длину, выполняемую во время операции заполнения полых корпусов 2 для определения объема, который может заполнить медицинская жидкость L внутри полых корпусов 2.
Перед извлечением или вытягиванием фасонных инструментов 7 из полых корпусов 2 в способе согласно изобретению обеспечивают частичное открывание выдувной формы 8, как показано на фиг.5, чтобы облегчить и сделать эффективной операцию извлечения: открывание выдувной формы 8 заключается в отодвигании основных полуформ 9, 10 друг от друга на определенное расстояние, порядка нескольких десятых долей миллиметра.
Согласно другим вариантам осуществления способа согласно изобретению, не показанным на приложенных чертежах, можно выполнять операцию извлечения фасонного инструмента из полого корпуса при закрытой выдувной форме.
Предпочтительно, способ согласно изобретению включает в себя операцию удерживания внутри выдувной формы 8 отформованных полых корпусов 2 после операции выдувного формования и во время операции извлечения фасонных инструментов 7 из полых корпусов 2.
Этот технический прием предотвращает нежелательное перемещение полых корпусов 2 вместе с фасонными инструментами 7 во время их обратного движения из полых корпусов 2, таким образом предотвращая повреждение структурной целостности корпусов.
Такая операция удерживания полых корпусов 2 предпочтительно осуществляется с помощью кольцевой канавки 15, выполненной на внутренней поверхности конца 8а выдувной формы 8.
Понятно, что в других вариантах осуществления способа согласно изобретению, не представленных здесь, операция удерживания полых корпусов может осуществляться посредством только одной канавки или посредством нескольких канавок, отделенных и отличающихся друг от друга.
Кроме того, в других вариантах осуществления способа согласно изобретению, не показанных на чертежах, операция удерживания полых корпусов, отформованных выдувным формованием, может осуществляться с помощью других операционных приемов или альтернативных систем и устройств.
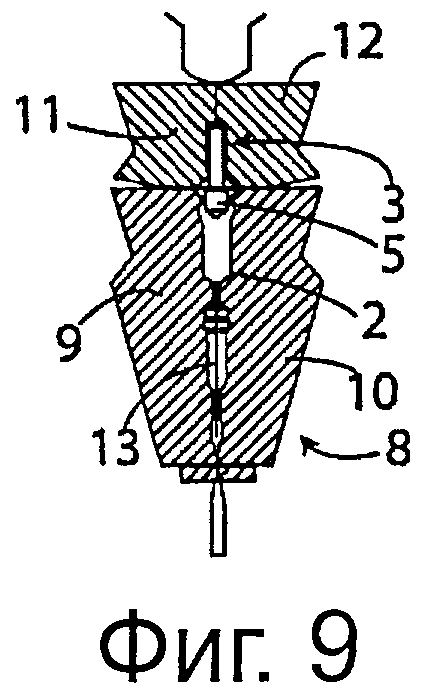
В соответствии с предпочтительным вариантом осуществления изобретения способ включает в себя операцию герметичного запечатывания головку рукоятки 6 и центральной части нажимного поршня 3, выступающей из соответствующего полого корпуса 2, выполняемую после операции плотного и по меньшей мере частичного вставления нажимного поршня 3 в полый корпус 2.
Такая операция герметичного запечатывания обеспечивает, по существу, упаковку шприца для медицинских процедур 20 без прерывания процесса по отношению к другим операциям, описанным выше, включая изготовление и полную сборку шприца 20.
Таким образом, настоящее изобретение обладает дополнительным преимуществом по сравнению с другими эквивалентными способами в случае однодозовых предварительно заполненных шприцев для инъекций.
Действительно, выполнение операции герметичного запечатывания части нажимного поршня 3, выступающей из соответствующего полого корпуса 2, непосредственно на предприятии производителя шприца 20 фактически устраняет операцию окончательной упаковки, выполняемой в настоящее время с известными шприцами производителями медицинских жидкостей.
Соответственно, изобретение позволяет уменьшить манипулирование шприцом или его составляющих элементов операторами по сравнению с предшествующим уровнем техники, ограничивая риск контаминации элементов и медицинской жидкости, вводимой в полый корпус шприца, а также облегчая и ускоряя операции полной сборки шприца.
Операция герметичного запечатывания головки рукоятки 6 и части нажимного поршня 3, выступающей из полого корпуса 2, заключается в операции закрывания верхней части, а именно вспомогательных полуформ 11, 12 выдувной формы 8:
посредством такой операции отрезок свободной части 16 промежуточного трубчатого элемента 1 (заготовки), изготовленного из пластического материала, спрессовывается напротив наружной поверхности головки рукоятки 6 и выступающей части нажимного поршня 3.
Кроме того, точно установлено, что весь описанный выше способ, состоящий из операций экструзии промежуточного элемента 1, выдувного формования для получения полых корпусов 2, калибрования внутренней стенки 2b каждого из них, присоединения иглы 13 к каждому из полых корпусов 2, заполнения полых корпусов 2, вставления нажимного поршня 3 в каждый полый корпус 2 и герметичного запечатывания по меньшей мере головки рукоятки 6, занимает в целом не более 20 секунд.
Наконец, следует подчеркнуть, что операции выдувного формования, калибрования внутренней стенки 2b полых корпусов 2, присоединения иглы 13 к каждому из полых корпусов 2 и заполнения полых корпусов 2 выполняется посредством фасонных инструментов 7.
Фактически, каждый фасонный инструмент 7 имеет сопло (не показано), которое помимо применения для калибрования внутренней стенки 2b полого корпуса 2, с которым оно вступает в контакт, также применяется для продувки воздухом и практически, осуществляет выдувное формование такого полого корпуса 2 и последующее заполнение его медицинской жидкостью L.
Кроме того, как упоминалось выше, каждый фасонный инструмент 7 применяется для поддержки иглы 13 при ее введении в промежуточный трубчатый элемент 1.
Помимо калибрования внутренней стенки 2b полого корпуса 2, фасонные инструменты 7 обеспечивают другое существенное преимущество по сравнению с предшествующим уровнем техники.
Действительно, при калибровании внутренней стенки 2а фасонные инструменты 7 охлаждают пластический материал и, что более важно, формующуюся внутреннюю стенку 2b полых корпусов 2.
Таким образом, способ согласно настоящему изобретению осуществляется более быстро по сравнению с предшествующим уровнем техники, обеспечивая идеальные условия для отсутствия или по меньшей мере максимального снижения риска биологической контаминации медицинской жидкости L, содержащейся в различных полых корпусах 2.
Поскольку считается, что полые корпусы шприцев часто заполняют термолабильными химическими или биологическими продуктами, чувствительными к нагреванию, приводящему к потере их качества, то преимущество, обеспечиваемое настоящим изобретением, сразу становится явным.
Таким образом, для этих продуктов данное изобретение обеспечивает уменьшение времени ожидания для введения жидкого продукта в медицинский контейнер, что предоставляет явные преимущества с точки зрения производственной эффективности.
В альтернативных вариантах осуществления изобретения, не показанных здесь, только одна или некоторые из операций выдувного формования, калибрования внутренней стенки полых корпусов, соединения иглы с каждым из полых корпусов и заполнения полых корпусов, проводятся с помощью фасонного инструмента.
На фиг.11-14 показан шприц для медицинских процедур 20, а именно для инъекций, непосредственно изготовленный с помощью описанного способа и как таковой являющийся объектом защиты настоящего изобретения.
Как можно отметить, шприц для инъекций 20 вытянут вдоль продольной оси симметрии Y и включает в себя полый корпус 2, нажимной поршень 3, имеющий плунжер 5 и головку рукоятки 6, выступающую из полого корпуса 2.
Шприц 20 также содержит иглу 13, соединенную на конце 13а с суженным носиком 17 полого корпуса 2 с помощью средств соединения, состоящих из пластического материала, который в расплавленном состоянии обжимают между основными полуформами 9, 10 выдувной формы 8 во время процесса раздувного формования.
Игла 13 также полностью закрыта средствами защиты, в общем обозначенными ссылочной позицией 18, нанесенными на иглу 13 снаружи и выполненными за одно целое с полым корпусом 2 во время операции выдувного формования, в процессе которого практически изготавливают колпачок для иглы 13 для условий, когда шприц 20 не используется.
В частности, средства защиты 18 содержат закрывающую оболочку, изготовленную из пластического материала и содержащую невидимые средства разрыва на полом корпусе 2, чтобы обеспечить практичное, легкое и быстрое отсоединение от полого корпуса 2, когда нужно использовать шприц 20.
Далее, на фиг.11-14 показано, что в соответствии с предпочтительным вариантом осуществления изобретения шприц для инъекций 20 также содержит средства герметизации, в целом обозначенные ссылочной позицией 19 и также изготовленные как единое целое с полым корпусом 2, за счет смыкания вспомогательных полуформ 11, 12 выдувной формы 8 во время завершающей части способа изготовления и сборки согласно настоящему изобретению.
Средства герметизации 19 охватывают или закрывают часть нажимного поршня 3, который выступает из полого корпуса 2, когда шприц 20 не применяется.
Таким образом, шприц 20, полученный с помощью способа в соответствии с изобретением, уже упакован, как видно из конструкции, показанной на фиг.11 и 12, и не требует дополнительных операций, процессов или обработки для выпуска в продажу, за исключением заполнения медицинской жидкостью в случае производства и выпуска в незаполненном виде.
Средства герметизации 19 включают закрывающую крышку 21, которая, как показано на фиг.13, легко отделяется оператором, поворачивающим ее вокруг продольной оси Y, от полого корпуса 2, когда нужно привести шприц 20 в состояние, показанное на фиг.14, для осуществления инъекции пациенту.
Удобно то, что, если шприц 20 является одноразовым, закрывающая крышка 21 применяется для закрывания иглы 13, когда завершается инъекция, и таким образом служит в качестве дополнительного колпачка безопасности для предотвращения случайного и иногда очень опасного контакта человека с уже использованной иглой 13.
В этом отношении внутренняя стенка 21а закрывающей крышки 21 содержит поднятые выступы (не показано), которые защелкиваются при нажатии внутри соответствующих бороздок 22, показанных на фиг.14 и выполненных внутри вкладыша, содержащего иглу 23 и зафиксированного на полом корпусе 2, для соединения закрывающей крышки 21 с иглой 13.
Предпочтительно, но необязательно, шприц 20 содержит средства удерживания, в целом обозначенные ссылочной позицией 24 и пригодные для надежного удерживания нажимного поршня 3 внутри полого корпуса 2 при завершении медицинской процедуры.
В частности, средства удерживания 24 содержат кольцевой выступ или множество фигурных выступов 25, выступающих от внешней стенки 3а нажимного поршня 3, и кольцевое ребро 26, расположенное на входном отверстии 4, противоположном суженному носику 17 полого корпуса 2.
Таким образом, из приведенного описания понятно, что способ изготовления и сборки шприца для медицинских процедур, являющийся объектом настоящего изобретения, достигает цели и обладает преимуществами, описанными выше.
При выполнении могут быть внесены изменения в способ согласно изобретению, заключающиеся, например, в получении полого корпуса шприца посредством операции раздувного формовании, например, с помощью выдувной формы с одной полостью.
В этом случае операционные режимы способа согласно изобретению, описанные выше, можно соответственно варьировать.
Далее, нажимной поршень может быть вставлен в соответствующий полый корпус дальше, чем описывалось ранее, так чтобы только головка рукоятки выступала из полого корпуса для манипуляции оператором.
Также точно установлено, что настоящее изобретение, несмотря на описание с частными ссылками на одноразовый предварительно заполненный шприц для инъекций, также распространяется на пустые шприцы, используемые для инъекций и других медицинских процедур, таких как отбор образцов крови или других жидкостей из организма человека или животного.
Понятно, что в способ согласно изобретению могут быть внесены многочисленные изменения без отклонения по этой причине от принципа новизны, присущей представленной здесь идее изобретения, поскольку ясно, что при практическом осуществлении изобретения материалы, формы и размеры показанных деталей могут иметь отличия в зависимости от требований и могут быть заменены эквивалентными материалами, формами и размерами.
Следует отметить, что в тех случаях, когда после конструктивных элементов и операций, упоминаемых в приведенной ниже формуле изобретения, следуют ссылочные номера или обозначения позиций, эти ссылочные обозначения служат только для лучшего понимания самой формулы изобретения и тем самым они не ограничивают толкование каждого из элементов, идентифицированных, например, только этими ссылочными обозначениями.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕДИЦИНСКИХ ИНСТРУМЕНТОВ | 2010 |
|
RU2535062C2 |
| УСТРОЙСТВО ДЛЯ АСЕПТИЧЕСКОГО ХРАНЕНИЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ И СБОРКИ | 2016 |
|
RU2684373C2 |
| ОДНОРАЗОВЫЙ ИНЪЕКТОР | 2003 |
|
RU2300396C2 |
| ШТОК ПОРШНЯ ШПРИЦА | 2015 |
|
RU2698216C2 |
| УСТРОЙСТВО ДЛЯ ВВОДА КАТЕТЕРА | 1996 |
|
RU2170593C2 |
| ПЛАСТМАССОВЫЙ ШПРИЦ С КРЫШКОЙ | 1995 |
|
RU2154502C2 |
| СОСУД ДЛЯ ВНУТРИВЕННОГО ВВЕДЕНИЯ ЛЕКАРСТВ | 1999 |
|
RU2218148C2 |
| КОНТЕЙНЕР С ПОЛОЙ ИГЛОЙ | 2006 |
|
RU2385707C2 |
| ПЛАСТИКОВЫЙ ФЛАНЕЦ ДЛЯ МЕДИЦИНСКОГО КОНТЕЙНЕРА, МЕДИЦИНСКИЙ КОНТЕЙНЕР, ВКЛЮЧАЮЩИЙ ЭТОТ ПЛАСТИКОВЫЙ ФЛАНЕЦ, И СПОСОБ ИЗГОТОВЛЕНИЯ ЭТОГО МЕДИЦИНСКОГО КОНТЕЙНЕРА | 2020 |
|
RU2818830C2 |
| УСТРОЙСТВО ДЛЯ ВНУТРИГЛАЗНОГО ВВЕДЕНИЯ ГАЗА | 2019 |
|
RU2775438C1 |
Способ изготовления и сборки шприца для медицинских процедур (20) включает в себя операции экструзии пластического материала для получения промежуточного трубчатого элемента (1), изготовленного из пластического материала в по меньшей мере частично расплавленном состоянии, и выполнения выдувного формования промежуточного трубчатого элемента (1) для получения по меньшей мере полого корпуса (2). В полый корпус (2) плотно и по меньшей мере частично вставлен нажимной поршень (3) немедленно после операции выдувного формования. Осуществляют калибрование по меньшей мере продольной части внутренней стенки (2b) полого корпуса (2), выполняемое при операции выдувного формования. Технический результат, достигаемый при использовании способа по изобретению, заключается в обеспечении исключения воздействия или контакта с внешними агентами, обеспечивающими возможность контаминации, за счет обработки в среде с высокой степенью микробиологической чистоты, обеспечении повышения скорости технологического процесса и упрощения оборудования. 14 з.п. ф-лы, 14 ил. 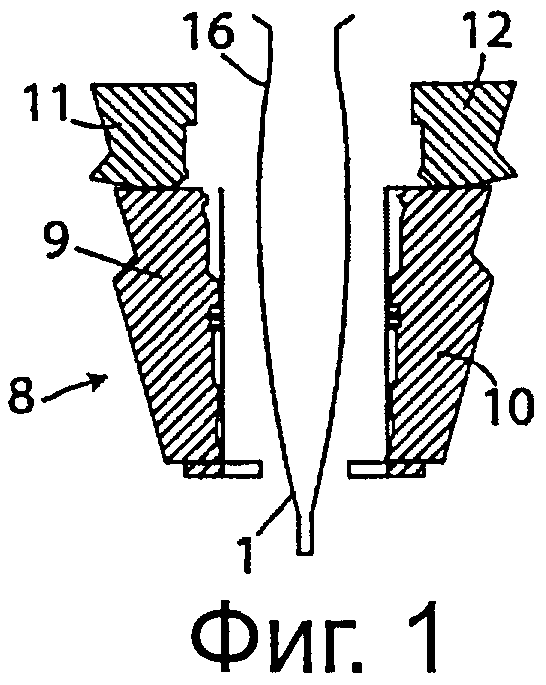
1. Способ изготовления и сборки шприца для медицинских процедур (20), включающий в себя по меньшей мере следующие операции, на которых
- экструдируют пластический материал для получения промежуточного трубчатого элемента (1) из пластического материала в по меньшей мере частично расплавленном состоянии;
- выполняют выдувное формование промежуточного трубчатого элемента (1) для получения по меньшей мере полого корпуса (2);
- осуществляют калибрование по меньшей мере продольной части внутренней стенки (2b) полого корпуса (2), выполняемое в рамках операции выдувного формования, пока полый корпус (2) остается нагретым и в по меньшей мере частично расплавленном и/или пластичном состоянии;
- вставляют плотно и по меньшей мере частично нажимной поршень (3) вовнутрь полого корпуса (2) непосредственно после операции выдувного формования, отличающийся тем, что операция калибрования внутренней стенки (2b) полого корпуса (2) представляет собой операцию обжатия трубчатого элемента (1) на по меньшей мере одном фасонном инструменте (7), предварительно введенном вовнутрь промежуточного трубчатого элемента (1), полученного с помощью операции экструзии пластического материала.
2. Способ по п.1, отличающийся тем, что операции экструзии, выдувного формования и вставления нажимного поршня (3) осуществляют непрерывно на одном и том же производственном оборудовании, в котором поддерживают идеальные условия стерилизации.
3. Способ по п.1, отличающийся тем, что в полый корпус (2) через открытое входное отверстие (4), выполненное на первом конце (2а) полого корпуса (2), вставляют нажимной поршень (3), располагая внутри полого корпуса (2) по меньшей мере плунжер (5) нажимного поршня (3) и оставляя выступающей по меньшей мере головку рукоятки (6) нажимного поршня (3).
4. Способ по п.1, отличающийся тем, что операцию экструзии и операцию выдувного формования осуществляют внутри выдувной формы (8), имеющей одну или несколько полостей, каждая из которых имеет наружный контур, соответствующий предварительно определенной форме полого корпуса (2), при этом форма (8) состоит по меньшей мере из двух основных полуформ (9, 10), обращенных друг к другу и расположенных напротив друг друга.
5. Способ по п.4, отличающийся тем, что выдувную форму (8) открывают как во время операции экструзии, когда основные полуформы (9, 10) удерживают на расстоянии от промежуточного трубчатого элемента (1), так и во время операции введения фасонного инструмента (7) в промежуточный трубчатый элемент (1), когда основные полуформы (9, 10) приближают друг к другу и располагают рядом с промежуточным трубчатым элементом (1).
6. Способ по п.1, отличающийся тем, что операция обжатия промежуточного трубчатого элемента (1) на фасонном инструменте (7) представляет собой операцию закрывания выдувной формы (8), когда основные полуформы (9, 10) перемещают таким образом, чтобы они были расположены рядом друг с другом, при этом между ними размещены промежуточный трубчатый элемент (1) и фасонный инструмент (7) вдоль по меньшей мере продольной длины основных полуформ (9, 10).
7. Способ по п.1, отличающийся тем, что он включает в себя операцию соединения со вторым концом (2с) полого корпуса (2), противоположным первому концу (2а), иглы (13) для инъекций или отбора проб, сообщающейся с внутренним объемом (14) полого корпуса (2), которую выполняют одновременно с операцией выдувного формования и операцией калибрования внутренней стенки (2b) полого корпуса (2).
8. Способ по п.7, отличающийся тем, что он включает в себя операцию вставления иглы (13) в промежуточный трубчатый элемент (1) с помощью фасонного инструмента (7), которую выполняют перед операцией соединения иглы (13) со вторым концом (2с) полого корпуса (2) и одновременно с операцией введения фасонного инструмента (7) в промежуточный трубчатый элемент (1).
9. Способ по п.1, отличающийся тем, что он включает в себя операцию заполнения полого корпуса (2) медицинской жидкостью (L), которую выполняют после операции выдувного формования полого корпуса (2) и перед операцией вставления нажимного поршня (3) в полый корпус (2).
10. Способ по п.9, отличающийся тем, что он включает в себя операцию постепенного и частичного извлечения фасонного инструмента (7) из полого корпуса (2) на предварительно заданную длину, которую выполняют во время операции заполнения полого корпуса (2) для определения объема, который может быть заполнен медицинской жидкостью (L), вводимой в полый корпус (2).
11. Способ по п.10, отличающийся тем, что он включает в себя операцию удерживания внутри выдувной формы (8) отформованного полого корпуса (2), которую выполняют после операции выдувного формования и во время операции извлечения фасонного инструмента (7) из полого корпуса (2).
12. Способ по любому из п.1, отличающийся тем, что он включает в себя операцию герметичного запечатывания по меньшей мере головки рукоятки (6) нажимного поршня (3), которую выполняют после операции плотного и по меньшей мере частичного вставления нажимного поршня (3) в полый корпус (2) для завершения упаковки шприца (20) для медицинских процедур.
13. Способ по п.12, отличающийся тем, что операция герметичного запечатывания по меньшей мере головки рукоятки (6) нажимного поршня (3) представляет собой операцию смыкания двух вспомогательных полуформ (11, 12) выдувной формы (8), во время которого по меньшей мере один участок свободной части (16) промежуточного трубчатого элемента (1), изготовленного из пластического материала, спрессовывается напротив внешней поверхности по меньшей мере головки рукоятки (6) нажимного поршня (3).
14. Способ по п.12, отличающийся тем, что операции экструзии, выдувного формования, калибрования внутренней стенки (2b), соединения иглы (13), заполнения полого корпуса (2), вставления нажимного поршня (3) и герметичного запечатывания по меньшей мере головки рукоятки (6) осуществляют в течение периода времени, не превышающего 20 секунд.
15. Способ по пп.1-14, отличающийся тем, что по меньшей мере одну из указанных операций выдувного формования, калибрования внутренней стенки (2b) полого корпуса (2), соединения иглы (14) с полым корпусом (2) и заполнения полого корпуса (2) выполняют с помощью фасонного инструмента (7).
| US 2003060749 A1,27.03.2003 | |||
| DE 4420594 A1,21.12.1995 | |||
| WO 2007007178 A1,18.01.2007 | |||
| EA 200800077 A1,30.06.2008 | |||
| ШПРИЦ | 1997 |
|
RU2196611C2 |
| ЩВАРЦ О | |||
| и другие, Переработка плаcтмасс, Санкт-Петербург, Профессия, 2005, с.62-65, 68-70, 72-74 | |||

