Изобретение относится к конвейерному транспорту, а именно к транспортировке грузов.
Известны ленточные конвейеры, имеющие корпус, тяговый элемент в виде бесконечной ленты из резинотканного материала, являющиеся и несущим элементом конвейера, привод, приводящий в движение барабан, натяжное устройство и роликовые опоры (см. Александров М.П., «Подъемно-транспортные машины», 6-е издание, переработанное. - М.: Высшая школа. 1985, стр.367-369, рис.207).
Недостатком описанной конструкции ленточного конвейера является быстрый выход из строя резинотканной ленты при транспортировке крупных кусков груза, например кусков отвального металлургического шлака.
Из области техники известны ленточные конвейеры со стальной лентой в виде тягового и несущего элемента, по устройству аналогичные описанным ранее. Толщина ленты 0,6-1,2 мм, шириной 350-1000 мм из углеродистой или нержавеющей холоднокатанной стали (см. Александров М.П. «Подъемно-транспортные машины», 6-е издание, переработанное. - М.: Высшая школа. 1985, стр.404-406).
Недостатком ленточных конвейеров со стальной лентой является низкий коэффициент трения транспортируемого груза на поверхности стальной ленты и при изменении наклона конвейера.
Для транспортировки магнитных и маломагнитных материалов в виде отвальных металлургических шлаков применяются ленточные конвейеры, содержащие ленту в виде тягового и несущего элемента и подмагничивающие элементы, расположенные в обечайках концевых барабанов и под рабочей ветвью ленты (см. патент SU 501025 B65G 15/18 «Магнитный ленточный конвейер», опубл. 30.01.1976 г.).
Недостатком описанной конструкции является разброс магнитного материала из-за различных магнитных свойств транспортируемого материала и неопределенности положения места, где действует магнитное поле барабана.
Известна конструкция ленточного конвейера (прототип), состоящая из корпуса, тягового элемента в виде бесконечной ленты из магнитоэласта, приводной футерованный и натяжной барабан, постоянные магниты (см. Спиваковский А.О., Дьячков В.К. «Транспортирующие машины», 3-е издание переработанное. - М., Машиностроение, 1983, стр.146-147, рис.4.36).
Недостатком конструкции ленточного конвейера, принятого за прототип, является невозможность извлечения кусков железа, называемых металлургами «корольками», из измельченного отвального металлургического шлака.
Технической задачей изобретения является разработка ленточного конвейера, позволяющего при транспортировке измельченного отвального металлургического шлака извлекать и отделять содержащиеся в нем кусочки железа, называемые металлургами «корольками».
Техническая задача решается за счет того, что тяговый элемент в виде ленты из резинотканного материала имеет постоянные магниты, закрепленные южными
полюсами, а на поверхности постоянных магнитов, имеющих северный полюс, размещена бесконечная стальная лента, а также имеются отжимные ролики диаметром 300-350 мм, выполненные из высокопрочного чугуна, а рабочая ветвь тягового элемента из резинотканного материала снабжена вибраторами, с амплитудой колебаний от 50 до 100 мм.
Постоянные магниты могут закрепляться на рабочей поверхности тягового элемента в виде ленты из резинотканного материала, как южными полюсами или северными полюсами, на эффективности работы предложенного конвейера это не влияет.
Сущность изобретения поясняется рисунком, на котором:
Фиг.1 - схематическое изображение ленточного конвейера предлагаемой конструкции.
Ленточный конвейер состоит из ведущего 1 и ведомого 2 шкивов, охваченный тяговым элементом 3, лентой из резинотканного материала, на поверхности которого закреплены постоянные магниты 4, бесконечная стальная лента 5 из углеродистой стали, лежащая на поверхности 6 постоянных магнитов 4, охватывающая оттяжные ролики 7 из высокопрочного чугуна диаметром от 300 до 350 мм, закрепленных на оси 8, ведущая ветвь 9 тягового элемента 3 имеет виброролики 10, с амплитудой колебания от 50 до 100 мм. Имеется бункер 11, из которого измельченный маломагнитный материал (Fe2O3, FeO) отвального металлургического шлака 12 с включениями кусочков железа 13, которые металлурги называют «корольками», а также емкость 14 для сбора измельченного маломагнитного материала (Fe2O3, FeO) отвального металлургического шлака 12 и емкость 15 для сбора кусочков железа 13 «корольков». Постоянные магниты 4 создают магнитное поле 16. Стальная бесконечная лента 5 имеет рабочую поверхность 17.
Предложенный ленточный транспортер работает следующим образом.
Ведущий шкив 1 приводит в движение тяговый элемент 3, а неприводной шкив 2 осуществляет натяжение тягового элемента 3. Постоянные магниты 4 прижимают к своей поверхности 6 бесконечную стальную ленту 5, на которую из бункера 11 поступает измельченный маломагнитный материал (Fe2O3, FeO) отвального металлургического шлака 12, в котором имеются кусочки железа 13, называемого металлургами «корольками». При движении стальная бесконечная лента 5 из углеродистой стали с измельченным металлургическим шлаком 12 поступает в зону действия вибророликов 10, закрепленных на оси 8, под действием которых масса металлургического шлака встряхивается, и под действием магнитного поля 16, создаваемого постоянными магнитами 4, кусочки железа 13 опускаются в сыпучем материале металлургического шлака 12 и прижимаются к рабочей поверхности 17 стальной бесконечной ленты 5 в районе ведомого шкива 2. Стальная бесконечная лента 5 при дальнейшем движении поступает на отжимные ролики 10. В результате, стальная бесконечная лента отходит от поверхности 6 постоянных магнитов 4 и магнитное поле 16 не может обеспечить удержание измельченного маломагнитного (Fe2O3, FeO) отвального металлургического шлака 12, и он, под действием гравитации, отрывается от поверхности и ссыпается в емкость 14, а кусочки железа 13 еще удерживаются магнитным полем 16. При дальнейшем движении стальной бесконечной ленты 5, расстояние стальной бесконечной ленты 5 увеличивается до диаметра 300-350 мм отжимных роликов 10, магнитное поле 16 постоянных магнитов 4 уже не в состоянии удерживать кусочки железа 13, и они, под действием силы гравитации, падают в емкость 15. Диаметр роликов 300-350 мм выбран из следующих соображений. При диаметре отжимных роликов 10 менее 300 мм некоторые кусочки железа 13 продолжают удерживаться магнитным полем 16, а при диаметре отжимных роликов более 350 мм увеличивается материалоемкость конструкции. Высокопрочный чугун в качестве материала отжимных роликов 10 принят из соображения наибольшей износостойкости (коэффициент скольжения холоднокатанной стали по чугуну минимальный), кроме того, как известно, чугун не намагничивается. Амплитуда колебания вибророликов 10 принята 50-100 мм из следующих соображений. При амплитуде менее 50 мм не происходит достаточного встряхивания измельченного отвального металлургического шлака 12, его разрыхление и, как следствие, неудовлетворительное извлечение кусочков железа 13. При амплитуде колебаний вибророликов 10 более 100 мм нерационально расходуется электроэнергия.
Предложенный ленточный конвейер позволяет эффективно извлекать кусочки железа из измельченного отвального металлургического шлака при минимальных энергетических затратах и, за счет этого, получить существенный экономический эффект.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ПЕРЕРАБОТКИ ОТВАЛЬНОГО МЕТАЛЛУРГИЧЕСКОГО ШЛАКА | 2014 |
|
RU2561941C1 |
| КОНВЕЙЕР КРУТОНАКЛОННЫЙ МАГНИТНЫЙ | 2014 |
|
RU2583444C2 |
| СПОСОБ ПЕРЕРАБОТКИ ОТВАЛЬНОГО СТАЛЕПЛАВИЛЬНОГО ШЛАКА | 2014 |
|
RU2572438C1 |
| УСТАНОВКА ВАЛКОВОГО ПОМОЛА | 2015 |
|
RU2632945C2 |
| ИНДУКТОР ДЛЯ ИЗМЕЛЬЧЕНИЯ МИНЕРАЛЬНОГО МАТЕРИАЛА | 2014 |
|
RU2554391C1 |
| СПОСОБ ПРАВКИ ПОЛОСЫ | 2010 |
|
RU2463122C2 |
| УСТАНОВКА АВТОНОМНОГО ТЕПЛО-И ХОЛОДОСНАБЖЕНИЯ ЗДАНИЙ И СООРУЖЕНИЙ | 2010 |
|
RU2455574C1 |
| КОНВЕРТЕР ДЛЯ ПРОИЗВОДСТВА СТАЛИ С ПРИМЕНЕНИЕМ КИСЛОРОДНОГО ДУТЬЯ | 2010 |
|
RU2451753C2 |
| ГРАФИТОВЫЙ (УГОЛЬНЫЙ) ЭЛЕКТРОД | 2009 |
|
RU2453410C2 |
| СПОСОБ ПЕРЕРАБОТКИ ОТВАЛЬНЫХ ШЛАКОВ | 1999 |
|
RU2145361C1 |
Ленточный конвейер содержит тяговый элемент (3) из резинотканного материала, охватывающий ведущий (1) и ведомый (2) шкивы, несущий элемент (5) в виде стальной ленты из углеродистой стали. На поверхности тягового элемента закреплены постоянные магниты (4), на которых размещен несущий элемент, охватывающий оттяжные ролики (7) из высокопрочного чугуна диаметром от 300 до 350 мм. Рабочая ветвь (9) тягового элемента имеет виброролики (10) с амплитудой колебания от 50 до 100 мм. Повышается эффективность извлечения кусочков железа из измельченного отвального шлака при минимальных энергетических затратах. 1 ил.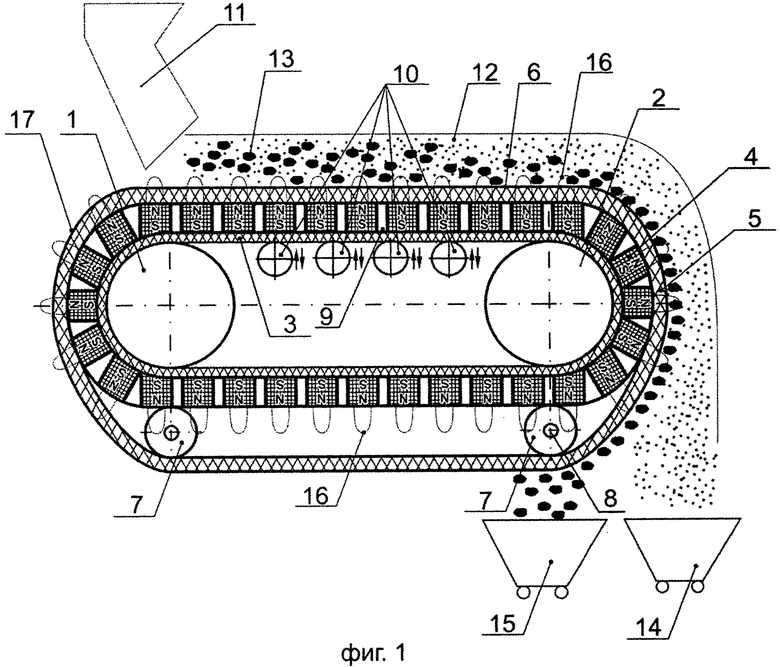
Ленточный конвейер, состоящий из корпуса тягового элемента в виде резинотканного материала, ведущего и ведомого шкивов, несущего элемента в виде стальной холоднокатанной ленты из углеродистой стали, отличающийся тем, что тяговый элемент в виде ленты из резинотканного материала имеет постоянные магниты, закрепленные южными полюсами, а на поверхности постоянных магнитов, имеющих северный полюс, размещена бесконечная несущая стальная лента, а также имеются отжимные ролики диаметром 300-350 мм, выполненные из высокопрочного чугуна, а рабочая ветвь тягового элемента из резинотканного материала снабжена вибраторами с амплитудой колебаний от 50 до 100 мм.
| МАГНИТНЫЙ КОНВЕЙЕР | 2004 |
|
RU2278068C1 |
| Способ транспортирования сыпучего материала и конвейер для его осуществления | 1981 |
|
SU1011470A1 |
| US 20120305368 A1, 06.12.2012 | |||

