Изобретение относится к графитовым (угольным) электродам, которые применяются при сварке и резке металлов.
В технике известны графитовые (угольные) электроды, закрепленные в держателе для работы косвенной дугой и изолированные друг от друга воздушной прослойкой (см. Хренов К.К. Сварка, резка и пайка металлов. М.: Машиностроение, стр.90-91, фиг.79).
Недостатком является сложность настройки положения рабочих концов электродов относительно друг друга по мере износа, что значительно снижает производительность электродуговой сварки.
Прототипом данного изобретения принят электрод, состоящий из двух частей, разделенных изолирующей прокладкой, состоящей из криолита. При этом на свободные концы подается «плюс» или «минус», а рабочие концы электрода соединяет металлическая перемычка (см. Сварка в СССР. T.1. Развитие сварочной техники и науки о сварке. Технологические процессы, сварочные материалы и оборудование. М.: Наука, 1981, стр.21). При подаче напряжения металлическая перемычка испаряется и между рабочими концами электродов возникает дуга.
Недостатком подобной конструкции электрода является то, что в случае выключения дуги по технологическим соображениям необходимо останавливать процесс сварки или резки металла, чтобы восстановить металлическую перемычку для зажигания дуги, а это, в свою очередь, ведет к потере производительности.
Техническая задача настоящего изобретения заключается в создании графитового (угольного) электрода, который легко включает сварочную дугу после ее выключения по технологическим соображениям без применения дополнительных устройств в виде металлических перемычек.
Техническая задача решается за счет того, что керамическая изолирующая прокладка из криолита содержит окись железа (Fе2O3) и порошок алюминия (Al) или меди (Cu), или магния (Mg), металлов более активных по сравнению с железом (Fe), причем состав материала керамической изолирующей прокладки составляет: 40-50 частей окиси железа (Fe2O3), 10-12 частей порошка алюминия (Al) или меди (Cu), или магния (Mg), металлов более активных по сравнению с железом (Fe), остальное - криолит. При этом размер частиц окиси железа (Fe2O3) и алюминия (Al) или меди (Cu), или магния (Mg) составляет от 0.5 до 1 мм.
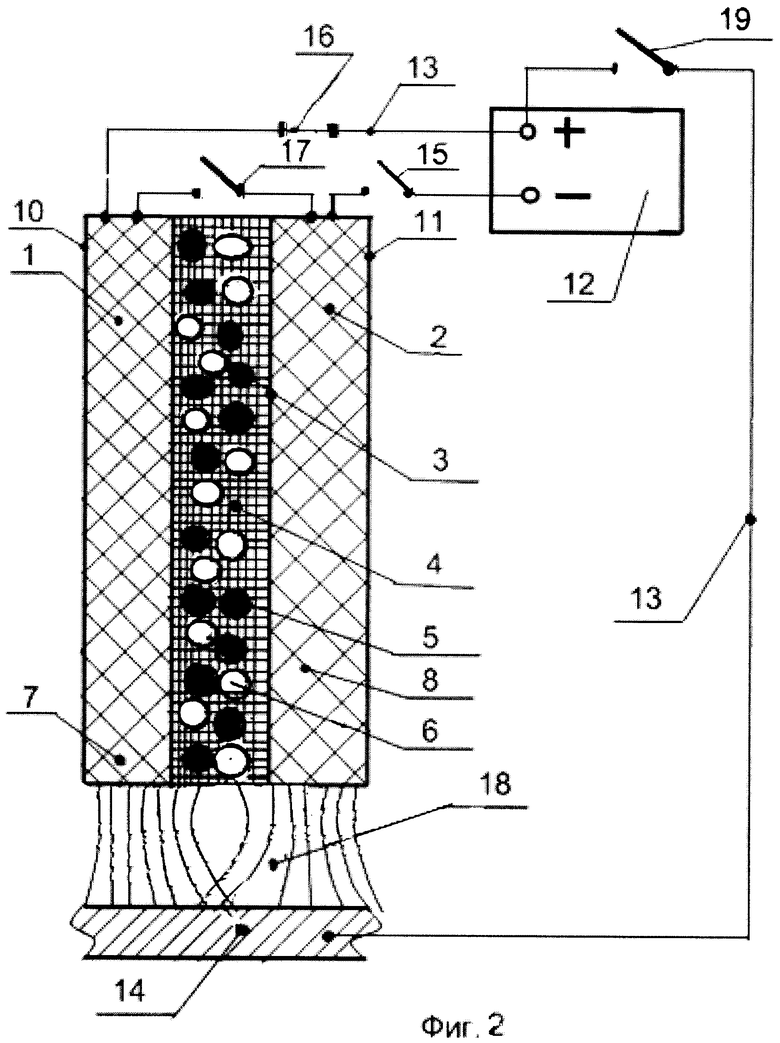
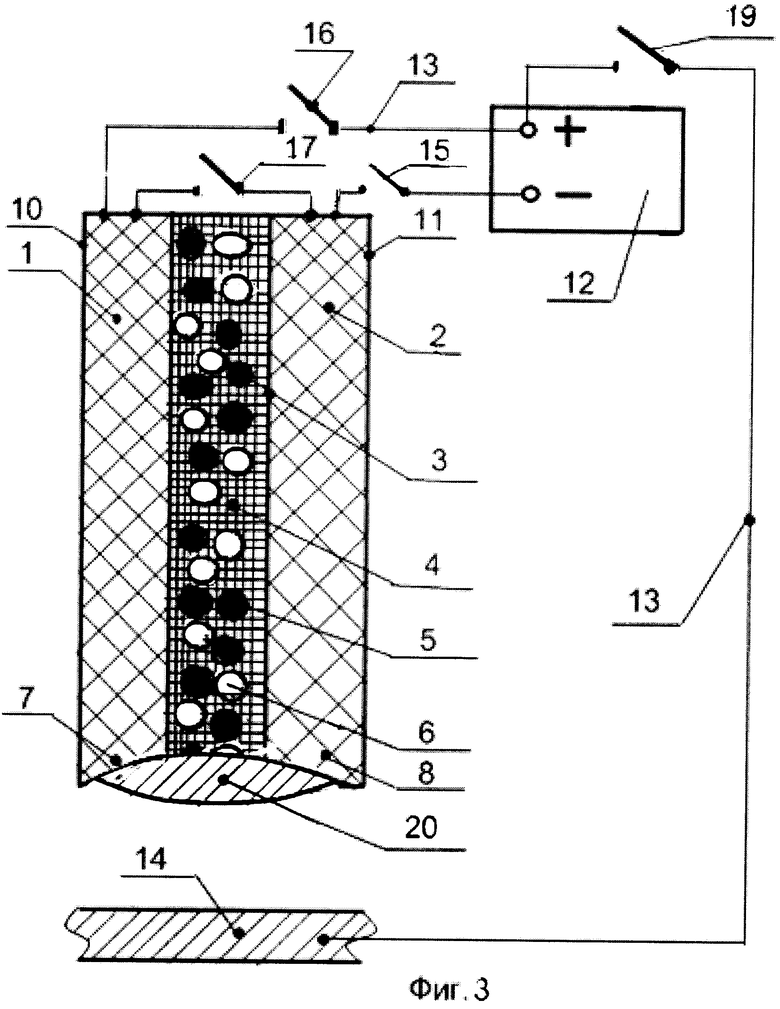
На фиг.1 показан графитовый (угольный) электрод предлагаемой конструкции, на фиг.2 показан графитовый (угольный) электрод в рабочем состоянии, на фиг.3 показан графитовый (угольный) электрод в режиме остановки.
Графитовый (угольный) электрод состоит из левой части 1 и правой части 2, разделенных керамической изолирующей прокладкой 3, содержащей криолит 4, частицы 5 окиси железа (Fe2O3) и частицы 6 алюминия (Al), или меди (Cu), или магния (Mg), металла, более активного по отношению к железу. При этом состав материала керамической изолирующей прокладки включает в себя: 40-50 частей окиси железа (Fe2O3), 10-12 частей порошка алюминия (Al), или меди (Cu), или магния (Mg), металлов, более активных по сравнению с железом (Fe), остальное - криолит. Размер частиц окиси железа (Fe2O3) и алюминия (Al) составляет от 0.5 до 1 мм. Рабочие концы 7 и 8, соответственно, левой и правой частей 1 и 2 графитового (угольного) электрода соединены металлической перемычкой 9. На рабочие концы 10 и 11 соответственно левой и правой частей 1 и 2 графитового (угольного) электрода от источника питания 12 (генератора или выпрямителя) по проводам 13 подается рабочее напряжение, а также и через него - к обрабатываемому металлу 14. Контакты 15, 16, 17 и 19 необходимы для управления электрической дугой 18 (см. фиг.2), при выключении которой и охлаждении электрода между рабочими концами 7 и 8 в результате химической реакции образуется электропроводящая прослойка железа 20.
Графитовый (угольный) электрод предложенной конструкции работает следующим образом. При включении выключателя 16 и выключателя 15 (фиг.1) рабочее напряжение подается от источника (генератора или выпрямителя) питания 12 по проводам 13 на свободные концы 10 и 11 соответственно левой и правой частей 1 и 2 графитового (угольного) электрода. В результате прохождения электрического тока большой плотности металлическая перемычка 9 испаряется, обеспечивая зажигание (фиг.2) электрической дуги 18 между частями 1 и 2 графитового (угольного) электрода, что обеспечивает (сварку, резку) обрабатываемого металла 14 косвенной дугой. Равномерный износ частей 1 и 2 графитового (угольного) электрода исключает необходимость регулировки взаимного расположения концов 7 и 8 электродов, что способствует увеличению производительности. При размыкании контакта 16 (фиг.3) происходит отключение электрического тока, электрическая дуга 18 гаснет, но вблизи поверхности рабочих концов 7 и 8 частей 1 и 2 графитового (угольного) электрода, в зоне температуры выше 1500°С, происходит расплавление и смешение частиц 5 окиси железа (Fe2O3), алюминия (Al), или меди (Cu), или магния (Mg) в жидком криолите, при этом интенсивно протекает реакция восстановления алюминием (Al), или медью (Cu), или магнием (Mg), металлами, более активными по отношении к железу (Fe), окиси железа (Fe2O3):
Fe2O3+Al→Fe+Al2O3
Fe2O3+Cu→Fe+CuO
Fe2O3+Mg→Fe+MgO
В результате, при дальнейшем охлаждении электрода между рабочими контактами 7 и 8 соответственно левой и правой частей 1 и 2 графитового (угольного) электрода образуется прослойка 20 из железа, которая в дальнейшем, при замыкании контакта 16, испаряется, обеспечивая повторное зажигание электрической дуги 18. В таком режиме электрод может работать устойчиво, вплоть до полного сгорания. Надежное включение электрической дуги в процессе работы предложенного графитового (угольного) электрода делает работу сварщика комфортной и способствует повышению производительности. При технологической необходимости вести обработку прямой дугой, после зажигания электрической дуги 18, включатель 15 отключается, и включаются выключатели 17 и 19. От источника (генератора или выпрямителя) питания 12 «плюс» по проводам 13 подается на графитовый (угольный) электрод, состоящий из левой и правой частей 1 и 2 и который при включении выключателя 17 превращается в единый электрод, а «минус» по проводам 13 подается на разрезаемый металл 14.
Практика эксплуатации графитовых (угольных) электродов предложенной конструкции показала, что эффективно он работает, когда состав керамической изолирующей прослойки составляет: 40-50 частей окиси железа (Fe2O3), 10-12 частей порошка алюминия (Al), или меди (Cu), или магния (Mg), остальное - криолит. Если состав изолирующей прокладки меньше нижнего предела, т.е. 40 частей окиси железа (Fe2O3) и менее 10 частей порошка алюминия (Al), или меди (Cu), или магния (Mg), a остальное - криолит, то реакция восстановления железа алюминием не протекает и железная прослойка 19 между рабочими концами 7 и 8 не образуется, что, в свою очередь, не позволяет зажигать электрическую дугу 18 повторным включением контакта 16. Если же состав изолирующей прокладки 3 содержит более 50 частей окиси железа (Fe2O3) и более 12 частей порошка алюминия (Al), а остальное - криолит, то начинается произвольная реакция восстановления железа, аналогичная термической сварке с большим выделением тепла и графитовый (угольный) электрод разрушается.
Размер частиц 4 частей окиси железа (Fe2O3) и порошка алюминия (Al) в пределах от 0.5 мм до 1 мм также имеет практическое значение. Измельчение частиц менее 0.5 мм требует существенного увеличения затрат на выполнение этой операции, а в случае, если частицы крупнее 1 мм, затрудняется качественное перемешивание и получение эффективной керамической изолирующей прокладки 3.
Предложенный графитовый (угольный) электрод существенно облегчает работу сварщика и повышает производительность.
| название | год | авторы | номер документа |
|---|---|---|---|
| ДИСКОВЫЙ ЭЛЕКТРОД | 2009 |
|
RU2494863C2 |
| СПОСОБ ПЕРЕРАБОТКИ ОТВАЛЬНОГО СТАЛЕПЛАВИЛЬНОГО ШЛАКА | 2014 |
|
RU2572438C1 |
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ МЕТАЛЛИЧЕСКИХ ПОКРЫТИЙ НА СТЕКЛЯННЫЕ ИЛИ КЕРАМИЧЕСКИЕ МИКРОШАРИКИ | 2014 |
|
RU2556161C1 |
| СПОСОБ РЕЗКИ МЕТАЛЛИЧЕСКОЙ ЗАГОТОВКИ ДИСКОВЫМ ЭЛЕКТРОДОМ | 2010 |
|
RU2465996C2 |
| УСТАНОВКА ДЛЯ ПЕРЕРАБОТКИ ОТВАЛЬНОГО МЕТАЛЛУРГИЧЕСКОГО ШЛАКА | 2014 |
|
RU2561941C1 |
| ЛЕНТОЧНЫЙ КОНВЕЙЕР | 2013 |
|
RU2535345C1 |
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ МЕТАЛЛИЧЕСКОГО ПОКРЫТИЯ НА ПОЛЫЕ МИКРОСФЕРЫ | 2014 |
|
RU2572007C1 |
| НАГРЕВАТЕЛЬ | 2010 |
|
RU2459158C2 |
| УСТАНОВКА ВАЛКОВОГО ПОМОЛА | 2015 |
|
RU2632945C2 |
| ДИСКОВЫЙ СОСТАВНОЙ ЭЛЕКТРОД ДЛЯ РЕЗКИ МЕТАЛЛИЧЕСКИХ ЗАГОТОВОК | 2010 |
|
RU2461451C2 |
Графитовый или угольный электрод используют в технике для резки и сварки металла. Электрод состоит из левой и правой частей. Части электрода разделены керамической изолирующей прокладкой. Керамическая прокладка состоит из криолита, частиц окиси железа (Fe2O3) и частиц более активного по отношению к железу металла размером от 0.5 до 1 мм, в виде частиц алюминия, или магния, или меди. Состав материала керамической изолирующей прокладки: 40-55 частей окиси железа (Fe2О3), 10-15 частей порошка более активного по сравнению с железом металла в виде алюминия, или магния, или меди, остальное - криолит. Техническим результатом изобретения является создание графитового или угольного электрода, который легко включает сварочную дугу после ее выключения по технологическим соображениям без применения дополнительных устройств в виде металлических перемычек. 1 з.п. ф-лы, 3 ил.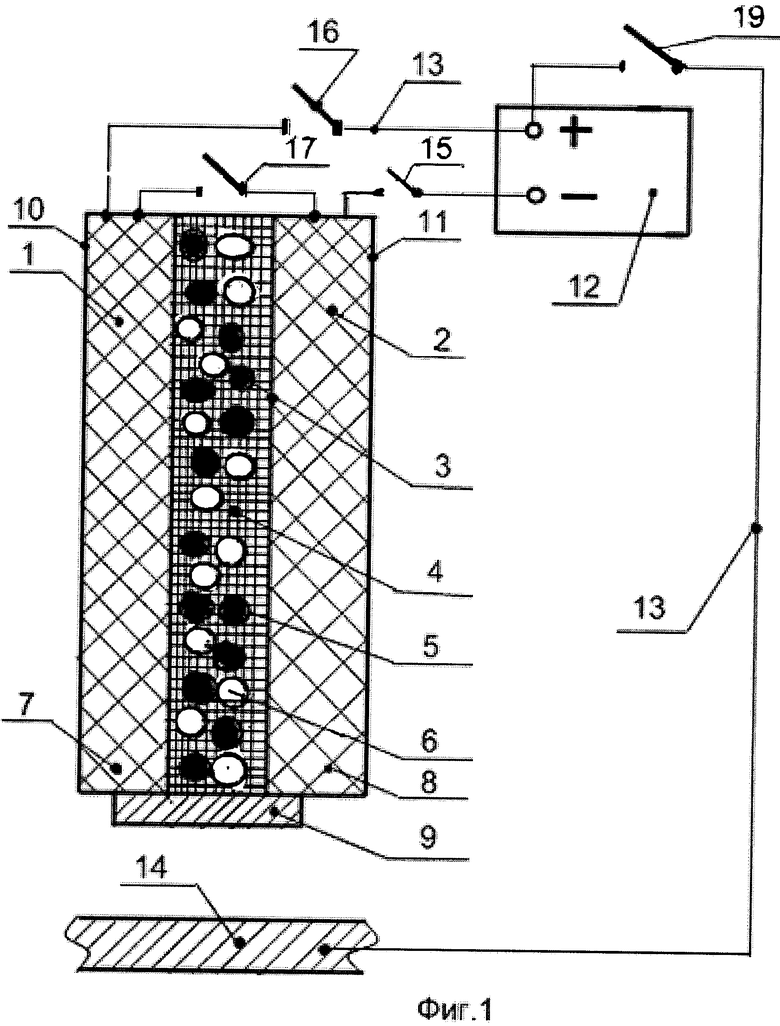
1. Графитовый или угольный электрод, состоящий из левой и правой частей, разделенных керамической изолирующей прокладкой, источника питания в виде генератора или выпрямителя, проводов для подачи напряжения на левую и правую части электрода, а рабочие концы соединены металлической перемычкой, отличающийся тем, что керамическая изолирующая прокладка содержит частицы окиси железа (Fe2O3) и частицы металла, более активного по отношению к железу, размером от 0.5 до 1 мм в виде частиц алюминия, или меди, или магния.
2. Электрод по п.1, отличающийся тем, что керамическая изолирующая прокладка содержит 40-50 частей окиси железа (Fe2O3) и 10-12 частей металла, более активного по отношению к железу, в виде алюминия, или меди, или магния.
| Сварка в СССР | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Технологические процессы, сварочные материалы и оборудование | |||
| - М.: Наука, 1981 | |||
| RU 2000128127 А, 27.01.2003 | |||
| Электрод для дуговых процессов в активных газовых средах | 1982 |
|
SU1082595A1 |
| ПРУЖИННЫЕ ВЕСЫ | 1927 |
|
SU6829A1 |
| Устройство для опрокидывания емкостей | 1986 |
|
SU1323488A1 |

