Изобретение относится к механической обработке металлов, в частности к металлорежущему инструменту для нарезания зубьев зубчатых колес наружного или внутреннего зацепления, и может найти применение для финишной обработки внутренних зубьев высокой твердости эвольвентных шлицевых соединений.
Необходимость финишной обработки зубьев высокой твердости (свыше 35 HRC) эвольвентных шлицевых соединений связана с неизбежными изменениями геометрии детали после термической и особенно термохимической обработки (цементации). Величина изменений достигает до 0,5 мм по отклонениям в отверстиях относительно небольшого диаметра. Устранение погрешностей внешних зубьев эвольвентных шлицевых соединений осуществляют зубошлифованием. Но обработка шлифованием внутренних зубьев указанных соединений, особенно в отверстиях небольшого диаметра (от 60 до 200 мм), требует применения специальных устройств и является трудоемкой операцией. Финишная обработка зубьев твердостью свыше 35 HRC способом зубодолбления инструментом типа стандартных долбяков достаточно эффективна, но имеет ограниченное применение из-за высокой трудоемкости изготовления инструмента. Трудоемкость изготовления относительно крупного многозубого инструмента из твердого сплава связана с ограниченными возможностями обработки зубьев для получения оптимальных параметров геометрии режущей части инструмента (переднего угла, заднего угла и угла наклона режущей кромки).
Известен сборный долбяк для обработки зубчатых колес, включающий корпус в виде фланца и зубодолбежный инструмент, соединенный с корпусом винтами, у которого зубья режущей части нарезаны после соединения.
(RU 29488, B23F 21/10, опубликовано 20.05.2003)
Наиболее близким по технической сущности является сборный долбяк для обработки зубчатых колес, состоящий из корпуса в виде кольца, в котором на внешней части выполнены клиновидные пазы с наклонным дном. В пазы установлены режущие зубья, закрепленные в осевом направлении посредством прижимной гайки и стопорного кольца.
(SU 1268324, B23F 21/10, опубликовано 07.11.1986)
Недостатком известных инструментов является ограниченность их использования для финишной обработки внутренних зубьев эвольвентных шлицевых соединений, трудоемкость изготовления и ограниченность использования в отверстиях небольшого диаметра (от 60 до 200 мм), стесненные условия стружкообразования при срезании одним зубом стружки по всему периметру впадины зуба, а также сложность обеспечения точности взаимного расположения всех зубьев.
Задачей и техническим результатом изобретения является создание долбяка с уменьшенным числом режущих зубьев, снижение трудоемкости изготовления и повышение точности инструмента.
Технический результат достигается тем, что сборный долбяк для финишной обработки внутренних зубьев эвольвентных шлицевых соединений включает корпус и закрепленные в нем режущие зубья, причем корпус выполнен в виде цилиндра и в торце снабжен пазом, в котором размещены два режущих зуба, снабженные вершинной и боковой режущими кромками, при этом режущие зубья закреплены в пазу прижимной планкой и винтом, а ширина паза равна длине общей нормали между боковыми режущими кромками режущих зубьев.
Технический результат также достигается тем, что контактирующие в пазу грани прижимной планки и режущих зубьев выполнены под углом с формированием их клинового соединения; вылет режущих зубьев регулируют эксцентриковыми упорами, размещенными в пазу в контакте с плоскими торцами режущих зубьев, а корпус дополнительно снабжен конусом Морзе.
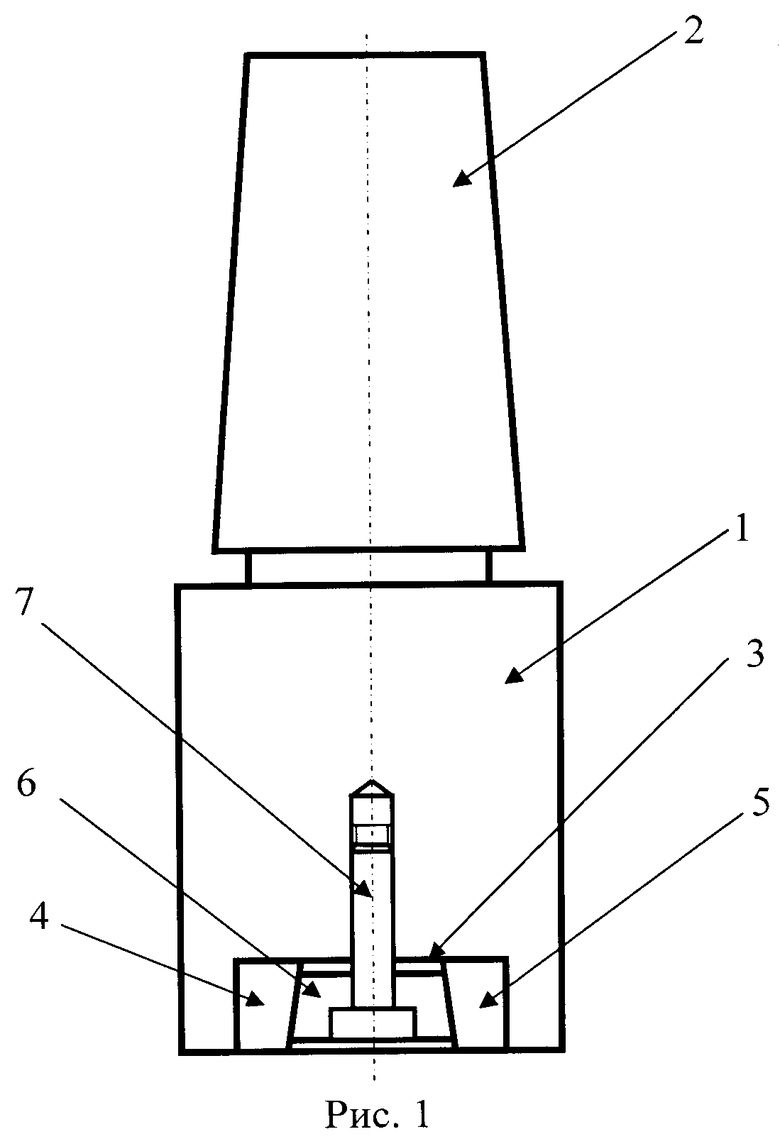
Предлагаемая конструкция сборного долбяка (рис.1-2) эффективна при замене «исходного долбяка» с числом зубьев Z, не кратным числу обрабатываемых зубьев зубчатого колеса. Конструкция сборного долбяка по изобретению включает (рис.1) корпус 1 в виде цилиндра, который с одной стороны может быть снабжен конусом Морзе 2 для крепления в зубодолбежном станке, а с другой стороны - пазом 3, преимущественно прямоугольного сечения с взаимно параллельными боковыми базовыми плоскостями, расстояние между которыми W (ширина паза) равно длине общей нормали между боковыми режущими кромками режущих зубьев. В пазу 3 (рис.2) размещены два выступающих режущих зуба 4 и 5, изготовленных из твердосплавных пластин. Режущие зубья 4 и 5 закреплены в пазу прижимной планкой 6 и винтом 7, причем наиболее оптимальным является выполнение сопрягаемых в пазу граней прижимной планки 6 и режущих зубьев 4 и 5 под углом с формированием их клинового соединения. Вылет режущих зубьев 4 и 5 регулируют эксцентриковыми упорами 8, размещенными в пазу в контакте с плоскими торцами режущих зубьев.
Предлагаемая конструкция инструмента с уменьшенным числом режущих зубьев позволяет осуществить шлифования профильной части (вершинной и боковой режущих кромок) двух зубьев долбяка в условиях свободного доступа шлифовальным кругом на профилешлифовальном станке и использование одной базовой плоскости при установке режущих зубьев в корпус инструмента. Шлифование профиля зубьев инструмента вне корпуса и контроль положения зубьев в корпусе изменением величины ширины паза W - общей нормали между боковыми режущими кромками режущих зубьев 4 и 5 - снижает трудоемкость и повышает точность изготовления сборного долбяка по изобретению.
Применение инструмента осуществляют на зубодолбежном станке при взаимосвязанном вращении инструмента и обрабатываемого изделия: непрерывном возвратно-поступательном движении инструмента параллельно оси вращения изделия и периодической подаче инструмента в радиальном к оси вращения изделия направлении.
Инструмент устанавливают конусом Морзе 2 в конусное отверстие оправки, закрепленной в шпинделе зубодолбежного станка. Точность установки инструмента контролируют по радиальному и торцевому биению наружной и торцевой поверхностей двух режущих зубьев. Изменение положения режущих зубьев (вылет зубьев) осуществляют поворотом эксцентриковых упоров 8. Обрабатываемое изделие - втулку эвольвентного шлицевого соединения - устанавливают на столе зубодолбежного станка, и точность его установки контролируют по радиальному и торцевому биению. Цепь деления станка (взаимосвязанное вращение инструмента и заготовки) настраивается в соответствии с числом зубьев zn «исходного долбяка» и обрабатываемого изделия. Число двойных ходов «n» возвратно-поступательного движения инструмента зависит от скорости резания Vp и длины L перемещения инструмента вдоль оси заготовки за один цикл возвратно-поступательного движения и определяется зависимостью
Скорость резания Vp зависит от твердости поверхности обрабатываемых зубьев, которая при обработке зубьев твердостью 40 HRC была принята равной Vp=0,5 мс-1.
Величина длины хода инструмента устанавливается в зависимости от ширины «b» зубчатого венца с учетом длины Δ1 участка от начала движения инструмента до начала резания и длины Δ2 окончания резания и возвратного движения инструмента для последующего хода
L=b+Δ1+Δ2.
Два зуба сборного долбяка по изобретению вводят во впадину обрабатываемых зубьев втулки так, чтобы их боковые режущие кромки касались боковых поверхностей обрабатываемых зубьев. После включения цикла обработки и вращения инструмента и заготовки режущую часть инструмента выводят из зоны обработки и перемещают в радиальном направлении на величину глубины резания t. Величина глубины резания зависит от твердости обрабатываемых зубьев и при их твердости 40 HRC равнялась 0,1 мм. Цикл обработки завершается после нарезания всех зубьев колеса.
Таким образом, сборный долбяк по изобретению обеспечивает достижение технического результата: снижение трудоемкости изготовления и повышение точности.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОМБИНИРОВАННАЯ СБОРНАЯ УПРОЧНЯЮЩАЯ ЧЕРВЯЧНАЯ ФРЕЗА | 2011 |
|
RU2457085C1 |
| ДВУХПРОХОДНАЯ КОМБИНИРОВАННАЯ СБОРНАЯ ЧЕРВЯЧНАЯ ФРЕЗА С УПРОЧНЕНИЕМ | 2011 |
|
RU2456137C1 |
| СПОСОБ ДВУХПРОХОДНОГО ЗУБОФРЕЗЕРОВАНИЯ С УПРОЧНЕНИЕМ | 2011 |
|
RU2464132C1 |
| СПОСОБ УПРОЧНЯЮЩЕГО ЗУБОФРЕЗЕРОВАНИЯ | 2011 |
|
RU2457928C1 |
| СПОСОБ ЗУБООБРАБОТКИ РЕГУЛИРУЕМЫМ КОМПЛЕКТНЫМ ДОЛБЯКОМ | 2004 |
|
RU2255841C1 |
| Сборная червячная фреза с групповой схемой резания | 2019 |
|
RU2720011C1 |
| Устройство для устранения затиранияРЕжущЕгО иНСТРуМЕНТА HA зубОдОлбЕжНОМСТАНКЕ | 1979 |
|
SU797849A1 |
| РЕГУЛИРУЕМЫЙ КОМПЛЕКТНЫЙ ДОЛБЯК | 2004 |
|
RU2268116C1 |
| ДОЛБЯК ДЛЯ НАРЕЗАНИЯ ЗУБЧАТЫХ КОЛЕС ЦЕВОЧНОГО ЗАЦЕПЛЕНИЯ | 2000 |
|
RU2185265C2 |
| ЗУБОДОЛБЕЖНЫЙ СТАНОК | 1992 |
|
RU2009795C1 |
Изобретение относится к механической обработке металлов, в частности к металлорежущему инструменту для нарезания зубьев зубчатых колес наружного или внутреннего зацепления. Сборный долбяк для финишной обработки внутренних зубьев эвольвентных шлицевых соединений содержит корпус и закрепленные в нем режущие зубья. Корпус выполнен в виде цилиндра и в торце снабжен пазом, в котором размещены два режущих зуба, снабженные вершинной и боковой режущими кромками. Режущие зубья закреплены в пазу прижимной планкой и винтом, а ширина паза равна длине общей нормали между боковыми режущими кромками режущих зубьев. В результате обеспечивается уменьшение числа режущих зубьев, снижение трудоемкости изготовления и повышение точности инструмента. 3 з.п. ф-лы, 2 ил.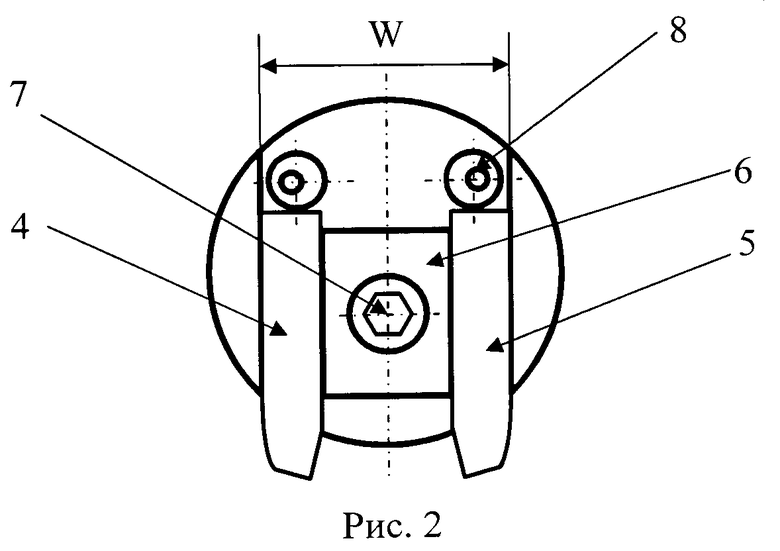
1. Сборный долбяк для финишной обработки внутренних зубьев эвольвентных шлицевых соединений, содержащий корпус и закрепленные в нем режущие зубья, отличающийся тем, что корпус выполнен в виде цилиндра и в торце снабжен пазом, в котором размещены два режущих зуба, снабженные вершинной и боковой режущими кромками, при этом режущие зубья закреплены в пазу прижимной планкой и винтом, а ширина паза равна длине общей нормали между боковыми режущими кромками режущих зубьев.
2. Сборный долбяк по п.1, отличающийся тем, что контактирующие в пазу грани прижимной планки и режущих зубьев выполнены под углом с формированием их клинового соединения.
3. Сборный долбяк по п.1, отличающийся тем, что вылет режущих зубьев регулируют эксцентриковыми упорами, размещенными в пазу в контакте с плоскими торцами режущих зубьев.
4. Сборный долбяк по п.1, отличающийся тем, что корпус дополнительно снабжен конусом Морзе.
| Зуборезный долбяк | 1985 |
|
SU1268324A1 |
| Сборный долбяк | 1984 |
|
SU1220895A1 |
| Долбяк | 1984 |
|
SU1172660A2 |
| JP 2004160645 A, 10.06.2004 | |||
| DE 102007015357 A1, 02.10.2008 | |||

