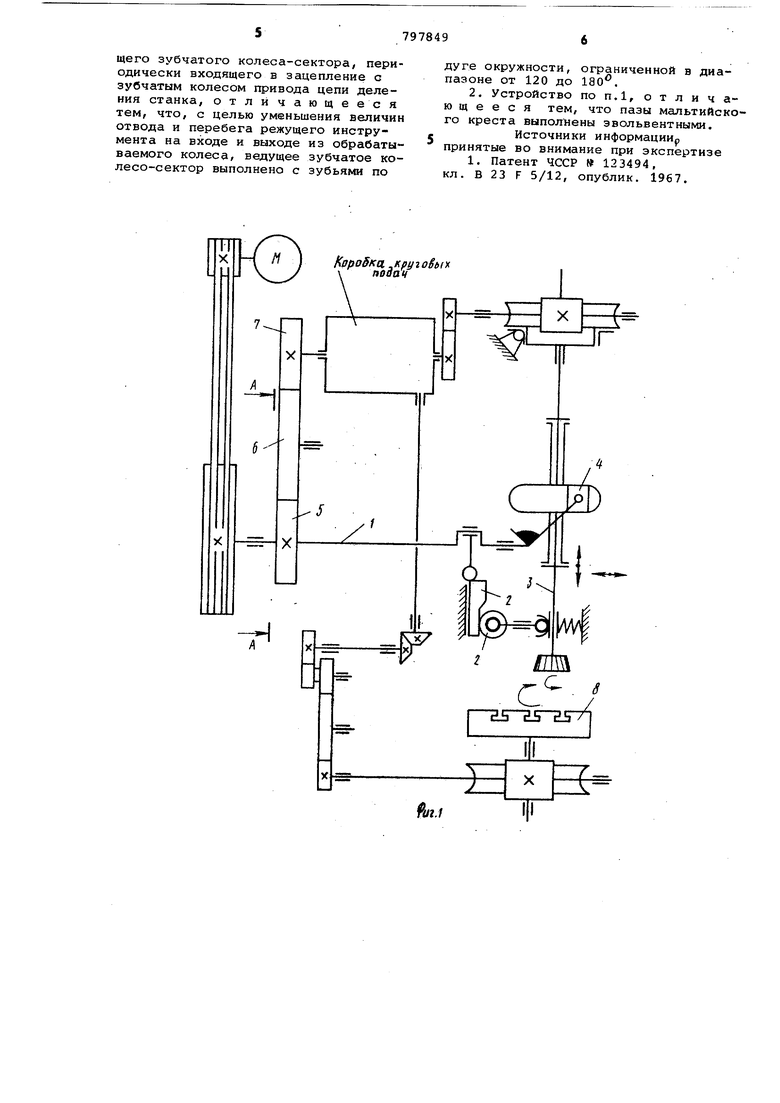
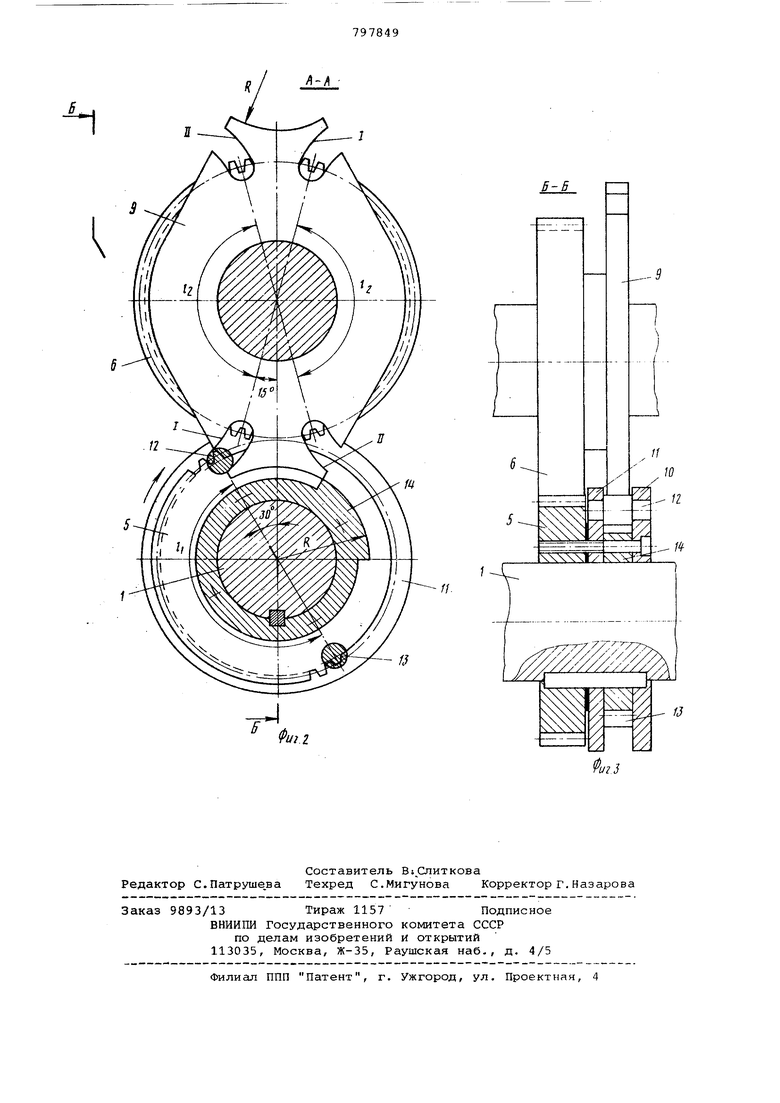
Изобретение относится к станкостроению, а именно к конструкции зубодолбежных станков, работающих по методу обката обрабатываемого зуб чатого колеса инструментом (долбяком) . Известно устройство для предотвра щения затирания режущего инструмента на зубодолбежном станке, содержащее механизм эпизодического движения выполненный в виде кулака, взаимодействующего с двумя роликами, установленными на тяге, связанной с ползуном. В ползуне закреплен палец на котором свободно установлен камен кулисы. Последний в корпусе салазок может поворачиваться, его поворотом регулируется величина перемещени салазок. В корпусе установлен червяк, который находится в зацеплении с червячным колесом. С помощью этог колеса перемещение салазок преобразу ется в дополнительный поворот шпинде ля с долбяком ij . Недостаток устройства заключается в необходимости изменять и настройку -всего устройства, что является весьма трудоемкой операцией. Кроме того, при работе устройства дели- тельный червяк должен всегда перемещаться в осевом направлении, что неизбежно обуславливает знaчиteльныe зазоры между витками червяки и делительного колеса. Цель изобретения - уменьшение величины отвода режущего инструмента и его перебега на входе и выходе из обрабатываемой дет али. Цель достигается тем, что ведущее зубчатое колесо-сектор выполнено с зубьями по дуге окружности, ограниченной в диапазоне от 120 до 180° причем пазы мальтийского креста выполнены эвольвентными. На фиг. 1 изображена часть кинематической схемы зубодолбежного станка и участок на ней, где установлено предлагаемое устройство; на фиг.2сечение А-А на фиг.1, на 1иг. 3 - сечение Б-Б на фиг.2. Устройство содержит вал 1 главного привода, механизм 2 управления работой шпинделя 3, кривошипно-кулисный механизм 4 и ведущую шестернюсектор 5, имеющую зубья на дуге, ограниченной углом в 180, в количестве 36 зубьев. Шестерня-сектор 5 жестко установлена на валу 1 главного привода. Ведомое колесо 6 имеет 84 зуба. Колесо 6 находится в зацеплении с зубчатым колесом 7, приводящим в движение коробку круговых подач и далее через цепь деления стол 8 На одной оси с колесом б установлен и жестко с ним закреплен мальтийс|сий крест 9, имеющий четыре паза, выполненные по эвольвенте, и два участка, выполненные по радиусу R. На валу 1 совместно с зубчатым колесом-сектором 5 установлены два диска, которые жёстко соединены с колесом 6. В дисках 10 и 11 установлены два пальца-водила 12 и 13. Между дисками 10 и 11 жестко закреплен профильный диск 14 с сектором, выполненным по радиусу R.
Участок диска радиуса R предназначен для периодического стопорения мальтийского креста 9 в моменты его остановок.
Устройство для устранения затирания работает следующим образом.
При вращении вала 1 главного привода механизм 2, управляющий работой шпинделя 3, осуществляет подводотвод его по циклу работы станка. При помощи кривошипно-кулисного механизма 4 шпиндель 3 совершает возв-ратно-поступательное движение. При пмощи коробки круговых подач осуществляется настройка величины круговой подачи станка. На валу 1 главного привода устанавливается ведущее зубчатое колесо-сектор 5, которое находится в зацеплении с ведомым зубчаты колесом 6, находящимся в зацеплении с колесом 7 (принадлежащим коробке круговых подач). Далее от коробки круговых подач движение передается через цепь деления на стол 8 и шпиндель 3.
При холостом ходе шпинделя 3, когда долбяк отходит на некоторую величину от обрабатываемой детали, за счет круговой подачи зазор между боковыми поверхностями зубьев долбяка и обрабатываемой детали выбирается и происходит затирание зуба. Обычно на станках величина отвода инструмента около 0,5 мм при круговых подачах до 0,8 мм/дв.ход. При уменьшении величины отвода долбяка и увеличении круговой подачи наблюдается затирани зуба.
При долблении закрытых венцов с числом зубьев, приближающимся к числу зубьев долбяка даже незначительна величина отвода долбяка вызывает затрание зуба. Наиболее оптимальными условиями в работе эубодолбежного станка следует считать такую его работу, когда величина отвода долбяка минимальна (около 0,1-0,3 мм), а круговая подача в момент холостого хода шпинделя отсутствует.
Во время холостого хода шпинделя цепь деления не работает. При подводе шпинделя 3 с долбяком к обрабатыв емой детали,палец-водило 12 по касательной входит в эвольвентный паз 1 мальтийского креста 9. Во время поворота на угол 30 зубчатого колесасектора 5 совместно с пальцем-водилом 12 происходит ускорение вреиценйя ведомого колеса б совместно с мальтийским крестом 9 из состояния покоя до окружной скорости, равной окружной скорости ведущего колеса-сектора 5. После поворота колеса-сектора 5 на угол 30 колесо 6 с мальтийским крестом 9 повернется на угол l В этот период работы устройства крайний зуб колеса-сектора 5 вводится во впадину зуба колеса 6. Далее в работу вступают зубья колес 5 и 6 и происходит равномерное вращение цепи давления - идет процесс резания. При этом число зубьев по дуге 6 колеса-сектора 5 соответствует числу впадин, расположенных на дуге 62 колеса 6.
После поворота ведущего колесасектора 5 на угол эвольвентному пазу II начинает свободно входить палец-водило 13. Он входит в па на протяжении поворота колеса-сектора 5 на угол при этом повороте на угол 150 + 30° 180 сохраняется равномерное вращение цепи деления станка. Далее колесо 5 поворачивается на угол ЗО за счет пальца-водила 13 начинает поворачиваться мальтийский крест 9. Зубья колеса-сектора 5 в начале этого поворота выходят из зацепления с колесом 6, и кинематическая связь между колесами 5 и 6 осуществляется за счет мальтийского механизма. В период работы устройства палец-водило 13, выходя из паза Г|, затормаживает вращение мальтийского креста 9 до полной его остановки. В этот момент про- исходит отвод шпинделя 3 от обрабатываемой детали.
Далее в гнездо, выполненное по радиусу R на мальтийском кресте 9, заходит сектор 14, расположенный между щеками 10 и 11 и фиксирует положение мальтийского креста 9 совмесно с колесом 6. Этот период работы устройства соответствует холостому ходу шпинделя 3. После поворота колеса-сектора 5 на угол 120, сектор 14 выходит из гнёзда мальтийского креста 9, а палец-водило 12 снова заходит во второй эвольвентный паз I и процесс повторяется снова. При повороте ведущего колеса-сектора 5 на угол в 360, ведомое колесо 6 повернется на угол .
Формула изобретения
1. Устройство для устранения затирания режущего инструмента на зубодолбежном станке,содержащее механизм рпизодического движения, выполненный Ь виде мальтийского механизма и ведущего зубчатого колеса-сектора/ периодически входящего в зацепление с зубчатым колесом привода цепи деления станка, отлй чающееся тем, что, с целью уменьшения величин отвода и перебега режущего инструмента на входе и выходе из обрабатываемого колеса, ведущее зубчатое колесо-сектор выполнено с зубьями по
дуге окружности, ограниченной в диапазоне от 120 до 180.
2. Устройство по п.1, отличающее с я тем, что пазы мальтийского креста выполнены эвольвентными.
Источники информации принятые во внимание при экспертизе
1. Патент ЧССР I 123494, кл. В 23 F 5/12, опублик. 1967.
| название | год | авторы | номер документа |
|---|---|---|---|
| Зубодолбежный станок | 1979 |
|
SU874284A2 |
| Зубодолбежная головка | 1991 |
|
SU1808533A1 |
| ЗУБОДОЛБЕЖНЫЙ СТАНОК | 2011 |
|
RU2475341C2 |
| ЗУБОДОЛБЕЖНЫЙ СТАНОК | 2010 |
|
RU2454303C2 |
| Зубодолбежный станок | 1986 |
|
SU1518092A1 |
| Зубодолбежный станок | 1981 |
|
SU1010768A2 |
| СБОРНЫЙ ДОЛБЯК ДЛЯ ФИНИШНОЙ ОБРАБОТКИ ВНУТРЕННИХ ЗУБЬЕВ ЭВОЛЬВЕНТНЫХ ШЛИЦЕВЫХ СОЕДИНЕНИЙ | 2013 |
|
RU2535421C1 |
| Зубодолбежный станок | 1985 |
|
SU1379031A1 |
| ДОЛБЯК ДЛЯ НАРЕЗАНИЯ ЗУБЧАТЫХ КОЛЕС ЦЕВОЧНОГО ЗАЦЕПЛЕНИЯ | 2000 |
|
RU2185265C2 |
| ЗУБОДОЛБЕЖНЫЙ СТАНОК ДЛЯ НАРЕЗАНИЯ РЕЕК | 2002 |
|
RU2237553C2 |
Л-/1
Б-Б
.-Л
- /J
