ПРЕДПОСЫЛКИ ТЕХНИКИ
В целом изобретение относится к электроэрозионной обработке (ЭЭО). Более конкретно, изобретение относится к устройствам для электроэрозионного объемного копирования (ЭЭОК), обеспечивающим большую скорость удаления металла и позволяющим получить более гладкую поверхность по сравнению с традиционными устройствами для электроэрозионной обработки.
Электроэрозионную объемную обработку применяют для изготовления различных металлических изделий небольших размеров. Как правило, электроэрозионная обработка включает размещение заготовки в баке с текучей средой, например минеральным маслом. Электрод-инструмент, форма которого является зеркальным отражением заготовки, при помощи толкателя перемещают в непосредственную близость к заготовке, а затем в зазоре между указанным электродом и заготовкой создают периодически повторяющиеся электрические импульсы, приводящие к образованию электрических разрядов и удалению материала с заготовки. С помощью электроэрозионного объемного копирования можно выполнять механическую обработку труднообрабатываемых металлов или сплавов без применения большого режущего усилия и твердых инструментов, что делает процесс более рентабельным и упрощает его по сравнению с традиционными методами механической обработки. Одно из возможных применений электроэрозионного объемного копирования заключается в изготовлении аэродинамических профилей турбинных лопаток из жаропрочных сплавов на основе никеля, выдерживающих постоянно увеличивающиеся температуры паровых турбин. Указанные труднообрабатываемые сплавы представляют значительные трудности в изготовлении, поскольку требуемые элементы сложные формы тяжело изготавливать с использованием механической обработки, что увеличивает стоимость оборудования и эксплуатации. Несмотря на то, что электроэрозионное объемное копирование является перспективным способом обработки таких сплавов, на сегодняшний день его использование ограничено рядом недостатков.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
В первом аспекте изобретения предлагается устройство для электроэрозионного объемного копирования (ЭЭОК), содержащее бак, содержащий текучую среду, первый электрод, установленный в баке и имеющий форму, которая задает форму первого участка заготовки, держатель заготовки, предназначенный для позиционирования заготовки, по меньшей мере частично погруженной в текучую среду, а также для поочередного перемещения заготовки между нерабочим положением и первым рабочим положением у первого электрода, в котором на первом участке выполняется электроэрозионная обработка, и генератор импульсов, предназначенный для создания электрического разряда между первым участком и первым электродом для удаления материала с первого участка в условиях, когда заготовка находится в первом рабочем положении.
Во втором аспекте изобретения предлагается устройство для электроэрозионного объемного копирования, содержащее первый электрод, состоящий из электродных сегментов и имеющий первую форму, которая задает форму первого участка заготовки, отдельный генератор электрических импульсов, соединенный с каждым электродным сегментом первого электрода, и регулятор импульсов, соединенный с каждым отдельным генератором электрических импульсов для создания электрического разряда на каждом электродном сегменте независимо от других электродных сегментов с целью удаления материала с первого участка.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Фиг.1 представляет собой устройство для электроэрозионного объемного копирования в соответствии с вариантами выполнения изобретения.
Фиг.2-3 представляют собой устройство для электроэрозионного объемного копирования, показанное на фиг.1, в двух разных рабочих положениях.
Фиг.4 представляет собой известный электрод с несколькими сегментами для электроэрозионной обработки.
Фиг.5 представляет собой устройство для электроэрозионного объемного копирования, содержащее электрод с несколькими сегментами и генератор импульсов для каждого сегмента согласно вариантам выполнения изобретения.
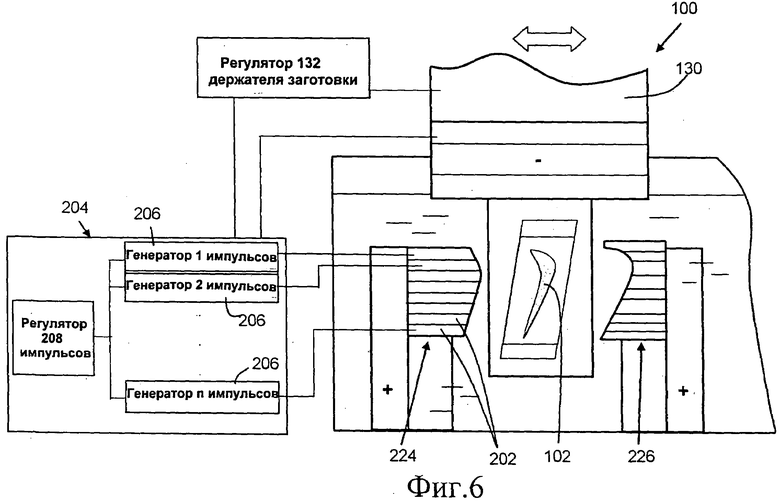
Фиг.6 представляет собой вариант выполнения электрода, показанного на фиг.5, используемого в устройстве для электроэрозионного объемного копирования, показанном на фиг.1-3.
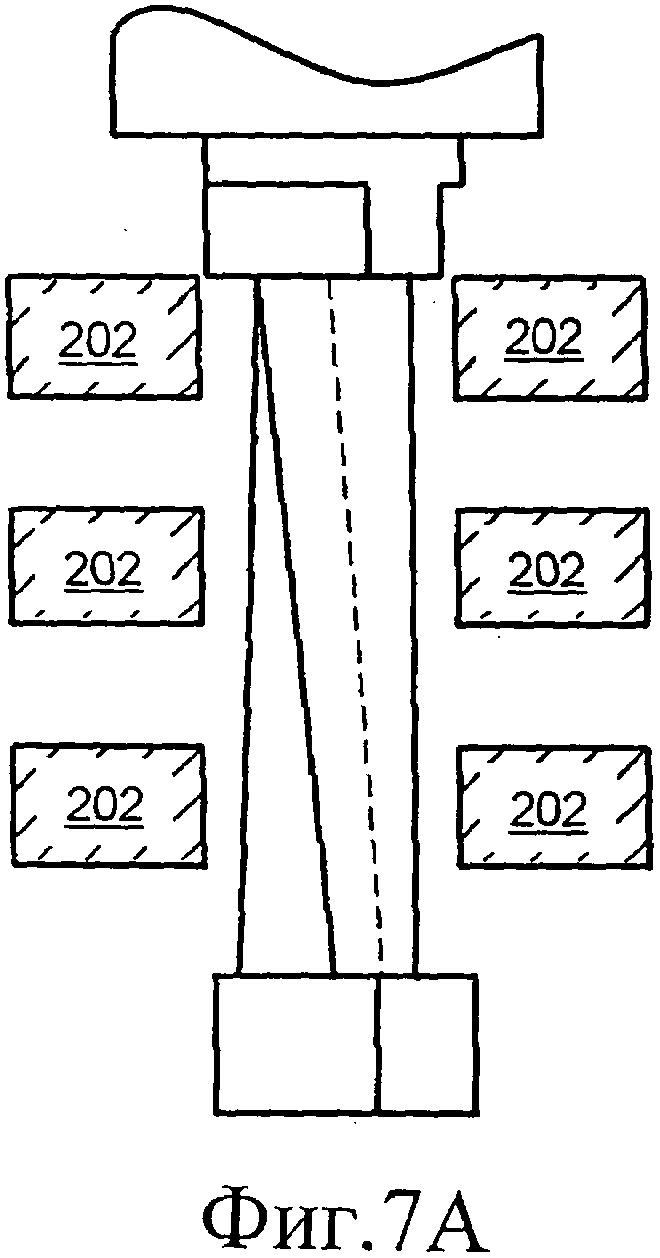
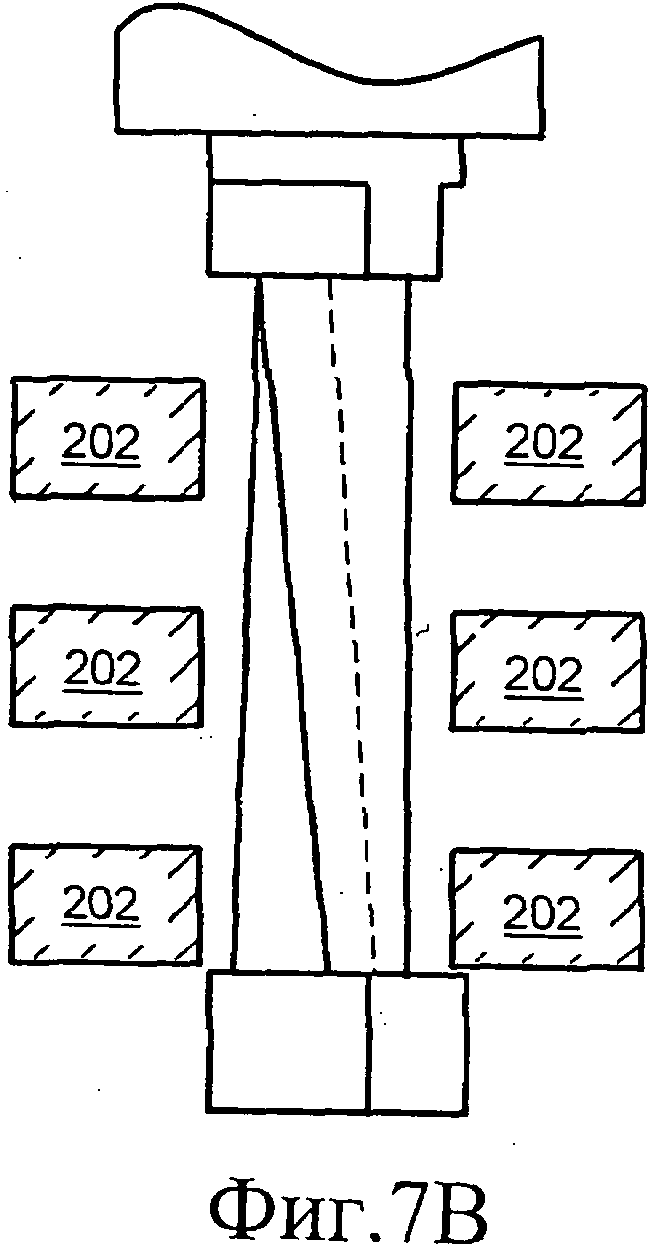
Фиг.7А-7В представляют собой альтернативный вариант выполнения электрода, показанного на фиг.5, используемого в устройстве для электроэрозионного объемного копирования, показанном на фиг.1-3.
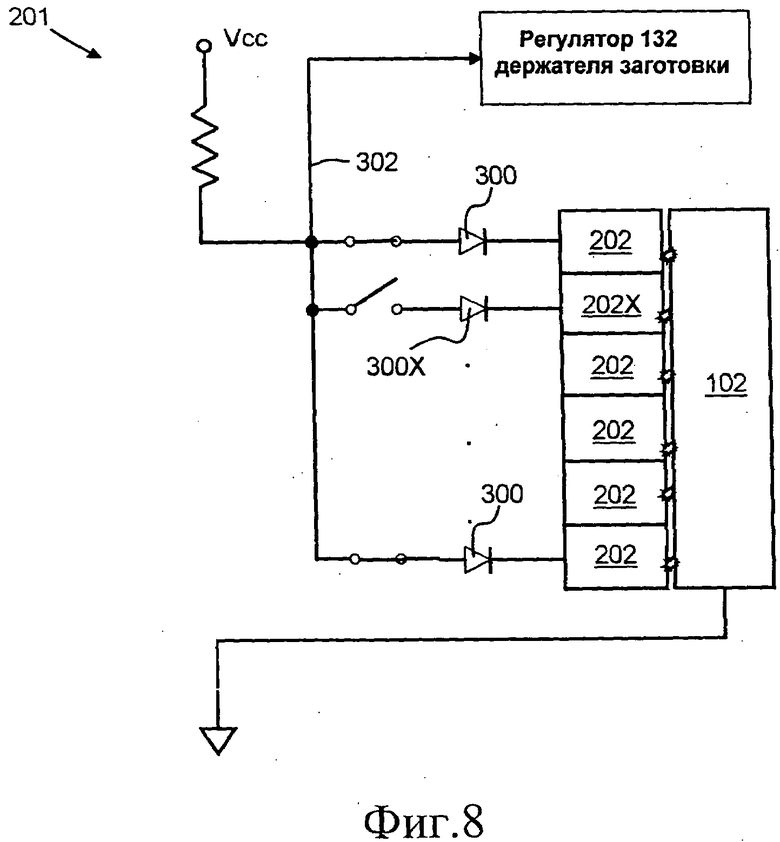
Фиг.8 представляет собой пример определения напряжения на входах регулятора держателя заготовки, показанного на фиг.5-7 В.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Далее со ссылкой на фиг.1-3 описаны варианты выполнения устройства для электроэрозионного объемного копирования. В устройстве 100 для электроэрозионного объемного копирования для удаления материала с заготовки на заготовку 102 воздействуют электрическим разрядом, создаваемым с помощью одного или нескольких электродов 104, 106. Электроды 104, 106 и заготовка 102 изготовлены из проводящего материала. Заготовка 102 может быть изготовлена практически из любого проводящего материала, но с помощью устройства 100 особенно эффективно обрабатываются более твердые материалы, такие как жаростойкие сплавы на основе никеля, например, сплав инконель, который трудно поддается механической обработке с использованием традиционных способов. Как показано на фиг.1, в одном варианте выполнения устройство 100 содержит бак 110 для текучей среды 112. Текучая среда 112 может включать минеральное масло или другую диэлектрическую жидкость, используемую в том числе для поддержания условия изоляции среды перед каждым электрическим разрядом, захвата частиц, снятых с заготовки 102, и отвода тепла. На фиг.1 показано устройство 100 с заготовкой 102 в нерабочем положении, находящемся между рабочими положениями, описанными ниже.
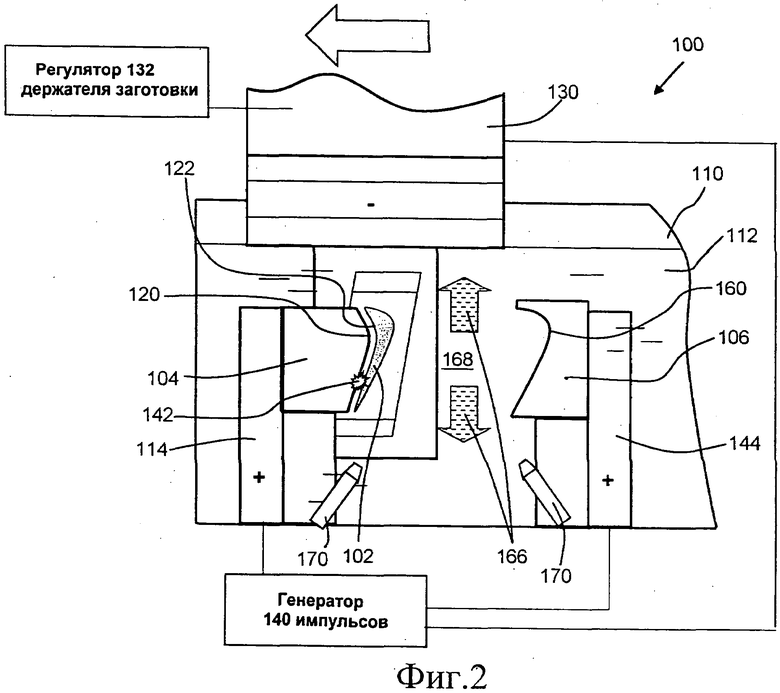
Первый электрод 104 установлен внутри бака 110, например, с помощью крепления 114, и погружен в текучую среду 112. Первый электрод 104 может иметь форму 120 (то есть формующую поверхность) для воздействия на первую часть 122 заготовки 102, как показано на фиг.2. Видно, что заготовка 102 включает первый участок 122, имеющий вогнутую аэродинамическую форму. Следовательно, после завершения механической обработки форма 120 первого электрода 104 является зеркальным отражением первой части 122, то есть имеет выпуклую аэродинамическую форму. Однако понятно, что форма показанного первого электрода 104 приведена исключительно в качестве примера и может быть практически любой, включая плоскую. Также понятно, что электрод(ы) 104, 106 могут проходить в направлении, перпендикулярном плоскости чертежа на фиг.1.
Держатель 130 заготовки располагает заготовку 102 по меньшей мере частично погруженной в текучую среду 112. Держатель 130 заготовки может представлять собой любую конструкцию, выполненную с возможностью удержания указанной заготовки в требуемом положении для использования в устройстве 100, например, толкатель с электрическим или гидравлическим приводом. Данная конструкция, в которой заготовка 102 установлена в держателе 130 заготовки, выполненном с возможностью перемещения, а электрод(ы) 104, 106, установлены в баке 110, отличается от традиционных конструкций для электроэрозионного объемного копирования, в которых заготовка неподвижно располагается в баке, а единственный электрод перемещается в непосредственную близость к заготовке. Настоящая конструкция позволяет использовать более одного электрода и обеспечивает более быструю обработку нескольких сторон заготовки. В показанном примере заготовке 102 придается форма турбинной лопатки или сопла, и поэтому держатель 130 заготовки должен быть выполнен с возможностью удержания заготовки 102 консольно для вхождения в контакт с электродом(ами) 104, 106. Как видно на фиг.1 и фиг.2, держатель 130 заготовки под управлением регулятора 132 держателя заготовки поочередно перемещает заготовку 102 между нерабочим положением (фиг.1) и первым рабочим положением (фиг.2) первого электрода 104, в котором электроэрозионная обработка выполняется на первом участке 122. Регулятор 132 держателя заготовки может представлять собой любой известный на сегодняшний день или созданный впоследствии содержащий вычислительные средства регулятор, предназначенный для управления перемещением держателя 130 заготовки с использованием любых необходимых приводов (например, двигателей, конвейеров, гидравлических толкателей, пневматических толкателей и т.п.) и/или любых необходимых датчиков (например, датчиков положения, например, инфракрасных или лазерных датчиков и т.п.). Регулятор 132 может быть механически прикреплен к заготовке 102 и может перемещать заготовку 102 в любом направлении, то есть вбок или вертикально, обеспечивая необходимое перемещение. Регулятор 132 может быть электрически изолирован от заготовки 102.
Как показано на фиг.2, генератор 140 импульсов создает электрический разряд 142 между первым участком 122 и первым электродом 104 для удаления материала с первого участка 122, когда заготовка 102 находится в первом рабочем положении. Генератор 140 импульсов может представлять собой любое известное в настоящее время или созданное впоследствии устройство, предназначенное для создания электрического разряда 142 между первым электродом 104 и первым участком 122, достаточного для обеспечения удаления материала с первого участка 122. Как известно в данной области техники, электрический разряд 142 может перемещаться вдоль пространства между первым участком 122 и первым электродом 104, снимая материал со всей поверхности первого участка 122, причем пространство между ними достаточно мало для поддержания электрического разряда 142. В отличие от традиционной электроэрозионной обработки при использовании генератора 140 импульсов бак 110 вместе с креплениями 114 и 144 может иметь положительный заряд, а держатель 130 заготовки может иметь отрицательный заряд. Генератор 140 импульсов может быть соединен или объединен с регулятором 132 держателя заготовки, чтобы обеспечивать обратную связь с регулятором 132 для описанных в настоящем документе целей.
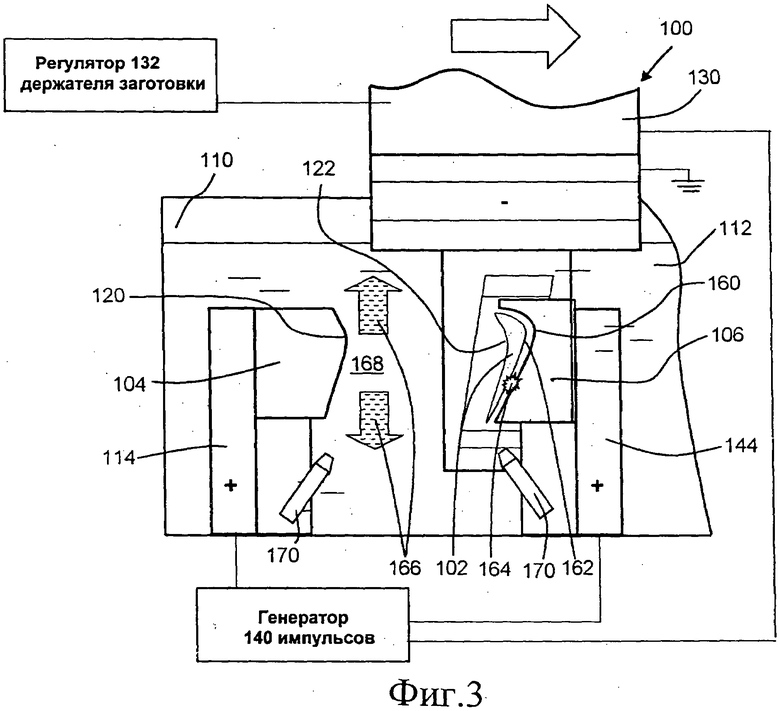
Как отмечено выше, устройство для электроэрозионного объемного копирования 100 также может включать второй электрод 106, установленный в баке 110, например, с помощью крепления 144, которое обеспечивает возможность быстрого воздействия на заготовку 102 несколькими электродами в одном устройстве. Второй электрод 106 имеет вторую форму 160 (то есть формующую поверхность), предназначенную для воздействия на второй участок 162 заготовки 102. На фиг.3 видно, что второй участок 162 заготовки 102 имеет выпуклую аэродинамическую форму. Следовательно, после завершения обработки форма 160 второго электрода 106 является зеркальным отражением второго участка 162, то есть имеет вогнутую аэродинамическую форму. Тем не менее, должно быть понятно, что изображенная форма второго электрода 106 приведена исключительно в качестве пояснения и может быть практически любой, включая плоскую форму.
При наличии двух электродов 104, 106 держатель 130 заготовки (с помощью регулятора 132 держателя заготовки) поочередно перемещает заготовку 102 между первым рабочим положением (фиг.2) первого электрода 104, в котором электроэрозионная обработка осуществляется на первом участке 122, нерабочим положением, показанным на фиг.1, и вторым рабочим положением (фиг.3) второго электрода 106, в котором электроэрозионная обработка осуществляется на втором участке 162. Во втором рабочем положении, показанном на фиг.3, генератор 140 импульсов создает электрический разряд 164 между вторым участком 162 и вторым электродом 106, снимая материал с указанного участка, когда заготовка 102 находится во втором рабочем положении. Поочередное перемещение продолжается до тех пор, пока оба участка 122, 162 не достигнут окончательных размеров, соответствующих формам 120 и 160 соответственно, в этот момент перемещение останавливается. Следовательно, с помощью поочередного перемещения заготовки между двумя электродами 104, 106 и создания электрических разрядов 142, 164 генератором 140 импульсов можно придать заготовке 102 аэродинамическую форму. Как известно в данной области техники, электрический разряд 164 может перемещаться вдоль пространства между вторым участком 162 и вторым электродом 106 для удаления материала по всей поверхности второго участка 162, причем указанное пространство достаточно мало для поддержания электрического разряда. В отличие от традиционной электроэрозионной обработки при использовании генератора 140 импульсов второе крепление 144 в баке 110 может иметь положительный заряд, а держатель 130 заготовки может иметь отрицательный заряд.
Как показано, первая форма 120 первого электрода 104 и вторая форма 160 второго электрода 106 при необходимости могут быть выполнены с возможностью образования непрерывной поверхности на заготовке 102. В показанном примере первая форма 120 и вторая форма 160 выполнены с возможностью создания аэродинамической формы для лопасти или сопла турбины. Таким образом, используя устройство 100 для электроэрозионного объемного копирования можно придать заготовке 102 практически любую форму, простую или сложную. Однако понятно, что в зависимости от изготавливаемой конструкции можно использовать один, два или более двух электродов 104, 106. Например, в некоторых случаях, когда требуется выполнить обработку только одного участка изготавливаемой детали, можно использовать только один электрод. Также, если изготавливаемая деталь имеет поверхности одинаковой формы (например, является симметричной), можно применять один электрод для обработки каждой поверхности, при этом держатель 130 заготовки обеспечивает перемещение заготовки 102, требуемое для обработки заданных областей. Также при необходимости изготовления более сложных деталей можно применять любое количество электродов разных форм, а держатель 130 может быть выполнен с возможностью перемещения между электродами в одном или нескольких баках 110.
Как показано на фиг.2 и фиг.3, при электроэрозионной обработке образуется текучая среда 166 (например, диэлектрическое масло, изображенное внутри стрелок), которая содержит взвешенные частицы заготовки 102. Одной из проблем на пути увеличения скорости удаления материала с использованием традиционной технологии электроэрозионного объемного копирования заключается в удалении частиц из областей вблизи заготовки 102. В представленном варианте выполнения пространство между заготовкой 102 и электродом 104 или 106 содержит текучую среду 166, содержащую частицы и имеющую высокую температуру. Поскольку граница раздела между заготовкой 102 и электродом 104 или 106 расположена вертикально, то горячая текучая среда 166, как и следовало ожидать, проходит вверх и удаляет часть частиц из указанного пространства. Однако устройство 100 путем перемещения заготовки 102 между нерабочим положением, показанным на фиг.1, и первым рабочим положением, показанным на фиг.2, либо вторым рабочим положением, показанным на фиг.3, обеспечивает по меньшей мере частичное удаление текучей среды 166, содержащей частицы заготовки, из пространства 168, освобождаемого заготовкой 102. То есть перемещение заготовки 102, осуществляемое держателем 130 заготовки, создает разрежение текучей среды в пространстве 168, достаточное для удаления текучей среды 166, содержащей частицы заготовки, из пространства 168 и замещения ее чистой текучей средой 112. Следовательно, всякий раз, когда заготовка 102 совершает попеременное перемещение, в пространство между электродом 104, 106 и заготовкой 102 проходит чистая текучая среда 112, что ускоряет обработку и повышает ее качество. При необходимости для ускорения удаления текучей среды рядом с пространством 168 может быть установлено сопло(а) 170, как показано только на фиг.3. Сопло(а) 170 создает струю более чистой текучей среды 112 под пространством 168 для усиления конвекции в пространстве 168. Таким образом, для увеличения скорости удаления частиц можно чаще подавать чистую текучую среду 112. Можно использовать любое количество сопел.
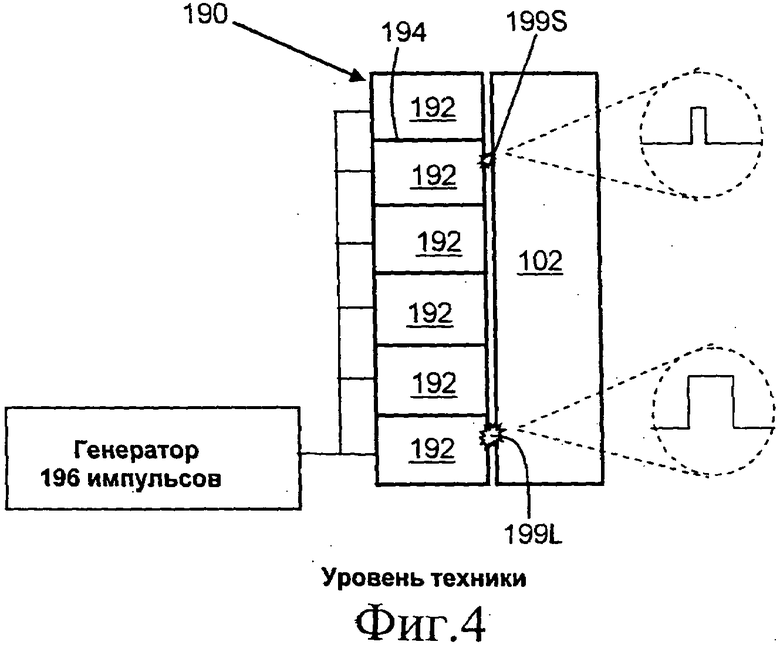
Как показано на фиг.4, другой недостаток традиционного электроэрозионного объемного копирования при изготовлении деталей, подлежащих обработке с высокой точностью, и крупносерийном производстве заключается в том, что для него характерна либо слишком низкая скорость удаления металла, либо недостаточно однородная механическая обработка из-за больших разрядных лунок или шероховатой поверхности. На фиг.4 показан недостаток традиционного электрода 190 с несколькими сегментами. Как известно в данной области техники, электрод 190 с несколькими сегментами имеет несколько электродных сегментов 192, разделенных изолирующим слоем 194 между ними (для простоты чтения чертежа обозначен только один слой). Как показано, ко всем электродным сегментам 192 подключен один генератор 196 импульсов, который подает один импульс напряжения, который после задержки зажигания или воздействия на зазор, как правило, создает электрический разряд 199L, который может усиливаться. В течение этого одного импульса напряжения на других сегментах из-за разного и случайного распределения плотностей частиц и локальной температуры могут возникать или не возникать другие электрические разряды 199S. По этой же причине другие электрические разряды 199S могут возникать позже, чем начальный разряд 199L, что уменьшает продолжительность разряда и количество снимаемого материала. По истечении определенного времени импульс спадает, чтобы контролировать энергию разряда и деионизировать зазор между электродом и заготовкой, подготавливая его для следующего разрядного цикла. Как правило, электрические разряды 199L, 199S отличаются по величине (силе тока) и длительности разряда. Более конкретно величина и длительность электрического разряда зависят от расстояния между электродными сегментами 192 и заготовкой 102, а также локальной плотности частиц/температуры, которая может меняться вдоль поверхностей заготовки и электрода. Электрический разряд 199L имеет сравнительно большую величину и длительность (как показано на графике справа от разряда), что обеспечивает большую скорость удаления металла и плохое качество поверхности с большими лунками. Другой электрический разряд 199S, напротив, может быть сравнительно слабым и коротким (как показано на графике справа от разряда), что может стать причиной низкой скорости удаления металла. Кроме того, более короткие электрические разряды 199S приводят к износу электрода. В результате механическая обработка может быть очень неоднородной и может приводить к точечной эрозии в одном месте и недостаточной механической обработке в другом. Такая ситуация неприемлема при изготовлении деталей, подлежащих обработке с большой точностью, и может иметь критическое значение при выполнении изогнутых поверхностей. Вероятность получения множества однородных электрических разрядов очень мала из-за того, что разные местоположения и разные состояния масла не позволяют обеспечить однородность разряда при использовании одного источника импульсов. Таким образом, даже при использовании электродов с несколькими сегментами основное назначение мультиимпульсных электродов не реализуется.
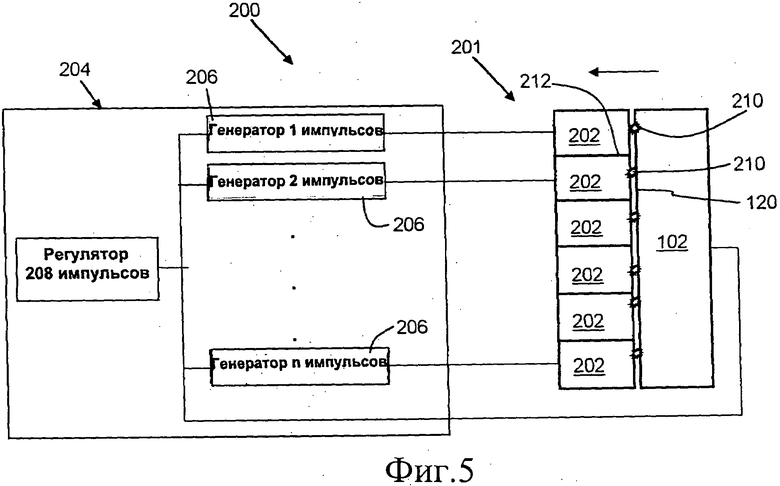
Как показано на фиг.5 и фиг.6, в другом варианте выполнения устройство 200 для электроэрозионного объемного копирования может содержать электрод 201, имеющий несколько электродных сегментов 202. Как и в случае с электродами 104, 106, форма электрода 202 (в данном случае плоская) может задавать форму участка 120 заготовки 102. Однако в отличие от обычных устройств для электроэрозионного объемного копирования генератор 204 импульсов включает отдельные генераторы 206 электрических импульсов, соединенные с каждым сегментом 202 электрода 201. Каждый электродный сегмент 202 может быть электрически изолирован от соседнего сегмента при помощи изолятора 212, например, слоя полимера. Кроме того, с каждым выделенным генератором 206 электрических импульсов соединен регулятор 208 импульсов, задающий одинаковую длительность разряда и ток. Каждый генератор 206 импульсов имеет отдельный генератор колебаний для создания одинакового по мощности электрического разряда 210 на каждом электродном сегменте 202 независимо от других электродных сегментов с целью удаления материала с заготовки 102. В одном варианте выполнения регулятор 208 импульсов задает одинаковую длительность разряда и ток разряда, а также интервал между импульсами для всех генераторов 206 импульсов в зависимости от конкретной скорости удаления металла и шероховатости поверхности. Каждый генератор 206 импульсов генерирует импульс напряжения одинаковой амплитуды и ожидает локального пробоя текучей среды (масла), который возникает в разное время. После возникновения локального пробоя каждый генератор 206 импульсов начинает подсчет длительности разряда под управлением регулятора 208 импульсов, а именно с помощью счетчика (не показан). Одинаковый ток разряда, заданный регулятором 208 импульсов, поддерживается электронными средствами управления. Как только конкретный разряд заканчивается, каждый генератор 206 импульсов снимает импульсы напряжения, обеспечивая одинаковую длительность импульсов для всех электродных сегментов, заданную регулятором 208 импульсов. Кроме того, счетчик в каждом генераторе 206 импульсов может поддерживать заданный интервал между импульсами. Поскольку локальные электрические пробои зависят от состояния разных локальных зазоров (например, разной плотности частиц, размера зазора и температуры) и возникают случайным образом в разные моменты времени, то для обеспечения однородности электрического разряда каждый отдельный генератор 206 импульсов настроен на конкретное локальное состояние соответствующего ему электродного сегмента 202. Указанные независимые генераторы 206 импульсов не связаны друг с другом, а приспосабливаются к состояниям соответствующих им локальных зазоров, каждый из которых соответствует конкретным электродным сегментам 202. Показанные на фиг.5 электрические разряды 210 возникают в разное время. В разные моменты времени для разных сегментов 202 может быть задан одинаковый интервал между импульсами. Тем не менее, система поддерживает постоянную энергию разряда, а именно одинаковую длительность и ток разряда. То есть притом, что количество электрических разрядов равно количеству электродных сегментов, продолжительность разрядов одинакова, но разряды возникают и спадают в разные моменты времени. Такие однородные, но несинхронизированные разряды возможны благодаря использованию независимых и отдельных генераторов 206 импульсов. Поскольку сегментам 202 может соответствовать одинаковая длительность/ток разряда, чтобы каждый электрический разряд 210 был по существу равен по величине и длительности другим электрическим разрядам, при обработке повышается скорость удаления металла и улучшается качество поверхности, имеющей однородные лунки. Более того, расширяется возможность управления сроком службы электрода 201.
Электрод 201 может использоваться для любого устройства для электроэрозионного объемного копирования, включая, как показано на фиг.6, устройство 100, показанное на фиг.1-3. При этом первый электрод 224 и второй электрод 226 (если последний используется) могут включать несколько электродных сегментов 202, выполненных, как показано на фиг.5.
Далее описана работа устройства 100 для электроэрозионного объемного копирования при использовании сплошного электрода 104, 106 (фиг.1-3) или нескольких электродных сегментов 202 (фиг.6). Регулятор 132 держателя заготовки управляет перемещением держателя 130 заготовки и, следовательно, заготовкой 102. С использованием числового программного управления (ЧПУ) регулятор 132 перемещает заготовку 102 в баке 110 в положение между электродами 104 и 106. В процессе электроэрозионной обработки регулятор 132 определяет напряжение (напряжение в межэлектродном зазоре) между заготовкой 102 и электродом 104 или 106 (и каждым сегментом 202 при использовании электрода с несколькими сегментами) и на основании измеренного напряжения регулирует скорость подачи заготовки 102 по направлению к электроду 104 или 106. Высокое напряжение в межэлектродном зазоре приводит к высокой скорости подачи, а низкое напряжение приводит к низкой скорости подачи или даже удалению заготовки во избежание короткого замыкания или образования электрической дуги. При использовании сегментированных электродов 224, 226 регулятор 132 уменьшает скорость подачи заготовки 102 или уменьшает расстояние до заготовки 102 от электрода, если напряжение электрического разряда от одного из нескольких электродных сегментов 202 в межэлектродном зазоре меньше порогового напряжения. Такая ситуация означает, что в данном месте может возникнуть короткое замыкание или электрическая дуга. Например, можно установить такое пороговое значение напряжения в межэлектродном зазоре, которое соответствует такому состоянию зазора, в котором возникает точечная коррозия или другие виды возможного повреждений. Подобным образом, регулятор 132 увеличивает скорость подачи заготовки 102 к электроду, если разряжение электродных сегментов 202 на заготовку 102 отсутствует. Такая ситуация возникает, если каждым электродным сегментом 202 снято достаточное количество материала с заготовки 102 и пространство между электродом 200 и заготовкой 102 слишком велико для последующих пробоев межэлектродных зазоров. Более того, регулятор 132 сохраняет скорость подачи заготовки 102 к электроду, когда все разряды электродных сегментов 202 на заготовке происходят при ожидаемом уровне напряжения разряда. Такая ситуация возникает, когда каждый электродный сегмент 202 выполняет обработку с равными приращениями, так чтобы зазор между электродом 201 и заготовкой 102 было достаточным для последующей равномерной обработки. Это очень часто случается при завершении обработки, когда заготовка 102 по существу принимает заданную форму 120, 160 (фиг.2 и фиг.3, соответственно). В альтернативном варианте, если один или несколько электродных сегментов 202 разряжаются на заготовку 102 с ожидаемым уровнем напряжения разряда, скорость подачи также сохраняется. Данная ситуация возникает, когда некоторые выступающие участки криволинейной поверхности электрода соприкасаются с заготовкой 102 перед другим сегментом (сегментами) 202 электрода, который все еще имеет очень большое пространство для возникновения пробоя и разряда.
В другом варианте выполнения, показанном на фиг.7А и фиг.7В, электродные сегменты 202 могут располагаться на расстоянии друг от друга, а не быть разделенными изолятором 212. При этом текучая среда 112 служит в качестве изолятора между сегментами 202. Как показано на фиг.7А и фиг.7В, в данном случае для обеспечения полной обработки поверхности можно использовать два набора сегментированных электродов 202. То есть набором показанных на фиг.7А сегментированных электродов 202 проводят обработку заданного набора местоположений, а набором сегментированных электродов 202, показанных на фиг.7В, выполняют обработку другого заданного набора местоположений, относящихся к пространству, образованному между электродами 202, показанными на фиг.7А, так что обработке подвергается вся поверхность. Другими словами, устройство 100 работает по существу так же, как описано выше со ссылкой на фиг.1-3.
Сегментированные электроды 202 могут быть выполнены с применением различных аппаратных и/или программных средств. На фиг.8 показан альтернативный вариант выполнения, в котором используются диоды 300. В случае применения составных электродов, показанных на фиг.6, фиг.7А и фиг.7В, существует несколько сигналов напряжения межэлектродного зазора. В некоторых случаях регулятор 132 может быть выполнен с возможностью учета только одного из указанных сигналов напряжения для регулирования скорости подачи заготовки 102. Для решения данной проблемы в одном варианте выполнения диоды 300 отсекают сигналы более высокого напряжения, но пропускают на вход регулятора 132 держателя заготовки сигналы более низкого напряжения. То есть диоды 300, схема соединения которых показана на фиг.8, отсекают сигнал напряжения, если напряжение на данном электродном сегменте 202 больше напряжения на входе регулятора 132 или точки подключения положительных полюсов всех диодов 300. В таком случае только самое низкое напряжение из всех напряжений межэлектродного зазора может быть подано на регулятор 132. Такая система гарантирует, что электродный сегмент 202, который соответствует самому маленькому межэлектродному зазору из числа всех электродных сегментов 202, контролируется в первую очередь. Понятно, что электродный сегмент 202, который находится под самым низким напряжением межэлектродного зазора или соответствует самому маленькому зазору, может измениться или перейти от одного сегмента к другому. Диоды 300 всегда обеспечивают выбор самого низкого напряжения или того электродного сегмента 202, который наиболее близко взаимодействует с заготовкой 202 при электрическом разряде или случайном коротком замыкании. Кроме того, понятно, что не все электродные сегменты 202 работают одновременно. Следовательно, диод 300Х нерабочего или неактивного (разомкнутого) электродного сегмента(ов) 202Х может быть отключен от регулятора 132, что тем самым исключает данный электродный сегмент из рассмотрения. Вышеописанные диоды 300 являются только одним из примеров фильтрации сигналов напряжения, подаваемых на регулятор 132. Для решения этой задачи могут использоваться другие аппаратные и/или программные средства.
Термины «первый», «второй» и т.п. в данном документе не указывают на какой-либо порядок, количество или значимость, а используются, чтобы отличить один элемент от другого, а использование названий элементов в единственном числе в данном документе указывает не на ограничение количества, а на наличие по меньшей мере одного рассматриваемого элемента. Наречие «приблизительно», используемое в сочетании с численной величиной, является включающим по отношению к указанной величине и имеет значение, определяемое контекстом (например, учитывает степень погрешности измерения конкретной величины). Окончание множественного числа, взятое в скобки, используемое в данном документе, охватывает как единственное, так и множественное число определяемого элемента и, соответственно, обозначает не менее одного элемента (например, слово «металл(ы)» обозначает один или более металлов). Приведенные в данном документе диапазоны значений являются включающими и независимо комбинируемыми (например, определение диапазонов «вплоть до приблизительно 25% по весу или более конкретно от приблизительно 5% до приблизительно 20% по весу» означает включение граничных точек и всех промежуточных значений диапазонов «от приблизительно 5% до приблизительно 25% по весу» и т.д.).
Несмотря на то, что в данном документе описаны различные варианты выполнения, из описания должно быть понятно, что специалистами могут быть выполнены различные комбинации элементов, изменения или усовершенствования, находящиеся в рамках объема данного изобретения. Кроме того, возможно выполнение различных модификаций для обеспечения приведения конкретной ситуации или материала в соответствие с идеями данного изобретения без отклонения от сущности изобретения. Таким образом, подразумевается, что данное изобретение не ограничено конкретным вариантом выполнения, приведенным в качестве предпочтительного варианта его реализации, а охватывает все варианты выполнения, находящиеся в рамках объема прилагаемой формулы изобретения.
ПЕРЕЧЕНЬ ЭЛЕМЕНТОВ
Устройство 100
Заготовка 102
Первый электрод 104
Второй электрод 106
Бак 110
Текучая среда 112
Форма 120
Первый участок 122
Держатель 130 заготовки
Регулятор 132
Генератор 140 импульсов
Электрический разряд 142
Крепление 144
Вторая форма 160
Второй участок 162
Пространство 168
Сопло(а) 170
Сегментированныйэлектрод 190
Электродные сегменты 192
Изоляционный слой 194
Разные сегменты 202
Регулятор 208 импульсов
Изолятор 212
Диоды 300
Вход 302
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОИМПУЛЬСНОЙ ОБРАБОТКИ | 2010 |
|
RU2535820C2 |
| СОЕДИНИТЕЛЬНАЯ ДЕТАЛЬ ДЛЯ ОБРАБАТЫВАЮЩЕЙ ГОЛОВКИ ДЛЯ ТЕРМООБРАБОТКИ МАТЕРИАЛОВ, В ЧАСТНОСТИ ДЛЯ ГОЛОВКИ ПЛАЗМЕННОЙ ГОРЕЛКИ, ЛАЗЕРНОЙ ГОЛОВКИ, ПЛАЗМЕННО-ЛАЗЕРНОЙ ГОЛОВКИ, ИЗНАШИВАЮЩАЯСЯ ДЕТАЛЬ И ДЕРЖАТЕЛЬ ИЗНАШИВАЮЩЕЙСЯ ДЕТАЛИ, А ТАКЖЕ СПОСОБ ИХ СБОРКИ | 2019 |
|
RU2770169C1 |
| ИСТОЧНИК ИОНИЗАЦИИ НА ОСНОВЕ ДИЭЛЕКТРИЧЕСКОГО БАРЬЕРНОГО РАЗРЯДА ДЛЯ СПЕКТРОМЕТРИИ | 2014 |
|
RU2676384C1 |
| ИОНИЗИРУЮЩЕЕ УСТРОЙСТВО И УСТРОЙСТВО СПЕКТРОМЕТРА ИОННОЙ ПОДВИЖНОСТИ | 2014 |
|
RU2775707C2 |
| ЭЛЕКТРОХИМИЧЕСКИЙ ПРОТОЧНЫЙ РЕАКТОР | 2019 |
|
RU2800815C2 |
| СИСТЕМЫ И СПОСОБЫ ИЗМЕРЕНИЯ ТЕМПЕРАТУРЫ СТЕКЛА ВО ВРЕМЯ ПРЕОБРАЗОВАНИЯ ТРУБОК | 2018 |
|
RU2765172C2 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ЗАГОТОВОК | 2012 |
|
RU2606430C2 |
| СИСТЕМА ФИЛЬТРАЦИИ И ДЕЗИНФЕКЦИИ ВОЗДУХА ПОСРЕДСТВОМ ИНЖЕКЦИИ ПЛАЗМЫ | 2015 |
|
RU2711203C2 |
| СИСТЕМЫ ДОСТАВКИ И СПОСОБЫ ДЛЯ ЭЛЕКТРИЧЕСКОГО ПЛАЗМЕННОГО СИНТЕЗА ОКСИДА АЗОТА | 2017 |
|
RU2768488C2 |
| СПОСОБ УПРАВЛЕНИЯ НАСОСНЫМ УЗЛОМ | 2006 |
|
RU2362039C2 |
Изобретение относится к электроэрозионной обработке. Устройство 100 для электроэрозионного объемного копирования содержит бак 110 для размещения текучей среды 112 и электроды 104, 106, устанавливаемые в баке 110 и имеющие формы 120, задающие формы участкам 122, 162 заготовки 102. Держатель 130 заготовки располагает заготовку 102 по меньшей мере частично погруженной в текучую среду 112 и поочередно перемещает заготовку 102 в боковом направлении между нерабочим положением и рабочим положением у электрода. Генератор 140 импульсов создает электрический разряд между обрабатываемым участком и электродом для удаления материала с данного участка, когда заготовка 102 находится в рабочем положении. Перемещение заготовки 102 от электрода обеспечивает удаление текучей среды 112, содержащей частицы заготовки, из пространства между заготовкой 102 и электродом. Кроме того, можно использовать сегментированный электрод, для каждого сегмента которого предусмотрен отдельный генератор импульсов. Изобретение позволяет осуществить качественную электроэрозионную обработку с большой скоростью, обеспечивающую получение более гладкой поверхности изготавливаемой детали. 2 н. и 14 з.п. ф-лы, 9 ил.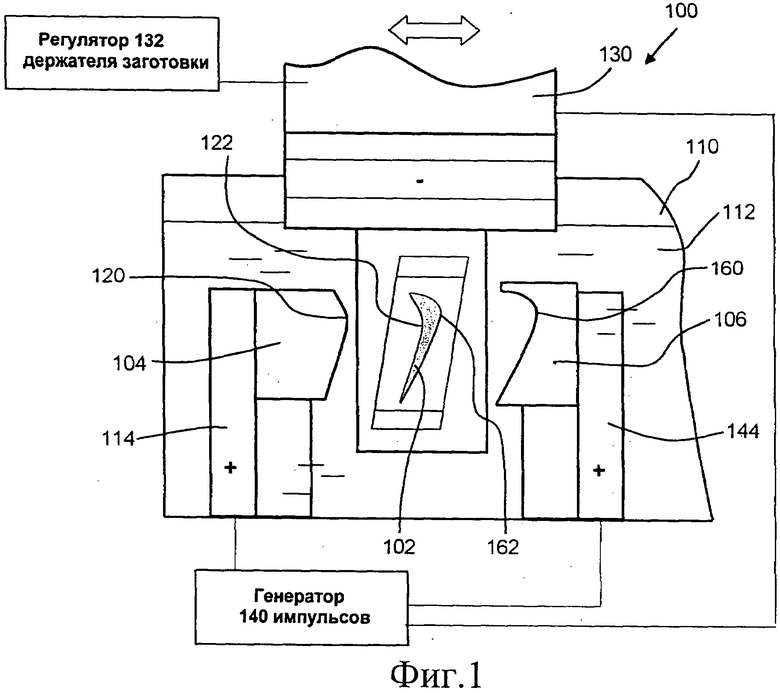
1. Устройство (100) для электроэрозионного объемного копирования, содержащее
бак (110) для размещения текучей среды (112),
первый электрод (104), установленный внутри бака (110) и погруженный в указанную текучую среду, при этом первый установленный электрод имеет первую форму (120), которая задает зеркально отраженную форму первого участка (122) заготовки (102),
держатель (130) заготовки, предназначенный для позиционирования заготовки (102), по меньшей мере частично погруженной в указанную текучую среду (112), и для поочередного перемещения заготовки (102) в боковом направлении между нерабочим положением и первым рабочим положением у первого электрода (104), в котором на первом участке (122) выполняется электроэрозионная обработка (142), и
генератор (140) импульсов, предназначенный для создания электрического разряда (142) между первым участком (122) и первым установленным электродом (104) для удаления материала с первого участка (122), когда заготовка (102) находится в рабочем положении,
второй электрод (106), установленный в баке (110) и имеющий вторую форму (160), которая задает зеркально отраженную форму второго участка (162) заготовки (102),
причем держатель (130) заготовки поочередно перемещает заготовку (102) в боковом направлении между первым рабочим положением у первого установленного электрода (104), в котором электроэрозионная обработка выполняется на первом участке (122), нерабочим положением и вторым рабочим положением у второго электрода (106), в котором электроэрозионная обработка (142) выполняется на втором участке (162), и
причем генератор (140) импульсов создает электрический разряд (142) между вторым участком (162) и вторым электродом (106) для удаления материала со второго участка, когда заготовка (102) находится во втором рабочем положении, при этом перемещение заготовки (102) в боковом направлении между нерабочим положением и каждым из первого и второго рабочего положения обеспечивает по меньшей мере частичное удаление текучей среды (112), содержащей частицы, из пространства (168), освобождаемого заготовкой (102).
2. Устройство по п.1, в котором в результате электроэрозионной обработки (142) образуется текучая среда (112), содержащая частицы заготовки (102) во взвешенном состоянии, и перемещение заготовки (102) в боковом направлении между нерабочим положением и первым рабочим положением приводит по меньшей мере к частичному удалению текучей среды (112), содержащей частицы заготовки, из пространства (168), освобождаемого заготовкой (102).
3. Устройство по п.2, дополнительно содержащее сопло, предназначенное для введения текучей среды (112) в пространство (168), освобождаемое заготовкой (102).
4. Устройство по п.1, в котором генератор (140) импульсов обеспечивает положительную полярность первого установленного электрода (104) и отрицательную полярность заготовки (102).
5. Устройство по п.1, в котором первый установленный электрод (104) имеет несколько электродных сегментов (192), а генератор (140) импульсов содержит отдельный генератор (140) электрических импульсов, соединенный с каждым электродным сегментом, и дополнительно содержит регулятор (208) импульсов, соединенный с каждым отдельным генератором (140) электрических импульсов для создания электрического разряда (142) с помощью каждого электродного сегмента независимо от других электродных сегментов (192).
6. Устройство по п.5, в котором каждый электрический разряд (142) по существу одинаков по величине и длительности.
7. Устройство по п.5, в котором электродные сегменты (192) расположены на расстоянии друг от друга.
8. Устройство по п.5, дополнительно содержащее регулятор (132) держателя заготовки, предназначенный для управления перемещением держателя (130) заготовки.
9. Устройство по п.8, в котором регулятор (132) держателя заготовки определяет напряжение между заготовкой (102) и каждым электродным сегментом первого электрода (104) и на основании полученных напряжений регулирует скорость подачи заготовки (102) по направлению к первому электроду (104).
10. Устройство по п.9, в котором регулятор (132) держателя заготовки увеличивает скорость подачи, когда ни один из электродных сегментов (192) не разряжается на заготовку (102), и уменьшает скорость подачи или расстояние до заготовки (102) от первого электрода, когда один из электродных сегментов (192) разряжается на заготовку (102) при напряжении, которое меньше порогового напряжения.
11. Устройство по п.9, в котором регулятор (132) держателя заготовки сохраняет скорость подачи заготовки (102) по направлению к первому электроду (104), когда все электродные сегменты (192) разряжаются на заготовку (102) по существу при одинаковом напряжении.
12. Устройство (100) для электроэрозионного объемного копирования, содержащее
первый установленный электрод (104), включающий множество электродных сегментов (192) и имеющий форму (120), которая задает зеркально отраженную форму первого участка (122) заготовки (102),
отдельные генераторы (206) электрических импульсов, каждый из которых соединен с отдельным электродным сегментом первого установленного электрода, и
регулятор (208) импульсов, соединенный с каждым генератором (206) электрических импульсов для создания электрического разряда (210) на каждом отдельном электродном сегменте независимо от других электродных сегментов (202) для удаления материала с первого участка (122) заготовки,
держатель (130) заготовки, предназначенный для позиционирования заготовки (102) относительно первого установленного электрода (202), и регулятор (132) держателя (130) заготовки, предназначенный для управления перемещением в боковом направлении держателя (130) заготовки,
при этом регулятор (132) держателя (130) заготовки определяет напряжение между заготовкой (102) и каждым сегментом первого установленного электрода (202) и на основании полученных напряжений регулирует скорость подачи заготовки (102) по направлению к первому электроду (104), увеличивает скорость подачи, когда ни один из множества электродных сегментов (202) не разряжается на заготовку (102), уменьшает скорость подачи или расстояние до заготовки (102) от первого электрода (104), когда один из множества электродных сегментов (202) разряжается на заготовку (102) при напряжении, которое меньше порогового, и сохраняет скорость подачи заготовки (102) по направлению к первому электроду (104), когда один из множества электродных сегментов (202) разряжается на заготовку (102) при ожидаемом уровне разрядного напряжения или когда все из множества электродные сегменты (202) разряжаются на заготовку (102) при ожидаемом уровне напряжения разряда.
13. Устройство по п.12, в котором каждый электрический разряд (210) по существу одинаков по величине и длительности.
14. Устройство по п.12, в котором множество электродных сегментов (202) расположены на расстоянии друг от друга.
15. Устройство по п.12, дополнительно содержащее бак (110) для размещения текучей среды (112), первый электрод (104), установленный в баке (110), причем держатель (130) заготовки располагает заготовку (102) по меньшей мере частично погруженной в текучую среду (112) и перемещает заготовку (102) в боковом направлении между нерабочим положением и первым рабочим положением у первого установленного электрода (201), в котором на первом участке заготовки выполняется электроэрозионная обработка.
16. Устройство по п.15, дополнительно содержащее
второй электрод (106), включающий несколько электродных сегментов (202) и имеющий вторую форму (160, 120), которая задает зеркально отраженную форму второго участка (162) заготовки (102), и
отдельные генераторы (206) электрических импульсов, каждый их которых соединен с отдельным электродным сегментом второго электрода,
причем регулятор (132) держателя заготовки перемещает заготовку (102) в боковом направлении между первым рабочим положением у первого установленного электрода, в котором электроэрозионная обработка электрическим разрядом выполняется на первом участке, нерабочим положением и вторым рабочим положением у второго электрода, в котором электроэрозионная обработка выполняется на втором участке,
при этом регулятор (208) импульсов соединен с каждым генератором (206) импульсов второго электрода для создания электрического разряда на каждом электродном сегменте независимо от других электродных сегментов для удаления материала со второго участка.
| Электрогидравлический следящий привод | 1988 |
|
SU1645659A1 |
| US 3467807 A, 16.09.1969 | |||
| US 3372099 A, 05.03.1968 | |||
| Способ размерной электрохимической обработки | 1973 |
|
SU917987A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ СЛОЖНОПРОФИЛЬНЫХ ИЗДЕЛИЙ | 0 |
|
SU189275A1 |

