Изобретение относится к машиностроению, а именно к деталям машин, и может быть использовано для изготовления зубчатых колес зубчатых передач механизмов и машин.
Известен способ изготовления зубчатого колеса, включающий изготовление тела и зубчатого венца из цельной заготовки, например методом копировании модульными, дисковыми и торцовыми фрезами - см., например, «Березовский Ю.Н. и др. Детали машин: Учебник для машиностроительных техникумов / Ю.Н. Березовский, Д.В. Чернилевский, М.С. Петров; Под ред. Н.А. Бородина. - М.: Машиностроение, 1983. - 384 с., ил.», стр.82.
Недостаток данного способа состоит в том, что процесс изготовления зубьев зубчатого венца весьма трудоемок; кроме того, при этом способе в отходы уходит достаточно много дефицитного материала заготовки.
В качестве прототипа взят способ изготовления составного зубчатого колеса, заключающийся в раздельном изготовлении тела колеса и зубчатого венца с последующей сборкой их в единое зубчатое колесо - см. «Производство зубчатых колес: Справочник / С.Н. Калашников, Л.С. Калашников, Г.И. Коган и др.; Под общ. ред. Б.А. Тайца. - 3-е изд., перераб. и допол. - М.: Машиностроение, 1990. - 464 с.: ил.», стр.36.
Недостаток данного способа состоит с том, что наиболее ответственная часть зубчатого колеса - зубчатый венец изготавливается в виде венцового колеса, у которого все зубья связаны между собой в единый зубчатый венец ободом венцового колеса, что повышает материалоемкость зубчатого колеса и снижает его ремонтопригодность, т.к. в процессе эксплуатации колеса его зубья подвержены изнашиванию и изломам, и восстановление зубчатого венца становится при данной конструкции зубчатого колеса затруднительным.
Изобретением решается задача снижения издержек при изготовлении зубчатых колес и повышения их ремонтопригодности.
Это достигается тем, что способ изготовления зубчатого колеса включает изготовление тела с посадочным отверстием на вал и зубчатого венца, причем изготавливают тело в виде диска шириной, равной ширине зубчатого венца, и диаметром, равным диаметру окружности впадин зубчатого венца; по окружности тела между его торцами выполняют радиально ориентированные пазы с поперечным сечением в виде равнобокой трапеции с основанием, обращенным в сторону центра тела, и размером вершины, не большим, чем размер проекции на окружность впадин зубчатого венца основания зуба изготавливаемого зубчатого колеса, причем радиальные плоскости симметрии пазов располагают по плоскостям симметрии зубьев зубчатого венца изготавливаемого зубчатого колеса; тело с выполненными пазами укладывают торцом на горизонтальное плоское основание и фиксируют с прижатием на нем тела; по окружности тела, с примыканием к ней без зазора, устанавливают литьевую форму, в которой со стороны тела выполнены выемки, ответные по отношению к зубьям зубчатого венца, причем высоту формы выполняют равной ширине зубчатого венца, а плоскости симметрии выемок совмещают с плоскостями симметрии пазов в теле колеса; полости, образованные пазами в теле, выемками в форме и горизонтальным плоским основанием, заполняют расплавленным материалом, например пластмассой; после заполнения всех полостей и затвердевания расплава, литьевую форму удаляют и снимают изготовленное зубчатое колесо с горизонтального основания. Причем, поверхности плоского основания и выемок литьевой формы выполняют термо- и адгезионно-стойкими, например, из материала на основе графита.
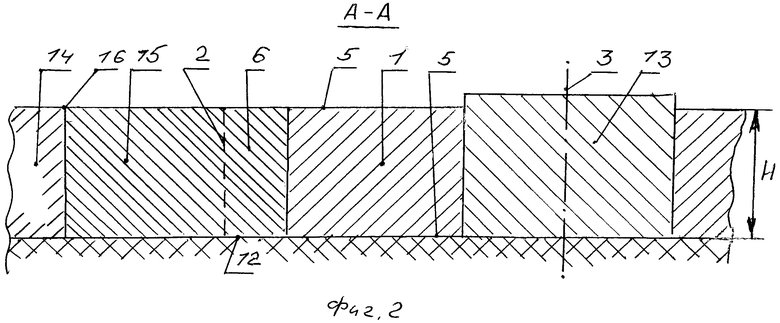
Сущность изобретения поясняется чертежами, на которых изображены: фрагмент изготавливаемого зубчатого колеса - вид с торца колеса (фиг.1) и разрез изготавливаемого зубчатого колеса (фиг.2).
На чертежах показаны: тело 1 зубчатого колеса, ширина Н зубчатого венца изготавливаемого зубчатого колеса, окружность 2 тела 1 (окружность впадин зубчатого венца изготавливаемого зубчатого колеса), центр 3 тела колеса, посадочное отверстие 4 зубчатого колеса, торцы 5 тела, пазы 6, боковые поверхности 7 пазов, основания 8 пазов, зубья 9 зубчатого венца, плоскость симметрии 10 пазов, плоскости симметрии 11 зубьев, горизонтальное плоское основание 12, цилиндрический выступ 13 основания, литьевая форма 14, выемки 15 литьевой формы, окружность вершин 16 зубчатого венца. На чертежах буквами A обозначены совмещенные положения тела 1 и литьевой формы 14, а буквами B - фаза процесса изготовления после заполнения пазов 6 и выемок 15 расплавом.
Реализуется данный способ следующим образом.
Из заготовки, например (для обеспечения большей прочности) - металлической, изготавливают тело 1 изготавливаемого зубчатого колеса, шириной Н, равной ширине зубчатого венца изготавливаемого зубчатого колеса, и наружной окружностью, равной окружности впадин 2 зубчатого венца; по центру 3 тела выполняют отверстие 4 для посадки на вал передачи; по окружности 2 тела 1 между его торцами 5 выполняют радиально ориентированные пазы 6 с поперечным сечением в виде равнобокой (7) трапеции с основанием 8, обращенным в сторону центра 3 тела, и размером вершины (a-b), не большим, чем размер проекции (c-d) основания зуба 9 зубчатого венца изготавливаемого зубчатого колеса на окружность впадин 2 зубчатого венца, причем радиальные плоскости симметрии 10 пазов 6 располагают по плоскостям симметрии 11 зубьев 9 зубчатого венца изготавливаемого зубчатого колеса; тело 1 с выполненными пазами 6 укладывают торцом (5) на горизонтальное плоское основание 12 с совмещением посадочного отверстия 4 тела с цилиндрическим выступом 13, укрепленным на этом основании, и фиксирует тело 1 на основании 12; по окружности 2 тела 1, с примыканием к ней без зазора, устанавливают на основании 12, с фиксацией на нем, литьевую форму 14, в которой со стороны тела 1 выполнены выемки 15, ответные по отношению к зубьям зубчатого венца, причем высоту формы выполняют равной ширине Н зубчатого венца, а плоскости симметрии выемок 15 совмещают с плоскостями симметрии 10 пазов 6 в теле 1 колеса; полости, образованные пазами 6 в теле 1, выемками 15 в форме 14 и горизонтальным плоским основанием 12, заполняют расплавленным материалом (металлом или пластмассой); после заполнения всех полостей и затвердения расплава, литьевую форму 14 удаляют и снимают изготовленное зубчатое колесо с горизонтального основания 12. Причем, поверхности плоского основания 12 и поверхности заливаемых полостей литьевой формы 14 выполняют термо- и адгезионно-стойкими, например, из материала на основе графита.
По сравнению с прототипом, предлагаемый способ позволяет снизить издержки при изготовлении зубчатого колеса и повысить его ремонтопригодность, т.к. каждый зуб зубчатого венца не связан с другими зубьями.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗУБЧАТОГО КОЛЕСА | 2013 |
|
RU2536152C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗУБЧАТОГО КОЛЕСА | 2013 |
|
RU2537048C1 |
| ЗУБЧАТОЕ КОЛЕСО | 2014 |
|
RU2550246C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗУБЧАТОГО КОЛЕСА | 2013 |
|
RU2525360C1 |
| ЗУБЧАТОЕ КОЛЕСО | 2014 |
|
RU2550248C1 |
| СМАЗОЧНОЕ УСТРОЙСТВО ЗУБЧАТОГО КОЛЕСА | 2014 |
|
RU2559513C1 |
| ЗУБЧАТОЕ КОЛЕСО | 2014 |
|
RU2550244C1 |
| ЗУБЧАТОЕ КОЛЕСО | 2014 |
|
RU2552392C1 |
| СМАЗОЧНОЕ УСТРОЙСТВО ЗУБЧАТОГО КОЛЕСА | 2014 |
|
RU2559439C1 |
| СМАЗОЧНОЕ УСТРОЙСТВО ЗУБЧАТОГО КОЛЕСА | 2014 |
|
RU2555877C1 |
Изобретение относится к машиностроению. Способ изготовления зубчатого колеса включает изготовление тела 1 с посадочным отверстием 4 на вал и зубчатого венца, причем изготавливают тело в виде диска шириной Н, равной ширине зубчатого венца, и диаметром 2, равным диаметру окружности впадин зубчатого венца. По окружности тела между его торцами 5 выполняют радиально ориентированные пазы 6 с поперечным сечением в виде равнобокой трапеции, причем радиальные плоскости симметрии пазов располагают по плоскостям симметрии зубьев зубчатого венца изготавливаемого зубчатого колеса. Тело с выполненными пазами укладывают торцом на горизонтальное плоское основание 12 и фиксируют с прижатием на нем тела. По окружности тела, с примыканием к ней без зазора, устанавливают с фиксацией на основании заранее изготовленную литьевую форму 14, в которой со стороны тела выполнены выемки 15, ответные по отношению к зубьям 9 зубчатого венца. Высоту формы выполняют равной ширине Н зубчатого венца, а плоскости симметрии выемок совмещают с плоскостями симметрии пазов в теле колеса. Полости, образованные пазами в теле, выемками в форме и горизонтальным плоским основанием, заполняют расплавленным материалом. После заполнения всех полостей и затвердевания расплава литьевую форму удаляют и снимают изготовленное зубчатое колесо с основания. В результате снижаются издержки при изготовлении зубчатых колес и увеличивается их ремонтопригодность. 1 з.п. ф-лы, 2 ил.
1. Способ изготовления зубчатого колеса, включающий раздельное изготовление тела с посадочным отверстием на вал и зубчатого венца с зубьями, отличающийся тем, что изготавливают тело в виде диска шириной, равной ширине зубчатого венца, и диаметром, равным диаметру окружности впадин зубчатого венца, по окружности тела между его торцами выполняют радиально ориентированные пазы с поперечным сечением в виде равнобокой трапеции с основанием, обращенным в сторону центра тела, и размером вершины, не большим, чем размер проекции на окружность впадин зубчатого венца основания зуба изготавливаемого зубчатого колеса, причем радиальные плоскости симметрии пазов располагают по плоскостям симметрии зубьев зубчатого венца изготавливаемого зубчатого колеса, тело с выполненными пазами укладывают торцом на горизонтальное плоское основание и фиксируют с прижатием на нем тела, по окружности тела, с примыканием к ней без зазора, устанавливают с фиксацией на основании заранее изготовленную литьевую форму, в которой со стороны тела выполнены выемки, ответные по отношению к зубьям зубчатого венца, причем высоту формы выполняют равной ширине зубчатого венца, а плоскости симметрии выемок совмещают с плоскостями симметрии пазов в теле колеса, полости, образованные пазами в теле, выемками в форме и горизонтальным плоским основанием, заполняют расплавленным материалом, например пластмассой, после заполнения всех полостей и затвердевания расплава литьевую форму удаляют и снимают изготовленное зубчатое колесо с горизонтального основания.
2. Способ по п.1, отличающийся тем, что поверхности горизонтального плоского основания и поверхности выемок литьевой формы выполняют термо- и адгезионно-стойкими, например, из материала на основе графита.
| Изложница с суживающимся книзу сечением и с вертикально перемещающимся днищем | 1924 |
|
SU2012A1 |
| Составное зубчатое колесо | 1990 |
|
SU1795209A1 |
| Зубчатое колесо | 1977 |
|
SU688752A1 |
| СПОСОБ ПОЛУЧЕНИЯ СЛОИСТОГО МАТЕРИАЛА | 1991 |
|
RU2039662C1 |

