Изобретение относится к машиностроению, а именно к деталям машин, и может быть использовано для изготовления зубчатых колес зубчатых передач механизмов и машин.
Известен способ изготовления зубчатого колеса, включающий изготовлении тела и зубчатого венца из одной цельной заготовки, например, методом копирования (модульными, дисковыми и торцовыми фрезами) - см. Березовский Ю.Н. и др. Детали машин: Учебник для машиностроительных техникумов / Ю.Н. Березовский, Д.В. Чернилевский, М.С. Петров; Под ред. Н.А. Бородина. - М.: Машиностроение, 1983. - 384 с., ил., стр.82.
Недостаток данного способа изготовления зубчатого колеса состоит в том, что при изготовлении зубчатого венца большое количество дефицитного материала уходит в отходы, кроме того, затруднен процесс восстановления зубчатого венца при износе или поломке его зубьев.
В качестве прототипа взят способ изготовления зубчатого колеса, заключающийся в раздельном изготовлении тела колеса и его зубчатого венца с последующей их сборкой в единое изделие, для чего зубчатый венец изготавливается в виде венцового колеса, состоящего из обода с расположенным на нем по окружности зубчатым венцом, обод крепится на теле колеса, для чего на теле выполняется одно (или два) укрепления по всей окружности тела в его радиальной плоскости, к которому обод крепится посредством винтов или заклепок - см. Производство зубчатых колес: Справочник / С.Н. Калашников, Л.С. Калашников, Г.И. Коган и др.; Под общ. ред. Б.А. Тайца. - 3-е изд., перераб. и доп. - М.: Машиностроение, 1990. - 464 с.: ил., стр.36.
Недостатки прототипа - те же, что у аналога.
Изобретением решается задача упрощения процесса изготовления зубчатого колеса и повышения его прочности.
Это достигается тем, что зубчатое колесо изготавливают составным, состоящим из тела и венцевого колеса, состоящего из обода с расположенным на нем зубчатым венцом с зубьями, с последующей их сборкой, причем тело изготавливают в виде цилиндрического диска диаметром, меньшим, чем внутренний диаметр обода; обод выполняют со шлицами, расположенными на его внутренней поверхности по плоскостям симметрии зубьев зубчатого венца, перпендикулярно торцам обода, причем высоту шлицов выполняют большей, чем разница радиусов внутренней поверхности обода и наружной поверхности тела; по окружности тела выполняют пазы, ответные по отношению к шлицам обода, и сечением, большим, чем сечение шлицов; венцевое колесо и тело совмещают соосно друг с другом с расположением их торцов в одной плоскости и фиксируют их в этом положении; полости между телом и ободом заполняют расплавленным материалом, например пластмассой; выдерживают расплав до его затвердевания, после чего с изготовленного зубчатого колеса фиксацию снимают.
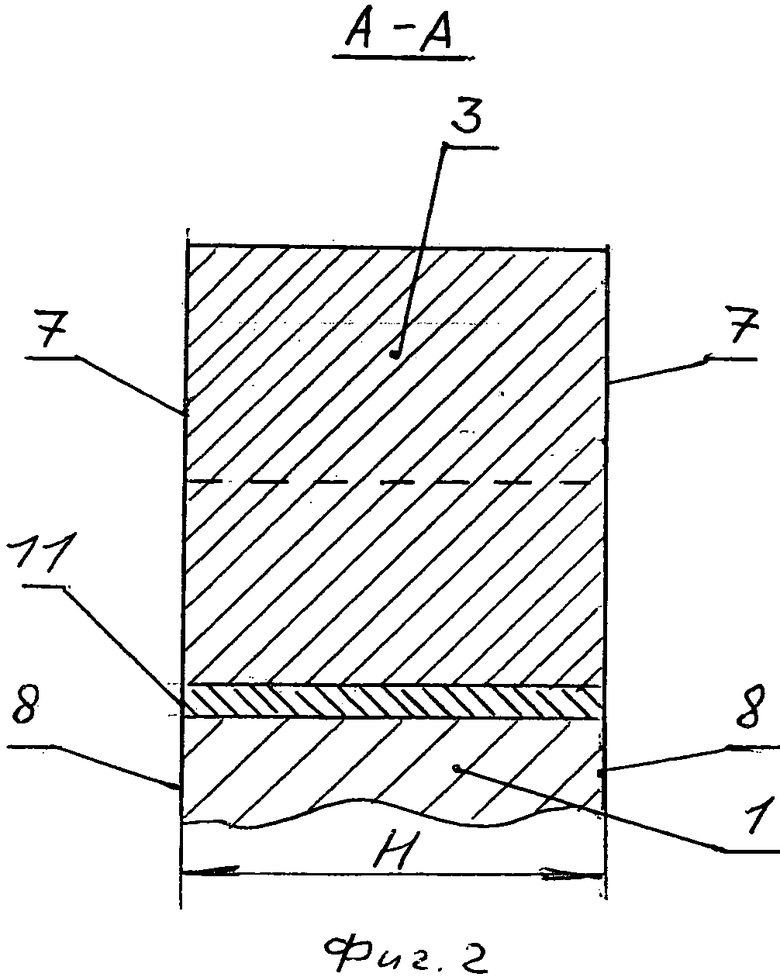
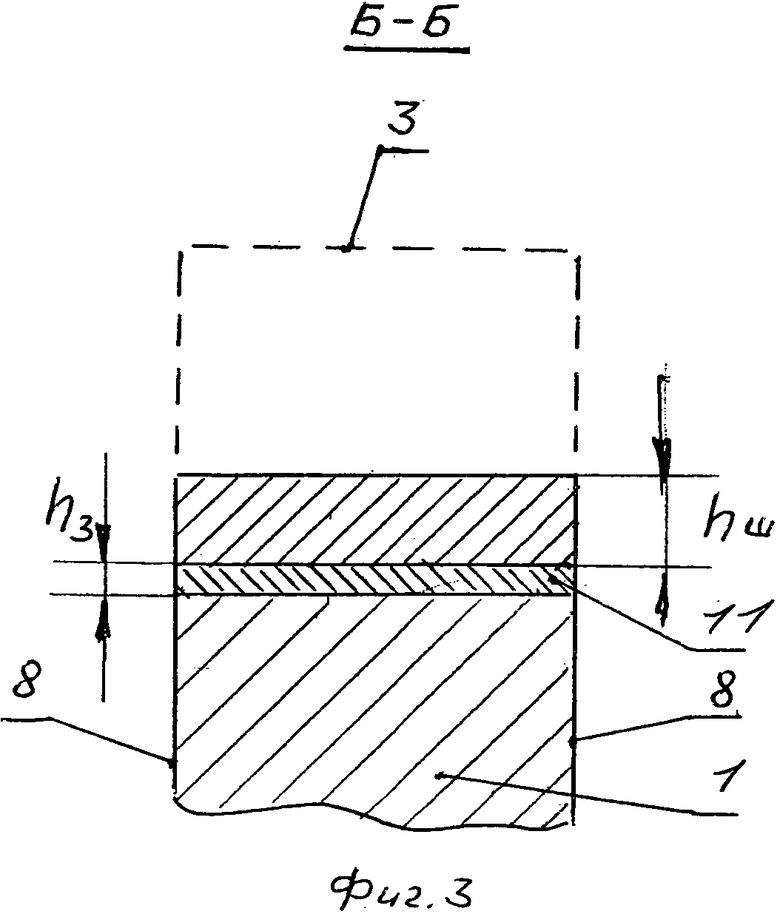
Сущность изобретения поясняется чертежом, на котором изображены: фрагмент зубчатого колеса - вид с его торца (фиг.1), сечения зубчатого колеса (фиг.2, 3).
На чертеже показаны: тело 1 зубчатого колеса, обод 2 венцевого колеса, зубчатый венец с зубьями 3, шлицы 4, внутренняя поверхность обода 2, плоскости симметрии 6 зубьев 3, торцы обода 2, торцы 8 тела 1, окружная поверхность 0 тела 1, пазы 10, заплавляемый материал 11; Rт - радиус тела; Rо - радиус обода, hш - высота шлица, lш - ширина шлица, lп - ширина паза, hз - величина зазора между телом 1 и ободом 2, h - расстояние от внутренней поверхности 5 обода 2 и наружной поверхностью 9 тела 1.
Реализуется данный способ следующим образом. Раздельно изготавливают тело 1 и венцевое колесо, состоящее из обода 2 и расположенного на нем зубчатого венца с зубьями 3; тело 1 изготавливают в виде цилиндрического диска диаметром Dт, меньшим, чем внутренний диаметр Do обода 2; обод 2 выполняют со шлицами 4, расположенными на его внутренней поверхности 5 по плоскостям симметрии 6 зубьев 3 зубчатого венца, перпендикулярно его торцам 7, причем высоту hш выполняют большей, чем разница радиусов внутренней поверхности Rо обода 2 и наружной поверхности 9 тела 1 (Rт); по окружности 9 тела 1 выполняют пазы 10, ответные по отношению к шлицам 4 обода 2, и сечением, большим, чем сечение шлицов 4; венцевое колесо - ободом 2-й тело 1 совмещают соосно друг с другом с расположением их торцов (8, 9) в одной плоскости, и фиксируют их в этом положении; полости между телом 1 и ободом 2 заполняют расплавленным материалом 11, например пластмассой; выдерживают расплав (11) до его затвержевания, после чего с изготовленного зубчатого колеса фиксацию снимают.
По сравнению с прототипом предлагаемый способ изготовления зубчатого колеса позволяет упростить процесс его изготовления и повысить его прочность (за счет обеспечения надежного сцепления обода венцевого колеса - по большей поверхности их сопряжения).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗУБЧАТОГО КОЛЕСА | 2013 |
|
RU2536152C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗУБЧАТОГО КОЛЕСА | 2013 |
|
RU2537048C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗУБЧАТОГО КОЛЕСА | 2013 |
|
RU2546394C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗУБЧАТОГО КОЛЕСА | 2013 |
|
RU2535606C1 |
| ЗУБЧАТОЕ КОЛЕСО | 2014 |
|
RU2550941C1 |
| ЗУБЧАТОЕ КОЛЕСО | 2013 |
|
RU2548446C1 |
| ЗУБЧАТОЕ КОЛЕСО | 2013 |
|
RU2548450C1 |
| ЗУБЧАТОЕ КОЛЕСО | 2014 |
|
RU2552579C1 |
| ЗУБЧАТОЕ КОЛЕСО | 2014 |
|
RU2552580C1 |
| ЗУБЧАТОЕ КОЛЕСО | 2014 |
|
RU2552392C1 |
Изобретение относится к машиностроению, а именно к деталям машин, и может быть использовано для изготовления колес зубчатых передач. Способ изготовления зубчатого колеса включает раздельное изготовление тела (1) и венцового колеса, состоящего из обода (2) с расположенным на нем зубчатым венцом с зубьями (3), и последующую их сборку. Тело (1) изготавливают в виде цилиндрического диска диаметром, меньшим, чем диаметр внутренней поверхности обода (2). Обод выполняют со шлицами (4), расположенными на его внутренней поверхности по плоскостям симметрии зубьев (3) зубчатого венца, перпендикулярно торцам (7) обода. Высоту шлицов (4) выполняют большей, чем разница радиусов внутренней поверхности обода и окружной поверхности тела. По окружности тела выполняют пазы (10), ответные по отношению к шлицам обода и с сечением, большим, чем сечение шлицов. Венцовое колесо и тело совмещают соосно друг с другом с расположением их торцов в одной плоскости и фиксируют их в этом положении. Полости между телом и ободом заполняют расплавленным материалом, например пластмассой; выдерживают расплав до затвердевания, после чего с изготовленного зубчатого колеса фиксацию снимают. Изобретение направлено на упрощение процесса изготовления зубчатого колеса и повышение его прочности. 3 ил.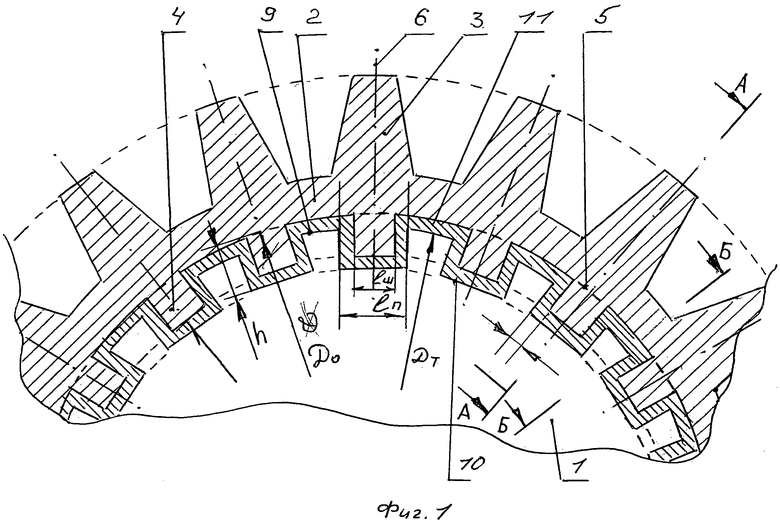
Способ изготовления зубчатого колеса, преимущественно составного, включающий раздельное изготовление тела и венцового колеса, состоящего из обода с расположенным на нем зубчатым венцом с зубьями, и последующую их сборку, отличающийся тем, что тело изготавливают в виде цилиндрического диска диаметром, меньшим, чем внутренний диаметр обода; обод выполняют со шлицами, расположенными на его внутренней поверхности по плоскостям симметрии зубьев зубчатого венца перпендикулярно торцам обода, причем высоту шлицов выполняют большей, чем разница радиусов внутренней поверхности обода и наружной поверхности тела; по окружности тела выполняют пазы, ответные по отношению к шлицам обода и сечением, большим, чем сечение шлицов; венцовое колесо и тело соосно совмещают друг с другом с расположением их торцов в одной плоскости и фиксируют их в этом положении; полости между телом и ободом заполняют расплавленным материалом, например пластмассой; выдерживают расплав до его затвердевания, после чего с изготовленного зубчатого колеса фиксацию снимают.
| Зубчатое колесо | 1988 |
|
SU1567836A1 |
| Составное зубчатое колесо | 1990 |
|
SU1739153A1 |
| Зубчатое колесо | 1987 |
|
SU1499027A1 |
| СПОСОБ ПОЛУЧЕНИЯ СЛОИСТОГО МАТЕРИАЛА | 1991 |
|
RU2039662C1 |

