Изобретение относится к машиностроению, а именно - к деталям машин, и может быть использовано для изготовления зубчатых колес зубчатых передач механизмов и машин.
Известен способ изготовления зубчатого колеса, включающий изготовлении тела и зубчатого венца из цельной заготовки, например методом копировании модульными, дисковыми и торцовыми фрезами - см., например, Березовский Ю.Н. и др. Детали машин: Учебник для машиностроительных техникумов / Ю.Н. Березовский, Д.В. Чернилевский, М.С. Петров; под ред. Н.А. Бородина. - М.: Машиностроение, 1983. - 384 с., ил., стр.82.
Недостаток данного способа состоит в том, что процесс изготовления зубьев зубчатого венца весьма трудоемок; кроме того, при этом способе в отходы уходит достаточно много дефицитного материала заготовки.
В качестве прототипа взят способ изготовления составного зубчатого колеса, заключающийся в раздельном изготовлении тела колеса и зубчатого венца с последующей сборкой их в единое зубчатое колесо - см. Производство зубчатых колес: Справочник / С.Н. Калашников, Л.С. Калашников, Г.И. Коган и др.; под общ. ред. Б.А. Тайца. - 3-е изд., перераб. и допол. - М.: Машиностроение, 1990. - 464 с.: ил., стр.36.
Недостаток данного способа состоит в том, что наиболее ответственная часть зубчатого колеса - зубчатый венец изготавливается в виде венцового колеса, у которого все зубья связаны между собой в единый зубчатый венец ободом венцового колеса, что повышает материалоемкость зубчатого колеса и снижает его ремонтопригодность, т.к. в процессе эксплуатации колеса его зубья подвержены изнашиванию и изломам, и восстановление зубчатого венца становится при данной конструкции зубчатого колеса затруднительным.
Изобретением решается задача снижения издержек при изготовлении зубчатого колеса и повышения его ремонтопригодности.
Это достигается тем, что способ изготовления зубчатого колеса включает раздельное изготовление тела и зубчатого венца с зубьями с последующей их сборкой, причем тело изготавливают в виде диска шириной, равной ширине зубчатого венца, и диаметром, равным диаметру окружности впадин зубчатого венца; по окружности тела, по плоскостям симметрии зубьев изготавливаемого зубчатого колеса выполняют пазы, имеющие в поперечном сечении форму равнобокой трапеции с основанием, ориентированным к центру колеса, и величиной вершины, не большей, чем величина проекции основания зуба зубчатого венца на окружность впадин зубчатого венца; на цилиндрической поверхности тела симметрично относительно плоскостей симметрии зубьев и перпендикулярно им между торцами тела выполняют плоские площадки размером, равным размерам проекции оснований зубьев на эту поверхность, зубчатый венец изготавливают из отдельных, не связанных между собой зубьев, имеющих форму зубьев, рассчитанных для данного зубчатого колеса, основания зубьев выполняют в виде плоскостей, перпендикулярных плоскостям симметрии зубьев, а высоту зубьев выполняют равной расстоянию от окружности вершин зубчатого венца до плоских площадок на цилиндрической поверхности тела; основание каждого зуба снабжают выступом, расположенным по плоскости симметрии зуба по его ширине и размером меньшим, чем глубина паза; выступы выполняют в виде пластин, снабженных поперечными уширениями в виде полок; изготовленные зубья устанавливают по окружности тела на выполненные площадки, с совмещением плоскостей их симметрии с плоскостями симметрии пазов; установленные зубья прижимают со стороны их вершин к телу и заполняют все полости пазов расплавленным материалом, например пластмассой; после затвердевания расплава в пазах прижатие зубьев к телу прекращают, и процесс изготовления зубчатого колеса считается завершенным.
Сущность изобретения поясняется чертежами, на котором изображены: фрагмент зубчатого колеса с обозначением фаз его изготовления - вид с торца колеса (фиг.1); зуб зубчатого венца - вид с торца зуба (фиг.2); зуб зубчатого венца - вид с его боковой стороны (фиг.3).
На чертежах показаны: тело 1 зубчатого колеса, окружность впадин 2 зубчатого венца, плоскость асимметрии 3 зубьев 4 зубчатого венца, пазы 5, боковые стенки 6 пазов, основания 7 пазов, проекция основания 8 зуба на тело колеса, плоские площадки 9, окружность вершин 10 зубчатого венца, выступы 11, уширения 12 пластин, вершина 13 зуба, боковая поверхность 14 зуба, заливаемый расплавленный материал 15, затвердевший залитый материал 16, размер l площадки 9 по окружности впадин зубчатого венца, высота h зуба, вектор F силы прижатия зубьев.
Данный способ реализуется следующим образом. Тело 1 изготавливают в виде диска шириной, равной ширине зубчатого венца, и диаметром, равным диаметру окружности впадин 2 зубчатого венца; по окружности 2 тела по плоскостям симметрии 3 зубьев 4 изготавливаемого зубчатого колеса, между торцами тела 1 выполняют пазы 5, имеющие в поперечном сечении форму равнобокой (6) трапеции с основанием 7, ориентированным к центру тела 1, и величиной вершины, не большей, чем величина проекции основания 8 зуба 4 зубчатого венца на окружность впадин 2 зубчатого венца; на цилиндрической поверхности тела 1, симметрично относительно плоскостей симметрии 3 зубьев 4 и перпендикулярно им, между торцами тела выполняют плоские площадки 9, размером, равным размеру проекции оснований 8 зубьев 4 на эту поверхность (фаза А); зубчатый венец изготавливают в виде отдельных, не связанных между собой зубьев 4, имеющих форму зубьев, рассчитанную для данного зубчатого колеса; основания 8 зубьев 4 выполняют в виде плоскостей, перпендикулярных плоскостям симметрии 3 зубьев 4, а высоту h зубьев 4 выполняют равной расстоянию от окружности вершин 10 зубчатого венца до плоских площадок 9 на цилиндрической поверхности тела 1; основание 8 каждого зуба 4 снабжают выступом 11, расположенным по плоскостям симметрии 3 зубьев 4 и размером меньшим, чем глубина паза 5, выступы 11 выполняют в виде пластин, снабженных поперечными уширениями 12 в виде полок; изготовленные зубья 4 устанавливают по окружности 2 тела 1 на выполненные площадки 9 с совмещением плоскостей их симметрии 3 зубьев 4 с плоскостями симметрии пазов 5; установленные зубья 4 (фаза В) прижимают со стороны их вершин 13 к телу 1 (силой F) и заполняют все полости пазов 5 расплавом 15, например пластмассой (фаза С); зубья 4 выдерживают под нагрузкой до затвердевания расплава (фаза D); после затвердевания расплава (16) в пазах 6 прижатие зубьев 4 к телу 1 прекращают, и процесс изготовления зубчатого колеса считается завершенным (фаза Е).
Параметры пазов 5 (их глубина и поперечное сечение), выступов (длина и сечение), уширений 12 выступов выбираются исходя из конкретного варианта изготавливаемого зубчатого колеса.
Зубья 3 удерживаются посредством выступов 11, погруженных в застывший расплав 16, этот застывший расплав удерживают зубья от перемещения в радиальном направлении за счет выполнения пазов 5 в форме ласточкина хвоста, от смещения вдоль оси вращения колеса зубья удерживаются силами трения между поверхностями пазов 5 и застывшим расплавом 16. Для замены любого изношенного или изломанного зуба производят местное расплавление залитого ранее расплава (16) и производят замену этого зуба с последующей заливкой расплава (15).
По сравнению с прототипом, снижаются издержки на изготовление колеса, так как зубья крепятся непосредственно на теле, а выполнение зубьев по отдельности друг от друга проще, чем выполнение целого зубчатого венца; кроме того упрощается процедура ремонта зубчатого колеса, т.к. любой зуб можно заменить, не затрагивая целостности всего зубчатого венца.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗУБЧАТОГО КОЛЕСА | 2013 |
|
RU2535606C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗУБЧАТОГО КОЛЕСА | 2013 |
|
RU2536152C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗУБЧАТОГО КОЛЕСА | 2013 |
|
RU2525360C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗУБЧАТОГО КОЛЕСА | 2013 |
|
RU2546394C2 |
| ЗУБЧАТОЕ КОЛЕСО | 2014 |
|
RU2552390C1 |
| ЗУБЧАТОЕ КОЛЕСО | 2014 |
|
RU2552392C1 |
| ЗУБЧАТОЕ КОЛЕСО | 2013 |
|
RU2525323C1 |
| ЗУБЧАТОЕ КОЛЕСО | 2013 |
|
RU2534515C1 |
| ЗУБЧАТОЕ КОЛЕСО | 2014 |
|
RU2552580C1 |
| ЗУБЧАТОЕ КОЛЕСО | 2013 |
|
RU2548446C1 |


Изобретение относится к машиностроению, а именно к деталям машин, и может быть использовано для изготовления зубчатых колес зубчатых передач механизмов и машин. Способ изготовления зубчатого колеса включает раздельное изготовление тела колеса и зубчатого венца с зубьями с последующей их сборкой. При сборке изготовленные зубья 4 с выступами 11 устанавливают по окружности 2 тела 1 на выполненные площадки 9, с совмещением плоскостей их симметрии 3 зубьев 4 с плоскостями симметрии пазов 5. Установленные зубья 4 прижимают со стороны их вершин 13 к телу 1 и заполняют все полости пазов 5 расплавом 15, например пластмассой. Затем зубья 4 выдерживают под нагрузкой до затвердевания расплава. После затвердевания расплава 16 в пазах 5 прижатие зубьев 4 к телу 1 прекращают, и процесс изготовления зубчатого колеса считается завершенным. В результате снижаются издержки при изготовлении зубчатых колес, повышается их ремонтопригодность. 3 ил.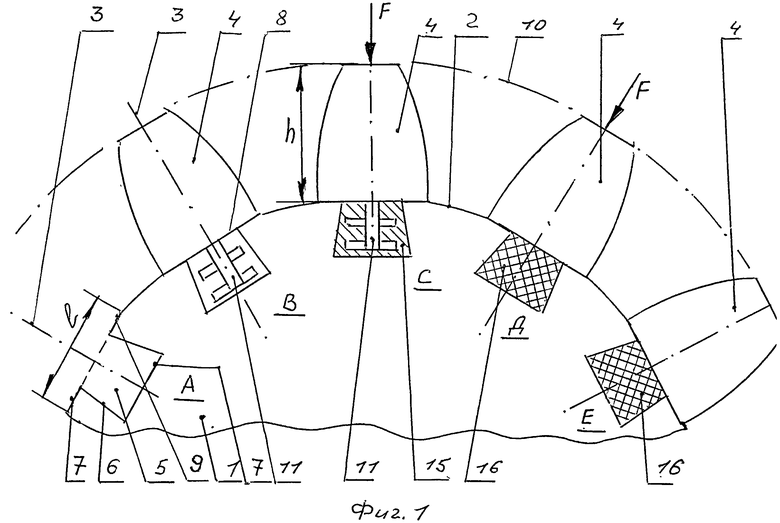
Способ изготовления зубчатого колеса, включающий раздельное изготовление тела и зубчатого венца с зубьями с последующей их сборкой, отличающийся тем, что тело изготавливают в виде диска шириной, равной ширине зубчатого венца и диаметром, равным диаметру окружности впадин зубчатого венца, по окружности тела по плоскостям симметрии зубьев изготавливаемого зубчатого колеса между торцами тела выполняют пазы, имеющие в поперечном сечении форму равнобокой трапеции с основанием, ориентированным к центру тела, и величиной вершины, не большей, чем величина проекции основания зуба зубчатого венца на окружность впадин зубчатого венца, на цилиндрической поверхности тела симметрично относительно плоскостей симметрии зубьев и перпендикулярно им между торцами тела выполняют плоские площадки размером, равным размеру проекции оснований зубьев на эту поверхность, зубчатый венец изготавливают из отдельных, не связанных между собой зубьев, имеющих форму зубьев, рассчитанную для данного зубчатого колеса, основания зубьев выполняют в виде плоскостей, перпендикулярных плоскостям симметрии зубьев, а высоту зубьев выполняют равной расстоянию от окружности вершин зубчатого венца до плоских площадок на цилиндрической поверхности тела, основание каждого зуба снабжают выступом, расположенным по плоскости симметрии зуба по его ширине и размером меньшим, чем глубина паза, выступы выполняют в виде пластин, снабженных поперечными уширениями в виде полок, изготовленные зубья устанавливают по окружности тела на выполненные площадки с совмещением плоскостей их симметрии с плоскостями симметрии пазов, установленные зубья прижимают со стороны их вершин к телу и заполняют все полости пазов расплавом, например пластмассой, после затвердевания расплава в пазах прижатие зубьев к телу прекращают, и процесс изготовления зубчатого колеса считается завершенным.
| Зубчатое колесо | 1984 |
|
SU1314163A1 |
| Зубчатое колесо | 1977 |
|
SU688752A1 |
| СОСТАВНОЕ ЗУБЧАТОЕ КОЛЕСО | 2002 |
|
RU2231705C1 |
| Изложница с суживающимся книзу сечением и с вертикально перемещающимся днищем | 1924 |
|
SU2012A1 |

