Изобретение относится к металлургии, в частности к термической обработке двухфазных титановых сплавов.
Детали небольшого диаметра (например, крепеж) из сплава ВТ16 получают из отожженного сплава, обладающего высокой пластичностью, путем холодной высадки и применяют в деформационно-упрочненном состоянии (Б.А. Колачев, В.И. Елагин, В.А. Ливанов. «Металловедение и термическая обработка цветных металлов и сплавов». Москва, Миссис. 2001, с.413). В больших сечениях метод не обеспечивает необходимого комплекса механических свойств.
Титановые двухфазные сплавы мартенситного класса, предназначенные для изготовления изделий большого сечения, для достижения высоких значений прочности и достаточного уровня пластичности подвергают закалке и старению (для сплава ВТ16 известен способ: нагрев до температуры 790-830°C, выдержка, охлаждение в воде, старение при температуре 560-580°C в течение 8-10 часов (Ю.П. Солнцев, Е.И. Пряхин. «Материаловедение», СПб., Химиздат, 2004, с.735), принятый в качестве ближайшего аналога.
Способ обеспечивает возможность формирования структуры, механических и эксплуатационных свойств за счет протекания мартенситного превращения при закалке и последующего распада мартенситных фаз и метастабильной β фазы при старении с образованием дисперсных α и β фаз (стандартная термическая обработка - СТО).
Основным недостатком способа, принятого в качестве ближайшего аналога, является то, что способ предполагает длительное старение до 10 часов, что приводит к значительным энергозатратам и повышению стоимости изделий.
Перед заявляемым изобретением поставлена задача сократить продолжительность старения при обеспечении требуемого комплекса механических свойств.
Задача решается за счет того, что изделие из сплава ВТ16, подвергнутое закалке путем нагрева до температуры 790-830°C, выдержке и охлаждению в воде, нагревают до температуры (0,5-0,6)tcm, где tcm, °C - температура старения сплава, а охлаждение ведут до температуры ~ -10°C при одновременном воздействии потока газа и акустического поля звукового диапазона частот с уровнем звукового давления в пределах 140-160 дБ, а последующее старение проводят при 560°C в течение 3 часов, с охлаждением на воздухе.
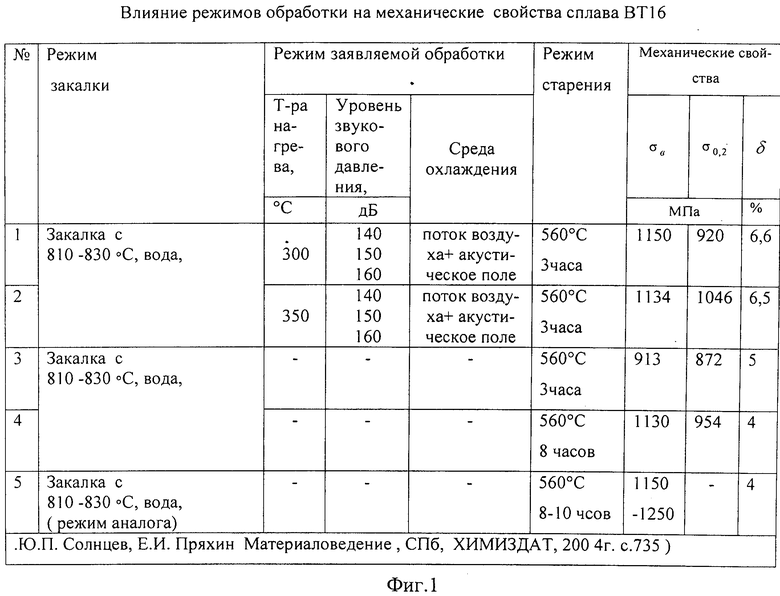
В качестве примера для оценки заявляемого способа термической обработки изделий из сплава ВТ16 были использованы образцы для испытаний на статическое растяжение, прошедшие термическую обработку: нагрев до температуры 810-830°C, выдержка 1 час, охлаждение в воде, затем обработке путем нагрева и выдержки при температуре (0,5-0,6)tcm, где tcm, °C - температура старения сплава, а последующее охлаждение до температуры -10°C проводилось при одновременном воздействии потока газа и акустического поля звукового диапазона частот с уровнем звукового давления в пределах 140-160 дБ. Последующее старение проводилось при температуре 560°C в течение 3 часов. Часть образцов подвергалась стандартной термической обработке: нагрев до температуры 810-830°C, выдержка 1 час, охлаждение в воде, затем старение при температуре 560°C с выдержкой 3 и 9 часов. Результаты механических испытаний приведены в таблице на Фиг.1.
При проведении заявляемой обработки благодаря одновременному воздействию на изделие из сплава титана при его охлаждении потока газа с температурой ниже 0°C и акустического поля достигается технический результат, а именно: измельчаются кристаллы α-фазы твердого раствора, измельчаются структурных составляющие, образующиеся при протекании мартенситного превращения. При последующем старении фазы, выделившиеся при распаде мартенситных α' и α'' фаз, будут более дисперсными, в них формируется внутризеренная структура с выстраиванием дислокаций в виде упорядоченных образований, т.е. образуется блочная структура, состоящая из сильно разориентированных микрообъемов, а также уменьшаются внутренние микронапряжения на границах раздела фаз. Увеличение протяженности малоугловых границ и границ раздела фаз приводит к ускорению диффузионных процессов. Это позволяет уменьшить продолжительность старения и изменять механические свойства в желаемом направлении: повысить прочность и обеспечить достаточную пластичность.
При проведении заявляемой обработки благодаря одновременному воздействию на изделие из сплава ВТ16 при его охлаждении потока газа с температурой ниже 0°C и акустического поля достигается технический результат, а именно: измельчаются зерна избыточной фазы - α-твердого раствора и структурных составляющие, формируется внутризеренная структура с выстраиванием дислокаций в виде упорядоченных образований, возрастает протяженность малоугловых границ, что способствует ускорению диффузионных процессов и обеспечивает возможность сокращения продолжительности старения до 3 часов при обеспечении уровня прочности не ниже, чем при старении в течение 9 часов по схеме стандартной термической обработки (СТО), при этом заявляемая обработка обеспечивает повышение пластичности на 30-50%, чему способствует уменьшение внутренних микронапряжений на границах раздела фаз (см. табл.).
Заявляемый способ, реализуемый после закалки, обеспечивает экономию энергоресурсов за счет сокращения протяженности последующего старения на 5-6 часов.
Как видно из результатов, приведенных в таблице, при уровне звукового давления 140-160 дБ, при рекомендуемых температурах нагрева с последующим охлаждением до температур ~ -10°C, предлагаемая акустическая обработка позволяет получить повышение механических свойств титанового сплава ВТ16 в процессе старения за 3 часа по сравнению со СТО - 9 часов, чем достигается решение задачи, поставленной перед изобретением.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЯ ИЗ ПСЕВДО - β ТИТАНОВЫХ СПЛАВОВ | 2016 |
|
RU2635113C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЯ ИЗ ДЕФОРМИРУЕМОГО СПЛАВА ВТ23 | 2013 |
|
RU2544322C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ ДВУХФАЗНЫХ ТИТАНОВЫХ СПЛАВОВ | 2009 |
|
RU2417950C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2023 |
|
RU2836350C1 |
| Способ термической обработки изделий из α+β титановых сплавов | 2018 |
|
RU2704953C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЯ ИЛИ ЗАГОТОВКИ ИЗ ДВУХФАЗНЫХ ТИТАНОВЫХ СПЛАВОВ | 2004 |
|
RU2255137C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ КОНСТРУКЦИОННЫХ СТАЛЕЙ | 2014 |
|
RU2572943C1 |
| СПОСОБ ПОЛУЧЕНИЯ НАНОСТРУКТУРИРОВАННЫХ ПРУТКОВ КРУГЛОГО СЕЧЕНИЯ ИЗ ТИТАНОВОГО СПЛАВА ВТ22 | 2015 |
|
RU2604075C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ЛИТЫХ ИЗДЕЛИЙ ИЛИ ЗАГОТОВОК ИЗ СИЛУМИНА АК7 | 2008 |
|
RU2389821C2 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ КОНСТРУКЦИОННЫХ СТАЛЕЙ | 2009 |
|
RU2422540C1 |
Изобретение относится к металлургии, в частности к термической обработке титановых сплавов. Способ термической обработки изделий из титанового сплава ВТ16 включает закалку путем нагрева до температуры 790-830°C, выдержки и охлаждения в воде. После закалки изделие нагревают до температуры (0,5-0,6)tcm, где tcm - температура старения сплава, °C, ведут охлаждение до температуры -10°C при одновременном воздействии потока газа и акустического поля с уровнем звукового давления 140-160 дБ и проводят последующее старение при температуре 560°C в течение 3 часов с охлаждением на воздухе. Уменьшается продолжительность старения титанового сплав ВТ16 в процессе старения при сохранении высокого уровня прочности и пластичности. 1 ил.
Способ термической обработки изделий из титанового сплава ВТ16, включающий закалку путем нагрева до температуры 790-830°C, выдержки и охлаждения в воде, отличающийся тем, что после закалки изделие нагревают до температуры (0,5-0,6)tcm, где tcm - температура старения сплава, °C, ведут охлаждение до температуры -10°C при одновременном воздействии потока газа и акустического поля с уровнем звукового давления 140-160 дБ и проводят последующее старение при температуре 560°C в течение 3 часов с охлаждением на воздухе.
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЯ ИЛИ ЗАГОТОВКИ ИЗ ДВУХФАЗНЫХ ТИТАНОВЫХ СПЛАВОВ | 2004 |
|
RU2255137C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ЛИТЫХ ИЗДЕЛИЙ ИЛИ ЗАГОТОВОК ИЗ СИЛУМИНА АК7 | 2008 |
|
RU2389821C2 |
| СПОСОБ ТЕРМООБРАБОТКИ ДЕТАЛЕЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2002 |
|
RU2221075C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ЗВУКОПРОВОДНЫХ ДЕФОРМИРУЕМЫХ МАГНИЕВЫХ СПЛАВОВ | 0 |
|
SU290956A1 |
| US 2009133786 A1, 28.05.2009 | |||

