Заявляемое изобретение относится к металлургии, а также к материаловедению в машиностроении и может быть использовано в производстве для изготовления проволоки из титановых сплавов, а также к термической обработке α+β титановых сплавов в виде заготовок.
Сопротивление малым пластическим деформациям определяет весь комплекс свойств пружинных сталей и сплавов. Для достижения высокого сопротивления малым пластическим деформациям необходимо обеспечить равномерное распределение дислокаций при их высокой плотности и полном эффективном закреплении с тем, чтобы затормозить развитие начальных стадий пластической деформации.
Известен способ упрочнения сплавов за счет пластической деформации с промежуточными отжигами и последующим отжигом после последнего этапа деформации (ТУ 1-809-273-81), принятый за ближайший аналог. При этом достигается следующий уровень прочности и пластичности проволоки  δ=12%.
δ=12%.
В процессе стандартной обработки изменяется субструктура матрицы и дисперсность α+β фаз. Рост сопротивления малым пластическим деформациям у этих сплавов связан с изменением субструктуры матрицы и с блокирующим действием частиц α+β фаз.
Недостатком этого способа является то, что уровень значений условных пределов текучести и упругости сплава не удовлетворяет требованиям к эксплуатационным свойствам целого ряда упругих элементов.
Задачей заявляемого технического решения является разработка способа термической обработки изделий из α+- β титановых сплавов (на примере титанового сплава ВТ16) с целью увеличения значений условных пределов упругости, текучести и при сохранении достаточной пластичности.
Поставленная задача решается за счет того, что в способе обработки проволоки из титанового сплава ВТ16 после стандартной технологии (пластической деформации и отжига - СТО) изделие подвергают нагреву и выдержке при температуре 150-160°С, а последующее охлаждение до температуры -10°С проводят при одновременном воздействии потока газа и акустического поля звукового диапазона частот с уровнем звукового давления в пределах 140-160 дб.
Достигаемым техническим результатом заявляемого способа является: перераспределение дислокаций, образование на них сегрегации в субструктуре сплава, появившейся как после пластической деформации и отжига, так и при предлагаемой обработке, при этом обеспечивается равномерное распределение дисперсных α и β фаз, уменьшение внутреннего напряжения, что приводит к возрастанию предела упругости и пластичности.
Способ осуществляется следующим образом: исходную заготовку(изделие) из α+β титановых сплавов (СТО) предварительно нагревают до температуры 150-160°С, выдерживают 10-15 мин, а при охлаждении на нее воздействуют поток газа с температурой ниже 0°С и акустические поля.
В качестве примера для оценки заявляемого способа обработки проволоки из титанового сплава ВТ16 была использована проволока диаметром 1,6 мм, полученная с применением стандартной технологии(СТО), образцы из которой размером 200 мм испытывались на статическое растяжение на машине модели AGX-100kN, SHIMADZU. Образцы из проволоки подвергались обработке путем нагрева до температуры 150-160°С, выдержке 10-15 мин, а последующее охлаждение части образцов осуществлялось до температуры (-10°С) и проводилось при одновременном воздействии потока газа и акустического поля звукового диапазона частот с уровнем звукового давления в пределах 140-160 дб (аэротермоакустическая обработка - АТАО 1), другая часть образцов после нагрева охлаждалась на спокойном воздухе. Результаты механических испытаний приведены в таблице. Часть образцов после АТАО1 повторно подвергалась обработке по указанной схеме (АТАО 2). Результаты испытаний образцов после АТАО2 приведены в таблице.
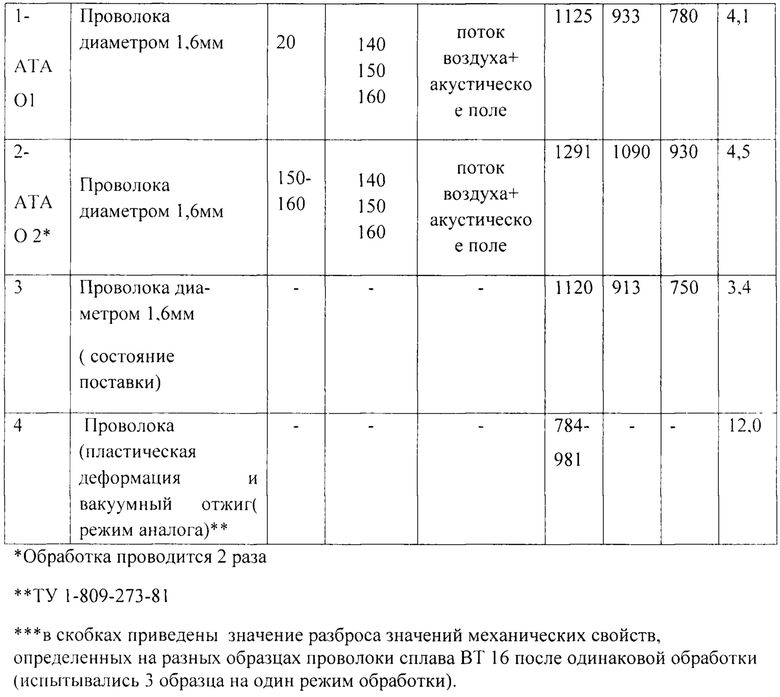
Охлаждение заготовки может быть проведено с использованием газоструйного генератора звука (ГГЗ). При проведении заявляемой обработки благодаря одновременному воздействию на изделие из сплава ВТ16, предварительно нагретое до температуры 150°С, потока газа с температурой ниже 0°С и акустического поля достигается технический результат, а именно: измельчаются α+β фазы формируется внутризеренная структура с выстраиванием дислокаций в виде упорядоченных образований, что и обеспечивает возможность повышения уровня условных пределов упругости, текучести и прочности по сравнению со свойствами, полученными в исходном состоянии, при этом заявляемая обработка обеспечивает достаточную пластичность. Как видно из результатов, приведенных в таблице, при уровне звукового давления 130-150 дб и рекомендуемых температурах нагрева 150-160°С с последующим охлаждением до температур -10°С предлагаемая аэротермоакустическая обработка позволяет получить повышение механических свойств титанового сплава ВТ16 по сравнению с обработкой по режиму аналога, чем достигается решение задачи, поставленной перед изобретением.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ термодеформационной обработки заготовки из бронзы БрНХК 2,5-0,7-0,6 | 2020 |
|
RU2757281C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЯ ИЗ ПСЕВДО - β ТИТАНОВЫХ СПЛАВОВ | 2016 |
|
RU2635113C1 |
| Способ термической обработки заготовки или изделия (пружин) из бронзы БрНХК 2,5-0,7-0,6 | 2018 |
|
RU2691823C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ ТИТАНОВОГО СПЛАВА ВТ16 | 2013 |
|
RU2536125C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЯ ИЗ ДЕФОРМИРУЕМОГО СПЛАВА ВТ23 | 2013 |
|
RU2544322C1 |
| Способ изготовления стержневых деталей с головками из двухфазных (α+β) титановых сплавов | 2015 |
|
RU2611752C2 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОПРОЧНОЙ ПРОВОЛОКИ ИЗ СПЛАВА НА ОСНОВЕ ТИТАНА КОНСТРУКЦИОННОГО НАЗНАЧЕНИЯ | 2011 |
|
RU2460825C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРЕПЕЖНЫХ ЭЛЕМЕНТОВ ИЗ ВЫСОКОПРОЧНЫХ ТИТАНОВЫХ СПЛАВОВ | 2012 |
|
RU2492017C2 |
| СПОСОБ ПОЛУЧЕНИЯ МАТЕРИАЛА ДЛЯ ВЫСОКОПРОЧНЫХ КРЕПЕЖНЫХ ИЗДЕЛИЙ | 2022 |
|
RU2793901C1 |
| УЛЬТРАМЕЛКОЗЕРНИСТЫЙ ДВУХФАЗНЫЙ АЛЬФА-БЕТА ТИТАНОВЫЙ СПЛАВ С ПОВЫШЕННЫМ УРОВНЕМ МЕХАНИЧЕСКИХ СВОЙСТВ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2012 |
|
RU2490356C1 |
Изобретение относится к металлургии, в частности к термической обработке двухфазных титановых сплавов. Способ обработки изделия из титанового сплава ВТ16, включающий нагрев подвергнутого пластической деформации и отжигу изделия, выдержку и охлаждение. Осуществляют нагрев до температуры 150-160°С, выдерживают в течение 10-15 мин, а охлаждение ведут до температуры -10°С при одновременном воздействии потока газа и акустического поля звукового диапазона частот с уровнем звукового давления в пределах 140-160 дБ. Полученные изделия характеризуются высокими значениями предела прочности, предела упругости при удовлетворительной пластичности. 1 з.п. ф-лы, 1 табл.
1. Способ обработки изделия из титанового сплава ВТ16, включающий нагрев подвергнутого пластической деформации и отжигу изделия, выдержку и охлаждение, отличающийся тем, что осуществляют нагрев до температуры 150-160°С, выдерживают в течение 10-15 мин, а охлаждение ведут до температуры -10°С при одновременном воздействии потока газа и акустического поля звукового диапазона частот с уровнем звукового давления в пределах 140-160 дБ.
2. Способ по п. 1, отличающийся тем, что обработку проводят повторно.
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ ТИТАНОВОГО СПЛАВА ВТ16 | 2013 |
|
RU2536125C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЯ ИЗ ДЕФОРМИРУЕМОГО СПЛАВА ВТ23 | 2013 |
|
RU2544322C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЯ ИЛИ ЗАГОТОВКИ ИЗ ДВУХФАЗНЫХ ТИТАНОВЫХ СПЛАВОВ | 2004 |
|
RU2255137C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЯ ИЗ ПСЕВДО - β ТИТАНОВЫХ СПЛАВОВ | 2016 |
|
RU2635113C1 |
| EP 2955240 A1, 16.12.2015. | |||

